CN112828158B - 一种便于更换的引线框架用生产模具及其更换方法 - Google Patents
一种便于更换的引线框架用生产模具及其更换方法 Download PDFInfo
- Publication number
- CN112828158B CN112828158B CN202110012509.8A CN202110012509A CN112828158B CN 112828158 B CN112828158 B CN 112828158B CN 202110012509 A CN202110012509 A CN 202110012509A CN 112828158 B CN112828158 B CN 112828158B
- Authority
- CN
- China
- Prior art keywords
- guide
- mounting panel
- limiting
- die holder
- positioning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
- B21D37/12—Particular guiding equipment, e.g. pliers; Special arrangements for interconnection or cooperation of dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/14—Particular arrangements for handling and holding in place complete dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
Abstract
本发明公开了一种便于更换的引线框架用生产模具及其更换方法,本发明涉及模具技术领域。通过安装面板主体的两侧内部均开设有轴承安装孔,每个轴承安装孔的内部设置有轴承安装座,安装面板主体的内部通过轴承安装座转动设置有双向螺纹杆,安装面板主体的表面上位于轴承安装孔处开设有横向限制槽,横向限制槽的内壁两侧开设有侧边导向槽,双向螺纹杆的表面上位于横向限制槽的内部对称设置有移动限制块,移动限制块的下端两侧固定设置有导向限制块,移动限制块的上端端面上固定设置有紧固螺母,移动限制块的上端上通过紧固螺母设置有上限制盖板,解决了其不能很好的进行更换工作,这就导致更换不便,更换时间过长,耽误生产加工时间的问题。
Description
技术领域
本发明涉及模具技术领域,具体为一种便于更换的引线框架用生产模具及其更换方法。
背景技术
模具(mújù),工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。素有“工业之母”的称号。
在外力作用下使坯料成为有特定形状和尺寸的制件的工具。广泛用于冲裁、模锻、冷镦、挤压、粉末冶金件压制、压力铸造,以及工程塑料、橡胶、陶瓷等制品的压塑或注塑的成形加工中。模具具有特定的轮廓或内腔形状,应用具有刃口的轮廓形状可以使坯料按轮廓线形状发生分离(冲裁)。应用内腔形状可使坯料获得相应的立体形状。模具一般包括动模和定模(或凸模和凹模)两个部分,二者可分可合。分开时取出制件,合拢时使坯料注入模具型腔成形。模具是精密工具,形状复杂,承受坯料的胀力,对结构强度、刚度、表面硬度、表面粗糙度和加工精度都有较高要求,模具生产的发展水平是机械制造水平的重要标志之一。
传统的用于引线框架的生产模具在使用时存在一定的缺陷,其不能很好的进行更换工作,这就导致更换不便,更换时间过长,耽误生产加工时间。
发明内容
针对现有技术的不足,本发明提供了一种便于更换的引线框架用生产模具及其更换方法,解决了其不能很好的进行更换工作,这就导致更换不便,更换时间过长,耽误生产加工时间的问题。
为实现以上目的,本发明通过以下技术方案予以实现:一种便于更换的引线框架用生产模具,包括上安装面板、上模座、导柱、下模座、下安装面板、导向孔和定位安装面板,所述下安装面板包括安装面板主体,所述安装面板主体的两侧内部均开设有轴承安装孔,每个所述轴承安装孔的内部设置有轴承安装座,所述安装面板主体的内部通过轴承安装座转动设置有双向螺纹杆,所述安装面板主体的表面上位于轴承安装孔处开设有横向限制槽,所述横向限制槽的内壁两侧开设有侧边导向槽,所述双向螺纹杆的表面上位于横向限制槽的内部对称设置有移动限制块,所述移动限制块的下端两侧固定设置有导向限制块,所述移动限制块的上端端面上固定设置有紧固螺母,所述移动限制块的上端上通过紧固螺母设置有上限制盖板,所述紧固螺母的表面上以螺纹方式设置有限制螺柱,并且所述限制螺柱设置在上限制盖板的上方,所述双向螺纹杆的一端与驱动电机的驱动端之间通过联轴器固定相连。
作为本发明进一步的方案:所述安装面板主体的一端表面上上开设有导向槽,所述安装面板主体表面上开设的导向槽的内部滑动设置有纵向限制板,所述纵向限制板的两端上均固定设置有定位安装杆,所述导向槽的两侧表面上开设有导向限制槽,并且所述导向限制槽与定位安装杆之间相适配。
作为本发明进一步的方案:所述安装面板主体的背离导向槽的端面上开设有纵向导向槽,所述纵向导向槽的内部两侧固定设置有导向连接柱,所述导向连接柱的表面上滑动设置有纵向限位块,所述纵向限位块的上侧端面上设置有限制盖板。
作为本发明进一步的方案:所述安装面板主体的表面上开设有多个安装槽,所述安装槽的内部一端固定设置有转动轴,所述安装槽的内部通过转动轴转动设置有倾斜顶块,所述倾斜顶块的下侧与安装槽上端面之间连接设置有下弹簧。
作为本发明进一步的方案:所述上模座安装在上安装面板的下侧,所述导柱设置在上模座的四角处,所述导向孔开设在下模座的四角处,并且所述导柱和导向孔之间相适配,所述定位安装面板设置在下模座的底部,所述定位安装面板包括定位安装面板主体,所述定位安装面板主体的表面上开设有紧固连接孔,所述下模座通过紧固连接孔固定在定位安装面板主体上。
作为本发明进一步的方案:所述上安装面板包括上安装面板主体,所述上安装面板主体的下侧表面上固定设置有基体框,所述基体框的四角处固定设置有液压缸,所述液压缸的运动端上,设置有导轨,所述导轨的表面上滑动设置有冷却液喷头。
作为本发明进一步的方案:所述导向限制块与侧边导向槽之间相适配,纵向限制板与导向槽之间相适配,所述定位安装面板主体的底部表面上开设有与倾斜顶块相适配的孔槽。
一种便于更换的引线框架用生产模具的更换方法,包括如下步骤:
步骤S1:将上模座、导柱、下模座、导向孔和定位安装面板组成的模具整体进行清洁调试,并且在安装前进行合模,调试合模后,将上模座、导柱、下模座、导向孔和定位安装面板组成的模具安装上安装面板和下安装面板上组成的冲压床体上;
步骤S2:冲床上的下安装面板整体跟随下侧的驱动部件进行伸出,上模座、导柱、下模座、导向孔和定位安装面板组成的模具在在起吊行车的作用下起吊到下安装面板上,将上模座、导柱、下模座、导向孔和定位安装面板组成的模具整体推动到下安装面板上的上限制盖板之间,上模座、导柱、下模座、导向孔和定位安装面板组成的模具的前端处与安装面板主体上的纵向限位块进行接触,并且模具继续向前运动,纵向限位块沿着纵向导向槽内的方向进行移动,并且将纵向限位块相连的弹簧件拉长,直到纵向限位块抵住纵向导向槽的侧壁表面上,在模具的推动下,将倾斜顶块与定位安装面板上的孔槽对准限定;
步骤S3:上模座、导柱、下模座、导向孔和定位安装面板组成的模具在纵向限位块处停止,随后,两侧的移动限制块开始运作,驱动电机启动,驱动电机启动带动双向螺纹杆转动,双向螺纹杆的转动带动移动限制块在沿着导向限制块的方向进行位移,并且双向螺纹杆上的两个移动限制块相对位移,将定位安装面板的两侧进行夹紧限制,并且在移动限制块的上侧的上限制盖板通过紧固螺母进行限定,通过限制螺柱进行紧固;
步骤S4:上模座、导柱、下模座、导向孔和定位安装面板组成的模具在两侧的移动限制块的作用下进行紧固,紧固完成后,将纵向限制板滑动安装在导向槽内,通过定位安装杆将纵向限制板进行固定,纵向限制板的侧边与上模座、导柱、下模座、导向孔和定位安装面板组成的模具的侧边相接触,完成固定。
有益效果
本发明提供了一种便于更换的引线框架用生产模具及其更换方法。与现有技术相比具备以下有益效果:
1、一种便于更换的引线框架用生产模具及其更换方法,通过安装面板主体的两侧内部均开设有轴承安装孔,每个轴承安装孔的内部设置有轴承安装座,安装面板主体的内部通过轴承安装座转动设置有双向螺纹杆,安装面板主体的表面上位于轴承安装孔处开设有横向限制槽,横向限制槽的内壁两侧开设有侧边导向槽,双向螺纹杆的表面上位于横向限制槽的内部对称设置有移动限制块,移动限制块的下端两侧固定设置有导向限制块,移动限制块的上端端面上固定设置有紧固螺母,移动限制块的上端上通过紧固螺母设置有上限制盖板,紧固螺母的表面上以螺纹方式设置有限制螺柱,并且限制螺柱设置在上限制盖板的上方,双向螺纹杆的一端与驱动电机的驱动端之间通过联轴器固定相连,解决了其不能很好的进行更换工作,这就导致更换不便,更换时间过长,耽误生产加工时间的问题。
2、一种便于更换的引线框架用生产模具及其更换方法,通过安装面板主体的一端表面上上开设有导向槽,安装面板主体表面上开设的导向槽的内部滑动设置有纵向限制板,纵向限制板的两端上均固定设置有定位安装杆,导向槽的两侧表面上开设有导向限制槽,并且导向限制槽与定位安装杆之间相适配,安装面板主体的背离导向槽的端面上开设有纵向导向槽,纵向导向槽的内部两侧固定设置有导向连接柱,导向连接柱的表面上滑动设置有纵向限位块,纵向限位块的上侧端面上设置有限制盖板,使得其满足一定厚度的模具的快速更换装配。
3、一种便于更换的引线框架用生产模具及其更换方法,通过上安装面板包括上安装面板主体,上安装面板主体的下侧表面上固定设置有基体框,基体框的四角处固定设置有液压缸,液压缸的运动端上,设置有导轨,导轨的表面上滑动设置有冷却液喷头,可以对其模具的表面进行清洁冷却,提高装配精度。
附图说明
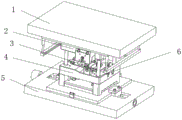
图1为本发明结构示意图;
图2为本发明后侧结构示意图;
图3为本发明定位安装面板结构示意图;
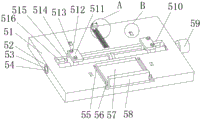
图4为本发明定位安装面板结构示意图;
图5为本发明上安装面板结构示意图;
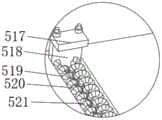
图6为图4中A处结构放大图;
图7为图4中B处结构示意图。
图中:1、上安装面板;11、上安装面板主体;12、基体框;13、液压缸;14、导轨;15、冷却液喷头;2、上模座;3、导柱;4、下模座;5、下安装面板;51、安装面板主体;52、轴承安装孔;53、轴承安装座;54、双向螺纹杆;55、导向限制槽;56、定位安装杆;57、导向槽;58、纵向限制板;59、驱动电机;510、横向限制槽;511、上限制盖板;512、限制螺柱;513、紧固螺母;514、移动限制块;515、导向限制块;516、侧边导向槽;517、限制盖板;518、纵向限位块;519、纵向导向槽;520、导向连接柱;521、弹簧件;522、倾斜顶块;523、转动轴;524、安装槽;525、下弹簧;6、导向孔;7、定位安装面板;71、定位安装面板主体;72、紧固连接孔。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-7,本发明提供一种技术方案:一种便于更换的引线框架用生产模具,包括上安装面板1、上模座2、导柱3、下模座4、下安装面板5、导向孔6和定位安装面板7,所述下安装面板5包括安装面板主体51,所述安装面板主体51的两侧内部均开设有轴承安装孔52,每个所述轴承安装孔52的内部设置有轴承安装座53,所述安装面板主体51的内部通过轴承安装座53转动设置有双向螺纹杆54,所述安装面板主体51的表面上位于轴承安装孔52处开设有横向限制槽510,所述横向限制槽510的内壁两侧开设有侧边导向槽516,所述双向螺纹杆54的表面上位于横向限制槽510的内部对称设置有移动限制块514,所述移动限制块514的下端两侧固定设置有导向限制块515,所述移动限制块514的上端端面上固定设置有紧固螺母513,所述移动限制块514的上端上通过紧固螺母513设置有上限制盖板511,所述紧固螺母513的表面上以螺纹方式设置有限制螺柱512,并且所述限制螺柱512设置在上限制盖板511的上方,所述双向螺纹杆54的一端与驱动电机59的驱动端之间通过联轴器固定相连,所述安装面板主体51的一端表面上上开设有导向槽57,所述安装面板主体51表面上开设的导向槽57的内部滑动设置有纵向限制板58,所述纵向限制板58的两端上均固定设置有定位安装杆56,所述导向槽57的两侧表面上开设有导向限制槽55,并且所述导向限制槽55与定位安装杆56之间相适配,所述安装面板主体51的背离导向槽57的端面上开设有纵向导向槽519,所述纵向导向槽519的内部两侧固定设置有导向连接柱520,所述导向连接柱520的表面上滑动设置有纵向限位块518,所述纵向限位块518的上侧端面上设置有限制盖板517,所述安装面板主体51的表面上开设有多个安装槽524,所述安装槽524的内部一端固定设置有转动轴523,所述安装槽524的内部通过转动轴523转动设置有倾斜顶块522,所述倾斜顶块522的下侧与安装槽524上端面之间连接设置有下弹簧525,所述上模座2安装在上安装面板1的下侧,所述导柱3设置在上模座2的四角处,所述导向孔6开设在下模座4的四角处,并且所述导柱3和导向孔6之间相适配,所述定位安装面板7设置在下模座4的底部,所述定位安装面板7包括定位安装面板主体71,所述定位安装面板主体71的表面上开设有紧固连接孔72,所述下模座4通过紧固连接孔72固定在定位安装面板主体71上,所述上安装面板1包括上安装面板主体11,所述上安装面板主体11的下侧表面上固定设置有基体框12,所述基体框12的四角处固定设置有液压缸13,所述液压缸13的运动端上,设置有导轨14,所述导轨14的表面上滑动设置有冷却液喷头15,所述导向限制块515与侧边导向槽516之间相适配,纵向限制板58与导向槽57之间相适配,所述定位安装面板主体71的底部表面上开设有与倾斜顶块522相适配的孔槽。
一种便于更换的引线框架用生产模具的更换方法,包括如下步骤:
步骤S1:将上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具整体进行清洁调试,并且在安装前进行合模,调试合模后,将上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具安装上安装面板1和下安装面板5上组成的冲压床体上;
步骤S2:冲床上的下安装面板5整体跟随下侧的驱动部件进行伸出,上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具在在起吊行车的作用下起吊到下安装面板5上,将上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具整体推动到下安装面板5上的上限制盖板511之间,上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具的前端处与安装面板主体51上的纵向限位块518进行接触,并且模具继续向前运动,纵向限位块518沿着纵向导向槽519内的方向进行移动,并且将纵向限位块518相连的弹簧件521拉长,直到纵向限位块518抵住纵向导向槽519的侧壁表面上,在模具的推动下,将倾斜顶块522与定位安装面板7上的孔槽对准限定;
步骤S3:上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具在纵向限位块518处停止,随后,两侧的移动限制块514开始运作,驱动电机59启动,驱动电机59启动带动双向螺纹杆54转动,双向螺纹杆54的转动带动移动限制块514在沿着导向限制块515的方向进行位移,并且双向螺纹杆54上的两个移动限制块514相对位移,将定位安装面板7的两侧进行夹紧限制,并且在移动限制块514的上侧的上限制盖板511通过紧固螺母513进行限定,通过限制螺柱512进行紧固;
步骤S4:上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具在两侧的移动限制块514的作用下进行紧固,紧固完成后,将纵向限制板58滑动安装在导向槽57内,通过定位安装杆56将纵向限制板58进行固定,纵向限制板58的侧边与上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具的侧边相接触,完成固定。
本发明在使用时,将上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具整体进行清洁调试,并且在安装前进行合模,调试合模后,将上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具安装上安装面板1和下安装面板5上组成的冲压床体上,冲床上的下安装面板5整体跟随下侧的驱动部件进行伸出,上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具在在起吊行车的作用下起吊到下安装面板5上,将上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具整体推动到下安装面板5上的上限制盖板511之间,上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具的前端处与安装面板主体51上的纵向限位块518进行接触,并且模具继续向前运动,纵向限位块518沿着纵向导向槽519内的方向进行移动,并且将纵向限位块518相连的弹簧件521拉长,直到纵向限位块518抵住纵向导向槽519的侧壁表面上,在模具的推动下,将倾斜顶块522与定位安装面板7上的孔槽对准限定,上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具在纵向限位块518处停止,随后,两侧的移动限制块514开始运作,驱动电机59启动,驱动电机59启动带动双向螺纹杆54转动,双向螺纹杆54的转动带动移动限制块514在沿着导向限制块515的方向进行位移,并且双向螺纹杆54上的两个移动限制块514相对位移,将定位安装面板7的两侧进行夹紧限制,并且在移动限制块514的上侧的上限制盖板511通过紧固螺母513进行限定,通过限制螺柱512进行紧固,上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具在两侧的移动限制块514的作用下进行紧固,紧固完成后,将纵向限制板58滑动安装在导向槽57内,通过定位安装杆56将纵向限制板58进行固定,纵向限制板58的侧边与上模座2、导柱3、下模座4、导向孔6和定位安装面板7组成的模具的侧边相接触,完成固定。
在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本发明的限制。此外,“第一”、“第二”仅由于描述目的,且不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
Claims (2)
1.一种便于更换的引线框架用生产模具,包括上安装面板(1)、上模座(2)、导柱(3)、下模座(4)、下安装面板(5)、导向孔(6)和定位安装面板(7),其特征在于:所述下安装面板(5)包括安装面板主体(51),所述安装面板主体(51)的两侧内部均开设有轴承安装孔(52),每个所述轴承安装孔(52)的内部设置有轴承安装座(53),所述安装面板主体(51)的内部通过轴承安装座(53)转动设置有双向螺纹杆(54),所述安装面板主体(51)的表面上位于轴承安装孔(52)处开设有横向限制槽(510),所述横向限制槽(510)的内壁两侧开设有侧边导向槽(516),所述双向螺纹杆(54)的表面上位于横向限制槽(510)的内部对称设置有移动限制块(514),所述移动限制块(514)的下端两侧固定设置有导向限制块(515),所述移动限制块(514)的上端端面上固定设置有紧固螺母(513),所述移动限制块(514)的上端上通过紧固螺母(513)设置有上限制盖板(511),所述紧固螺母(513)的表面上以螺纹方式设置有限制螺柱(512),并且所述限制螺柱(512)设置在上限制盖板(511)的上方,所述双向螺纹杆(54)的一端与驱动电机(59)的驱动端之间通过联轴器固定相连;
所述安装面板主体(51)的一端表面上开设有导向槽(57),所述安装面板主体(51)表面上开设的导向槽(57)的内部滑动设置有纵向限制板(58),所述纵向限制板(58)的两端上均固定设置有定位安装杆(56),所述导向槽(57)的两侧表面上开设有导向限制槽(55),并且所述导向限制槽(55)与定位安装杆(56)之间相适配;
所述安装面板主体(51)的背离导向槽(57)的端面上开设有纵向导向槽(519),所述纵向导向槽(519)的内部两侧固定设置有导向连接柱(520),所述导向连接柱(520)的表面上滑动设置有纵向限位块(518),所述纵向限位块(518)的上侧端面上设置有限制盖板(517);
所述安装面板主体(51)的表面上开设有多个安装槽(524),所述安装槽(524)的内部一端固定设置有转动轴(523),所述安装槽(524)的内部通过转动轴(523)转动设置有倾斜顶块(522),所述倾斜顶块(522)的下侧与安装槽(524)上端面之间连接设置有下弹簧(525);
所述上模座(2)安装在上安装面板(1)的下侧,所述导柱(3)设置在上模座(2)的四角处,所述导向孔(6)开设在下模座(4)的四角处,并且所述导柱(3)和导向孔(6)之间相适配,所述定位安装面板(7)设置在下模座(4)的底部,所述定位安装面板(7)包括定位安装面板主体(71),所述定位安装面板主体(71)的表面上开设有紧固连接孔(72),所述下模座(4)通过紧固连接孔(72)固定在定位安装面板主体(71)上;
所述上安装面板(1)包括上安装面板主体(11),所述上安装面板主体(11)的下侧表面上固定设置有基体框(12),所述基体框(12)的四角处固定设置有液压缸(13),所述液压缸(13)的运动端上,设置有导轨(14),所述导轨(14)的表面上滑动设置有冷却液喷头(15);
所述导向限制块(515)与侧边导向槽(516)之间相适配,纵向限制板(58)与导向槽(57)之间相适配,所述定位安装面板主体(71)的底部表面上开设有与倾斜顶块(522)相适配的孔槽。
2.一种如权利要求1所述的便于更换的引线框架用生产模具的更换方法,其特征在于:包括如下步骤:
步骤S1:将上模座(2)、导柱(3)、下模座(4)、导向孔(6)和定位安装面板(7)组成的模具整体进行清洁调试,并且在安装前进行合模,调试合模后,将上模座(2)、导柱(3)、下模座(4)、导向孔(6)和定位安装面板(7)组成的模具安装在上安装面板(1)和下安装面板(5)上,上安装面板(1)和下安装面板(5)组成冲压床体;
步骤S2:冲床上的下安装面板(5)整体跟随下侧的驱动部件进行伸出,上模座(2)、导柱(3)、下模座(4)、导向孔(6)和定位安装面板(7)组成的模具在起吊行车的作用下起吊到下安装面板(5)上,将上模座(2)、导柱(3)、下模座(4)、导向孔(6)和定位安装面板(7)组成的模具整体推动到下安装面板(5)上的上限制盖板(511)之间,上模座(2)、导柱(3)、下模座(4)、导向孔(6)和定位安装面板(7)组成的模具的前端处与安装面板主体(51)上的纵向限位块(518)进行接触,并且模具继续向前运动,纵向限位块(518)沿着纵向导向槽(519)进行移动,并且将纵向限位块(518)相连的弹簧件(521)拉长,直到纵向限位块(518)抵住纵向导向槽(519)的侧壁表面上,在模具的推动下,将倾斜顶块(522)与定位安装面板(7)上的孔槽对准限定;
步骤S3:上模座(2)、导柱(3)、下模座(4)、导向孔(6)和定位安装面板(7)组成的模具在纵向限位块(518)处停止,随后,两侧的移动限制块(514)开始运作,驱动电机(59)启动,驱动电机(59)启动带动双向螺纹杆(54)转动,双向螺纹杆(54)的转动带动移动限制块(514)在沿着侧边导向槽(516)的方向进行位移,并且双向螺纹杆(54)上的两个移动限制块(514)相对位移,将定位安装面板(7)的两侧进行夹紧限制,并且在移动限制块(514)的上侧的上限制盖板(511)通过紧固螺母(513)进行限定,通过限制螺柱(512)进行紧固;
步骤S4:上模座(2)、导柱(3)、下模座(4)、导向孔(6)和定位安装面板(7)组成的模具在两侧的移动限制块(514)的作用下进行紧固,紧固完成后,将纵向限制板(58)滑动安装在导向槽(57)内,通过定位安装杆(56)将纵向限制板(58)进行固定,纵向限制板(58)的侧边与上模座(2)、导柱(3)、下模座(4)、导向孔(6)和定位安装面板(7)组成的模具的侧边相接触,完成固定。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110012509.8A CN112828158B (zh) | 2021-01-06 | 2021-01-06 | 一种便于更换的引线框架用生产模具及其更换方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110012509.8A CN112828158B (zh) | 2021-01-06 | 2021-01-06 | 一种便于更换的引线框架用生产模具及其更换方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112828158A CN112828158A (zh) | 2021-05-25 |
| CN112828158B true CN112828158B (zh) | 2023-07-07 |
Family
ID=75926223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110012509.8A Active CN112828158B (zh) | 2021-01-06 | 2021-01-06 | 一种便于更换的引线框架用生产模具及其更换方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112828158B (zh) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101187587A (zh) * | 2007-12-20 | 2008-05-28 | 中国重型机械研究院 | 板坯连铸机二冷喷嘴冲击力测量系统 |
| CN208497784U (zh) * | 2018-07-25 | 2019-02-15 | 大英西南精密模具有限公司 | 一种模具加工用冷却装置 |
| CN109822819A (zh) * | 2019-04-15 | 2019-05-31 | 高伟刚 | 一种注塑模具加工用夹具 |
| CN110774537A (zh) * | 2019-11-18 | 2020-02-11 | 曹江 | 一种可调式多规格通用注塑定位装置 |
| CN210256380U (zh) * | 2019-06-26 | 2020-04-07 | 广州骏天科技有限公司 | 一种带有定位功能的建筑用保温板加工装置 |
| CN210305744U (zh) * | 2019-05-07 | 2020-04-14 | 宜黄县旺发耐磨材料有限公司 | 一种汽车零部件铸造用模具固定装置 |
| CN211413389U (zh) * | 2019-10-16 | 2020-09-04 | 芜湖华飞模具有限公司 | 一种冲压模具装夹装置 |
| CN211413615U (zh) * | 2020-01-10 | 2020-09-04 | 天津市纳斯特科技有限公司 | 一种铸造模具冷却装置 |
-
2021
- 2021-01-06 CN CN202110012509.8A patent/CN112828158B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101187587A (zh) * | 2007-12-20 | 2008-05-28 | 中国重型机械研究院 | 板坯连铸机二冷喷嘴冲击力测量系统 |
| CN208497784U (zh) * | 2018-07-25 | 2019-02-15 | 大英西南精密模具有限公司 | 一种模具加工用冷却装置 |
| CN109822819A (zh) * | 2019-04-15 | 2019-05-31 | 高伟刚 | 一种注塑模具加工用夹具 |
| CN210305744U (zh) * | 2019-05-07 | 2020-04-14 | 宜黄县旺发耐磨材料有限公司 | 一种汽车零部件铸造用模具固定装置 |
| CN210256380U (zh) * | 2019-06-26 | 2020-04-07 | 广州骏天科技有限公司 | 一种带有定位功能的建筑用保温板加工装置 |
| CN211413389U (zh) * | 2019-10-16 | 2020-09-04 | 芜湖华飞模具有限公司 | 一种冲压模具装夹装置 |
| CN110774537A (zh) * | 2019-11-18 | 2020-02-11 | 曹江 | 一种可调式多规格通用注塑定位装置 |
| CN211413615U (zh) * | 2020-01-10 | 2020-09-04 | 天津市纳斯特科技有限公司 | 一种铸造模具冷却装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112828158A (zh) | 2021-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112828158B (zh) | 一种便于更换的引线框架用生产模具及其更换方法 | |
| CN210759049U (zh) | 一种注塑成型机的锁模机构 | |
| CN212858702U (zh) | 一种精密模具加工定位装置 | |
| CN212194364U (zh) | 一种便于调节的成型腔模具 | |
| CN211492449U (zh) | 一种便于夹紧的加工模具 | |
| CN212072829U (zh) | 一种模具顶出装置 | |
| CN111136836B (zh) | 一种多功能复模翻模试模一体机 | |
| CN211416386U (zh) | 一种精密模具用导向装置 | |
| CN212285516U (zh) | 一种用于金属管的冲孔模具 | |
| CN112828165B (zh) | 一种引线框架用生产模具的夹紧结构及其工作方法 | |
| CN209775394U (zh) | 模具夹持设备 | |
| CN214866700U (zh) | 一种便于更换的金属制品制造用模具 | |
| CN219378768U (zh) | 一种脱模简便的模具 | |
| CN219988443U (zh) | 一种模具加工用工装 | |
| CN217044195U (zh) | 一种能够保证垂直度的冲子机构 | |
| CN219213959U (zh) | 一种气缸脱模机构 | |
| CN217990565U (zh) | 一种cnc加工用连续成型模具 | |
| CN220426533U (zh) | 一种金属制品冲压用的冲压模具 | |
| CN216578968U (zh) | 一种便于安装的汽车零部件生产用注塑模具 | |
| CN217474617U (zh) | 一种汽车模具削孔结构 | |
| CN209869269U (zh) | 一种便于快速更换模芯的塑料模胚 | |
| CN216544216U (zh) | 一种具有限位结构且便于加固的精密模具 | |
| CN213136643U (zh) | 一种金属模具加工用支撑设备 | |
| CN215470727U (zh) | 一种用于模具加工的夹紧顶上机构 | |
| CN209986101U (zh) | 一种弯曲成型模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |