CN111889807A - 一种切割机自动送料控制系统 - Google Patents
一种切割机自动送料控制系统 Download PDFInfo
- Publication number
- CN111889807A CN111889807A CN202010776337.7A CN202010776337A CN111889807A CN 111889807 A CN111889807 A CN 111889807A CN 202010776337 A CN202010776337 A CN 202010776337A CN 111889807 A CN111889807 A CN 111889807A
- Authority
- CN
- China
- Prior art keywords
- cutting
- detection device
- electrically connected
- cutting machine
- wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D79/00—Methods, machines, or devices not covered elsewhere, for working metal by removal of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B5/00—Cleaning by methods involving the use of air flow or gas flow
- B08B5/04—Cleaning by suction, with or without auxiliary action
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/0042—Devices for removing chips
- B23Q11/0046—Devices for removing chips by sucking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/12—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring vibration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
- B23Q3/08—Work-clamping means other than mechanically-actuated
- B23Q3/082—Work-clamping means other than mechanically-actuated hydraulically actuated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q7/00—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Crushing And Pulverization Processes (AREA)
Abstract
本发明公开了一种切割机自动送料控制系统,一包括人机互动屏,所述人机互动屏通过导线与PLC控制器之间为电性连接,且PLC控制器通过导线与物料传送装置之间为电性连接,所述PLC控制器通过导线与物料夹持装置之间为电性连接,且PLC控制器通过导线与物料切割装置之间为电性连接。该切割机自动送料控制系统设置有物料切割装置,通过红外距离传感器能够有效的检测物料与切割机之间的间距,直至将物料运输至合适的位置,通过扬声器提醒操作人员,保证切割机切割物料的精准性,而吸尘风机能够有效的收集废屑,能够高效的处理废屑,避免废屑影响切割机处理废料的高效性。
Description
技术领域
本发明涉及切割机技术领域,具体为一种切割机自动送料控制系统。
背景技术
随着现代机械加工业地发展,对切割的质量、精度要求的不断提高,对提高生产效率、降低生产成本、具有高智能化的自动切割功能的要求也在提升。数控切割机的发展必须要适应现代机械加工业发展的要求。切割机分为火焰切割机、等离子切割机、激光切割机、水切割等。激光切割机为效率最快,切割精度最高,切割厚度一般较小。等离子切割机切割速度也很快,切割面有一定的斜度。火焰切割机针对于厚度较大的碳钢材质。激光切割机为效率最快,切割精度最高,切割厚度一般较小。
现有的切割机在使用过程中,通常为人工送料,存在搬运不便的缺陷。
发明内容
本发明的目的在于提供一种切割机自动送料控制系统,以解决上述背景技术中提出现有的切割机在使用过程中,通常为人工送料,存在搬运不便的缺陷。
为实现上述目的,本发明提供如下技术方案:一种切割机自动送料控制系统,包括人机互动屏,所述人机互动屏通过导线与PLC控制器之间为电性连接,且PLC控制器通过导线与物料传送装置之间为电性连接,所述PLC控制器通过导线与物料夹持装置之间为电性连接,且PLC控制器通过导线与物料切割装置之间为电性连接。
优选的,所述物料传送装置包括称重模块、预警模块、直线丝杆电机和位移传感器,所述称重模块通过导线与预警模块之间为电性连接,所述称重模块通过导线与直线丝杆电机之间为电性连接,且直线丝杆电机通过导线与位移传感器之间为电性连接。
优选的,所述称重模块通过导线与预警模块和直线丝杆电机构成并联电性连接,且直线丝杆电机通过导线与位移传感器之间构成串联电性连接。
优选的,所述物料夹持装置包括油泵、控制阀、液压油缸、压力检测模块和继电器,所述油泵通过导线与控制阀为电性连接,且控制阀通过导线与液压油缸之间为电性连接,所述液压油缸通过导线与压力检测模块之间为电性连接,且压力检测模块通过导线与继电器之间为电性连接,并且继电器通过导线与油泵之间为电性连接。
优选的,所述油泵、控制阀、液压油缸、压力检测模块和继电器五者依次通过导线构成串联电性连接。
优选的,所述物料切割装置包括红外距离传感器、扬声器、切割机和吸尘风机,所述红外距离传感器通过导线与扬声器为电性连接,所述红外距离传感器通过导线与切割机之间为电性连接,且切割机通过导线与吸尘风机之间为电性连接。
优选的,所述红外距离传感器通过导线与扬声器和切割机构成并联电性连接,且切割机通过导线与吸尘风机构成串联电性连接。
优选的,所述PLC控制器还通过导线连接检测装置,所述检测装置包括:
底座;
传送带,所述传送带设置带底座上;
检测器件,所述检测器件设置在底座上,用于检测切割后的物料信息,所述切割后的物料信息包括:物料尺寸信息、物料表面质量;
液压缸,所述液压缸设置在底座上与检测器件电性连接,所述液压缸设置在传送带的一侧;
收集框,所述收集框设置在所述底座上,且位于传送带的远离液压缸的一侧;
驱动装置,所述驱动装置设置在底座上,所述驱动装置的输出端与传送带的主动轮固定连接,所述驱动装置包括:
驱动电机,所述驱动电机设置在底座上,与底座固定连接;
驱动杆,所述驱动杆设置在驱动电机输出端,所述驱动杆一端与驱动电机输出端固定连接;
支撑杆,所述支撑杆设置在驱动杆上,与所述驱动杆通过轴承转动连接,所述支撑杆与所述驱动杆垂直设置;
第一转动杆,所述第一转动杆设置在所述驱动杆的另一端,所述第一转动杆的一端与所述驱动杆固定连接;
连接杆,所述连接杆设置在第一转动杆上,所述连接杆一端通过轴承与所述第一转动杆转动连接;
第二转动杆,所述第二转动杆设置在连接杆另一端,与所述连接杆通过轴承转动连接,所述第二转动杆一端设置第一凹槽,中间设置第二凹槽;
传动轴,所述传动轴设置在支撑杆上,所述传动轴的一端与传送带的主动轮固定连接,所述传动轴的一端与驱动装置的输出端固定连接,所述传动轴穿过第二转动杆上的第二凹槽,所述第二凹槽在传动轴上滑动连接;
转盘,所述转盘设置在传动轴上,所述转盘与传动轴固定连接;
第三转动杆,所述第三转动杆一端设置在转盘边沿,与所述转盘固定连接,所述转盘沿着圆周均匀设置若第三转动杆;
凸块,所述凸块设置在第三转动杆另一端,与所述第三转动杆固定连接,所述凸块与所述第一凹槽对应设置,所述凸块能够在第一凹槽内滑动。
优选的,所述物料切割装置连接有自动报警装置,所述自动报警装置包括:
控制器,报警器;
第一检测装置,用于检测物料切割装置的切割刀片的转速;
第二检测装置,用于检测物料切割装置的切割刀片的切割深度;
第三检测装置,用于检测物料厚度;
所述控制器与报警器、第一检测装置、第二检测装置、第三检测装置电连接,控制器基于第一检测装置、第二检测装置、第三检测装置检测值控制报警器报警,包括以下步骤:
步骤1,根据第一检测装置、第三检测装置检测值及公式(1)计算目标切割速度v;

其中n为所述第一检测装置检测的切割刀片转速,π为圆周率取π=3.14,d为物料切割装置的切割刀片的半径,a为第三检测装置检测的物料厚度;
步骤2.根据第二检测装置及公式(2)计算出切割刀片的振动频率f;

其中h为第二检测装置检测的所述切割深度,d为物料切割装置的切割刀片的半径,E为物料切割装置带动切割刀片的弹性模量,ρ为物料切割装置的切割刀片的密度,λ为物料切割装置的切割刀片的泊松比,v为物料切割装置的目标切割速度,v0为物料切割装置的预设切割速度基准值;
步骤3.控制器将所述振动频率与预设危险频率范围进行比较,当振动频率在危险频率范围内时,控制器控制报警器报警。
与现有技术相比,本发明的有益效果如下:
1、本发明设置有物料传送装置,通过称重模块能够有效的为物料提供称重处理,物料超出预警模块预设重量,预警模块发出报警,将预警信息传递至操作人员,停止直线丝杆电机,避免物料重量超出直线丝杆电机的运输性能,导致直线丝杆电机机械能损耗过度,以及通过直线丝杆电机能够有效的为物料提供运输处理,能够有效的提高物料搬运的便利性,而位移传感器能够有效的测量物料的移动距离,为操作人员提供精准的运输距离,从而能够有效的物料运输的精准性;
2、本发明设置有物料夹持装置,在油泵的作用下,能够有效的为液压油缸提供充足的液压,液压油缸能够有效的为物料提供稳定的夹持力,从而能够有效的限制物料的位置,避免物料产生偏斜,能够有效的保证物料切割的高效性,而控制阀能够有效的控制液压,能够有效的控制液压油缸产生的夹持力,压力检测模块能够有效的检测液压油缸与物料之间产生的压力,压力超出压力检测模块预设的压力标准,通过继电器控制油泵的开关,从而能够有效的保证物料固定的稳定性;
3、本发明设置有物料切割装置,通过红外距离传感器能够有效的检测物料与切割机之间的间距,直至将物料运输至合适的位置,通过扬声器提醒操作人员,保证切割机切割物料的精准性,而吸尘风机能够有效的收集废屑,能够高效的处理废屑,避免废屑影响切割机处理废料的高效性。
4、本发明通过设置检测装置,可以自动检验不合格产品,并自动剔除,防止不合格品进入下道工序。
5、本发明通过设置机自动报警装置,可以自动调节切割刀片的切割速度,同时能够检验切割刀片的振动频率,防止产生共振现象,影响切割精度。
附图说明
图1为本发明主视结构示意图;
图2为本发明物料传送装置的结构示意图;
图3为本发明物料夹持装置的结构示意图;
图4为本发明物料切割装置的结构示意图;
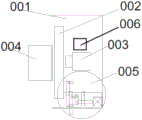
图5为本发明检测装置俯视结构示意图;
图6为本发明驱动装置的俯视结构示意图;
图7为本发明驱动装置的侧视结构示意图。
图中:1、人机互动屏;2、PLC控制器;3、物料传送装置;301、称重模块;302、预警模块;303、直线丝杆电机;304、位移传感器;4、物料夹持装置;401、油泵;402、控制阀;403、液压油缸;404、压力检测模块;405、继电器;5、物料切割装置;501、红外距离传感器;502、扬声器;503、切割机;504、吸尘风机;001、底座;002、传送带;003、液压缸;004、收集框;005、驱动装置;006、检测器件;5001、驱动电机;5002、传动轴;5003、支撑杆;5004、凸块;5005、转盘;5006、连接杆;5007、第二转动杆;5008、第一转动杆;5009、驱动杆;5010、第三转动杆;5011、第一凹槽;5012、第二凹槽。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-4,本发明提供一种技术方案:一种切割机自动送料控制系统,包括人机互动屏1,人机互动屏1通过导线与PLC控制器2之间为电性连接,且PLC控制器2通过导线与物料传送装置3之间为电性连接,物料传送装置3包括称重模块301、预警模块302、直线丝杆电机303和位移传感器304,称重模块301通过导线与预警模块302之间为电性连接,称重模块301通过导线与直线丝杆电机303之间为电性连接,且直线丝杆电机303通过导线与位移传感器304之间为电性连接,称重模块301通过导线与预警模块302和直线丝杆电机303构成并联电性连接,且直线丝杆电机303通过导线与位移传感器304之间构成串联电性连接,通过称重模块301能够有效的为物料提供称重处理,物料超出预警模块302预设重量,预警模块302发出报警,将预警信息传递至操作人员,停止直线丝杆电机303,避免物料重量超出直线丝杆电机303的运输性能,导致直线丝杆电机303机械能损耗过度,以及通过直线丝杆电机303能够有效的为物料提供运输处理,能够有效的提高物料搬运的便利性,而位移传感器304能够有效的测量物料的移动距离,为操作人员提供精准的运输距离,从而能够有效的物料运输的精准性;
物料传送装置3通过导线与物料夹持装置4之间为电性连接,且物料夹持装置4通过导线与物料切割装置5之间为电性连接,所述物料夹持装置4包括油泵401、控制阀402、液压油缸403、压力检测模块404和继电器405,所述油泵401通过导线与控制阀402为电性连接,且控制阀402通过导线与液压油缸403之间为电性连接,所述液压油缸403通过导线与压力检测模块404之间为电性连接,且压力检测模块404通过导线与继电器405之间为电性连接,并且继电器405通过导线与油泵401之间为电性连接,油泵401、控制阀402、液压油缸403、压力检测模块404和继电器405五者依次通过导线构成串联电性连接,在油泵401的作用下,能够有效的为液压油缸403提供充足的液压,液压油缸403能够有效的为物料提供稳定的夹持力,从而能够有效的限制物料的位置,避免物料产生偏斜,能够有效的保证物料切割的高效性,而控制阀402能够有效的控制液压,能够有效的控制液压油缸403产生的夹持力,压力检测模块404能够有效的检测液压油缸403与物料之间产生的压力,压力超出压力检测模块404预设的压力标准,通过继电器405控制油泵401的开关,从而能够有效的保证物料固定的稳定性;
物料切割装置5包括红外距离传感器501、扬声器502、切割机503和吸尘风机504,红外距离传感器501通过导线与扬声器502为电性连接,红外距离传感器501通过导线与切割机503之间为电性连接,且切割机503通过导线与吸尘风机504之间为电性连接,红外距离传感器501通过导线与扬声器502和切割机503构成并联电性连接,且切割机503通过导线与吸尘风机504构成串联电性连接,通过红外距离传感器501能够有效的检测物料与切割机503之间的间距,直至将物料运输至合适的位置,此时,通过扬声器502提醒操作人员,保证切割机503切割物料的精准性,而吸尘风机504能够有效的收集废屑,能够高效的处理废屑,避免废屑影响切割机503处理废料的高效性。
工作原理:在使用该切割机自动送料控制系统时,首先,通过称重模块301能够有效的为物料提供称重处理,物料超出预警模块302预设重量,预警模块302发出报警,将预警信息传递至操作人员,停止直线丝杆电机303,以及通过直线丝杆电机303能够有效的为物料提供运输处理,直至将物料运输至合适的距离,其次,通过红外距离传感器501能够有效的检测物料与切割机503之间的间距,直至将物料运输至合适的位置,此时,通过扬声器502提醒操作人员,保证切割机503切割物料的精准性,接着,油泵401为液压油缸403提供充足的液压,液压油缸403能够有效的为物料提供稳定的夹持力,从而能够有效的限制物料的位置,而控制阀402能够有效的控制液压,能够有效的控制液压油缸403产生的夹持力,压力超出压力检测模块404预设的压力标准,通过继电器405控制油泵401的开关,从而能够有效的保证物料固定的稳定性;然后,吸尘风机504能够有效的收集废屑,能够高效的处理废屑,避免废屑影响切割机503处理废料的高效性,这就是该切割机自动送料控制系统的工作原理。
在一个实施例中,所述PLC控制器2还通过导线连接检测装置,所述检测装置包括:
底座001;
传送带002,所述传送带002设置带底座001上;
检测器件006,所述检测器件006设置在底座001上,用于检测切割后的物料信息,所述切割后的物料信息包括:物料尺寸信息、物料表面质量;
液压缸003,所述液压缸003设置在底座001上与检测器件006电性连接,所述液压缸003设置在传送带002的一侧;
收集框004,所述收集框004设置在所述底座001上,且位于传送带002的远离液压缸003的一侧;
驱动装置005,所述驱动装置005设置在底座001上,所述驱动装置005的输出端与传送带002的主动轮固定连接,所述驱动装置005包括:
驱动电机5001,所述驱动电机5001设置在底座001上,与底座001固定连接;
驱动杆5009,所述驱动杆5009设置在驱动电机5001输出端,所述驱动杆5009一端与驱动电机5001输出端固定连接;
支撑杆5003,所述支撑杆5003设置在驱动杆5009上,与所述驱动杆5009通过轴承转动连接,所述支撑杆5003与所述驱动杆5009垂直设置;
第一转动杆5008,所述第一转动杆5008设置在所述驱动杆5009的另一端,所述第一转动杆5008的一端与所述驱动杆5009固定连接;
连接杆5006,所述连接杆5006设置在第一转动杆5008上,所述连接杆5006一端通过轴承与所述第一转动杆5008转动连接;
第二转动杆5007,所述第二转动杆5007设置在连接杆5006另一端,与所述连接杆5006通过轴承转动连接,所述第二转动杆5007一端设置第一凹槽5011,中间设置第二凹槽5012;
传动轴5002,所述传动轴5002设置在支撑杆5003上,所述传动轴5002通过轴承与支撑杆5003转动连接,所述传动轴5002的一端与传送带002的主动轮固定连接,所述传动轴5002穿过第二转动杆5007上的第二凹槽5012,所述第二凹槽5012在传动轴5002上滑动连接;
转盘5005,所述转盘5005设置在传动轴5002上,所述转盘5005与传动轴5002固定连接;
第三转动杆5010,所述第三转动杆5010一端设置在转盘5005边沿,与所述转盘5005固定连接,所述转盘5005沿着圆周均匀设置若第三转动杆5010;
凸块5004,所述凸块5004设置在第三转动杆5010另一端,与所述第三转动杆5010固定连接,所述凸块5004与所述第一凹槽5011对应设置,所述凸块5004能够在第一凹槽5011内滑动。
上述技术方案的工作原理及有益效果为,使用该装置时,将切割好的物料放在传送带002上,驱动装置005的驱动电机5001带动驱动杆5009转动,驱动杆5009带动第一转动杆5008转动,第一转动杆5008带动连接杆5006以驱动杆5009为圆心转动,连接杆5006带动第二转动杆5007转动,同时第二转动杆5007上第二凹槽5012沿着传动轴5002滑动,当第二转动杆5007上的第一凹槽5011运动到第三转动杆5010位置时,第一凹槽5011进入凸块外侧,第一凹槽5011与凸块5004卡合,这时第二转动杆5007带动第三转动杆5010转动,第三转动杆5010带动转盘5005转动,转盘5005带动传动轴5002转动,传动轴5002带动传送带002的传动轮转动,传送带002将切割好的物料传送至检测器件006,前,这时第二转动杆5007上的第一凹槽5011与第三转动杆5010上的凸块5004脱离卡合,第三转动杆5010停止转动,传送带002也停止传送,这时检测器件006,对切割好的物料进行检测,当检验不合格时,液压缸003工作将不合格品顶到收集框004内,检验完毕后,第二转动杆5007上的第一凹槽5011运动至下一个第三转动杆5010的凸块5004卡合,在一次带动传送带002转动,下一个切割好的物料被传送至检测器件006,前,这样对切割好的物料进行了检验,防止不合格品流入下道工序,驱动装置005设置为间歇传动,可以给检测器件006,一个检验时间给液压缸003一个工作时间,使整个检验流程更加流畅,提高工作效率。
在一个实施例中,所述物料切割装置连接有自动报警装置,所述自动报警装置包括:
控制器,报警器;
第一检测装置,用于检测物料切割装置的切割刀片的转速;
第二检测装置,用于检测物料切割装置的切割刀片的切割深度;
第三检测装置,用于检测物料厚度;
所述控制器与报警器、第一检测装置、第二检测装置、第三检测装置电连接,控制器基于第一检测装置、第二检测装置、第三检测装置检测值控制报警器报警,包括以下步骤:
步骤1,根据第一检测装置、第三检测装置检测值及公式(1)计算目标切割速度v;

其中n为所述第一检测装置检测的切割刀片转速,π为圆周率取π=3.14,d为物料切割装置的切割刀片的半径,a为第三检测装置检测的物料厚度;
步骤2.根据第二检测装置及公式(2)计算出切割刀片的振动频率f;

其中h为第二检测装置检测的所述切割深度,d为物料切割装置的切割刀片的半径,E为物料切割装置带动切割刀片的弹性模量,ρ为物料切割装置的切割刀片的密度,λ为物料切割装置的切割刀片的泊松比,v为物料切割装置的目标切割速度,v0为物料切割装置的预设切割速度基准值;
步骤3.控制器将所述振动频率与预设危险频率范围进行比较,当振动频率在危险频率范围内时,控制器控制报警器报警。
上述技术方案的工作原理及有益效果为,根据第一检测装置、第三检测装置检测值及公式(1)计算目标切割速度,这样可以根据物料厚度的不同调整不同的切割速度,提高工作效率,切割的同时根据第二检测装置及公式(2)计算出切割刀片的振动频率,当检测到振动频率在预设危险频率范围内时,会发生共振现象,影响切割精度,这时控制器控制报警器报警,工作人员可以调整转速来避免共振现象的发生,提高切割装置的切割精度。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (9)
1.一种切割机自动送料控制系统,包括人机互动屏(1),其特征在于:所述人机互动屏(1)通过导线与PLC控制器(2)之间为电性连接,且PLC控制器(2)通过导线与物料传送装置(3)之间为电性连接,所述PLC控制器(2)通过导线与物料夹持装置(4)之间为电性连接,且PLC控制器(2)通过导线与物料切割装置(5)之间为电性连接。
2.根据权利要求1所述的一种切割机自动送料控制系统,其特征在于:所述物料传送装置(3)包括称重模块(301)、预警模块(302)、直线丝杆电机(303)和位移传感器(304),所述称重模块(301)通过导线与预警模块(302)之间为电性连接,所述称重模块(301)通过导线与直线丝杆电机(303)之间为电性连接,且直线丝杆电机(303)通过导线与位移传感器(304)之间为电性连接。
3.根据权利要求2所述的一种切割机自动送料控制系统,其特征在于:所述称重模块(301)通过导线与预警模块(302)和直线丝杆电机(303)构成并联电性连接,且直线丝杆电机(303)通过导线与位移传感器(304)之间构成串联电性连接。
4.根据权利要求1所述的一种切割机自动送料控制系统,其特征在于:所述物料夹持装置(4)包括油泵(401)、控制阀(402)、液压油缸(403)、压力检测模块(404)和继电器(405),所述油泵(401)通过导线与控制阀(402)为电性连接,且控制阀(402)通过导线与液压油缸(403)之间为电性连接,所述液压油缸(403)通过导线与压力检测模块(404)之间为电性连接,且压力检测模块(404)通过导线与继电器(405)之间为电性连接,并且继电器(405)通过导线与油泵(401)之间为电性连接。
5.根据权利要求4所述的一种切割机自动送料控制系统,其特征在于:所述油泵(401)、控制阀(402)、液压油缸(403)、压力检测模块(404)和继电器(405)五者依次通过导线构成串联电性连接。
6.根据权利要求1所述的一种切割机自动送料控制系统,其特征在于:所述物料切割装置(5)包括红外距离传感器(501)、扬声器(502)、切割机(503)和吸尘风机(504),所述红外距离传感器(501)通过导线与扬声器(502)为电性连接,所述红外距离传感器(501)通过导线与切割机(503)之间为电性连接,且切割机(503)通过导线与吸尘风机(504)之间为电性连接,所述切割机(503)输出端固定连接切割刀片。
7.根据权利要求6所述的一种切割机自动送料控制系统,其特征在于:所述红外距离传感器(501)通过导线与扬声器(502)和切割机(503)构成并联电性连接,且切割机(503)通过导线与吸尘风机(504)构成串联电性连接。
8.根据权利要求1所述的一种切割机自动送料控制系统,其特征在于:所述PLC控制器(2)还通过导线连接检测装置,所述检测装置包括:
底座(001);
传送带(002),所述传送带(002)设置带底座(001)上;
检测器件(006),所述检测器件(006)设置在底座(001)上,用于检测切割后的物料信息,所述切割后的物料信息包括:物料尺寸信息、物料表面质量;
液压缸(003),所述液压缸(003)设置在底座(001)上与检测器件(006)电性连接,所述液压缸(003)设置在传送带(002)的一侧;
收集框(004),所述收集框(004)设置在所述底座(001)上,且位于传送带(002)的远离液压缸(003)的一侧;
驱动装置(005),所述驱动装置(005)设置在底座(001)上,所述驱动装置(005)的输出端与传送带(002)的主动轮固定连接,所述驱动装置(005)包括:
驱动电机(5001),所述驱动电机(5001)设置在底座(001)上,与底座(001)固定连接;
驱动杆(5009),所述驱动杆(5009)设置在驱动电机(5001)输出端,所述驱动杆(5009)一端与驱动电机(5001)输出端固定连接;
支撑杆(5003),所述支撑杆(5003)设置在驱动杆(5009)上,与所述驱动杆(5009)通过轴承转动连接,所述支撑杆(5003)与所述驱动杆(5009)垂直设置;
第一转动杆(5008),所述第一转动杆(5008)设置在所述驱动杆(5009)的另一端,所述第一转动杆(5008)的一端与所述驱动杆(5009)固定连接;
连接杆(5006),所述连接杆(5006)设置在第一转动杆(5008)上,所述连接杆(5006)一端通过轴承与所述第一转动杆(5008)转动连接;
第二转动杆(5007),所述第二转动杆(5007)设置在连接杆(5006)另一端,与所述连接杆(5006)通过轴承转动连接,所述第二转动杆(5007)一端设置第一凹槽(5011),中间设置第二凹槽(5012);
传动轴(5002),所述传动轴(5002)设置在支撑杆(5003)上,所述传动轴(5002)通过轴承与支撑杆(5003)转动连接,所述传动轴(5002)的一端与传送带(002)的主动轮固定连接,所述传动轴(5002)穿过第二转动杆(5007)上的第二凹槽(5012),所述第二凹槽(5012)在传动轴(5002)上滑动连接;
转盘(5005),所述转盘(5005)设置在传动轴(5002)上,所述转盘(5005)与传动轴(5002)固定连接;
第三转动杆(5010),所述第三转动杆(5010)一端设置在转盘(5005)边沿,与所述转盘(5005)固定连接,所述转盘(5005)沿着圆周均匀设置若第三转动杆(5010);
凸块(5004),所述凸块(5004)设置在第三转动杆(5010)另一端,与所述第三转动杆(5010)固定连接,所述凸块(5004)与所述第一凹槽(5011)对应设置,所述凸块(5004)能够在第一凹槽(5011)内滑动。
9.根据权利要求1所述的一种切割机自动送料控制系统,其特征在于:所述物料切割装置连接有自动报警装置,所述自动报警装置包括:
控制器,报警器;
第一检测装置,用于检测物料切割装置的切割刀片的转速;
第二检测装置,用于检测物料切割装置的切割刀片的切割深度;
第三检测装置,用于检测物料厚度;
所述控制器与报警器、第一检测装置、第二检测装置、第三检测装置电连接,控制器基于第一检测装置、第二检测装置、第三检测装置检测值控制报警器报警,包括以下步骤:
步骤1,根据第一检测装置、第三检测装置检测值及公式(1)计算目标切割速度v;

其中n为所述第一检测装置检测的切割刀片转速,π为圆周率取π=3.14,d为物料切割装置的切割刀片的半径,a为第三检测装置检测的物料厚度;
步骤2.根据第二检测装置及公式(2)计算出切割刀片的振动频率f;

其中h为第二检测装置检测的所述切割深度,d为物料切割装置的切割刀片的半径,E为物料切割装置带动切割刀片的弹性模量,ρ为物料切割装置的切割刀片的密度,λ为物料切割装置的切割刀片的泊松比,v为物料切割装置的目标切割速度,v0为物料切割装置的预设切割速度基准值;
步骤3.控制器将所述振动频率与预设危险频率范围进行比较,当振动频率在危险频率范围内时,控制器控制报警器报警。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010776337.7A CN111889807A (zh) | 2020-08-05 | 2020-08-05 | 一种切割机自动送料控制系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010776337.7A CN111889807A (zh) | 2020-08-05 | 2020-08-05 | 一种切割机自动送料控制系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111889807A true CN111889807A (zh) | 2020-11-06 |
Family
ID=73245833
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010776337.7A Withdrawn CN111889807A (zh) | 2020-08-05 | 2020-08-05 | 一种切割机自动送料控制系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111889807A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113588053A (zh) * | 2021-09-03 | 2021-11-02 | 甘肃旭康材料科技有限公司 | 玻璃出料量检测系统与玻璃生产系统 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03281116A (ja) * | 1990-03-27 | 1991-12-11 | Futagawa:Kk | 空調ダクト用金属板の切断装置 |
| CN203900627U (zh) * | 2014-06-09 | 2014-10-29 | 昆山市陆新物资材料有限公司 | 铝板切断通报装置 |
| CN204248100U (zh) * | 2014-11-06 | 2015-04-08 | 兴化市三诚精密锻造有限公司 | 一种立式带锯床 |
| CN207774262U (zh) * | 2018-01-24 | 2018-08-28 | 张家口恒泰集成房屋有限公司 | 岩棉送料装置 |
| CN208208896U (zh) * | 2018-06-19 | 2018-12-07 | 南通理工学院 | 一种电瓶车应急宝电池组装的装置 |
| CN208495980U (zh) * | 2018-07-17 | 2019-02-15 | 福州市闽川科技有限公司 | 一种铜排尺寸高效切割装置 |
| CN110192160A (zh) * | 2017-01-26 | 2019-08-30 | 豪迈面板分割科技有限公司 | 运行工件加工设备的方法以及工件加工设备 |
| CN211135719U (zh) * | 2019-11-04 | 2020-07-31 | 泰州市亚泰机具厂 | 一种器具加工用圆管分段切割装置 |
-
2020
- 2020-08-05 CN CN202010776337.7A patent/CN111889807A/zh not_active Withdrawn
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03281116A (ja) * | 1990-03-27 | 1991-12-11 | Futagawa:Kk | 空調ダクト用金属板の切断装置 |
| CN203900627U (zh) * | 2014-06-09 | 2014-10-29 | 昆山市陆新物资材料有限公司 | 铝板切断通报装置 |
| CN204248100U (zh) * | 2014-11-06 | 2015-04-08 | 兴化市三诚精密锻造有限公司 | 一种立式带锯床 |
| CN110192160A (zh) * | 2017-01-26 | 2019-08-30 | 豪迈面板分割科技有限公司 | 运行工件加工设备的方法以及工件加工设备 |
| CN207774262U (zh) * | 2018-01-24 | 2018-08-28 | 张家口恒泰集成房屋有限公司 | 岩棉送料装置 |
| CN208208896U (zh) * | 2018-06-19 | 2018-12-07 | 南通理工学院 | 一种电瓶车应急宝电池组装的装置 |
| CN208495980U (zh) * | 2018-07-17 | 2019-02-15 | 福州市闽川科技有限公司 | 一种铜排尺寸高效切割装置 |
| CN211135719U (zh) * | 2019-11-04 | 2020-07-31 | 泰州市亚泰机具厂 | 一种器具加工用圆管分段切割装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113588053A (zh) * | 2021-09-03 | 2021-11-02 | 甘肃旭康材料科技有限公司 | 玻璃出料量检测系统与玻璃生产系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018014464A1 (zh) | 数控高速截断锯 | |
| CN203100687U (zh) | 铣刀自动检测设备 | |
| CN112388060B (zh) | 一种高速智能带锯床 | |
| CN210025565U (zh) | 一种具备x光金属探测功能的自动切胶机 | |
| CN217943574U (zh) | 一种可剔除不合格品的吸管切割加工设备 | |
| CN111889807A (zh) | 一种切割机自动送料控制系统 | |
| CN109702420B (zh) | 一种全自动焊齿机用分检送料装置 | |
| CN220718180U (zh) | 一种可定位固定夹持焊接的自动化焊接机器人 | |
| CN115488045A (zh) | 波纹管分拣装置及分拣方法 | |
| CN110370401A (zh) | 一种锥型圆料可自动直径定长锯断分拣加工装置 | |
| CN210389287U (zh) | 一种带测量功能的管材切割装箱设备 | |
| CN110238897A (zh) | 自动剪切管件的下料装置 | |
| CN206221521U (zh) | 轮毂轴承轴向游隙选配机 | |
| CN218964417U (zh) | 一种激光切割机用钢板支撑装置 | |
| CN216174332U (zh) | 波纹管分拣装置 | |
| CN217111840U (zh) | 一种新型的销轴压力检测装置 | |
| CN217046602U (zh) | 一种全自动立式切片机 | |
| CN217412827U (zh) | 一种带式激光随动切割设备及多头激光落料设备 | |
| CN213674245U (zh) | 一种pp-pe厚板横切机 | |
| CN210359595U (zh) | 一种双轴倒角机头 | |
| CN108792525A (zh) | 一种自动化上下料集成系统 | |
| CN210256449U (zh) | 一种切割机下料分拣装置 | |
| CN113290651A (zh) | 一种夹持式竹筒自动开片机 | |
| CN217250783U (zh) | 密炼胶片自动检测剔除杂质并收集装置 | |
| CN215588778U (zh) | 一种自动化式端面切割装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20201106 |
|
| WW01 | Invention patent application withdrawn after publication |