CN112276626B - 一种导向套加工多个工位的定位工装 - Google Patents
一种导向套加工多个工位的定位工装 Download PDFInfo
- Publication number
- CN112276626B CN112276626B CN202011257329.8A CN202011257329A CN112276626B CN 112276626 B CN112276626 B CN 112276626B CN 202011257329 A CN202011257329 A CN 202011257329A CN 112276626 B CN112276626 B CN 112276626B
- Authority
- CN
- China
- Prior art keywords
- block
- wall
- inner hole
- guide sleeve
- clamping mechanism
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
- B23Q3/061—Work-clamping means adapted for holding a plurality of workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
- B23Q3/062—Work-clamping means adapted for holding workpieces having a special form or being made from a special material
Abstract
本发明公开了一种导向套加工多个工位的定位工装,包括固定板、外壁装夹机构与内孔装夹机构,固定板水平放置且在固定板的底部设置有驱动固定板转动的步进电机,在固定板上设置有多个转盘且多个转盘呈环形阵列分布在固定板上,其特征在于,在每个转盘上固定有外壁装夹机构且外壁装夹机构靠近转盘的边缘,通过外壁装夹机构对工件的外壁进行装夹,在转盘的中心处设置有内孔装夹机构,通过内孔装夹机构实现对工件内孔的装夹;通过外壁装夹机构与内孔装夹机构依次对导向套进行装夹,这样在通过设备同时加工导向套的外壁与通孔,这样保证导向孔的精度。
Description
技术领域
本发明涉及液压设备加工器械领域,具体涉及一种导向套加工多个工位的定位工装。
背景技术
现在的导向套为放置在液压缸内部的零件,通过导向套保证活塞杆与液压缸的同轴度,这样在进行加工的时候,需要保证导向套内部的内孔的精度与外壁的精度,这样才能保证导向套与液压缸、活塞杆进行配合;
现有的导向套在加工的时候,需要导向套加工的各个位置进行加工,即为加工导向套每个工位的时候,需要进行多次加工与多次装夹,这样在装夹与加工的过程中无法保证不会产生定位误差,这样在进行加工的时候,会由于定位误差而产生精度出现较大的波动,这样在导向套加工完毕后无法保证导向套的精度。
发明内容
针对上述现有技术的不足,本发明提出了一种导向套加工多个工位的定位工装,通过一个机床对导向套进行多工位装夹,这样可以在一台机床上加工导向套筒多个工位的加工内容,这样导向套的效率比较高,同时可以保证导向套的精度要求。
为实现上述目的,本发明的方案:一种导向套加工多个工位的定位工装,包括固定板、外壁装夹机构与内孔装夹机构,固定板水平放置且在固定板的底部设置有驱动固定板转动的步进电机,在固定板上设置有多个转盘且多个转盘呈环形阵列分布在固定板上,在每个转盘上固定有外壁装夹机构且外壁装夹机构靠近转盘的边缘,通过外壁装夹机构对工件的外壁进行装夹,在转盘的中心处设置有内孔装夹机构,通过内孔装夹机构实现对工件内孔的装夹;外壁装夹机构包括外壁夹紧块、外壁夹紧滑动槽与外壁夹紧动力组件,在转盘的顶部开有多个由中心向四周扩散的外壁夹紧滑动槽,在每个滑动槽内设置有滑动块且滑动块在滑动槽内滑动,在滑动块靠近转盘中心处的一端上固定有外壁夹紧块,通过外壁夹紧块对导向套的外壁进行夹紧,在滑动块远离转盘中心的一端固定有斜块,在斜块下方设置有第一电磁推杆,第一电磁推杆按压在斜块的斜面上,当第一电磁推杆顶出的时候,滑动块向转盘的中心移动,这样对导向套的外壁进行装夹;在转盘的中心处开有嵌入槽,在嵌入槽内嵌入有内孔装夹机构,内孔装夹机构包括内孔装夹块、第二电磁推杆与连杆,其中内孔装夹块的一端铰接在嵌入的顶部边缘上,在嵌入孔内固定有第二电磁推杆,在第二电磁推杆的推杆上铰接有多根连杆且每根连杆的另外一端铰接在内孔装夹块上;在固定板的下方设置有驱动转盘转动的驱动组件,转盘的嵌入孔为通孔,加工内孔的碎屑通过通孔掉落下来,在底部固定有齿环,在齿环的一侧设置有通过电机驱动的齿轮,齿轮与齿环进行啮合,通过齿轮驱动转盘转动;固定板的外周边缘上固定有计数器且计数器的位置与数量与转盘一一对应,在固定板外周设置有对计数器进行触发的触发块,计数器与第一电磁推杆、第二电磁推杆之间通过无线模块进行连接,通过计数器控制第一电磁推杆、第二电磁推杆顶出/回缩。
