CN1123677C - 用于内燃机内的催化转化器及其制造方法 - Google Patents
用于内燃机内的催化转化器及其制造方法 Download PDFInfo
- Publication number
- CN1123677C CN1123677C CN99814720A CN99814720A CN1123677C CN 1123677 C CN1123677 C CN 1123677C CN 99814720 A CN99814720 A CN 99814720A CN 99814720 A CN99814720 A CN 99814720A CN 1123677 C CN1123677 C CN 1123677C
- Authority
- CN
- China
- Prior art keywords
- metal shell
- broad
- matrix
- narrower
- cushioning material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000003197 catalytic effect Effects 0.000 title claims abstract description 53
- 238000004519 manufacturing process Methods 0.000 title claims description 4
- 229910052751 metal Inorganic materials 0.000 claims abstract description 96
- 239000002184 metal Substances 0.000 claims abstract description 96
- 239000000463 material Substances 0.000 claims abstract description 50
- 239000000919 ceramic Substances 0.000 claims abstract description 27
- 238000002485 combustion reaction Methods 0.000 claims abstract description 10
- 239000011159 matrix material Substances 0.000 claims description 62
- 238000000034 method Methods 0.000 claims description 22
- 239000002912 waste gas Substances 0.000 claims description 16
- 230000001105 regulatory effect Effects 0.000 claims 1
- 239000007789 gas Substances 0.000 abstract description 8
- 239000000758 substrate Substances 0.000 abstract 3
- 230000002093 peripheral effect Effects 0.000 abstract 1
- 239000003054 catalyst Substances 0.000 description 9
- 239000000835 fiber Substances 0.000 description 9
- 241000264877 Hippospongia communis Species 0.000 description 8
- PNEYBMLMFCGWSK-UHFFFAOYSA-N Alumina Chemical compound [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 6
- 238000011049 filling Methods 0.000 description 6
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 230000006835 compression Effects 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 3
- 239000003546 flue gas Substances 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 229910052878 cordierite Inorganic materials 0.000 description 2
- JSKIRARMQDRGJZ-UHFFFAOYSA-N dimagnesium dioxido-bis[(1-oxido-3-oxo-2,4,6,8,9-pentaoxa-1,3-disila-5,7-dialuminabicyclo[3.3.1]nonan-7-yl)oxy]silane Chemical compound [Mg++].[Mg++].[O-][Si]([O-])(O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2)O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2 JSKIRARMQDRGJZ-UHFFFAOYSA-N 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 230000030279 gene silencing Effects 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229910002091 carbon monoxide Inorganic materials 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000010339 dilation Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000004079 fireproofing Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000000295 fuel oil Substances 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000013618 particulate matter Substances 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- SIXSYDAISGFNSX-UHFFFAOYSA-N scandium atom Chemical compound [Sc] SIXSYDAISGFNSX-UHFFFAOYSA-N 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 229910052902 vermiculite Inorganic materials 0.000 description 1
- 239000010455 vermiculite Substances 0.000 description 1
- 235000019354 vermiculite Nutrition 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
- GFQYVLUOOAAOGM-UHFFFAOYSA-N zirconium(iv) silicate Chemical compound [Zr+4].[O-][Si]([O-])([O-])[O-] GFQYVLUOOAAOGM-UHFFFAOYSA-N 0.000 description 1
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2839—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration
- F01N3/2853—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration using mats or gaskets between catalyst body and housing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/06—Ceramic, e.g. monoliths
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2350/00—Arrangements for fitting catalyst support or particle filter element in the housing
- F01N2350/02—Fitting ceramic monoliths in a metallic housing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2450/00—Methods or apparatus for fitting, inserting or repairing different elements
- F01N2450/02—Fitting monolithic blocks into the housing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49345—Catalytic device making
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Exhaust Gas After Treatment (AREA)
- Catalysts (AREA)
Abstract
一用来净化从内燃机中出来的废气的催化转化器(10)包括它的一外缘面由一非膨胀的支承垫层材料(14)环绕的整块陶瓷基体(12)。金属壳体(16)包括邻接并包围所述基体(12)和所述垫层材料(14)的一较宽部分(18)。金属壳体(16)还包括一较窄部分(20),较窄部分(20)最好呈三角形,搭接并固定于较宽金属壳体部分(18)外表面。较宽和较窄金属壳体部分(18、20)相结合在被包裹的基体(12)上施加一压力。
Description
技术领域
本发明涉及一用来净化废气的催化转化器,更具体地涉及一用来净化摩托车内燃机中废气的催化转化器。
背景技术
汽车和摩托车的废气一般通过支承在可承受高温的陶瓷体上的催化剂净化。最好的催化剂支承结构是包括许多非闭塞平行通道的蜂巢状结构,这些通道的尺寸允许气体流过并由薄陶瓷壁界定。这些通道所具有的尺寸和结构使气体可自由地通过,而不会被气体所夹带的微粒物质阻塞。该结构的较佳范例包括如巴格利的第3790654号美国专利和霍伦巴奇的第3112184号美国专利中所描述的薄壁陶瓷蜂巢结构。
陶瓷蜂巢状催化剂支承体由于接触热的废气和废气中含有的不可燃的烃的催化氧化和一氧化碳而暴露于高温下。另外,这种支承体必须承受在汽车引擎起动和停止时或在节流器空转与节流器全开之间的周期的温度的快速上升和下降。这样的操作状况需要陶瓷蜂巢状催化剂支承体具有较高的抗热冲击能力,其属性一般反比于热膨胀系数。
用于催化转化器的陶瓷支承体一般由诸如氧化铝、氧化硅、氧化镁、锆硅胶、堇青石或碳化硅之类的脆性防火材料制成。由这些陶瓷材料制成的支承体的典型蜂巢状结构即使在很小的机械应力下也会出现破裂和粉碎。鉴于它们的脆性,人们已化了极大的精力去研制用作这些支承体的催化转化器容器或罐子。
例如,专利权人为谭伊克的第4,863,700号美国专利公开一催化转化系统,其中脆性陶瓷单块催化剂通过缠绕在单块催化剂周围的一陶瓷纤维绝缘层以及位于金属容器和陶瓷纤维层之间的一层膨胀材料被弹性地安装在一金属容器内。
在许多应用场合中,特别是包含小型摩托车引擎的场合,几乎没有安装催化转化器的空间。解决该问题的一个方法是将催化转化器安装到已存在的废气系统构件中,而不是额外地提供一催化转化器的容器:这样的安装位置在具有膨胀腔和消音器的高温气腔内。
将转化器定位在消音容器内的一复杂性是无法有效地充分冷却以将标准膨胀垫层维持在一合适的热环境下(<550摄氏度);具体地,包围在一诸如消音器的绝缘热气腔内可防止转化器有效地将热量散发到空气中去。另外,在这些应用场合中,灼热的废气不仅流过催化转化器,也围绕其容器流动。结果,在这些场合中,催化转化器容器装置(即在高温气腔内将转化器保持在正确位置的容器)的温度一般接近900摄氏度。另外,气态燃料和燃油的明显浓缩一般出现在废气流中,其中富油废气在转化器中产生剧烈的温升而导致温度达到1100摄氏度。标准的蛭石基的膨胀垫层在接触温度大于约750摄氏度的情况下一般会丧失其膨胀的功能。当暴露于这样高的温度时,膨胀垫层丧失它们的化学结合水。化学结合水的丧失会损害材料的膨胀特性,由此无法为维持陶瓷催化剂支承体提供足够的安装压力。这会危及陶瓷催化剂承受由废气流和车辆震动所引起的轴向力和其它力的能力。因此,膨胀垫层并不为内部安装的摩托车转化器提供可变选择。
陶瓷纤维垫层,可暴露于高达约1200摄氏厦的温度下,代表对膨胀部分的一可替换的选择。由这些垫层产生的力完全由在将催化转化器装罐过程中所受到的压力发展而成。同样,这种形式的装罐对于这些纤维制垫层也很关键。
填充安装是以前使用的一种装罐方法。起先,基体由垫层包裹并被插入圆锥装置中,当它被推入通过时,该圆锥装置对垫层加压。然后将被包裹的基体从压缩圆锥注入用作转化器壳体的圆柱管。在进行该活动的过程中,垫层必须维持在罐子和基体之间的空间非常狭小的间隙中;可用的纤维基的垫层间隙体积密度(GBD)一般是0.55±0.05g/cc。填充安装方法所具有的问题包括:(1)间隙太大,在车辆运作时导致基体的夹持压力不足以及典型的被包裹的基体的滑出;以及(2)垫层的过度压缩,导致垫层的损坏并最终导致气体腐蚀。
涉及填充安装的另一些问题包括:(1)垫层基本重量变动约为10%,这导致一些如此形成的转化器被排除在前面提到的可用GDB范围之外;(2)基体直径的变动;以及,(3)其中安置有垫层/基体的金属壳体管直径的变动。即使可以允许累积的公差,在这样高的间隙体积密度下填充安装这些纤维制垫层,最多也是低效率的过程。在插入最后一根管子前,该垫层必须在填充圆锥中被过度压缩,其二维弹性部分丧失(由于纤维损伤)。另外,已观察到作用于垫层的剪切力会在基体和壳体之间使一些部分在填充安装部分的顶部处“泄漏”出间隙。垫层的这种间隙的丧失也会导致所提供的压力低于将基体保持在位的所需压力。
同样的,还需要使催化转化器牢固地保持安装在高温气腔内,即使运作温度在800摄氏度以上。
发明内容
本发明提供了一用来净化从内燃机中出来的废气的催化转化器,包括:具有由一支承的垫层材料环绕的外缘面的一单块陶瓷基体,所述垫层材料包括一非膨胀材料;所述金属壳体包括:一接近并包围垫层材料和基体的较宽包围部分、一较窄的延伸结合部分,所述较窄部分搭接并固定于所述较宽金属壳体部分的外表面上,所述较宽和所述较窄部分结合以将压力施加到垫层材料和基体上;所述较宽的金属壳体部分具有一等于或大于基体长度的宽度;所述较窄的延伸结合部分包括一三角形;以及被所述较窄延伸结合部分所搭接的所述较宽包围部分的外表面具有一倾斜边缘。
本发明另一方面又提供了一制造用来净化从内燃机中出来的废气的催化转化器的方法,包括如下步骤:将单块陶瓷基体包裹于一非膨胀支承垫层材料中;将所述被包裹的基体插入与所述被包裹基体一致的金属壳体中,所述金属壳体包括一较宽的包围部分和一较窄的延伸结合部分;所述较窄延伸结合部分搭接所述较宽包围部分的一部分,所述较窄延伸结合部分包括一三角形,以及被所述较窄延伸结合部分所搭接的所述较宽包围部分的外表面具有一倾斜边缘;围绕所述基体加压地将所述金属壳体合拢,由此所述较宽的金属壳体部分邻接并包围所述基体和所述垫层材料,较窄的金属壳体部分搭接于所述较宽金属壳体部分的一部分所述外表面之上;使较窄金属壳体部分的内表面固定至较宽金属壳体部分的外表面以保持压应力。
因此,本发明涉及一用来净化从一内燃机中出来的废气的催化转化器。该转化器包括具有由一非膨胀的支承垫层材料环绕的外缘面的一单块陶瓷基体。金属壳体包括一接近并包围垫层材料和基体的较宽部分。金属壳体还包括一最好是三角形的较窄部分,该较窄部分重叠在较宽金属壳体部分的外表面上并与之固结。较宽和较窄金属壳体部分结合以将压力施加在被包裹的基体上。
本发明还涉及一解决由当前形成摩托车催化转化器的方法所带来的问题和缺点的方法;即填充安装。总的来说,制造这些催化转化器的方法包括:将单块陶瓷基体包裹到非膨胀的支承用垫层材料中。此后被包裹的基体被插入基本与被包裹的基体一致的金属壳体中;金属壳体包括一较宽的环绕部分和一较窄的延伸结合部分,最好是三角形结合部分。金属壳体绕着基体可压缩地封闭,由此较宽的金属壳体部分邻接于垫层材料和基体并将它们包围,较窄部分搭接于较宽的金属壳体部分的外表面上。最后,较窄的金属壳体搭接部分的内表面固定于较宽的金属壳体部分的外表面上以维持压应力。
附图说明
图1A和图1B是本发明催化转化器装置一实施例的立体图,按照本发明各自处于合拢和开启状态;
图1C和图1D是本发明另一实施例的立体图;
图1E是本发明催化转化器装置又一实施例的立体图,按照本发明处于开启状态;
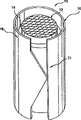
图2是置于高温气腔中的该催化转化器的横截面图;
图3A和图3B是按照本发明调整催化转化器尺寸的方法的侧截面图;
图4A和图4B是按照本发明调整催化转化器尺寸的另一实施例的侧截面图;
图5A和5B是本发明催化转化器装置的另一实施例的立体图,该装置按照本发明处于开启状态。
具体实施方式
图1A和图1B表示按照本发明用于净化内燃机中产生的废气的创新的催化转化器10的两立体图;图1A表示一开启的转化器,图1B表示一完全合拢的转化器。用来形成转化器10的方法将在此后描述。首先,一整块陶瓷基体12被包在一非膨胀的支承垫层材料中。此后,将被缠绕的基体14插入基本与被缠绕的基体12一致的金属壳体16内。特别地,金属壳体16包括一较宽的环绕部分18和一较窄的结合部分20。金属壳体16绕着基体12可压缩地封闭,由此较宽的金属壳体部分18邻接于并包围垫层材料14和基体12。较窄部分20搭接在较宽的金属壳体部分18的外表面上。
罐头制造的压脉器(tourniquet)缠绕方法适用于加压地合拢催化转化器。简言之,转化器的金属壳体被缠绕成围绕金属壳体16的周边的金属外壳。金属外壳包括可向相反方向拉的相对的带索,以使金属壳体16绕垫层材料14和基体12加压地合拢至所需目标垫层的压缩量。
一旦壳体围绕垫层材料14和基体12加压地合拢,较窄的金属壳体部分20的内表面被固定于较宽的金属壳体部分的18的外表面上,以保持压缩应力。一可接受的固定方法包括将较窄部分焊接至较宽部分上。
再参阅图1A和图1B,如此形成的催化转化器10包括具有由一非膨胀的支承垫层材料14环绕的一外缘面的整块陶瓷基体12。金属壳体16包括一较宽的金属壳体环绕部分18和一较窄的、延伸的金属壳体结合部分20,用来包围垫层材料14和基体12。特别地,较宽的金属壳体环绕部分18接近和包围基体12和垫层材料14,同时较窄的、延伸出的金属壳体结合部分20搭接并固定于较宽的金属壳体环绕部分18的外表面。各金属壳体部分彼此固定以施加压力至被缠绕的基体。
在本发明一实施例中,较宽的金属壳体部分18具有一等于或大于基体12长度的宽度。另外,垫层材料14具有一长度,该长度使基体14在各端的一部分外缘表面处于未遮掩状态。
压脉器缠绕成形技术和由此形成的催化转化器提供超过填充安装的催化转化器的一系列优点。压脉器缠绕催化转化器按被校正的力补偿垫层基本重量的不均匀和基体直径的可变性。
图1C和1D,表示按照本发明用于净化内燃机中产生的废气的创新的催转化器10另一实施例的两立体图;图1C表示一开启的转化器,1D表示一完全合拢的转化器。该实施例的这种形式通过与上述具有较窄的长方形延伸部分的实施例所述同样方式完成。如此形成的该实施例的催化转化器包括:和前面实施例中一样,包括一宽度较大的环绕金属壳体部分18的金属壳体16。然而在该实施例中,用来包围垫层材料14和基体12的较窄的结合用延伸出的金属壳体部分21呈三角形地形成。这种较窄的三角状延伸出的金属壳体部分21搭接并固定于较宽的金属壳体部分18的外表面。金属壳体部分16、基体12和垫层材料14的所有其它特征与上面所述的一致。
图1E表示按照本发明用于净化内燃机中产生的废气的创新的催化转化器10的较佳实施例。相比于图1C中的实施例,催化转化器仅有的附加特征是:被较窄的三角形结合部分格接并固定于其上的较宽的金属壳体部分18外表面的边缘具有倾斜边缘23。该倾斜边缘导致在包含彼此搭接的较宽的环绕金属壳体部分和较窄的结合金属壳体部分的催化转化器部分之中的厚度可更逐渐增加。倾斜边缘是唯一附加的特征,如上所述的相同部分用与催化转化器10相同的标号表示。
如此形成的包括较宽的金属壳体部分倾斜边缘和较窄的三角状部分的催化转化器,相比于没有这些结构的转化器具有某些优点。这些优点包括:(1)较窄的三角状部分比较窄的矩形部分更具柔性并由此与带有基体12的理想圆柱轮廓中的较小的局部偏差的被缠绕着的基体相一致;(2)较宽的金属壳体部分包括倾斜边缘,导致包括较宽的环绕金属壳体部分和较窄的结合金属壳体部分的催化转化器的搭接部分之中的厚度可更逐渐增加;(3)在搭接的“较宽的环绕金属壳体部分和较窄的结合金属壳体”的部分中的金属壳体的曲率较接近于金属壳体的其余部分的曲率(如果不相等)。在该搭接部分内的垫层的垫层密度基本与垫层剩余部分的垫层密度相等;(4)如此形成的催化转化器包括更少的金属,由此重量更轻;(5)将较窄部分固定至较宽部分外表面所需的焊接量减少,另外,由于三角状较窄的结合部分上存在不大尖锐的角度,焊接变得更容易;(6)当具有较小表面积的较窄的结合部分沿较宽金属壳体部分的外表面滑动时所产生的摩擦力较小,由此金属壳体绕着被缠绕基体的加压地合拢变得更简单。
图2表示在其中插入有催化转化器10的高温气腔22的一部分结构。传统高温气腔包括膨胀腔和消声器,在消声器中一废气管向一腔壳体开口,该腔的横截面积比废气管的横截面积还要大。较大的横截面积使高温废气膨胀并提供一用来消除噪声的区域。前面提到的压脉器缠绕的基体按一被校正力处理产生带变化外径(OD)的罐子的转化器,因此转化器端的尺寸调整必须提供可在位置24插入高温腔的相容的产品直径,位置24在转化器插入前预设。
该创新的催化转化器的一优点是:金属壳体各端可以如下方式简单地进行尺寸调整。现参阅图3A和3B,其中示出了调整如此成形的催化转化器10尺寸的两实施例。
为使调整尺寸的方法更为有效,具有金属壳体16的为此成形的催化转化器10包括一延伸超出垫层材料14的更宽的包围部分18。在前述的加压合拢和前面叙述的固定步骤之后,简单来说,该方法包括将一尺寸调整装置,在本实施例中是将一具有预定直径的调整用插塞26插入延伸超出垫层材料14的金属壳体部分,并可加压地调整延伸超出垫层材料的金属壳体的尺寸。
在图3A中的实施例中,加压的尺寸调整包括使用一外部尺寸调整环28,该环28环绕于金属壳体16的末端并具有减小的内径。外部尺寸调整环28沿平行于催化转化器10长度的方向滑动,如箭头30所示。滑动时,外部尺寸调整环28挤压金属壳体并使其与调整用插塞26相接触;插塞和环的结构可将金属壳体压缩至一所希望的预定直径,以将其插入前述的高温气体腔。在尺寸的加压调整完毕后将尺寸调整塞移除。
在图3B的实施例中,尺寸的加压调整包括使用尺寸调整爪32,该调整爪32沿箭头34的方向挤压金属壳体16的末端,使其与尺寸调整用插塞26接触;插塞和调整爪的结构再次将金属壳体压缩至预定直径。和前面一样,在尺寸的加压调整完毕后将尺寸调整塞移除。
转化器末端尺寸调整的另一方法如图4A中所示。简单地说,该实施例包括将另一尺寸调整装置插入,特别是用尺寸调整用插入环36代替尺寸调整用插塞26。以与前面相同的方式加压合拢,使用外部尺寸调整环28和尺寸调整爪32合拢;由此在图4A和4B中与图3A和3B中类似的部分用相同标号表示。与前面的实施例中的尺寸调整用插塞26不同的是:在尺寸的加压调整完毕后,尺寸调整用插入环36如下解释地并不被移走。
在另一实施例中,调整用插入环包括一延伸超出金属壳体的延伸部分,例如锥形延伸。压缩后,带锥形延伸的、保持插入在催化转化器中的插入环可结合在例如一废气管上。
现参阅图5A和5B,其中示出按照本发明的催化转化器的另一实施例;图5A表示未经压缩的形式,而图5B表示受到压缩的形式。催化转化器10类似于图1和图1A中所示转化器,除了转化器包括尺寸调整用插入环36,该插入环36如图4A和4B所示保持在如此形成的催化转化器10结构中,并作为一用来保护垫层材料、使其不会暴露于灼热的废气的垫层保护环。因此,图5和图5A中的类似部分与图1A和1B中所描述的催化转化器的各部分所采用的相同标号表示。
前述尺寸调整插入环36可用于图1C和1D中所述实施例的形式中,另外如上所述,可保持在如此形成的催化转化器10中。
适合用于本发明的陶瓷蜂巢状基体可由任何通常用于该目的的陶瓷材料制成,例如第3,885,977号美国专利或第27,747号美国专利。蜂巢状基体一般在安装入金属壳体前用含有涂层(washcoat)的催化剂处理。该涂层典型地含有难熔的诸如氧化铝和氧化镁之类的氧化物,以及一种或多种诸如钪和钇之类的催化剂元素。最好,一具有高机械完整性、低气流阻力和较大的几何表面面积的挤压而成的堇青石陶瓷基体被用作基体。陶瓷基体的一重要参数是其机械完整性,特别是其径向强度。典型堇青石陶瓷基体在蜂巢产生明显损坏前,可轻易地承受超过4826.5帕(700磅/平方英寸)的径向压力。
适用于本发明的垫层材料包括一成形的陶瓷纤维材料和一单纯的非膨胀的整块陶瓷材料。可用的非膨胀的陶瓷纤维材料包括由明尼苏打州的明尼城邦的3M公司制造、商标为"NEXTEL"和"SAFFIL"的材料或纽约州的尼加拉瀑布的尤尼法拉克斯公司制造的、商标为"CC-MAX"和"FIBERMAX"的那些材料。
金属壳体16的合适材料包括任何可承受车下面的恶劣状况/温度和腐蚀的任何材料;但是,最好是包括级别为SS-409、SS-439的,以及最近的SS-441级铁素体不锈钢。材料的选择取决于气体的种类和最高温度之类的因素。
要知道本发明并不限于上述实施例中,熟悉本领域的人员在不脱离本发明的精神和范围的前提下在其中可作多种改变和修改。
Claims (6)
1.一用来净化从内燃机中出来的废气的催化转化器,包括:
具有由一支承的垫层材料环绕的外缘面的一单块陶瓷基体,所述垫层材料包括一非膨胀材料;
所述金属壳体包括:一接近并包围垫层材料和基体的较宽包围部分、一较窄的延伸结合部分,所述较窄部分搭接并固定于所述较宽金属壳体部分的外表面上,所述较宽和所述较窄部分结合以将压力施加到垫层材料和基体上;
所述较宽的金属壳体部分具有一等于或大于基体长度的宽度;
所述较窄的延伸结合部分包括一三角形;以及
被所述较窄延伸结合部分所搭接的所述较宽包围部分的外表面具有一倾斜边缘。
2.如权利要求1所述的催化转化器,其特征在于,所述垫层材料具有一长度,由此使在各端处的基体外缘表面的一部分处于未遮掩状态。
3.如权利要求1所述的催化转化器,其特征在于,还包括一环绕于所述延伸超出垫层材料金属壳体内表面的垫层保护环。
4.一制造用来净化从内燃机中出来的废气的催化转化器的方法,包括如下步骤:
将单块陶瓷基体包裹于一非膨胀支承垫层材料中;
将所述被包裹的基体插入与所述被包裹基体一致的金属壳体中,所述金属壳体包括一较宽的包围部分和一较窄的延伸结合部分;所述较窄延伸结合部分搭接所述较宽包围部分的一部分,所述较窄延伸结合部分包括一三角形,以及被所述较窄延伸结合部分所搭接的所述较宽包围部分的外表面具有一倾斜边缘;
围绕所述基体加压地将所述金属壳体合拢,由此所述较宽的金属壳体部分邻接并包围所述基体和所述垫层材料,较窄的金属壳体部分搭接于所述较宽金属壳体部分的一部分所述外表面之上;
使较窄金属壳体部分的内表面固定至较宽金属壳体部分的外表面以保持压应力。
5.如权利要求4所述的方法,其特征在于,所述较宽金属壳体部分延伸超出所述垫层材料的各端部。
6.如权利要求5所述的方法,其特征在于,在将所述较窄金属壳体部分的内表面固定到所述较宽金属壳体部分的外表面上之后:
将一具有预定直径的尺寸调节装置插入延伸超出所述垫层材料的金属壳体部分,并且
加压地调节述延伸超出垫层材料的金属壳体部分尺寸。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11293298P | 1998-12-18 | 1998-12-18 | |
| US60/112,932 | 1998-12-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1331779A CN1331779A (zh) | 2002-01-16 |
| CN1123677C true CN1123677C (zh) | 2003-10-08 |
Family
ID=22346624
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN99814720A Expired - Fee Related CN1123677C (zh) | 1998-12-18 | 1999-11-30 | 用于内燃机内的催化转化器及其制造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6299843B1 (zh) |
| EP (1) | EP1141526A4 (zh) |
| JP (1) | JP2002533603A (zh) |
| KR (1) | KR20010082352A (zh) |
| CN (1) | CN1123677C (zh) |
| AU (1) | AU2034800A (zh) |
| TW (1) | TW567277B (zh) |
| WO (1) | WO2000037781A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1938500B (zh) * | 2004-03-25 | 2010-05-05 | 株式会社梦可思 | 催化转化器的制造方法、催化转化器、以及催化转化器的控制方法 |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2206769T3 (es) * | 1997-02-12 | 2004-05-16 | Corning Incorporated | Procedimiento de fabricacion de un convertidor catalitico para uso en un motor de combustion interna. |
| DE19800926A1 (de) * | 1998-01-13 | 1999-07-29 | Emitec Emissionstechnologie | Wabenkörperanordnung mit einer mindestens eine Metallfolie enthaltenden Zwischenschicht |
| JP2000297635A (ja) * | 1999-04-09 | 2000-10-24 | Yutaka Giken Co Ltd | 排気コンバータ |
| US6484397B1 (en) * | 2000-07-11 | 2002-11-26 | Corning Incorporated | Method of assembling a catalytic converter for use in an internal combustion engine |
| WO2002095198A1 (en) * | 2001-05-18 | 2002-11-28 | Hess Engineering, Inc. | Method and apparatus for manufacturing a catalytic converter |
| US6732432B2 (en) * | 2001-11-30 | 2004-05-11 | Delphi Technologies, Inc. | Apparatus and method for forming an exhaust emission control device, and the device formed thereby |
| WO2003074225A1 (en) * | 2002-03-01 | 2003-09-12 | Corning Incorporated | Method of assembling a catalytic converter |
| US7323145B2 (en) * | 2002-03-26 | 2008-01-29 | Evolution Industries, Inc. | Automotive exhaust component and method of manufacture |
| US7169365B2 (en) * | 2002-03-26 | 2007-01-30 | Evolution Industries, Inc. | Automotive exhaust component and method of manufacture |
| US7685714B2 (en) | 2003-03-18 | 2010-03-30 | Tursky John M | Automotive exhaust component and process of manufacture |
| JP2005194917A (ja) * | 2004-01-05 | 2005-07-21 | Calsonic Kansei Corp | セラミック触媒担体の保持用マット組付装置 |
| US20050282698A1 (en) * | 2004-06-22 | 2005-12-22 | Southward Barry W | Particulate filter device and exhaust treatment system, and methods of regenerating the same |
| DE102005010267A1 (de) | 2005-03-07 | 2006-09-14 | Arvinmeritor Emissions Technologies Gmbh | Verfahren zum Herstellen einer abgasführenden Vorrichtung, insbesondere einer Fahrzeugabgasreinigungsvorrichtung |
| US20060228273A1 (en) * | 2005-04-06 | 2006-10-12 | Caterpillar Inc. | Exhaust element retaining assembly |
| MX2008015069A (es) * | 2006-05-31 | 2008-12-10 | Unifrax I Llc | Placa de seguridad de aislamiento termico. |
| US7815869B2 (en) * | 2006-12-07 | 2010-10-19 | Automotive Components Holdings, Llc | Catalytic converter with mid-bed sensor |
| DE102007034832B4 (de) * | 2007-07-26 | 2018-11-15 | Volkswagen Ag | Wickelelement für einen Keramikwabenkörper eines Katalysators |
| FR2928966B1 (fr) * | 2008-03-20 | 2018-12-07 | Faurecia Systemes D'echappement | Procede de fabrication d'un organe de purification des gaz d'echappement d'un vehicule automobile |
| EA201591496A1 (ru) * | 2013-02-14 | 2016-02-29 | Басф Се | Способ установки монолитов в реактор для проведения гетерогенно-каталитических газофазных реакций |
| CN103089384A (zh) * | 2013-02-21 | 2013-05-08 | 安徽江淮汽车股份有限公司 | 一种催化器总成封装结构 |
| US20150246419A1 (en) * | 2014-02-28 | 2015-09-03 | GM Global Technology Operations LLC | System and method of installing a liner in a propshaft for a vehicle |
| DE102014221828A1 (de) * | 2014-10-27 | 2016-04-28 | Eberspächer Exhaust Technology GmbH & Co. KG | Abgasbehandlungsanordnung, insbesondere für einen Abgasströmungsweg einer Brennkraftmaschine und Verfahren zur Herstellung einer Abgasbehandlungsanordnung |
| PL3464488T3 (pl) | 2016-06-06 | 2021-12-06 | Unifrax I Llc | Ogniotrwały materiał powlekający zawierający włókna o niskiej trwałości biologicznej i sposób jego wytwarzania |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3112184A (en) | 1958-09-08 | 1963-11-26 | Corning Glass Works | Method of making ceramic articles |
| GB1052106A (zh) | 1963-02-07 | |||
| US3790654A (en) | 1971-11-09 | 1974-02-05 | Corning Glass Works | Extrusion method for forming thinwalled honeycomb structures |
| JPS587806B2 (ja) | 1972-10-03 | 1983-02-12 | フオルクスウア−ゲンウエルク アクチエンゲゼルシヤフト | ハイシユツガス ノ シヨクバイジヨウカヨウシヨクバイソウチ |
| US3958312A (en) * | 1974-01-18 | 1976-05-25 | British Leyland Motor Corporation Limited | Catalytic device for an exhaust system for an internal combustion engine |
| GB1568303A (en) * | 1977-03-04 | 1980-05-29 | Foseco Int | Duplex copying transfer system |
| US4239733A (en) | 1979-04-16 | 1980-12-16 | General Motors Corporation | Catalytic converter having a monolith with support and seal means therefor |
| JPS59208119A (ja) | 1983-05-13 | 1984-11-26 | Sankei Giken Kogyo Kk | 触媒コンバ−タ |
| US4863700A (en) | 1985-04-16 | 1989-09-05 | Stemcor | Monolithic catalytic converter mounting arrangement |
| US4750251A (en) | 1987-02-13 | 1988-06-14 | General Motors Corporation | Mat support/substrate subassembly and method of making a catalytic converter therewith |
| US4782661A (en) | 1987-02-13 | 1988-11-08 | General Motors Corporation | Mat support/substrate subassembly and method of making a catalytic converter therewith |
| DE3878495T2 (de) | 1987-06-18 | 1993-09-02 | Fibre Tech Ltd | Verfahren zum schuetzen und isolieren eines katalysator-blocks. |
| US4985212A (en) | 1987-09-29 | 1991-01-15 | Kabushiki Kaisha Toshiba | Support apparatus for a ceramic honeycomb element |
| US5055274A (en) | 1989-02-06 | 1991-10-08 | Tennessee Gas Pipeline Company | Catalytic converter and substrate support with one piece housing |
| US5082479A (en) | 1990-07-16 | 1992-01-21 | Cummins Engine Company, Inc. | Diesel particulate trap mounting system |
| EP0494049B1 (de) | 1991-01-03 | 1994-08-10 | Scambia Industrial Developments Aktiengesellschaft | Katalysator und Verfahren zur Herstellung eines Katalysators |
| US5293743A (en) * | 1992-05-21 | 1994-03-15 | Arvin Industries, Inc. | Low thermal capacitance exhaust processor |
| DE4241469A1 (de) | 1992-12-09 | 1994-06-16 | Emitec Emissionstechnologie | Katalytischer Konverter mit zwei oder mehr Wabenkörpern in einem Mantelrohr und Verfahren zu seiner Herstellung |
| WO1994024425A1 (en) | 1993-04-22 | 1994-10-27 | The Carborundum Company | Mounting mat for fragile structures such as catalytic converters |
| CA2131247C (en) * | 1993-09-03 | 1998-07-07 | Minoru Machida | Ceramic honeycomb catalytic converter |
| US5686039A (en) | 1995-06-30 | 1997-11-11 | Minnesota Mining And Manufacturing Company | Methods of making a catalytic converter or diesel particulate filter |
| JP3585064B2 (ja) * | 1995-10-12 | 2004-11-04 | トヨタ自動車株式会社 | モノリス触媒コンバータ及びその製造方法 |
| US5787584A (en) | 1996-08-08 | 1998-08-04 | General Motors Corporation | Catalytic converter |
| ES2206769T3 (es) * | 1997-02-12 | 2004-05-16 | Corning Incorporated | Procedimiento de fabricacion de un convertidor catalitico para uso en un motor de combustion interna. |
-
1999
- 1999-11-30 EP EP99964023A patent/EP1141526A4/en not_active Withdrawn
- 1999-11-30 WO PCT/US1999/028367 patent/WO2000037781A1/en not_active Application Discontinuation
- 1999-11-30 KR KR1020017007522A patent/KR20010082352A/ko not_active Application Discontinuation
- 1999-11-30 JP JP2000589816A patent/JP2002533603A/ja not_active Withdrawn
- 1999-11-30 AU AU20348/00A patent/AU2034800A/en not_active Abandoned
- 1999-11-30 CN CN99814720A patent/CN1123677C/zh not_active Expired - Fee Related
- 1999-12-16 US US09/464,970 patent/US6299843B1/en not_active Expired - Fee Related
-
2000
- 2000-08-07 TW TW088122473A patent/TW567277B/zh active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1938500B (zh) * | 2004-03-25 | 2010-05-05 | 株式会社梦可思 | 催化转化器的制造方法、催化转化器、以及催化转化器的控制方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1141526A4 (en) | 2005-12-07 |
| AU2034800A (en) | 2000-07-12 |
| JP2002533603A (ja) | 2002-10-08 |
| KR20010082352A (ko) | 2001-08-29 |
| TW567277B (en) | 2003-12-21 |
| EP1141526A1 (en) | 2001-10-10 |
| WO2000037781A1 (en) | 2000-06-29 |
| CN1331779A (zh) | 2002-01-16 |
| US6299843B1 (en) | 2001-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1123677C (zh) | 用于内燃机内的催化转化器及其制造方法 | |
| CN1085291C (zh) | 制造用于内燃机的催化式排气净化器的方法 | |
| US6623704B1 (en) | Apparatus and method for manufacturing a catalytic converter | |
| US6389693B1 (en) | Method of making a catalytic converter for use in an internal combustion engine | |
| JP4557976B2 (ja) | 汚染コントロール要素の保持材及び汚染コントロール装置 | |
| US6568078B2 (en) | Method of assembling a catalytic converter for use in an internal combustion engine | |
| EP1757782B1 (en) | Catalytic converter comprising a holding and sealing material and corresponding manufacturing method | |
| EP2042698B1 (en) | Exhaust treatment device with independant catalyst supports | |
| US6732432B2 (en) | Apparatus and method for forming an exhaust emission control device, and the device formed thereby | |
| US7332137B2 (en) | End cone assembly, exhaust emission control device and method of making thereof | |
| US20100239469A1 (en) | Monolithic exhaust treatment unit for treating an exhaust gas | |
| US20030129102A1 (en) | Exhaust emissions control devices comprising adhesive | |
| US7047641B2 (en) | Exhaust emission control device manufacturing method | |
| US20020168304A1 (en) | Devices for managing housing expansion in exhaust emission control devices | |
| US8747510B2 (en) | Method of installing a multi-layer batt, blanket or mat in an exhaust gas aftertreatment or acoustic device | |
| JP2001524638A (ja) | 触媒コンバータ及びその取り付け方法 | |
| US20030140494A1 (en) | Catalytic converter manufacturing method | |
| JP4457457B2 (ja) | 排気ガス浄化用触媒コンバータ及びその製造方法 | |
| KR100360794B1 (ko) | 저온용 촉매 컨버터의 담체 지지 구조 | |
| WO2003074225A1 (en) | Method of assembling a catalytic converter | |
| JP2003278538A (ja) | 触媒コンバータ、触媒コンバータの製造方法及び金属シェル | |
| JPH11343845A (ja) | 排気ガス浄化用触媒コンバ−タ−の保持シ−ル材 | |
| JP2003278537A (ja) | 触媒コンバータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |