CN112157549B - 一种鼓式刹车片自动加工生产线 - Google Patents
一种鼓式刹车片自动加工生产线 Download PDFInfo
- Publication number
- CN112157549B CN112157549B CN202010935936.9A CN202010935936A CN112157549B CN 112157549 B CN112157549 B CN 112157549B CN 202010935936 A CN202010935936 A CN 202010935936A CN 112157549 B CN112157549 B CN 112157549B
- Authority
- CN
- China
- Prior art keywords
- grinding
- feeding
- brake pad
- plate
- truss
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 39
- 238000003754 machining Methods 0.000 title description 6
- 238000012546 transfer Methods 0.000 claims abstract description 86
- 238000005553 drilling Methods 0.000 claims abstract description 57
- 238000007599 discharging Methods 0.000 claims abstract description 29
- 238000012545 processing Methods 0.000 claims abstract description 28
- 230000007246 mechanism Effects 0.000 claims abstract description 21
- 238000000034 method Methods 0.000 claims abstract description 13
- 230000008569 process Effects 0.000 claims abstract description 12
- 230000033001 locomotion Effects 0.000 claims description 52
- 238000013519 translation Methods 0.000 claims description 16
- 230000005540 biological transmission Effects 0.000 claims description 6
- 230000000712 assembly Effects 0.000 claims description 3
- 238000000429 assembly Methods 0.000 claims description 3
- 238000009434 installation Methods 0.000 claims description 3
- 230000002265 prevention Effects 0.000 claims 2
- 238000011031 large-scale manufacturing process Methods 0.000 abstract description 3
- 238000007689 inspection Methods 0.000 abstract description 2
- 230000000737 periodic effect Effects 0.000 abstract description 2
- 238000010586 diagram Methods 0.000 description 9
- 230000002457 bidirectional effect Effects 0.000 description 7
- 230000005012 migration Effects 0.000 description 4
- 238000013508 migration Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 230000008602 contraction Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000007306 turnover Effects 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
Images





























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0023—Other grinding machines or devices grinding machines with a plurality of working posts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
- B23P23/04—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass for both machining and other metal-working operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Abstract
本发明公开了一种鼓式刹车片自动加工生产线,生产线整体为U型,采用桁架结构,由U型口的一侧入口进入,按照生产顺序依次包括自动上料区、外圆磨区、内弧磨区、端面磨区、倒角磨上料区、倒角磨下料装置、中转机构、钻孔中转机、钻孔区和自动收料装置,所述自动上料区和自动收料装置均设置在U型结构的两端入口,所述中转桁架设置在U型结构的尾部拐弯处;使用时各个装置间流水施工,不需要工人实时跟随在旁边监控和操作,仅需定期巡视检查即可,降低了工人的劳动强度,同时节省了企业的人工成本;本流水线使用全自动流水施工,自动化水平高,而且全过程使用参数化控制,生产能力高,便于大规模生产,而且可以实现标准化作业,生产产品质量高。
Description
技术领域
本发明属于刹车片生产加工设备技术领域,具体涉及一种鼓式刹车片自动加工生产线。
背景技术
刹车片包括鼓式刹车片和盘式刹车片,其中鼓式刹车由于具备零件的加工与组成较为简单、安装容易、有自动刹紧的作用等优点,广泛运用于车辆上;现有技术中,普遍采用半自动式鼓式刹车片加工生产线对鼓式刹车片进行生产,其由于整体设备的自动化程度不高,生产时存在以下缺陷:
(1)生产时需要工人实时跟随在旁边监控和操作,工人工作强度大,且都为大型区械生产,容易造成工人伤残,存在安全隐患;
(2)自动化水平低,生产能力有限,不利于大规模生产;
(3)不能标准化生产和标准化作业,生产产品参差不齐,产品质量难以提高。
发明内容
针对上述现有技术存在的缺陷,本发明的目的在于提供一种鼓式刹车片自动加工生产线,通过设计本鼓式刹车片自动加工生产线,能够实现自动实现对鼓式刹车片的磨削和钻孔加工,包括外圆磨、内弧磨、端面磨、倒角磨及钻孔加工等,具有自动化生产水平高,生产过程标准化、规范化,生产产品质量高的特点。
为了实现上述目的,本发明所采用的技术方案如下:
一种鼓式刹车片自动加工生产线,所述生产线整体为U型,采用桁架结构,由U型口的一侧入口进入,按照生产顺序依次包括自动上料区、外圆磨区、内弧磨区、端面磨区、倒角磨上料区、倒角磨下料装置、中转机构、钻孔中转机、钻孔区和自动收料装置,所述自动上料区和自动收料装置均设置在U型结构的两端入口,所述中转桁架设置在U型结构的尾部拐弯处。
优选的,所述的自动上料区为刹车片自动上料装置,包括机架、脚踏台、待加工刹车片定位匣和刹车片上料组件,待加工刹车片定位匣和刹车片上料组件均安装在机架上,其中刹车片上料组件安装在待加工刹车片定位匣的下侧;所述待加工刹车片定位匣包括固定支架、导向杆、纵向连接板和横向连接板,横向连接板设置在待加工刹车片的前后两侧,纵向连接板和导向杆分别设置在待加工刹车片的左、右两侧,固定支架设置在横向连接板和纵向连接板上,且在靠近导向杆的一侧设置有调节机构用于调整前后两个横向连接板的距离;所述刹车片上料组件包括液压缸、导向滑轨和拨料板,液压缸安装在机架上面板的下侧,通过设置在上面板右侧的活动槽与拨料板连接,导向滑轨对称设置在机架的上面板上,与设置在拨料板下侧的卡块滑动卡合,所述拨料板包括一体成形的限位板和上料板,所述上料板的上侧面开设有卡槽与待加工刹车片配合使用。
优选的,所述的外圆磨区包括外圆磨上料装置和外圆磨机,内弧磨区包括内弧磨上料装置和内弧磨机,倒角磨上料区包括倒角磨机和倒角磨上料装置,所述外圆磨上料装置、内弧磨上料装置和倒角磨上料装置均包括磨削桁架、垂直升降模组、水平移动模组和吸盘组件,水平移动模组安装在磨削桁架上,垂直升降模组安装在在水平移动模组上,吸盘组件设置在垂直升降模组下端;所述水平移动模组包括第一U形槽、固定板、第一驱动电机、第一丝杆和第一竖向卡合板,固定板安装在磨削桁架的下侧支架上,第一U形槽安装在固定板的前侧面板上,第一丝杆安装在第一U形槽内,第一竖向卡合板与第一U形槽的上下两端开口滑动卡合,且设置在第一竖向卡合板上的螺纹啮合孔与第一丝杆相互啮合,所述第一丝杆的一端与第一驱动电机连接;所述垂直升降模组包括第二U形槽、第二驱动电机、第二丝杆和第二竖向卡合板,第二U形槽与第一竖向卡合板固定连接,第二丝杆安装在第二U形槽内,第二竖向卡合板与第二U形槽的左右两端开口滑动卡合,且设置在第二竖向卡合板上的螺纹啮合孔与第二丝杆相互啮合,所述第二丝杆的一端与第二驱动电机连接。
优选的,所述的外圆磨机、内弧磨机和倒角磨机均设置在磨削桁架的前侧;所述内弧磨上料区还包括内弧磨进料导正组件和内弧出料台,内弧磨进料导正组件安装在内弧磨机上;所述倒角磨上料区还包括倒角磨进料导正装置和倒角磨出料平台,倒角磨进料导正装置设置在倒角磨机上。
优选的,所述内弧磨进料导正组件包括第一转动链条、第三驱动电机和刹车片托板,第一转动链条通过传动轴和转动齿安装在内弧磨机上,第三驱动电机通过齿轮与第一转动链条一端的转动齿卡合,驱动第一转动链条转动,所述刹车片托板安放在第一转动链条上,通过第一转动链条带动刹车片托板移动;所述倒角磨进料导正装置包括第二转动链条和第四驱动电机,第二转动链条通过传动轴和转动齿安装在倒角磨机上,第四驱动电机通过齿轮与第二转动链条一端的转动齿卡合,驱动第二转动链条转动,第二转动链条为双链条,且在双链条的两侧边上设置有托板与待加工刹车片配合使用。
优选的,所述的端面磨区包括端面磨上料装置和端面磨机,端面磨机设置在端面磨上料装置的前侧;所述端面磨上料装置和倒角磨下料装置均包括左侧水平运动模组、左侧垂直升降模组、大扭矩旋转气缸、右侧水平运动模组和右侧垂直升降模组,左侧水平运动模组和右侧水平运动模组相邻设置,且均安装在磨削桁架上,左侧垂直升降模组设置在左侧水平运动模组上,且通过大扭矩旋转气缸与吸盘组件连接;右侧垂直升降模组设置在右侧水平运动模组上,且与吸盘组件连接。
优选的,所述的端面磨机设置在磨削桁架前侧,且在端面磨机上设置有“山”字形的端面磨上料台与待加工刹车片配合使用;所述倒角磨下料装置还包括下料中转台和水平旋转气缸,下料中转台包括侧挡板、底板、倾斜滑板、中转台定位气缸、中转台定位柱和中转台光电传感器,侧挡板设置在底板的两侧边,倾斜滑板设置在底板上,中转台定位气缸设置在倾斜滑板下侧,中转台定位柱对称设置在倾斜滑板的右侧,与中转台定位气缸配合使用,对待加工刹车片进行固定,所述中转台光电传感器设置在两个中转台定位柱之间;所述右侧垂直升降模组通过水平旋转气缸与吸盘组件连接。
优选的,所述的中转桁架机构包括中转桁架和中转装置,中转装置安装在中转桁架内,沿中转桁架运动;所述钻孔区包括钻孔机、钻孔送样桁架和送样装置,钻孔机设置在钻孔送样桁架的前端,送样装置安装在钻孔送样桁架内,沿钻孔送样桁架运动;所述中转桁架和钻孔送样桁架均为矩形结构,包括对称设置的面板和安装架,安装架安装在面板上侧;所述的中转装置和送样装置均包括水平运动组件、垂直运动组件和夹持组件,垂直运动组件包括第五驱动电机、立杆和第二驱动齿轮,第五驱动电机安装在安装架上,与第二驱动齿轮连接,第二驱动齿轮与设置在立杆上的第二导向齿条相互啮合;水平运动组件包括第一驱动齿轮、第四驱动电机、安装在安装架上的第一导向齿条和第一导轨,第一导轨对称安装在第一导向齿条的两侧,第一驱动齿轮与第一导向齿条相互啮合,第四驱动电机安装在立杆上,且与第一驱动齿轮连接;夹持组件设置在立杆的下方,对待加工刹车片进行夹持。
优选的,所述的钻孔中转机包括机架,以及安装在机架顶板上的定位气缸、平移气缸、固定台和中转机定位柱,平移气缸安装在机架顶板上,平移气缸的活塞杆与固定台连接,固定台通过导向滑轨安装在平移气缸的上侧,所述中转机定位柱设置在固定台的一端,定位气缸安装在固定台的另一端,通过定位气缸与中转机定位柱对待加工刹车片进行定位。
优选的,所述的自动收料装置包括收料流道、收料架、驱动马达和防倒块,收料流道对称设置在收料架的上面板上,通过驱动马达驱动收料流道上的链条转动,防倒块设置在收料流道的一端。
本发明的有益效果是:本发明设计了一种鼓式刹车片自动加工生产线,与现有技术相比,本发明的改进之处在于:
(1)本发明设计的鼓式刹车片自动加工生产线,包括各个加工过程的自动上料和自动加工装置,各个装置间流水施工,生产时不需要工人实时跟随在旁边监控和操作,生产时不需工人实操,仅需定期巡视检查即可,降低了工人的劳动强度,同时节省了企业的人工成本;
(2)同时,本流水线使用全自动流水施工,自动化水平高,而且全过程使用参数化控制,生产能力高,便于大规模生产,而且可以实现标准化作业,生产产品质量高。
附图说明
图1为本发明鼓式刹车片自动加工生产线的结构示意图。
图2为本发明自动上料装置的结构示意图。
图3为本发明待加工刹车片定位匣的结构示意图。
图4为本发明刹车片上料组件的结构示意图。
图5为本发明外圆磨区的结构示意图。
图6为本发明外圆磨区后视角度的结构示意图。
图7为本发明水平移动模组和垂直升降模组的结构示意图。
图8为本发明内弧磨区的结构示意图。
图9为本发明内弧磨进料导正组件的结构示意图。
图10为本发明内弧磨机的右视图。
图11为本发明端面磨区的结构示意图。
图12为本发明端面磨上料装置的结构示意图。
图13为本发明倒角磨上料区的结构示意图。
图14为本发明水平移动模组和垂直升降模组的结构示意图。
图15为本发明倒角磨进料导正装置的结构示意图。
图16为本发明倒角磨上料区右视角度的结构示意图。
图17为本发明倒角磨下料装置的结构示意图。
图18为本发明倒角磨下料装置运输模组的结构示意图。
图19为本发明下料中转台右视角度的结构示意图。
图20为本发明下料中转台左视角度的结构示意图。
图21为本发明下料中转台与中转桁架机构的结构示意图。
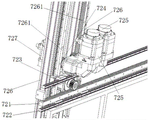
图22为本发明中转装置的结构示意图。
图23为本发明中转装置的局部放大图。
图24为本发明钻孔中转机右视角度的结构示意图。
图25为本发明钻孔中转机左视角度的结构示意图。
图26为本发明钻孔区的主视图。
图27为本发明钻孔区的结构示意图。
图28为本发明送样装置的结构示意图。
图29为本发明夹爪组件的结构示意图。
图30为本发明自动收料装置的结构示意图。
其中:1.自动上料区,11.机架,12.脚踏台,13.待加工刹车片定位匣,131.固定支架,132.调整手轮,133.双向丝杆,134.固定把手,135.导向杆,136.导向板,137.横向连接板,138.纵向连接板,14.刹车片上料组件,15.待加工刹车片,141.液压缸,142.导向滑轨,143.卡块,144.限位板,145.上料板,15.待加工刹车片,2.外圆磨区,21.磨削桁架,22.垂直升降模组,221.第二U形槽,222.第二驱动电机,223.第二丝杆,23.水平移动模组,231.第一U形槽,232.固定板,233.第一驱动电机,234.第一丝杆,235.第一竖向卡合板,24.吸盘组件,241.第二竖向卡合板,242.固定臂,243.吸盘固定架,244.吸盘,25.外圆磨机,26.管线固定链,27.外圆磨下料平台,28.外圆磨导向组件,281.导向槽,282.溜槽,283.导向板,3.内弧磨区,31.内弧磨机,32.内弧磨进料导正组件,321.第一转动链条,322.第三驱动电机,323.刹车片托板,33.内弧出料台,4.端面磨区,41.端面磨机,42.左侧水平运动模组,43.左侧垂直升降模组,44.大扭矩旋转气缸,45.右侧水平运动模组,46.右侧垂直升降模组,47.端面磨上料台,48.端面磨出料台,5.倒角磨上料区,51.倒角磨机,52.倒角磨进料导正装置,521.第二转动链条,522.托板,523.第四驱动电机,53.倒角磨出料平台,6.倒角磨下料装置,61.下料中转台,611.侧挡板,612.底板,613.倾斜滑板,614.中转台定位气缸,615.中转台定位柱,616.中转台光电传感器,7.中转桁架机构,71.中转桁架,711.面板,712.安装架,72.中转装置,721.第一导向齿条,722.第一导轨,723.第一驱动齿轮,724.第二驱动齿轮,725.第五驱动电机,726.立杆,7261.第二导向齿条,7262.夹爪,7263.旋转气缸,7264.夹爪气缸,727.第四驱动电机,8.钻孔中转机,81.机架,82.定位气缸,83.平移气缸,84.固定台,85.中转机定位柱,9.钻孔区,91.钻孔机,92.钻孔送样桁架,93.送样装置,10.自动收料装置,101.收料流道,102.收料架,103.驱动马达,104.防倒块。
具体实施方式
为了使本领域的普通技术人员能更好的理解本发明的技术方案,下面结合附图和实施例对本发明的技术方案做进一步的描述。
参照附图1-30所示的一种鼓式刹车片自动加工生产线,所述生产线整体为U型,采用桁架结构进行安装,由U型口的一侧入口进入,按照生产顺序依次包括自动上料区1、外圆磨区2、内弧磨区3、端面磨区4、倒角磨上料区5、倒角磨下料装置6、中转桁架7、钻孔中转区8、钻孔区9和自动收料装置10,所述自动上料区1和自动收料装置10均设置在U型结构的两端入口,所述中转桁架7设置在U型结构的尾部拐弯处。
如图2-4所示:所述的自动上料区1包括机架11、脚踏台12、待加工刹车片定位匣13和刹车片上料组件14,待加工刹车片定位匣13和刹车片上料组件14均安装在机架11的上侧面板上,分别用于对待加工刹车片15进行定位和输送上料,其中刹车片上料组件14安装在待加工刹车片定位匣13的下侧,将固定在待加工刹车片定位匣13内的待加工刹车片15逐一推出,自动上料;所述的待加工刹车片定位匣13包括若干固定支架131、导向杆135、纵向连接板138和横向连接板137,横向连接板137对称设置在待加工刹车片15的前后两侧,纵向连接板138和导向杆135分别对称设置在待加工刹车片15的右、左两侧,固定支架131分别设置在横向连接板137和纵向连接板138上,且设置在横向连接板137和纵向连接板138上的3个固定支架131呈等腰三角形,在3个固定支架131中间形成用于卡合固定待加工刹车片15的空间,本空间可以一次性实现1.5m高度的待加工刹车片15的固定;所述的横向连接板137的一端滑动套接在纵向连接板138上,且通过螺栓对横向连接板137进行定位,横向连接板137的另一端滑动套接在导向杆135上,且通过螺栓对横向连接板137进行定位,在靠近导向杆135的一侧设置有调节机构,通过调节机构调节前后相邻的两个横向连接板137之间的距离,使其中间的空间可以适用于不同宽度的待加工刹车片15,且在横向连接板137远离导向杆135的一侧端部还设置有导向板136,利用导向板136对待加工刹车片15的移动过程进行导向;述的调节机构包括调整手轮132、双向丝杆133和固定把手134,固定把手134设置在导向杆135的中间,双向丝杆133分别穿过横向连接板137下侧的固定块和固定把手134,且双向丝杆133的两端均与固定块螺纹连接,调整手轮132设置在双向丝杆133的一端,使用时,通过手动转动调整手轮132,带动双向丝杆133转动,动过之间的咬合力带动前后两个横向连接板137联动,从而联动调整两个横向连接板137之间的宽窄以适合各种宽度的产品,所述固定把手135用于固定双向丝杆133,以防震动或其它原因导致待加工刹车片定位匣13移动;所述的刹车片上料组件14包括液压缸41、导向滑轨42和拨料板,液压缸41安装在机架11上面板的下侧,通过液压缸41的活塞杆通过设置在上面板右侧的活动槽与拨料板的一端连接,两条导向滑轨42对称设置在机架11上面板上,与设置在拨料板下侧的卡块43滑动卡合,使用时,通过活塞杆的伸长和收缩带动拨料板沿着滑轨42左右滑动;所述拨料板包括一体成形的限位板44和上料板45,限位板44的上侧面为矩形结构,当一片待加工刹车片15被推出上料时,限位板44刚好位于其他待加工刹车片15的下方,防止其他待加工刹车片15落下,起限位作用,所述上料板45的上侧面开设有梯形卡槽,梯形卡槽与待加工刹车片15配合使用,所述梯形卡槽的深度与待加工刹车片15的厚度相同,即可以完全的将落下的待加工刹车片15反向卡合在梯形卡槽内,便于后面加工时机械手的抓取,且上料板45的右侧端部通过设置在上面板右侧的活动槽与通过液压缸41的活塞杆连接,通过活塞杆的伸长和收缩带动上料板45沿着滑轨42左右滑动。
如图5-7所示:所述的外圆磨区2包括外圆磨上料装置和外圆磨机25,外圆磨上料装置包括外圆磨上料装置和内弧磨上料装置均包括磨削桁架21、垂直升降模组22、水平移动模组23和吸盘组件24,水平移动模组23安装在磨削桁架21上,垂直升降模组22安装在在水平移动模组23上,并沿着水平移动模组23左右移动,吸盘组件24设置在垂直升降模组22下端,沿着垂直升降模组22上下运动,利用自盘组件24对待加工刹车片15进行抓取;所述水平移动模组23包括第一U形槽231、固定板232、第一驱动电机233、第一丝杆234和第一竖向卡合板235,固定板232安装在磨削桁架21的下侧支架上,第一U形槽231安装在固定板232的前侧面板上,第一丝杆234安装在第一U形槽231内,第一竖向卡合板35与第一U形槽31的上下两端开口滑动卡合,且设置在第一竖向卡合板235上的螺纹啮合孔与第一丝杆234相互啮合(第一丝杆234穿过螺纹啮合孔),所述第一丝杆234的一端与第一驱动电机233连接;通过第一驱动电机233提供转动动力,使用时,通过第一驱动电机233驱动第一丝杆234转动,第一丝杆234通过与螺纹啮合孔之间的啮合力带动第一竖向卡合板235左右运动,进而带动垂直升降模组22左右运动;所述垂直升降模组22包括第二U形槽221、第二驱动电机222、第二丝杆223和第二竖向卡合板241,第二U形槽221与第一竖向卡合板235固定连接,第二丝杆223安装在第二U形槽221内,第二竖向卡合板241与第二U形槽221的左右两端开口滑动卡合,且设置在第二竖向卡合板241上的螺纹啮合孔与第二丝杆223相互啮合,所述第二丝杆223的一端与第二驱动电机222连接,通过第二驱动电机22提供第二丝杆23的转动动力,使用时,通过第二驱动电机222驱动第二丝杆223转动,第二丝杆223通过与螺纹啮合孔之间的啮合力带动第二竖向卡合板241在竖直方向上上下移动,利用吸盘组件24对不同高度的待加工刹车片15进行抓取;所述的吸盘组件24包括固定臂242、吸盘固定架243和若干吸盘244,固定臂242的一端与第二竖向卡合板241固定连接,另一端与吸盘固定架243连接,吸盘244等距设置在吸盘固定架243的下侧面上,所述吸盘固定架243的内腔与吸盘244连通,在吸盘固定架243的侧边上设置有气压控制口,使用时,通过气压控制口实现对吸盘244内压力的控制,从而实现对待加工刹车片的抓取。
优选的,所述的外圆磨机25设置在磨削桁架21的前侧,对待加工刹车片15进行加工。
如图7-10所示:所述的内弧磨区3包括内弧磨上料装置和内弧磨机31,内弧磨上料装置包括磨削桁架21、垂直升降模组22、水平移动模组23和吸盘组件24,水平移动模组23安装在磨削桁架21上,垂直升降模组22安装在在水平移动模组23上,并沿着水平移动模组23左右移动,吸盘组件24设置在垂直升降模组22下端,沿着垂直升降模组22上下运动,利用自盘组件24对待加工刹车片15进行抓取。
优选的,所述的内弧磨上料区3上还包括内弧磨进料导正组件32和内弧出料台33,内弧磨进料导正组件32安装在内弧磨机31上,包括第一转动链条321、第三驱动电机322和刹车片托板323,第一转动链条321通过传动轴和转动齿安装在内弧磨机31上,第三驱动电机322通过齿轮与第一转动链条321一端的转动齿卡合,驱动第一转动链条321转动,所述刹车片托板323安放在第一转动链条321上,通过第一转动链条321带动刹车片托板323移动,对待加工刹车片15进行传送,利用内弧磨机31进行打磨。
优选的,所述的内弧出料台33与第三驱动电机322设置在同一侧。
如图11-16所示:所述的端面磨区4包括端面磨上料装置和端面磨机41,端面磨上料装置包括左侧水平运动模组42、左侧垂直升降模组43、大扭矩旋转气缸44、右侧水平运动模组45和右侧垂直升降模组46,左侧水平运动模组42和右侧水平运动模组45相邻设置,且均安装在磨削桁架21上,左侧垂直升降模组43设置在左侧水平运动模组42上,沿着左侧水平运动模组42左右滑动,且通过大扭矩旋转气缸44与吸盘组件24连接,动过大扭矩旋转气缸44带动吸盘组件24转动;右侧垂直升降模组46设置在右侧水平运动模组45上,且沿着右侧水平运动模组45左右滑动,且与吸盘组件24连接,所述端面磨机41设置在磨削桁架21前侧,且在端面磨机41上设置有“山”字形的端面磨上料台47与待加工刹车片15配合使用,对待加工刹车片15进行传送;在使用时,左侧水平运动模组42的电机驱动丝杆转动,驱动左侧垂直升降模组43向左运动,待运动至内弧出料台33上方时,左侧垂直升降模组43的电机转动,驱动丝杆转动,利用吸盘组件24将待加工刹车片15吸起,并且驱动电机反转,使得待加工刹车片15被上提,待到达设计位置后,通过驱动大扭矩旋转气缸44带动吸盘组件24反转,并且驱动左侧垂直升降模组43整体向右移动;然后驱动右侧水平运动模组45的电机工作,带动右侧垂直升降模组46向右运动,同时控制右侧垂直升降模组46升降,从待加工刹车片15的背面将待加工刹车片15吸起,运输至端面磨上料台47上,通过端面磨上料台47上的链条带动待加工刹车片15向右移动,利用端面磨机41对待加工刹车片15进行打磨加工,加工完毕后,待加工刹车片15被移动到端面磨出料台48上;内端面磨上料台47检测到产品时,端面磨上料机左侧机构即运动到位进行取料,然后上升到安全位置后,旋转气缸动作,将产品翻转,再移动到右侧取料承接位置;右侧机构即运动到位取料,然后当确认端面磨上料位置为空且链条推块处于安全位置时,即进行下降放料,然后复位等待下一个工作循环。
如图13-16所示:所述倒角磨上料区5包括倒角磨机51和倒角磨上料装置,倒角磨机51设置在倒角磨上料装置的前侧,对倒角磨上料装置运输上来的待加工刹车片15进行加工,所述倒角磨上料装置包括磨削桁架21、垂直升降模组22、水平移动模组23和吸盘组件24,水平移动模组23固定安装在磨削桁架21上,垂直升降模组22安装在在水平移动模组23上,并沿着水平移动模组23上下移动,吸盘组件24设置在垂直升降模组22下端,随垂直升降模组22上下移动,对端面磨出料台48上的待加工刹车片15进行抓取;
所述水平移动模组23包括第一U形槽231、固定板232、第一驱动电机233、第一丝杆234和第一竖向卡合板235,固定板232安装在磨削桁架21的下侧支架上,第一U形槽231安装在固定板232的前侧面板上,第一丝杆234安装在第一U形槽231内,第一竖向卡合板35与第一U形槽31的上下两端开口滑动卡合,且设置在第一竖向卡合板235上的螺纹啮合孔与第一丝杆234相互啮合(第一丝杆234穿过螺纹啮合孔),所述第一丝杆234的一端与第一驱动电机233连接;通过第一驱动电机233提供转动动力,使用时,通过第一驱动电机233驱动第一丝杆234转动,第一丝杆234通过与螺纹啮合孔之间的啮合力带动第一竖向卡合板235左右运动,进而带动垂直升降模组22左右运动;所述垂直升降模组22包括第二U形槽221、第二驱动电机222、第二丝杆223和第二竖向卡合板241,第二U形槽221与第一竖向卡合板235固定连接,第二丝杆223安装在第二U形槽221内,第二竖向卡合板241与第二U形槽221的左右两端开口滑动卡合,且设置在第二竖向卡合板241上的螺纹啮合孔与第二丝杆223相互啮合,所述第二丝杆223的一端与第二驱动电机222连接,通过第二驱动电机22提供第二丝杆23的转动动力,使用时,通过第二驱动电机222驱动第二丝杆223转动,第二丝杆223通过与螺纹啮合孔之间的啮合力带动第二竖向卡合板241在竖直方向上上下移动,利用吸盘组件24对不同高度的待加工刹车片15进行抓取;所述的吸盘组件24包括固定臂242、吸盘固定架243和若干吸盘244,固定臂242的一端与第二竖向卡合板241固定连接,另一端与吸盘固定架243连接,吸盘244等距设置在吸盘固定架243的下侧面上,所述吸盘固定架243的内腔与吸盘244连通,在吸盘固定架243的侧边上设置有气压控制口,使用时,通过气压控制口实现对吸盘244内压力的控制,从而实现对端面磨出料台48上的待加工刹车片15进行抓取;
所述倒角磨上料区5还包括倒角磨进料导正装置52和倒角磨出料平台53,倒角磨进料导正装置52设置在倒角磨机51上,包括第二转动链条521(抓取后,将待加工刹车片15放在第二转动链条521上)和第四驱动电机523,第二转动链条521通过传动轴和转动齿安装在倒角磨机51上,第四驱动电机523通过齿轮与第二转动链条521一端的转动齿卡合,通过第四驱动电机523转动驱动第二转动链条521转动,第二转动链条521为双链条,使用时,通过第四驱动电机523转动驱动第二转动链条521转动,带动待加工刹车片15向右运动,在运动的过程中,利用倒角磨机对其进行打磨,并在打磨完毕后,待加工刹车片15被运输至托板522位置,利用托板522对待加工刹车片15进行收集,完成一次倒角磨任务,并将检测信号检测到该工序完成以后,又控制倒角磨上料装置进行再一次上料任务。
如图17-20所示:倒角磨下料装置6包括左侧水平运动模组42、左侧垂直升降模组43、大扭矩旋转气缸44、右侧水平运动模组45和右侧垂直升降模组46,左侧水平运动模组42和右侧水平运动模组45相邻设置,且均安装在磨削桁架21上,左侧垂直升降模组43设置在左侧水平运动模组42上,沿着左侧水平运动模组42左右滑动,且通过大扭矩旋转气缸44与吸盘组件24连接,动过大扭矩旋转气缸44带动吸盘组件24转动;右侧垂直升降模组46设置在右侧水平运动模组45上,且沿着右侧水平运动模组45左右滑动,且与吸盘组件24连接,所述端面磨机41设置在磨削桁架21前侧,
在使用时,左侧水平运动模组42的电机驱动丝杆转动,驱动左侧垂直升降模组43向左运动,待运动至倒角磨出料平台53上方时,左侧垂直升降模组43的电机转动,驱动丝杆转动,利用吸盘组件24将待加工刹车片15吸起,并且驱动电机反转,使得倒角磨出料平台53上的待加工刹车片15被上提,待到达设计位置后,通过驱动大扭矩旋转气缸44带动吸盘组件24翻转,并且驱动左侧垂直升降模组43整体向右移动;然后驱动右侧水平运动模组45的电机工作,带动右侧垂直升降模组46向左运动,待运动到设计位置时,驱动水平旋转气缸62转动至待加工刹车片15内侧面位置的上方,同时控制右侧垂直升降模组46下降,利用吸盘组件24将待加工刹车片15吸起,运输至下料中转台61上;
其中,所述下料中转台61包括侧挡板611、底板612、倾斜滑板613、中转台定位气缸614、中转台定位柱615和中转台光电传感器616,侧挡板611设置在底板612的两侧边,对待加工刹车片15进行限位,倾斜滑板613设置在底板612上,起滑动导向作用,中转台定位气缸614设置在倾斜滑板613下侧,中转台定位柱615对称设置在倾斜滑板613的右侧,与中转台定位气缸614配合使用,将从倾斜滑板613滑下的待加工刹车片15推起,对待加工刹车片15进行固定,使其站立,便于抓取,所述中转台光电传感器616设置在两个中转台定位柱615之间;使用时,当倒角磨出料平台53检测到产品时,倒角磨下料机左侧机构即运动到位进行取料,然后上升到安全位置后,水平旋转气缸62动作,将产品翻转,再移动到右侧取料承接位置,右侧机构即运动到位取料,然后当确认下料中转台无料61时,即进行下降放料,然后复位等待下一个工作循环,中转台定位气缸614动作,同时通知中转桁架机构7过来取料。
如图21-23所示:所述的中转桁架机构7包括中转桁架71和中转装置72,中转装置72安装在中转桁架71内,沿中转桁架71运动;具体的所述中转桁架71为矩形结构,包括对称设置的面板711和安装架712,安装架712安装在面板711上侧;所述的中转装置72包括水平运动组件、垂直运动组件和夹持组件;
所述垂直运动组件包括第五驱动电机725、立杆726和第二驱动齿轮724,第五驱动电机725安装在安装架712上,与第二驱动齿轮724连接,通过第五驱动电机725驱动第二驱动齿轮724转动,第二驱动齿轮724与设置在立杆726上的第二导向齿条7261相互啮合,当第二驱动齿轮724转动时,立杆726在第二驱动齿轮724与第二导向齿条7261啮合力的作用下上下运动;所述水平运动组件包括第一驱动齿轮723、第四驱动电机727、安装在安装架712上的第一导向齿条721和第一导轨722,第一导轨722对称安装在第一导向齿条721的两侧,起固定和导向作用,第一驱动齿轮723与第一导向齿条721相互啮合,第四驱动电机727安装在立杆726上,且与第一驱动齿轮723连接,即第四驱动电机727给第一驱动齿轮723提供转动动力,通过第一驱动齿轮723与第一导向齿条721之间的啮合力,带动立杆726左右运动;所述夹持组件设置在立杆726的下方,对待加工刹车片15进行夹持;使用时,当感应到下料中转台61上有待加工刹车片15时,第四驱动电机727驱动第一驱动齿轮723转动,将立杆726向前移动,,待移动到下料中转台61上方时,第五驱动电机725驱动第二驱动齿轮724转动,将立杆726向下移动,并在移动到位置后,利用夹持组件将待加工刹车片15抓起,然后向后运动,将待加工刹车片15放置在钻孔中转机8上,进行中转;
其中,所述面板711的作用是进行导向和遮挡。
如图24-25所示:所述钻孔中转机8包括机架81,以及安装在机架81顶板上的定位气缸82、平移气缸83、固定台84和中转机定位柱85,平移气缸83安装在机架顶板上,平移气缸的活塞杆与固定台84连接,固定台84通过导向滑轨安装在平移气缸的上侧,通过平移气缸83推动固定台84运动,使待加工刹车片到达钻孔区9的位置,所述中转机定位柱85设置在固定台84的一端,定位气缸82安装在固定台84的另一端,通过定位气缸82与中转机定位柱85对待加工刹车片15进行定位,便于抓取,使用时,当中转桁架下降将产品放置到钻孔中转机上后,定位气缸82动作定位产品,等桁架上升后,平移气缸83动作,送到钻孔桁架取料位置等待取料。
如图26-29所示:所述钻孔区9包括钻孔机91、钻孔送样桁架92和送样装置93,钻孔机91设置在钻孔送样桁架92的前端,用于对待加工刹车片15进行打孔,送样装置93安装在钻孔送样桁架92内,沿钻孔送样桁架92运动,将待加工刹车片15送到钻孔机91的位置,进行打孔操作,所述钻孔送样桁架92为矩形结构,包括对称设置的面板711和安装架712,安装架712安装在面板711上侧;所述送样装置93包括水平运动组件、垂直运动组件和夹持组件;
所述垂直运动组件包括第五驱动电机725、立杆726和第二驱动齿轮724,第五驱动电机725安装在安装架712上,与第二驱动齿轮724连接,通过第五驱动电机725驱动第二驱动齿轮724转动,第二驱动齿轮724与设置在立杆726上的第二导向齿条7261相互啮合,当第二驱动齿轮724转动时,立杆726在第二驱动齿轮724与第二导向齿条7261啮合力的作用下上下运动;所述垂直运动组件异步的设置有两组;所述水平运动组件包括第一驱动齿轮723、第四驱动电机727、安装在安装架712上的第一导向齿条721和第一导轨722,第一导轨722对称安装在第一导向齿条721的两侧,起固定和导向作用,第一驱动齿轮723与第一导向齿条721相互啮合,第四驱动电机727安装在立杆726上,且与第一驱动齿轮723连接,即第四驱动电机727给第一驱动齿轮723提供转动动力,通过第一驱动齿轮723与第一导向齿条721之间的啮合力,带动立杆726左右运动;所述夹持组件设置在立杆726的下方,对待加工刹车片15进行夹持;
所述夹持组件包括夹爪7262、旋转气缸7263和夹爪气缸7264,旋转气缸7263安装在立杆726的末端,控制下部构件旋转,夹爪气缸7264设置在夹爪7262上侧,控制夹爪7262的开合,利用夹爪7262对待加工刹车片15进行夹持;使用时,当感应到钻孔中转机8上有待加工刹车片15时,第四驱动电机727驱动第一驱动齿轮723转动,将立杆726向前移动,待移动到钻孔中转机8上方时,第五驱动电机725驱动第二驱动齿轮724转动,将立杆726向下移动,并在移动到位置后,利用夹持组件将待加工刹车片15抓起,然后向后运动,将待加工刹车片15放置在钻孔机91上,进行钻孔,并且在钻孔完毕后,利用送样装置93再次将待加工刹车片15送至自动收料装置10。
如图30所示:所述的自动收料装置10包括收料流道101、收料架102、驱动马达103和防倒块104,收料流道101对称设置在收料架102的上面板上,通过驱动马达103驱动收料流道101上的链条转动,对加工完毕的刹车片进行运输,防倒块104设置在收料流道101的一端,对加工完毕的刹车片进行限位,防止倒塌,使用时,钻孔桁架每放置一片产品,即由驱动马达103推料定位,产品在轨道中整体后退当末端光电传感器感应到时,自动切换到另一个收料流道101放置,同时声光提示操作员收料。
经过上述10个过程,即完成待加工刹车片15的毛料到加工后的产品的完成,利用本生产线可以击打的解放人力,对刹车片进行加工生产,且加工精度高,相比传统的鼓式刹车片的加工相比,具有流水作业,现代化更强,加工精度更高的优点。
优选的,本生产线适用于长度120~230mm、宽度110~210mm的鼓式刹车片的生产加工。
优选的,本生产线的性能参数包括:(1)生产效率:15sec/pcs ;(2)产能:4800pcs/20H;(3)操作人力:无需专人操作(定期上下料,巡线);(4)输入电源:三相/AC380V;(5)功率:25千瓦;(6)气压:0.5MPa~0.8Mpa。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
Claims (4)
1.一种鼓式刹车片自动加工生产线,其特征在于:所述生产线整体为U型,采用桁架结构,由U型口的一侧入口进入,按照生产顺序依次包括自动上料区(1)、外圆磨区(2)、内弧磨区(3)、端面磨区(4)、倒角磨上料区(5)、倒角磨下料装置(6)、中转桁架机构(7)、钻孔中转机(8)、钻孔区(9)和自动收料装置(10),所述自动上料区(1)和自动收料装置(10)均设置在U型结构的两端入口,所述中转桁架机构(7)设置在U型结构的尾部拐弯处;
所述的自动上料区(1)为刹车片自动上料装置,包括机架(11)、脚踏台(12)、待加工刹车片定位匣(13)和刹车片上料组件(14),待加工刹车片定位匣(13)和刹车片上料组件(14)均安装在机架(11)上,刹车片上料组件(14)设置在待加工刹车片定位匣(13)的下侧;所述待加工刹车片定位匣(13)包括固定支架(131)、导向杆(135)、纵向连接板(138)和横向连接板(137),横向连接板(137)设置在待加工刹车片(15)的前后两侧,纵向连接板(138)和导向杆(135)分别设置在待加工刹车片(15)的左、右两侧,固定支架(131)设置在横向连接板(137)和纵向连接板(138)上,且在靠近导向杆(135)的一侧设置有调节机构用于调整前后两个横向连接板(137)的距离;所述刹车片上料组件(14)包括液压缸(141)、导向滑轨(142)和拨料板,液压缸(141)安装在机架(11)上面板的下侧,通过设置在上面板右侧的活动槽与拨料板连接,导向滑轨(142)对称设置在机架(11)的上面板上,与设置在拨料板下侧的卡块(143)滑动卡合,所述拨料板包括一体成形的限位板(144)和上料板(145),上料板(145)的上侧面开设有卡槽与待加工刹车片(15)配合使用;
所述的外圆磨区(2)包括外圆磨上料装置和外圆磨机(25),内弧磨区(3)包括内弧磨上料装置和内弧磨机(31),倒角磨上料区(5)包括倒角磨机(51)和倒角磨上料装置,所述外圆磨上料装置、内弧磨上料装置和倒角磨上料装置均包括磨削桁架(21)、垂直升降模组(22)、水平移动模组(23)和吸盘组件(24),其中水平移动模组(23)安装在磨削桁架(21)上,垂直升降模组(22)安装在在水平移动模组(23)上,吸盘组件(24)设置在垂直升降模组(22)下端;所述水平移动模组(23)包括第一U形槽(231)、固定板(232)、第一驱动电机(233)、第一丝杆(234)和第一竖向卡合板(235),固定板(232)安装在磨削桁架(21)的下侧支架上,第一U形槽(231)安装在固定板(232)的前侧面板上,第一丝杆(234)安装在第一U形槽(231)内,第一竖向卡合板(235)与第一U形槽(231)的上下两端开口滑动卡合,且设置在第一竖向卡合板(235)上的螺纹啮合孔与第一丝杆(234)相互啮合,所述第一丝杆(234)的一端与第一驱动电机(233)连接;所述垂直升降模组(22)包括第二U形槽(221)、第二驱动电机(222)、第二丝杆(223)和第二竖向卡合板(241),第二U形槽(221)与第一竖向卡合板(235)固定连接,第二丝杆(223)安装在第二U形槽(221)内,第二竖向卡合板(241)与第二U形槽(221)的左右两端开口滑动卡合,且设置在第二竖向卡合板(241)上的螺纹啮合孔与第二丝杆(223)相互啮合,所述第二丝杆(223)的一端与第二驱动电机(222)连接;
所述的外圆磨机(25)、内弧磨机(31)和倒角磨机(51)均设置在磨削桁架(21)的前侧;内弧磨区(3)还包括内弧磨进料导正组件(32)和内弧出料台(33),内弧磨进料导正组件(32)安装在内弧磨机(31)上;倒角磨上料区(5)还包括倒角磨进料导正装置(52)和倒角磨出料平台(53),倒角磨进料导正装置(52)设置在倒角磨机(51)上;
所述的内弧磨进料导正组件(32)包括第一转动链条(321)、第三驱动电机(322)和刹车片托板(323),第一转动链条(321)通过传动轴和转动齿安装在内弧磨机(31)上,第三驱动电机(322)通过齿轮与第一转动链条(321)一端的转动齿卡合,所述刹车片托板(323)安放在第一转动链条(321)上,随第一转动链条(321)移动;所述倒角磨进料导正装置(52)包括第二转动链条(521)和第四驱动电机(523),第二转动链条(521)通过传动轴和转动齿安装在倒角磨机(51)上,第四驱动电机(523)通过齿轮与第二转动链条(521)一端的转动齿卡合,且在第二转动链条(521)的两侧边上设置有托板(522)与待加工刹车片(15)配合使用;
所述的端面磨区(4)包括端面磨上料装置和端面磨机(41),端面磨机(41)设置在端面磨上料装置的前侧;端面磨上料装置和倒角磨下料装置(6)均包括左侧水平运动模组(42)、左侧垂直升降模组(43)、大扭矩旋转气缸(44)、右侧水平运动模组(45)和右侧垂直升降模组(46),左侧水平运动模组(42)和右侧水平运动模组(45)相邻设置,且均安装在磨削桁架(21)上,左侧垂直升降模组(43)设置在左侧水平运动模组(42)上,且通过大扭矩旋转气缸(44)与吸盘组件(24)连接;右侧垂直升降模组(46)设置在右侧水平运动模组(45)上,且与吸盘组件(24)连接;
所述的端面磨机(41)设置在磨削桁架(21)前侧,且在端面磨机(41)上设置有“山”字形的端面磨上料台(47)与待加工刹车片(15)配合使用;且所述倒角磨下料装置(6)还包括下料中转台(61)和水平旋转气缸(62),下料中转台(61)包括侧挡板(611)、底板(612)、倾斜滑板(613)、中转台定位气缸(614)、中转台定位柱(615)和中转台光电传感器(616),侧挡板(611)设置在底板(612)的两侧边,倾斜滑板(613)设置在底板(612)上,中转台定位气缸(614)设置在倾斜滑板(613)下侧,中转台定位柱(615)对称设置在倾斜滑板(613)的右侧,与中转台定位气缸(614)配合使用,对待加工刹车片(15)进行固定,所述中转台光电传感器(616)设置在两个中转台定位柱(615)之间;所述右侧垂直升降模组(46)通过水平旋转气缸(62)与吸盘组件(24)连接。
2.根据权利要求1所述的一种鼓式刹车片自动加工生产线,其特征在于:所述的中转桁架机构(7)包括中转桁架(71)和中转装置(72),中转装置(72)安装在中转桁架(71)内,沿中转桁架(71)运动;所述钻孔区(9)包括钻孔机(91)、钻孔送样桁架(92)和送样装置(93),钻孔机(91)设置在钻孔送样桁架(92)的前端,送样装置(93)安装在钻孔送样桁架(92)内,沿钻孔送样桁架(92)运动;所述中转桁架(71)和钻孔送样桁架(92)均为矩形结构,包括对称设置的面板(711)和安装架(712),安装架(712)安装在面板(711)上侧;所述的中转装置(72)和送样装置(93)均包括水平运动组件、垂直运动组件和夹持组件,垂直运动组件包括第五驱动电机(725)、立杆(726)和第二驱动齿轮(724),第五驱动电机(725)安装在安装架(712)上,与第二驱动齿轮(724)连接,第二驱动齿轮(724)与设置在立杆(726)上的第二导向齿条(7261)相互啮合;水平运动组件包括第一驱动齿轮(723)、第四驱动电机(727)、安装在安装架(712)上的第一导向齿条(721)和第一导轨(722),第一导轨(722)对称安装在第一导向齿条(721)的两侧,第一驱动齿轮(723)与第一导向齿条(721)相互啮合,第四驱动电机(727)安装在立杆(726)上,且与第一驱动齿轮(723)连接;夹持组件设置在立杆(726)的下方,对待加工刹车片(15)进行夹持。
3.根据权利要求1所述的一种鼓式刹车片自动加工生产线,其特征在于:所述的钻孔中转机(8)包括机架(81),以及安装在机架(81)顶板上的定位气缸(82)、平移气缸(83)、固定台(84)和中转机定位柱(85),平移气缸(83)安装在机架顶板上,平移气缸的活塞杆与固定台(84)连接,固定台(84)通过导向滑轨安装在平移气缸的上侧,所述中转机定位柱(85)设置在固定台(84)的一端,定位气缸(82)安装在固定台(84)的另一端,通过定位气缸(82)与中转机定位柱(85)对待加工刹车片(15)进行定位。
4.根据权利要求1所述的一种鼓式刹车片自动加工生产线,其特征在于:所述的自动收料装置(10)包括收料流道(101)、收料架(102)、驱动马达(103)和防倒块(104),收料流道(101)对称设置在收料架(102)的上面板上,通过驱动马达(103)驱动收料流道(101)上的链条转动,防倒块(104)设置在收料流道(101)的一端。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010935936.9A CN112157549B (zh) | 2020-09-08 | 2020-09-08 | 一种鼓式刹车片自动加工生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010935936.9A CN112157549B (zh) | 2020-09-08 | 2020-09-08 | 一种鼓式刹车片自动加工生产线 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112157549A CN112157549A (zh) | 2021-01-01 |
| CN112157549B true CN112157549B (zh) | 2022-02-11 |
Family
ID=73859245
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010935936.9A Active CN112157549B (zh) | 2020-09-08 | 2020-09-08 | 一种鼓式刹车片自动加工生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112157549B (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113798859B (zh) * | 2021-11-02 | 2022-09-02 | 深圳市日昭自动化设备有限公司 | 一种基于压铸后零件处理的自动化设备 |
| CN114932415A (zh) * | 2022-04-07 | 2022-08-23 | 宁国市德智自动化设备有限公司 | 一种用于汽车刹车片铆钉孔的钻孔装置及切削方法 |
| CN114986338B (zh) * | 2022-06-20 | 2024-02-13 | 枣阳市华联摩擦材料有限公司 | 一种刹车片生产线 |
| CN117774146B (zh) * | 2024-02-28 | 2024-05-03 | 成都优拓优联科技有限公司 | 一种cnc铣削加工碳陶制动盘的装置及方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN203372813U (zh) * | 2013-07-10 | 2014-01-01 | 苏州机翊得自动化设备有限公司 | 一种卸料装置 |
| CN204036013U (zh) * | 2014-03-12 | 2014-12-24 | 郑州白云实业有限公司 | 刹车片连线自动设备 |
| CN105364499A (zh) * | 2015-09-01 | 2016-03-02 | 湖北德宜智精密机械有限公司 | 流水线式汽车鼓式刹车片柔性后加工装置 |
| DE102016115819A1 (de) * | 2016-08-25 | 2018-03-01 | Ecoroll Ag Werkzeugtechnik | Bremsscheiben-Werkzeug zum Bearbeiten eines Bremsscheiben-Rohlings, Bremsscheiben-Herstellanlage und Verfahren zum Herstellen einer Bremsscheibe |
| CN207174752U (zh) * | 2017-09-11 | 2018-04-03 | 杭州亚太智能装备有限公司 | 一种制动盘双线自动化生产单元 |
| CN109605188B (zh) * | 2018-12-07 | 2020-08-04 | 浙江大学台州研究院 | 基于桁架机械手的曲轴柔性自动化生产线 |
| CN110153722B (zh) * | 2019-06-11 | 2021-02-26 | 安徽艾德河汽车部件有限公司 | 一种汽车制动盘自动加工设备 |
| CN110921285A (zh) * | 2019-11-08 | 2020-03-27 | 沈洁 | 一种薄片工件推送上料机构 |
-
2020
- 2020-09-08 CN CN202010935936.9A patent/CN112157549B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN112157549A (zh) | 2021-01-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112157549B (zh) | 一种鼓式刹车片自动加工生产线 | |
| CN110170752B (zh) | 一种激光切割设备 | |
| CN210334788U (zh) | 一种激光切割设备 | |
| CN105345274A (zh) | 一种导光板加工装备 | |
| CN112658510A (zh) | 一种适用于各种管材的激光切管机上料装置及其工作方法 | |
| CN110745531A (zh) | 一种自动摆盘机 | |
| CN112276590A (zh) | 一种交叉杆全自动焊接系统及生产线 | |
| CN211733113U (zh) | 用于地板胶合线的木板上料装置 | |
| CN108262632B (zh) | 棒料自动上下料系统 | |
| CN116275722A (zh) | 一种型钢拱架自动生产线 | |
| CN111070349A (zh) | 一种饰面板的自动刮纸流水线 | |
| CN113510308A (zh) | 一种多角度自动锯切线 | |
| CN217650400U (zh) | 龙门自动搬运机构 | |
| CN212977194U (zh) | 一种激光切割机的上料装置 | |
| KR100476327B1 (ko) | 와이어패드 절곡장치 | |
| CN212241307U (zh) | 一种板材传输设备 | |
| CN114433606B (zh) | 一种危废物桶的送料装置 | |
| CN213335557U (zh) | 窑炉用沉降装车设备 | |
| CN216638098U (zh) | 数控加工中心用红外镜头自动上下料装置 | |
| CN220838285U (zh) | 转向器齿条双面攻丝机床 | |
| CN216541094U (zh) | 自动剪板机 | |
| CN109249085A (zh) | 建筑铝模板自动化下料生产线立式省空间毛坯料进给机构 | |
| CN221089705U (zh) | 一种模压机用稳定上料机构 | |
| CN213646035U (zh) | 一种转盘式铣台 | |
| CN219379479U (zh) | 一种型钢拱架自动生产线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20240904 Address after: 230000 b-1018, Woye Garden commercial office building, 81 Ganquan Road, Shushan District, Hefei City, Anhui Province Patentee after: HEFEI WISDOM DRAGON MACHINERY DESIGN Co.,Ltd. Country or region after: China Address before: 523808 No.3, Daxue Road, Songshanhu District, Dongguan City, Guangdong Province Patentee before: DONGGUAN POLYTECHNIC Country or region before: China |