优选地,在每块滑动块顶面上设置有与滑动块发生相对转动的棘爪,在固定板上设置与棘爪相配合的斜齿条,棘爪一侧的滑动块顶面上设置有限位块,通过棘爪与斜齿条的限位实现防止在夹紧的时候滑动块向后退,防止斜齿条与棘爪配合的时候,逆向转动而失去限位效果,每个棘爪的内侧面上固定有电磁铁,通过电磁铁的启动将棘爪向内侧吸引。
优选地,在每块内孔装夹块的外侧面上设置有在内孔装夹上滑动的按压橡胶。
优选地,在滑动块与转盘之间设置有回位弹簧,当第一电磁推杆回缩的时候,通过回位弹簧将滑动块向外拖动,这样使外壁装夹块远离导向套;在多根内壁装夹块之间设置有靠拢弹簧,通过靠拢弹簧实现内壁装夹块远离导向套的内孔。
与现有技术相比,本发明的优点在于:1、通过外壁装夹机构与内孔装夹机构依次对导向套进行装夹,这样在通过设备同时加工导向套的外壁与通孔,这样保证导向孔的精度;2、设置有计数器与触发,可以实现依次控制第一电磁推杆与第二电磁推杆依次工作实现对导向套的自动装夹;3、设回位弹簧与靠拢弹簧实现外壁装夹机构与内孔装夹机构对工件的加工进行让位。
附图说明
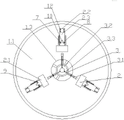
图1为本发明的俯视图。
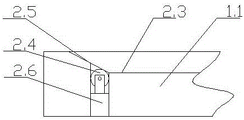
图2为本发明转盘的俯视图。
图3为本发明固定板底部的配合示意图。
图4为本发明外壁装夹机构的示意图。
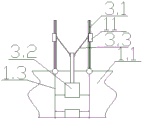
图5为本发明内孔装夹机构的示意图。
其中,1、固定板,1.1、转盘,1.2、步进电机,1.3、嵌入槽,2、外壁装夹机构,2.1、外壁夹紧块,2.2、外壁夹紧滑动槽,2.3、滑动块,2.4、外壁夹紧动力组件,2.5、斜块,2.6、第一电磁推杆,3、内孔装夹机构,3.1、内孔装夹块,3.2、第二电磁推杆,3.3、连杆,4、驱动组件,4.1、齿轮,4.2、电机,5、计数器,6、触发块,7、棘爪,8、斜齿条,9、限位块,10、电磁铁,11、按压橡胶,12、回位弹簧。
具体实施方式
现结合附图,对本发明进一步的阐述。
如图1-5所示,一种导向套加工多个工位的定位工装,包括固定板1、外壁装夹机构2与内孔装夹机构3,固定板1水平放置且在固定板1的底部设置有驱动固定板1转动的步进电机1.2,通过步进电机1.2带动固定板1旋转来实现切换工位,在固定板1上设置有多个转盘1.1(转盘1.1通过轴承固定在固定板1上,转盘1.1在固定板上旋转)且多个转盘1.1呈环形阵列分布在固定板1上,即为通过步进电机1.2带动固定板1旋转来实现切换工位(使不同的转盘1.1转动到刀具下方进行加工,在转盘1.1上的工件进行加工的时候,步进电机1.2将固定板1锁止而无法转动),在每个转盘1.1顶面上固定有外壁装夹机构2且外壁装夹机构2靠近转盘1.1的边缘,通过外壁装夹机构2对工件的外壁进行装夹,在转盘1.1的中心处设置有内孔装夹机构3,通过内孔装夹机构3实现对工件内孔的装夹;外壁装夹机构2包括外壁夹紧块2.1、外壁夹紧滑动槽2.2与外壁夹紧动力组件2.4,在转盘1.1的顶部开有多个由中心向四周扩散的外壁夹紧滑动槽2.2(外壁夹紧滑动槽2.2为凸形槽),在每个外壁夹紧滑动槽2.2内设置有滑动块2.3(凸形块)且滑动块2.3在滑动槽内滑动,在滑动块2.3靠近转盘1.1中心处的一端上通过焊接的方式固定有向上突起的外壁夹紧块2.1,通过外壁夹紧块2.1对导向套的外壁进行夹紧,在滑动块2.3远离转盘1.1中心的一端通过焊接的方式固定有斜块2.5,在斜块2.5下方设置有第一电磁推杆2.6且第一电磁推杆2.6固定在转盘上(第一电磁推杆2.6的推杆顶部固定有滑轮),第一电磁推杆2.6按压在斜块2.5的斜面(从外向内向下倾斜)上,当第一电磁推杆2.6顶出的时候(电磁推杆将滑动块2.3向内推动),滑动块2.3向转盘1.1的中心移动,这样对导向套的外壁进行装夹,当夹紧后,第一电磁推杆2.6锁止,这样刀具可以加工导向套的内孔;在转盘1.1的中心处开有嵌入槽1.3,在嵌入槽1.3内嵌入有内孔装夹机构3,内孔装夹机构3包括内孔装夹块3.1、第二电磁推杆3.2与连杆3.3,其中内孔装夹块3.1的一端铰接在嵌入的顶部边缘上,在嵌入孔内通过焊接的方式固定有第二电磁推杆3.2,在第二电磁推杆3.2的推杆上铰接有多根连杆3.3且每根连杆3.3的另外一端铰接在内孔装夹块3.1上,第二电磁推杆3.2向上顶出的时候,内孔装夹块3.1向外摆动并对导向套的内孔进行夹紧,这样刀具可以加工导向套的外壁;在固定板1的下方设置有驱动转盘1.1转动的驱动组件4,转盘1.1的嵌入孔为通孔,加工内孔产生的碎屑可以通过内孔掉落下来,加工内孔的碎屑通过通孔掉落下来,在转盘的底部通过焊接的方式固定有齿环,在齿环的一侧设置有通过电机4.2驱动的齿轮4.1,齿轮4.1与齿环进行啮合,通过齿轮4.1驱动转盘1.1转动,这样实现工件转动进行加工;固定板1的外周边缘上固定有计数器5且计数器5的位置与数量与转盘1.1一一对应,在固定板1外周设置有对计数器5进行触发的触发块6,当固定板1转动的时候,计数器5依次经过触发块6,计数器5与第一电磁推杆2.6、第二电磁推杆3.2之间通过无线模块进行连接,当计数器5触发并计数为1的时候,第一电磁推杆2.6顶出将导向套的外壁夹紧,当计数器5触发并计数为2的时候,第一电磁推杆2.6回位,外壁装夹块2.2对刀具均向让位,通过第二电磁推杆3.2顶出对导向套的内壁进行装夹,当计数器5触发并计数为3的时候,第二电磁推杆3.2回缩,这样将导向套从转盘上拿下来,通过计数器5控制第一电磁推杆2.6、第二电磁推杆3.2顶出/回缩。
在每块滑动块2.3顶面上设置有与滑动块2.3发生相对转动的棘爪7,在固定板1上固定有与棘爪7相配合的斜齿条8(斜齿条8位于滑动块2.3两侧),棘爪7一侧的滑动块2.3顶面上设置有限位块9,通过棘爪7与斜齿条8的限位实现防止在夹紧的时候滑动块2.3向后退,防止斜齿条8与棘爪7配合的时候,逆向转动而失去限位效果,每个棘爪7的内侧面上固定有电磁铁10,通过电磁铁10的启动将棘爪向内侧吸引,这样失去限位的作用,在进行夹紧的时候,对滑动块2.3的位置进行限位,防止滑动块2.3后退而产生的外壁装夹块与导向套分离开来。
在每块内孔装夹块3.1的外侧面上设置有在内孔装夹上滑动的按压橡胶11,按压橡胶11抵在内孔装夹块3.1的内侧面上,防止破坏导向套内孔的精度。
在滑动块2.3与转盘1.1之间设置有回位弹簧12,当第一电磁推杆2.6回缩的时候,通过回位弹簧12将滑动块2.3向外拖动,这样使外壁装夹块远离导向套,在第一电磁推杆2.6回缩的时候,外壁装夹块后退使外壁装夹块远离导向套。
Claims (4)
1.一种导向套加工多个工位的定位工装,包括固定板、外壁装夹机构与内孔装夹机构,固定板水平放置且在固定板的底部设置有驱动固定板转动的步进电机,在固定板上设置有多个转盘且多个转盘呈环形阵列分布在固定板上,其特征在于,在每个转盘上固定有外壁装夹机构且外壁装夹机构靠近转盘的边缘,通过外壁装夹机构对工件的外壁进行装夹,在转盘的中心处设置有内孔装夹机构,通过内孔装夹机构实现对工件内孔的装夹;外壁装夹机构包括外壁夹紧块、外壁夹紧滑动槽外壁夹紧动力组件,在转盘的顶部开有多个由中心向四周扩散的滑动槽,在每个滑动槽内设置有滑动块且滑动块在滑动槽内滑动,在滑动块靠近转盘中心处的一端上固定有外壁夹紧块,通过外壁夹紧块对导向套的外壁进行夹紧,在滑动块远离转盘中心的一端固定有斜块,在斜块下方设置有第一电磁推杆,第一电磁推杆按压在斜块的斜面上,当第一电磁推杆顶出的时候,滑动块向转盘的中心移动,这样对导向套的外壁进行装夹;在转盘的中心处开有嵌入槽,在嵌入槽内嵌入有内孔装夹机构,内孔装夹机构包括内孔装夹块、第二电磁推杆与连杆,其中内孔装夹块的一端铰接在嵌入的顶部边缘上,在嵌入孔内固定有第二电磁推杆,在第二电磁推杆的推杆上铰接有多根连杆且每根连杆的另外一端铰接在内孔装夹块上;在固定板的下方设置有驱动转盘转动的驱动组件,转盘的嵌入孔为通孔,加工内孔的碎屑通过通孔掉落下来,在底部固定有齿环,在齿环的一侧设置有通过电机驱动的齿轮,齿轮与齿环进行啮合,通过齿轮驱动转盘转动;固定板的外周边缘上固定有计数器且计数器的位置与数量与转盘一一对应,在固定板外周设置有对计数器进行触发的触发块,计数器与第一电磁推杆、第二电磁推杆之间通过无线模块进行连接,通过计数器控制第一电磁推杆、第二电磁推杆顶出/回缩。
2.根据权利要求1所述的一种导向套加工多个工位的定位工装,其特征在于,在每块滑动块顶面上设置有与滑动块发生相对转动的棘爪,在固定板上设置与棘爪相配合的斜齿条,棘爪一侧的滑动块顶面上设置有限位块,通过棘爪与斜齿条的限位实现防止在夹紧的时候滑动块向后退,防止斜齿条与棘爪配合的时候,逆向转动而失去限位效果,每个棘爪的内侧面上固定有电磁铁,通过电磁铁的启动将棘爪向内侧吸引。
3.根据权利要求2所述的一种导向套加工多个工位的定位工装,其特征在于,在每块内孔装夹块的外侧面上设置有在内孔装夹上滑动的按压橡胶。
4.根据权利要求3所述的一种导向套加工多个工位的定位工装,其特征在于,在滑动块与转盘之间设置有回位弹簧,当第一电磁推杆回缩的时候,通过回位弹簧将滑动块向外拖动,这样使外壁装夹块远离导向套;在多根内壁装夹块之间设置有靠拢弹簧,通过靠拢弹簧实现内壁装夹块远离导向套的内孔。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011257329.8A CN112276626B (zh) | 2020-11-12 | 2020-11-12 | 一种导向套加工多个工位的定位工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011257329.8A CN112276626B (zh) | 2020-11-12 | 2020-11-12 | 一种导向套加工多个工位的定位工装 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112276626A CN112276626A (zh) | 2021-01-29 |
| CN112276626B true CN112276626B (zh) | 2022-03-08 |
Family
ID=74398785
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011257329.8A Active CN112276626B (zh) | 2020-11-12 | 2020-11-12 | 一种导向套加工多个工位的定位工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112276626B (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112757325A (zh) * | 2021-02-22 | 2021-05-07 | 南京理工大学 | 一种基于机器视觉的磨砂轮定位识别与抓取机器人 |
| CN112975506B (zh) * | 2021-03-04 | 2022-03-08 | 东莞市海洛实业有限公司 | 一种机械设备配件加工用固定装置 |
| CN113458446B (zh) * | 2021-06-23 | 2022-11-29 | 大冶市新冶特钢有限责任公司 | 一种无缝钢管用穿孔装置及其穿孔方法 |
| CN113996831B (zh) * | 2021-11-25 | 2023-09-15 | 宁夏同心山泰钢结构有限公司 | 一种工业加工铁圈打孔设备 |
| CN114161186A (zh) * | 2021-12-21 | 2022-03-11 | 扬州市德纳机械有限公司 | 一种具有多工位夹具的工作台 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19941424A1 (de) * | 1999-08-30 | 2001-04-19 | Bodo Bahr | Vorrichtung zum Aufspannen eines Werkstückes |
| CN101850516A (zh) * | 2010-05-24 | 2010-10-06 | 建湖恒华机电有限公司 | 多路线状管材同步校直切割机械 |
| CN204770779U (zh) * | 2015-07-02 | 2015-11-18 | 庆铃汽车(集团)有限公司 | 汽车转向节法兰盘组孔及转角螺纹孔加工设备 |
| CN204771752U (zh) * | 2015-07-02 | 2015-11-18 | 庆铃汽车(集团)有限公司 | 汽车转向节加工夹具 |
| CN208600761U (zh) * | 2018-09-05 | 2019-03-15 | 张家港市纳德轴承有限公司 | 一种用于对轴承套圈钻孔的同步钻孔设备 |
| CN110052858A (zh) * | 2019-05-08 | 2019-07-26 | 深圳市雷凌广通技术研发有限公司 | 一种用于精密机械加工的固定效果好的板材钻孔装置 |
| CN110480057A (zh) * | 2019-08-15 | 2019-11-22 | 台州动林汽车空调压缩机有限公司 | 柱塞泵斜盘的自动钻孔压销设备 |
| CN211332203U (zh) * | 2019-12-29 | 2020-08-25 | 湖南星科液压有限公司 | 一种液压缸导向套钻导向孔的装夹夹具 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108515203B (zh) * | 2018-03-28 | 2019-07-09 | 宁波高新区新柯保汽车科技有限公司 | 刹车盘加工装置 |
| CN111036958B (zh) * | 2019-12-31 | 2021-06-04 | 江苏恒健建设集团有限公司 | 一种用于建筑生产的高精度钻孔装置 |
-
2020
- 2020-11-12 CN CN202011257329.8A patent/CN112276626B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19941424A1 (de) * | 1999-08-30 | 2001-04-19 | Bodo Bahr | Vorrichtung zum Aufspannen eines Werkstückes |
| CN101850516A (zh) * | 2010-05-24 | 2010-10-06 | 建湖恒华机电有限公司 | 多路线状管材同步校直切割机械 |
| CN204770779U (zh) * | 2015-07-02 | 2015-11-18 | 庆铃汽车(集团)有限公司 | 汽车转向节法兰盘组孔及转角螺纹孔加工设备 |
| CN204771752U (zh) * | 2015-07-02 | 2015-11-18 | 庆铃汽车(集团)有限公司 | 汽车转向节加工夹具 |
| CN208600761U (zh) * | 2018-09-05 | 2019-03-15 | 张家港市纳德轴承有限公司 | 一种用于对轴承套圈钻孔的同步钻孔设备 |
| CN110052858A (zh) * | 2019-05-08 | 2019-07-26 | 深圳市雷凌广通技术研发有限公司 | 一种用于精密机械加工的固定效果好的板材钻孔装置 |
| CN110480057A (zh) * | 2019-08-15 | 2019-11-22 | 台州动林汽车空调压缩机有限公司 | 柱塞泵斜盘的自动钻孔压销设备 |
| CN211332203U (zh) * | 2019-12-29 | 2020-08-25 | 湖南星科液压有限公司 | 一种液压缸导向套钻导向孔的装夹夹具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112276626A (zh) | 2021-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112276626B (zh) | 一种导向套加工多个工位的定位工装 | |
| GB1155631A (en) | Improvements in and relating to Machine Tools for Machining Workpieces having Annular Flanges | |
| US4055095A (en) | Tool changing device for a lathe | |
| GB1195638A (en) | Machine Tool | |
| US4612690A (en) | Multiple spindle machine tool | |
| US3478419A (en) | Method and apparatus for conducting machining operations | |
| CN108971578B (zh) | 多孔工件的钻孔模具 | |
| US4917551A (en) | Progressive blind spline broach machine and method | |
| CN216326950U (zh) | 一种倒置式回转机床 | |
| US3332142A (en) | Tool holders | |
| US3733142A (en) | Apparatus for simultaneously drilling and tapping a plurality of work pieces at each of a plurality of positions | |
| CN114346690A (zh) | 一种压铸锁壳组合自动加工机床 | |
| CN116689812B (zh) | 一种led灯金属灯盖钻孔加工设备 | |
| US3452427A (en) | Mechanisms for tool changers | |
| US3090283A (en) | Multiple start screw machine | |
| GB1221824A (en) | Workpiece positioning and feed apparatus | |
| CN216888735U (zh) | 一种门板锁扣焊接系统 | |
| US3011410A (en) | Method and apparatus for loading internal gears | |
| US1845478A (en) | Automatic multiple spindle center turning machine | |
| US3797957A (en) | Apparatus for simultaneously drilling and tapping a plurality of work pieces at each of a plurality of positions | |
| WO2001058635A1 (en) | Multi-electrode edm machine | |
| CN219649390U (zh) | 一种辅助加工分度机具 | |
| CN213258332U (zh) | 一种针对多层刀库的换刀装置 | |
| CN216151538U (zh) | 自动化螺母焊接装置 | |
| CN217700951U (zh) | 一种花键管套锁紧孔的加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |