CN112476031B - 一种对高分子管棒材端部切削加工的切屑处理方法及装置 - Google Patents
一种对高分子管棒材端部切削加工的切屑处理方法及装置 Download PDFInfo
- Publication number
- CN112476031B CN112476031B CN202011075698.5A CN202011075698A CN112476031B CN 112476031 B CN112476031 B CN 112476031B CN 202011075698 A CN202011075698 A CN 202011075698A CN 112476031 B CN112476031 B CN 112476031B
- Authority
- CN
- China
- Prior art keywords
- positioning block
- pipe
- bar
- cutting
- suction pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/0042—Devices for removing chips
- B23Q11/006—Devices for removing chips by sucking and blowing simultaneously
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For Machine Tools (AREA)
Abstract
一种对高分子管棒材端部切削加工的切屑处理方法及装置,通过设置横向平移机构和纵向平移机构来移动切削的刀具对管棒材进行切削加工;对管棒材进行内部切削加工时,通过设置吸屑机构对管棒材内部切削产生的碎屑进行处理;对管棒材进行外部切削加工时,通过设置吹屑机构对管棒材外部切削产生的碎屑进行处理。本发明能防止高分子管棒材进行机加工时碎屑缠绕在管棒材的外围,或缠绕在刀具上,或掉进管棒材的内孔中,从而防止碎屑影响下一步工序的正常加工。
Description
技术领域
本发明涉及机械加工领域,具体涉及一种高分子管棒材的加工及碎屑的处理。
背景技术
目前高分子管棒材进行机加工时,因为高分子材料的车屑丝状且连续不容易断,非常容易缠绕到工件或刀具上,加工内孔时车屑容易堵住内孔,常规加工方式需要人工吹气或者手动扯住丝状的连续车屑,人工进行切换存在工作效率低、易出错,有安全隐患等缺陷,也很难实现自动化;同时高分子长管棒因为较长,通过限位两头分开加工时,加工过程中管棒材必须调头,且加工过程的控制都由人工完成,效率低,成本高,加工质量不稳定,高分子材料长管棒材料比较软,容易甩动,很难实现两端头同时加工。高分子长管棒的加工实现自动上下料时因为材料较长,送料过程中非常容易划伤高分子材料的表面,故非常难以实现自动化智能制造。
目前高分子管棒材进行机加工时,具有以下缺陷:
1.加工前要先将高分子管棒材放置好,才能启动机加工设备,而高分子管棒材加工完成后要先关掉机加工设备,再将管棒材取走。而放置和取走管棒材,以及开关设备时,工作人员需要在机床旁不断走动才能完成,不仅工作效率低,且工作人员在这种单调、重复的工作状态下很容易疲劳,有较大的安全隐患。
2.由于管子较长时,需要制作特殊定位装置,每次只能加工一头,效率低下,还容易在管材放入手动锁紧机构中时,使管材外表面与锁紧机构中的部件发生刮擦,让管材成为残次品。
3.对高分子长管棒材多处进行加工时,通常需要采用多个工序进行加工,而各个工序的切换是依靠人工进行切换,人工进行切换存在工作效率低、易出错,有安全隐患等缺陷,高分子管棒材装夹送料时加工时,表面容易划伤,导致质量不稳定,报废率高。
4.高分子管材进行机加工时,会产生丝状的连续车屑,这些丝状的碎屑或者连续长屑如果不能快速、及时的清理掉,连续丝状屑容易缠绕在管材的外围,切刀上挂屑导致管子表面粗糙度达不到,内孔容易堵屑导致管子直接报废,质量非常难保证,报废率高。
通过国内检索发现以下专利与本发明有相似之处:
申请号为CN201610755579.1,名称为“塑料管棒材切割装置及基于该切割装置的塑料管棒材切削机”的发明公开了一种塑料管棒材切割装置,包括机架,机架上转动设有中空的可容待切管棒材穿过的旋转切削座以及旋转驱动装置,塑料管棒材切割装置上在旋转切削座两端设有夹紧待切管棒材的夹紧装置,旋转切削座出料侧的端部上布有三个安装座,安装座上设有沿旋转切削座径向滑动的切削刀座,旋转切削座上活动套设有进刀驱动座,机架上设有驱动进刀驱动座沿旋转切削座轴线运动的进刀动力装置,进刀驱动座上设有三个对应于各个切削刀座的固定座,固定座上设有一对平行于切削刀座滑动方向设置的驱动板,驱动板上设有与管棒材轴线夹角为锐角的驱动长孔,切削刀座两侧分别设有一根穿过驱动长孔的传动杆。本发明还公开了一种基于该切割装置的塑料管棒材切削机。
申请号为CN201820579362.4,名称为“一种管棒材车削设备”的实用新型公开一种管棒材车削设备,属于机械加工技术领域,包括工作台、支架、电动三爪卡盘、推料气缸、加工装置、管棒材,其特征是:所述推料气缸设置在工作台的前端,所所述电动三爪卡盘设置在工作台的后端,所述加工装置设置在工作台的左侧,所述加工装置包括电机、移动台、丝杆、车刀,所述电机的输出轴与丝杆连接,所述移动台设置在丝杆上,所述车刀设置在移动台上,所述工作台的右侧设置有出料装置,所述出料装置包括放置盒、出料气缸、底座,所述放置盒的内部设置有倾斜的导料板,所述出料气缸上的活塞杆伸入到放置盒的内部。本实用新型结构简单,管棒材出料和车削方便。
虽然上述专利都是对管棒材的加工,但上述专利在对管棒材进行切削的工装也与本发明的切削加工装置不同,本发明中在加工时采用了横向平移机构、纵向平移机构来移动和精确定位刀具的位置,从而精确的对管棒材的特定部位进行加工。且本发明还设置有吸屑机构对管棒材内部切削产生的碎屑进行处理,以及吹屑机构对管棒材外部切削产生的碎屑进行处理。
发明内容
本发明要解决的技术问题是:如何防止高分子管棒材进行机加工时碎屑缠绕在管棒材的外围,或缠绕在刀具上,或掉进管棒材的内孔中,从而确保加工过程中产品的加工质量,保障加工的安全进行。
针以上述问题,本发明提出的技术方案是:一种对高分子管棒材端部切削加工的切屑处理方法,通过设置横向平移机构和纵向平移机构来移动切削的刀具对管棒材进行切削加工;对管棒材进行内部切削加工时,通过设置吸屑机构对管棒材内部切削产生的碎屑进行处理;对管棒材进行外部切削加工时,通过设置吹屑机构对管棒材外部切削产生的碎屑进行处理。
优选的,横向平移机构包括底板和横向导轨,在横向导轨上卡合承载板,将横向导轨安装在底板上,通过伺服电机带动承载板沿横向导轨移动,从而让承载板带动刀具产生横向移动。
优选的,纵向平移机构包括底座和纵向导轨,在纵向导轨上卡合有底板,将纵向导轨安装在底座上,通过伺服电机带动底板沿横向导轨移动,从而让底板带动承载板和刀具产生纵向移动。
优选的,在承载板上安装固定座和内定位块,将内定位块折弯成L形,且将内定位块的一端固定在承载板上,并将内定位块的另一端伸出承载板,在内定位块伸出承载板的一端开设贯通的内气孔;在底板的外侧安装边框,在所述的边框上安装外定位块,在外定位块上开设贯通的外气孔,且使内定位块与外定位块贴合在一起时,内气孔能与外气孔连通。
优选的,吸屑机构包括内吸气管和外吸气管,将内吸气管的一端安装在内定位块上,且让内吸气管与内定位块上的内气孔连通;将外吸气管的一端安装在外定位块上,且让外吸气管与外定位块上的外气孔连通,使得外吸气管进行吸气时,能将对管棒材内部加工时产生的碎屑通过内吸气管的一端吸到外吸气管中。
优选的,将内吸气管的另一端穿过并伸出固定座,且将内吸气管伸出固定座的顶端进行切割,将内吸气管的顶端切出一段承接头,将刀具安装在所述的承接头上;吹屑机构包括吹气管,将吹气管的出气端口设置在刀具的外侧,使从吹气管中吹出的气体能将对管棒材外部加工时产生的碎屑吹落。
一种对高分子管棒材端部切削加工的切屑处理装置,包括横向平移机构、纵向平移机构、吹屑机构和吸屑机构,横向平移机构包括底板和横向导轨,在横向导轨上卡合有承载板,横向导轨安装在底板上;纵向平移机构包括底座和纵向导轨,在纵向导轨上卡合有底板,纵向导轨安装在底座上;吸屑机构包括内吸气管,内吸气管的一端设有刀具,刀具的外侧还设有吹屑机构。
优选的,在承载板上安装有固定座和内定位块,内定位块折弯成L形,内定位块的一端固定在承载板上,且内定位块的另一端伸出承载板,在内定位块伸出承载板的一端设有贯通的内气孔;在底板的外侧设有边框,在所述的边框上安装外定位块,在外定位块上开设贯通的外气孔,且使内定位块与外定位块贴合在一起时,内气孔能与外气孔连通。
优选的,内吸气管的一端安装在内定位块上,且内吸气管与内定位块上的内气孔连通;吸屑机构还包括外吸气管,外吸气管的一端安装在外定位块上,且让外吸气管与外定位块上的外气孔连通。
优选的,内吸气管的另一端穿过并伸出固定座,且内吸气管伸出固定座的顶端进行了切割,从而使内吸气管的顶端形成有一段承接头,刀具安装在所述的承接头上;吹屑机构包括吹气管,吹气管的出气端口设置在刀具的外侧。
本发明的有益技术效果是:
1.通过设置横向平移机构和纵向平移机构来移动切削的刀具对管棒材进行定位的切削加工,对管棒材进行内部切削加工时,通过设置吸屑机构对管棒材内部切削产生的碎屑进行处理。对管棒材进行外部切削加工时,通过设置吹屑机构对管棒材外部切削产生的碎屑进行处理,从而防止碎屑影响管棒材的正常加工,确保管棒材加工的质量。
2.通过设置吸屑机构和吸屑机构,解决人工吹屑或手动扯屑的问题,降低劳动强度,保障生产人员的安全;防止自动上下料和装夹时对高分子材料表面的划伤,真正实现高分子管棒材加工自动化智能制造。
附图说明
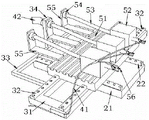
图1为实施例一的整体结构示意图;
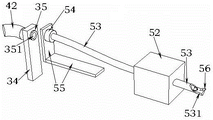
图2为吸屑机构的立体结构示意图;
图3为吸屑机构的结构分解示意图;
图中:21底座、22纵向导轨、31底板、32横向导轨、33边框、34外定位块、35垫片、351透气孔、41吹气管、42外吸气管、51承载板、52固定座、53内吸气管、531承接头、54吸管接头、55内定位块、56刀具。
具体实施方式
下面结合实施例和附图对本发明做进一步的描述:
实施例一
如图1所示,为了给高分子管棒材进行不同形状的,不同部位的加工,本实施例中设有三个不同形状的加工的刀具56。这三个不同形状的刀具56能根据具体的工况需要,对管棒材的外部切削、内部切削和顶部进行切削。由于切削的过程中是依靠管棒材转动来进行切削的,因此对管棒材切削出的形状都是环状的。且由于切削的过程中管棒材仅转动,而不会移,因此对管棒材不同的部位进行切削时是通过移动刀具56来实现的。
为了精准的移动刀具56的位置,本实施例中设有横向平移机构和纵向平移机构,横向平移机构包括底板31和横向导轨32,在横向导轨32上卡合承载板51,将横向导轨32安装在底板31上,将伺服电机与承载板51连接,通过伺服电机带动承载板51沿横向导轨32移动,从而让承载板51带动三个刀具56一起产生横向移动。纵向平移机构包括底座21和纵向导轨22,在纵向导轨22上卡合有底板31,将纵向导轨22安装在底座21上,将伺服电机与底板31连接,通过伺服电机带动底板31沿横向导轨32移动,从而让底板31带动承载板51和三个刀具56一起产生纵向移动。为了防止图1中各部件相互遮挡,影响图中各部件的清晰表达,图1中没有画出伺服电机及其连接结构。
如图1和图2所示,为了防止高分子管棒材进行机加工时,产生的丝状碎屑会缠绕在管棒材的外围,或缠绕在刀具56上,或掉进管棒材的内孔中,从而影响下一步工序的正常加工,本实施例中设置有吹屑机构和吸屑机构。
在承载板51上安装三个固定座52和相对应的三个内定位块55,将内定位块55折弯成L形,使折弯的两块板子相互垂直。将内定位块55的一端固定在承载板51上,且让固定在承载板51上的内定位块55呈水平方向分布。并将内定位块55的另一端伸出承载板51,伸出承载板51的另一端的内定位块55呈垂向方向坚立,且在内定位块55伸出承载板51的一端开设贯通的内气孔。在底板31的外侧安装C字形的边框33,所述的C字形边框33有三条边,且C字形边框33呈水平方向分布。在边框33的第二条边的中间位置处安装外定位块34,外定位块34垂直于边框33的第二条边。在外定位块34上端开设贯通的外气孔,移动承载板51能让外定位块34与三个内定位块55中的任意一块贴合在一起。由于外气孔与三个内气孔的高度相同或相差不大,因此,内定位块55与外定位块34贴合在一起时,内气孔能与外气孔连通。
吸屑机构包括内吸气管53和外吸气管42,在本实施例中,为方便内吸气管53安装、固定在内定位块55上,在内定位块55上先硫化、固定一个管状的弹性橡胶胶吸管接头54,再将内吸气管53的一端以过盈配合的方式安装在吸管接头54中。从而将内吸气管53的一端安装在内定位块55上,且让内吸气管53与内定位块55上的内气孔连通。将外吸气管42的一端安装、固定在外定位块34上,且让外吸气管42与外定位块34上的外气孔连通。
本实施例中,外吸气管42的一端与外定位块34连接,外吸气管42的另一端与吸气装置连接,吸气装置优选为工业吸尘器。当刀具56移动到管棒材的内部,对管棒材内部进行切削加工时,切削的过程中随时会产生碎屑掉落在管棒材内。此时,启动工业吸尘器对外吸气管42进行抽真空,在外吸气管42真空负压的作用下,与外吸气管42连通的内吸气管53中的空气和碎屑都会被吸进外吸气管42中。为了及时的清理外吸气管42中的碎屑可以在外吸气管42另一端的底部设个密封的阀门,吸气完成后可打开阀门,让外吸气管42中的碎屑掉落到下方的垃圾桶中。
如图1、图2和图3所示,此外,为了防止外定位块34与内定位块55之间的小间隙产生漏气,可以在外定位块34与内定位块55之间设置一个弹性的垫片35,垫片35中间开个透气孔351,让透气孔351与外气孔和内气孔都连通。当进行抽真空时,由于外定位块34与内定位块55都是由金属制成,在真空负压的吸附作用下,由于外定位块34和内定位块55之间的间隙很小,外定位块34和内定位块55会相互靠近,直至贴合到一起,而弹性的垫片35则能起到密封,防漏气的作用。
每个内吸气管53的另一端都穿过并伸出一个固定座52,固定座52可以起到调节内吸气管53高度和支撑内吸气管53的作用。且将三根内吸气管53伸出固定座52的顶端进行切割,将内吸气管53的顶端切出一段承接头531,承接头531的截面为一段圆弧状,将刀具56安装在所述的承接头531上。吹屑机构包括吹气管41和空气压缩机,将三根吹气管41的一端合在一起,形成一根吹气管41,且在所述的一根吹气管41的顶端连接在空气压缩机上。启动空气压缩机对吹气管41中吹入高速流动的空气,高速流动的空气会分别从三根吹气管41的出气端喷出。而将吹气管41的出气端口设置在刀具56的外侧,能调节气流喷出的方向,将气流喷出的方向正对着刀具56加工的部位。因此,当刀具56对管棒材的外部进行切削加工时,吹气管41中喷出的高速气流,能将管棒材的外部切削产生的碎屑吹落到地面上。
而当对管棒材的顶端进行切削加工时,会在管棒材的外部和内部都产生碎屑。因此,此时需要将吹屑机构和吸屑机构都启动,对管棒材的外部和内部同进进行碎屑处理。而本实施例中的三个刀具56,哪个用来加工管棒材的外部,哪个用来加工管棒材的外部,哪个用来加工管棒材的顶端,以及对管棒材进行什么形状的切削,都可以根据具体的工况来调节。
很显然,在不脱离本发明所述原理的前提下,作出的若干改进或修饰都应视为本发明的保护范围。
Claims (6)
1.一种对高分子管棒材端部切削加工的切屑处理方法,其特征在于,通过设置横向平移机构和纵向平移机构来移动切削的刀具对管棒材进行切削加工;对管棒材进行内部切削加工时,通过吸屑机构对管棒材内部切削产生的碎屑进行处理;对管棒材进行外部切削加工时,通过吹屑机构对管棒材外部切削产生的碎屑进行处理;在横向平移机构中设置底板和横向导轨,将横向导轨安装在底板上,在横向导轨上卡合承载板,通过伺服电机带动承载板沿横向导轨移动,从而让承载板带动刀具产生横向移动;在纵向平移机构中设置底座和纵向导轨,在纵向导轨上卡合底板,将纵向导轨安装在底座上,通过伺服电机带动底板沿纵向导轨移动,从而让底板带动承载板和刀具产生纵向移动;在承载板上安装固定座和内定位块,将内定位块折弯成L形,且将内定位块的一端固定在承载板上,并将内定位块的另一端伸出承载板,在内定位块伸出承载板的一端开设贯通的内气孔;在底板的外侧安装边框,在所述的边框上安装外定位块,在外定位块上开设贯通的外气孔,且使内定位块与外定位块贴合在一起时,内气孔能与外气孔连通。
2.根据权利要求1所述的一种对高分子管棒材端部切削加工的切屑处理方法,其特征在于,在吸屑机构中设置内吸气管和外吸气管,将内吸气管的一端安装在内定位块上,且让内吸气管与内定位块上的内气孔连通;将外吸气管的一端安装在外定位块上,且让外吸气管与外定位块上的外气孔连通,使得外吸气管进行吸气时,能将对管棒材内部加工时产生的碎屑通过内吸气管的一端吸到外吸气管中。
3.根据权利要求1所述的一种对高分子管棒材端部切削加工的切屑处理方法,其特征在于,将内吸气管的另一端穿过并伸出固定座,且将内吸气管伸出固定座的顶端进行切割,将内吸气管的顶端切出一段承接头,将刀具安装在所述的承接头上;在吹屑机构中设置吹气管,将吹气管的出气端口设置在刀具的外侧,使从吹气管中吹出的气体能将对管棒材外部加工时产生的碎屑吹落。
4.一种对高分子管棒材端部切削加工的切屑处理装置,其特征在于,包括横向平移机构、纵向平移机构、吹屑机构和吸屑机构,横向平移机构包括底板和横向导轨,在横向导轨上卡合有承载板,横向导轨安装在底板上;纵向平移机构包括底座和纵向导轨,在纵向导轨上卡合有底板,纵向导轨安装在底座上;吸屑机构一端设有刀具,刀具的外侧还设有吹屑机构;在承载板上安装有固定座和内定位块,内定位块折弯成L形,内定位块的一端固定在承载板上,且内定位块的另一端伸出承载板,在内定位块伸出承载板的一端设有贯通的内气孔;在底板的外侧设有边框,在所述的边框上安装外定位块,在外定位块上开设贯通的外气孔,且使内定位块与外定位块贴合在一起时,内气孔能与外气孔连通。
5.根据权利要求4所述的一种对高分子管棒材端部切削加工的切屑处理装置,其特征在于,吸屑机构包括内吸气管、外吸气管和吸气装置,内吸气管的一端安装在内定位块上,且内吸气管与内定位块上的内气孔连通;外吸气管的一端与外定位块连接,外吸气管的另一端与吸气装置连接,外吸气管的一端安装在外定位块上,且让外吸气管与外定位块上的外气孔连通。
6.根据权利要求5所述的一种对高分子管棒材端部切削加工的切屑处理装置,其特征在于,内吸气管的另一端穿过并伸出固定座,且内吸气管伸出固定座的顶端进行了切割,从而使内吸气管的顶端形成有一段承接头,刀具安装在所述的承接头上;吹屑机构包括吹气管,吹气管的出气端口设置在刀具的外侧。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011075698.5A CN112476031B (zh) | 2020-10-10 | 2020-10-10 | 一种对高分子管棒材端部切削加工的切屑处理方法及装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011075698.5A CN112476031B (zh) | 2020-10-10 | 2020-10-10 | 一种对高分子管棒材端部切削加工的切屑处理方法及装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112476031A CN112476031A (zh) | 2021-03-12 |
| CN112476031B true CN112476031B (zh) | 2022-03-04 |
Family
ID=74926636
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011075698.5A Active CN112476031B (zh) | 2020-10-10 | 2020-10-10 | 一种对高分子管棒材端部切削加工的切屑处理方法及装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112476031B (zh) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5544986A (en) * | 1993-12-09 | 1996-08-13 | Fuji Jukogyo Kabushiki Kaisha | Cooling and dust collecting apparatus for machine tool |
| CN203282258U (zh) * | 2013-04-27 | 2013-11-13 | 浙江工业大学 | 轻质非金属材料数控加工排屑装置 |
| CN203496029U (zh) * | 2013-10-11 | 2014-03-26 | 富鼎电子科技(嘉善)有限公司 | 吸屑装置和应用该吸屑装置的刀具组件 |
| WO2014208321A1 (ja) * | 2013-06-25 | 2014-12-31 | 津根精機株式会社 | 切粉除去方法と切粉除去装置 |
| CN204771815U (zh) * | 2015-09-10 | 2015-11-18 | 富顺安建工业(深圳)有限公司 | 一种精密轴承加工cnc车床吹屑装置 |
| CN209578177U (zh) * | 2018-11-21 | 2019-11-05 | 安徽康利丰机械有限公司 | 一种自动上料的空调分流器倒角装置 |
| CN111086051A (zh) * | 2019-11-22 | 2020-05-01 | 厦门倍杰特科技股份公司 | 一种去注塑马桶盖板毛边的削边刀模组及削边装置 |
| CN210996512U (zh) * | 2019-12-16 | 2020-07-14 | 沈阳沈一数控机床有限公司 | 一种薄壁管类的加工设备 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7386911B2 (en) * | 2004-11-11 | 2008-06-17 | Ford Motor Company | Apparatus for dislodging and removing contaminants from a surface of a machine tool |
-
2020
- 2020-10-10 CN CN202011075698.5A patent/CN112476031B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5544986A (en) * | 1993-12-09 | 1996-08-13 | Fuji Jukogyo Kabushiki Kaisha | Cooling and dust collecting apparatus for machine tool |
| CN203282258U (zh) * | 2013-04-27 | 2013-11-13 | 浙江工业大学 | 轻质非金属材料数控加工排屑装置 |
| WO2014208321A1 (ja) * | 2013-06-25 | 2014-12-31 | 津根精機株式会社 | 切粉除去方法と切粉除去装置 |
| CN203496029U (zh) * | 2013-10-11 | 2014-03-26 | 富鼎电子科技(嘉善)有限公司 | 吸屑装置和应用该吸屑装置的刀具组件 |
| CN204771815U (zh) * | 2015-09-10 | 2015-11-18 | 富顺安建工业(深圳)有限公司 | 一种精密轴承加工cnc车床吹屑装置 |
| CN209578177U (zh) * | 2018-11-21 | 2019-11-05 | 安徽康利丰机械有限公司 | 一种自动上料的空调分流器倒角装置 |
| CN111086051A (zh) * | 2019-11-22 | 2020-05-01 | 厦门倍杰特科技股份公司 | 一种去注塑马桶盖板毛边的削边刀模组及削边装置 |
| CN210996512U (zh) * | 2019-12-16 | 2020-07-14 | 沈阳沈一数控机床有限公司 | 一种薄壁管类的加工设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112476031A (zh) | 2021-03-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211939493U (zh) | 一种激光切管机的除渣机构 | |
| CN112475984B (zh) | 一种高分子管棒材切削加工方法及装置 | |
| CN112157542A (zh) | 双工位中间上料式去毛刺机 | |
| CN112476031B (zh) | 一种对高分子管棒材端部切削加工的切屑处理方法及装置 | |
| CN215033652U (zh) | 一种高分子管棒材的外部切削加工及其碎屑处理装置 | |
| CN214977803U (zh) | 一种高分子管棒材内部切削加工的碎屑处理装置 | |
| CN108032134A (zh) | 金属切削机床 | |
| CN114012485B (zh) | 一种数控车床的自动上下料装置 | |
| CN216828842U (zh) | 一种可对工作台残留碎屑吹扫清理的数控铣床 | |
| CN212443351U (zh) | 一种模具用钻床 | |
| CN212019647U (zh) | 多工位自动钻孔攻丝机 | |
| CN215147271U (zh) | 一种带清理机构的五金加工钻床 | |
| CN220073326U (zh) | 一种双轴卧式镗孔机 | |
| CN219403634U (zh) | 一种金属管材接头修边装置 | |
| CN218614289U (zh) | 一种尼龙橡胶带切条机 | |
| CN220178809U (zh) | 一种用于数控机床的喷吹装置 | |
| CN220972575U (zh) | 一种可清理碎屑的pe管材加工装置 | |
| CN209954303U (zh) | 卧式单面镗孔组合机床 | |
| CN220029046U (zh) | 一种金属印刷用切边机 | |
| CN215317376U (zh) | 一种可便捷清理削切液cnc设备 | |
| CN116587056B (zh) | 一种用于数控机床的切削屑收集装置 | |
| CN220445122U (zh) | 一种用于加工深孔零件的吹扫机床 | |
| CN219275289U (zh) | 一种龙门式加工中心机床的防护装置 | |
| CN220533291U (zh) | 一种具有夹持功能的激光切割机 | |
| CN220144803U (zh) | 一种机械钻孔设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |