CN111674912B - 一种C-lens透镜加工用成品自动卸料装置 - Google Patents
一种C-lens透镜加工用成品自动卸料装置 Download PDFInfo
- Publication number
- CN111674912B CN111674912B CN202010580134.0A CN202010580134A CN111674912B CN 111674912 B CN111674912 B CN 111674912B CN 202010580134 A CN202010580134 A CN 202010580134A CN 111674912 B CN111674912 B CN 111674912B
- Authority
- CN
- China
- Prior art keywords
- sliding
- plate
- finished product
- feeding
- feeder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/901—Devices for picking-up and depositing articles or materials provided with drive systems with rectilinear movements only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/02—Devices for feeding articles or materials to conveyors
- B65G47/04—Devices for feeding articles or materials to conveyors for feeding articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/82—Rotary or reciprocating members for direct action on articles or materials, e.g. pushers, rakes, shovels
Abstract
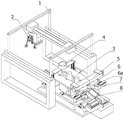
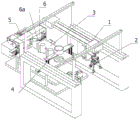
本发明涉及透镜加工设备领域,具体是涉及一种C‑lens透镜加工用成品自动卸料装置,包括有:滑动升降引导架,设置在加工设置卸料端顶部;三爪夹具,设置在滑动升降引导架竖直工作端一侧;间距进给送料器,入料端位于滑动升降引导架工作区间底部;弹性定位器,设置在间距进给送料器顶部;相向调节器,与弹性定位器输送方向垂直设置在弹性定位器出料端顶部;转轮,轴线竖直通过转轴转动设置在相向调节器底端两侧活动工作件底部;同步带驱动机构,输出端与转轮安装转轴同步传递连接;引导输送带,所述引导输送带沿间距进给送料器输送方向倾斜设置在间距进给送料器出料端,该装置能够通过机器将成品透镜从加工设备上自动卸下,工作效率和精度高。
Description
技术领域
本发明涉及透镜加工设备领域,具体是涉及一种C-lens透镜加工用成品自动卸料装置。
背景技术
C-lens在光通信无源器件中有广泛应用,C-lens透镜的两端分别为平面端和球面端,它的作用是将光纤的出射光转成平行光以及将通过光学功能件后的光波重新汇聚进入光纤传输。据统计,每年对C-lens的需求总和超过3000万个,年产值超过1亿元人民币。随着中国劳动力人口红利消失,人工费用不断上升,人工装配光纤器件的成本越来越高,国内外的光通信器件厂家更多地应用自动化设备成批量作业的方法降低生产成本。
中国专利CN201822020103.0公开了一种用于C-lens透镜加工的双面研磨设备,包括承托限位装置、下端研磨装置、上端研磨装置和给料转盘,给料转盘下方设有用以驱动旋转的给料电机,给料转盘的外壁设有多个给料治具,下端研磨装置和承托限位装置依次沿给料转盘的周向间隔分布在其周边,承托限位装置位于给料转盘的下方,上端研磨装置呈倒置设于下端研磨装置的正上方,下端研磨装置的旁侧设有夹紧装置,该夹紧装置用以对所有给料治具中,处于正对其位置的一个给料治具内的C-lens透镜进行夹紧作用。
该装置在透镜加工完成后,需由人工将成品取下在放置到传输带上,费事废料,工作效率低.
发明内容
本发明所要解决的技术问题是提供一种C-lens透镜加工用成品自动卸料装置,该技术方案解决了透镜成品加工后自动卸料的问题.
为解决上述技术问题,本发明提供以下技术方案:
一种-透镜加工用成品自动卸料装置,包括有:滑动升降引导架,设置在加工设置卸料端顶部;三爪夹具,夹口竖直朝向通过连接件设置在滑动升降引导架竖直工作端一侧;间距进给送料器,入料端位于滑动升降引导架工作区间底部;弹性定位器,定位工作端与间距进给送料器入料端同轴设置在间距进给送料器顶部;相向调节器,与弹性定位器输送方向垂直设置在弹性定位器出料端顶部;转轮,轴线竖直通过转轴转动设置在相向调节器底端两侧活动工作件底部;同步带驱动机构,所述同步带驱动机构输出端与转轮安装转轴同步传递连接;引导输送带,所述引导输送带沿间距进给送料器输送方向倾斜设置在间距进给送料器出料端,所述转轮圆周面上还设置有用于引导竖直状态的成品倾斜倒入引导输送带入料端的固定柱,所述固定柱轴线水平面高于间距进给送料器上竖直状态成品中心水平面。
优选地,滑动升降引导架包括有:底架,设置在加工设备卸料端底部两侧;立架,底端两侧通过第一立柱水平设置在底架顶部;磁耦合无杆气缸,沿加工设备卸料端径向设置在第一立柱底端;升降气缸,设置在磁耦合无杆气缸活动工作端,所述升降气缸工作端与三爪夹具固定连接。
优选地,三爪夹具包括有:单轴气缸,输出轴竖直朝向且顶端通过连接件与滑动升降引导架升降工作端固定连接;拉杆分配环,同轴设置在单轴气缸外壳上;夹爪分配环,与单轴气缸输出轴同轴固定连接,夹爪;顶端垂直设置有垂直杆,所述垂直杆一端与夹爪分配环外圆周面铰接,所述夹爪底端内侧还设置有防止夹坏成品的橡胶垫;拉杆,两端分别与拉杆分配环外圆周面和夹爪顶端铰接。
优选地,间距进给送料器包括有:第一固定底板设置在滑动升降引导架底部;滑动板,底端通过第一直线导轨与三爪夹具滑动方向相同滑动设置在第一固定底板顶端;第一直线气缸,输出端与滑动板一侧固定连接;固定顶板,底端四角通过第二立柱水平设置在第一固定底板顶端,所述固定顶板顶端还设置有用于限制成品滑动方向的限位条,所述固定顶板两侧还设置有安置槽;直角板,所述直角板通过第二直线导轨垂直第一直线导轨滑动方向滑动设置在滑动板顶端,所述直角板立板位于安置槽一侧;第二直线气缸,输出端通过连杆与直角板底板顶端转动连接;抵接板使得在直角板顶端且与限位条顶端滑动配合,所述抵接板内侧设置有用于夹紧输送成品的半圆槽。
优选地,弹性定位器包括有:第二固定底板,设置在固定顶板入料端两侧;第一连接板,所述第一连接板通过滑动销滑动设置在第二固定底板顶部;弹簧,同轴套设在滑动销上且两端分别抵接在第二固定底板顶端和第一连接板底端;定位柱,与间距进给送料器入料端同轴设置在第一连接板顶端,所述定位柱上同轴设置内径逐渐减小的定位槽,工作状态下,所述定位槽内侧底端与成品滑动配合。
优选地,相向调节器包括有:轨道架,与间距进给送料器输送方向垂直设置在间距进给送料器出料端底部;滑动块,滑动设置在轨道架底端两侧;丝杆,同轴贯穿轨道架且与滑动块螺纹贯穿拧接;摇把,同轴设置在丝杆外端。
优选地,同步带驱动机构包括有:伺服电机,输出轴通过同步带和同步带拉紧器与转轮转轴同步转动连接。
优选地,同步带拉紧器包括有:第三直线导轨,设置在间距进给送料器出料端两侧;拉紧轮,通过第二连接板垂直转动设置在第三直线导轨滑动工作端顶部;固定耳,设置在第三直线导轨外侧;拉簧,两端分别与第二连接板外侧和固定耳内侧固定连接,伺服电机输出轴通过同步带和拉紧轮与转轮转轴传动连接。
优选地,引导输送带包括有:输送道,倾斜设置在间距进给送料器出料端且所述输送道入料端与间距进给送料器出料端水平,所述输送道输送带上等间距设置有分隔板,所述输送道底端一侧设置有用于推料的落料口;双轴双杆气缸,输出端朝向落料口设置在输送道底端一侧;橡胶片,设置在双轴双杆气缸输出端。
优选地,滑动板沿滑动方向两侧设置有防止脱离第一固定底板的行程开关。
本发明与现有技术相比具有的有益效果是:
成品在加工设备上处于轴线竖直状态,在加工设备卸料端,通过滑动升降引导架工作端滑动使得三爪夹具位于成品顶部,所述滑动升降引导架工作端竖直下将,从而使得三爪夹具工作端能够夹持成品外圆周面使其脱离加工设备卸料端,然后滑动升降引导架工地端继续向间距进给送料器方向滑动,从而使得三爪夹具夹持成品移动至弹性定位器顶部,滑动升降引导架工作端竖直下降,从而使得三爪夹具夹持着成品将其在定位作用下同轴插接在间距进给送料器入料端,插接完成后所述滑动升降引导架、三爪夹具和弹性定位器工作端均复位等待下一次卸料,而间距进给送料器将轴线竖直状态的成品抵接向转轮方向移动,间距进给送料器用于使得多个成品在竖直滑动时不发生碰撞,减少次品率,成品在间距进给送料器卸料端,预先调节相向调节器,从而调节底部两侧活动工作端距离,使得成品能够通过两侧转轮间隙,而转轮圆周面上均布有沿径向的固定柱,并未所述固定柱轴线水平面高于成品中心水平面,驱动同步带驱动机构,从而使得两侧转轮向内转动时,固定柱抵接成品中心上部,使得成品倾斜落至引导输送带入料端,从而通过引导输送带引导至其他位置。
该装置能够通过机器将成品透镜从加工设备上自动卸下,工作效率和精度高。
附图说明
图1和图2为本发明在两种不同视角下的立体图;
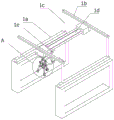
图3为本发明的滑动升降引导架和三爪夹具的立体图;
图4为图3的A处局部放大图;
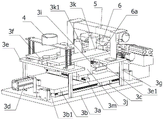
图5为本发明的间距进给送料器的立体图;
图6为本发明的间距进给送料器的侧视图;
图7为图6的B-B截面处的剖视图;
图8和图10分别为本发明的转轮、同步带驱动机构和引导输送带在两种不同视角下的立体图;
图9为图8的C处局部放大图。
图中标号为:
1、滑动升降引导架;1a、底架;1b、立架;1c、第一立柱;1d、磁耦合无杆气缸;1e、升降气缸;
2、三爪夹具;2a、单轴气缸;2b、拉杆分配环;2c、夹爪分配环;2d、夹爪;2d1、垂直杆;2e、橡胶垫;2f、拉杆;
3、间距进给送料器;3a、第一固定底板;3b、滑动板;3b1、行程开关;3c、第一直线导轨;3d、第一直线气缸;3e、固定顶板;3e1、安置槽;3f、限位条;3g、第二立柱;3h、直角板;3i、第二直线气缸;3j、连杆;3k、抵接板;3k1、半圆槽;3m、第二直线导轨;
4、弹性定位器;4a、第二固定底板;4b、第一连接板;4c、滑动销;4d、弹簧;4e、定位柱;4e1、定位槽;
5、相向调节器;5a、轨道架;5b、滑动块;5c、丝杆;5d、摇把;
6、转轮;6a、固定柱;
7、同步带驱动机构;7a、伺服电机;7b、同步带拉紧器;7b1、第三直线导轨;7b2、拉紧轮;7b3、第二连接板;7b4、固定耳;7b5、拉簧;7c、同步带;
8、引导输送带;8a、输送道;8a1、分隔板;8a2、落料口;8b、双轴双杆气缸;8c、橡胶片。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
参照图1至图10所示的一种C-lens透镜加工用成品自动卸料装置,其特征在于,包括有:滑动升降引导架1,设置在加工设置卸料端顶部;三爪夹具2,夹口竖直朝向通过连接件设置在滑动升降引导架1竖直工作端一侧;间距进给送料器3,入料端位于滑动升降引导架1工作区间底部;弹性定位器4,定位工作端与间距进给送料器3入料端同轴设置在间距进给送料器3顶部;相向调节器5,与弹性定位器4输送方向垂直设置在弹性定位器4出料端顶部;转轮6,轴线竖直通过转轴转动设置在相向调节器5底端两侧活动工作件底部;同步带驱动机构7,所述同步带驱动机构7输出端与转轮6安装转轴同步传递连接;引导输送带8,所述引导输送带8沿间距进给送料器3输送方向倾斜设置在间距进给送料器3出料端,所述转轮6圆周面上还设置有用于引导竖直状态的成品倾斜倒入引导输送带8入料端的固定柱6a,所述固定柱6a轴线水平面高于间距进给送料器3上竖直状态成品中心水平面。
成品在加工设备上处于轴线竖直状态,在加工设备卸料端,通过滑动升降引导架1工作端滑动使得三爪夹具2位于成品顶部,所述滑动升降引导架1工作端竖直下将,从而使得三爪夹具2工作端能够夹持成品外圆周面使其脱离加工设备卸料端,然后滑动升降引导架1工地端继续向间距进给送料器3方向滑动,从而使得三爪夹具2夹持成品移动至弹性定位器4顶部,滑动升降引导架1工作端竖直下降,从而使得三爪夹具2夹持着成品将其在定位作用下同轴插接在间距进给送料器3入料端,插接完成后所述滑动升降引导架1、三爪夹具2和弹性定位器4工作端均复位等待下一次卸料,而间距进给送料器3将轴线竖直状态的成品抵接向转轮6方向移动,间距进给送料器3用于使得多个成品在竖直滑动时不发生碰撞,减少次品率,成品在间距进给送料器3卸料端,预先调节相向调节器5,从而调节底部两侧活动工作端距离,使得成品能够通过两侧转轮6间隙,而转轮6圆周面上均布有沿径向的固定柱6a,并未所述固定柱6a轴线水平面高于成品中心水平面,驱动同步带驱动机构7,从而使得两侧转轮6向内转动时,固定柱6a抵接成品中心上部,使得成品倾斜落至引导输送带8入料端,从而通过引导输送带8引导至其他位置。
如图3所示,滑动升降引导架1包括有:底架1a,设置在加工设备卸料端底部两侧;立架1b,底端两侧通过第一立柱1c水平设置在底架1a顶部;磁耦合无杆气缸1d,沿加工设备卸料端径向设置在第一立柱1c底端;升降气缸1e,设置在磁耦合无杆气缸1d活动工作端,所述升降气缸1e工作端与三爪夹具2固定连接。
底架1a用于固定安装第一立柱1c,从而将立架1b水平设置在底架1a顶部,从而使得磁耦合无杆气缸1d能够悬置加工设备卸料端顶部,从而便于通过升降气缸1e引导三爪夹具2竖直升降,从而便于将加工设备卸料端上竖直竖直状态的成品夹取抽出,在通过磁耦合无杆气缸1d活动工作端将成品夹至弹性定位器4顶部,从而便于定位放置。
如图4所示,三爪夹具2包括有:单轴气缸2a,输出轴竖直朝向且顶端通过连接件与滑动升降引导架1升降工作端固定连接;拉杆分配环2b,同轴设置在单轴气缸2a外壳上;夹爪分配环2c,与单轴气缸2a输出轴同轴固定连接,夹爪2d;顶端垂直设置有垂直杆2d1,所述垂直杆2d1一端与夹爪分配环2c外圆周面铰接,所述夹爪2d底端内侧还设置有防止夹坏成品的橡胶垫2e;拉杆2f,两端分别与拉杆分配环2b外圆周面和夹爪2d顶端铰接。
当所述滑动升降引导架1升降作端竖直下降时,单轴气缸2a输出轴伸出,从而使得夹爪分配环2c竖直偏离拉杆分配环2b,而拉杆2f两端分别与拉杆分配环2b外圆周面和夹爪2d顶端铰接,且垂直杆2d1顶端垂直设置有与夹爪分配环2c外圆周面铰接的垂直杆2d1,从而使得张开状态的夹爪2d收拢从而夹紧成品,橡胶垫2e用于防止在夹紧成品时,成品与夹爪2d滑动从而脱离夹持状态。
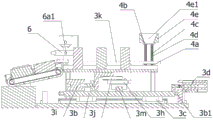
如图5、图6和图7所示,间距进给送料器3包括有:第一固定底板3a设置在滑动升降引导架1底部;滑动板3b,底端通过第一直线导轨3c与三爪夹具2滑动方向相同滑动设置在第一固定底板3a顶端;第一直线气缸3d,输出端与滑动板3b一侧固定连接;固定顶板3e,底端四角通过第二立柱3g水平设置在第一固定底板3a顶端,所述固定顶板3e顶端还设置有用于限制成品滑动方向的限位条3f,所述固定顶板3e两侧还设置有安置槽3e1;直角板3h,所述直角板3h通过第二直线导轨3m垂直第一直线导轨3c滑动方向滑动设置在滑动板3b顶端,所述直角板3h立板位于安置槽3e1一侧;第二直线气缸3i,输出端通过连杆3j与直角板3h底板顶端转动连接;抵接板3k使得在直角板3h顶端且与限位条3f顶端滑动配合,所述抵接板3k内侧设置有用于夹紧输送成品的半圆槽3k1。
成品经由弹性定位器4竖直放置在固定顶板3e入料端,驱动第一直线气缸3d使得滑动板3b通过第一直线气缸3d在单轴气缸2a上滑动,从而使得呈张开状态的抵接板3k在限位条3f上滑动使得位于上料端半圆槽3k1移动至成品外侧,而直角板3h通过第二直线导轨3m滑动设置在滑动板3b顶端,启动第二直线气缸3i使其输出端通过连杆3j带动固定顶板3e在限位条3f上相对移动,从而使得位于上料端半圆槽3k1相互抵紧成品,再驱动第一直线气缸3d使得滑动板3b滑动,从而将成品在固定顶板3e上滑动,且所述限位条3f限制成品滑动方向,安置槽3e1用于安置滑动状态的直角板3h,从而使得成品在放置到固定顶板3e上后,经由抵接板3k不断将其间隔滑动送至出料端,便于引导落至引导输送带8中。
如图7所示,弹性定位器4包括有:第二固定底板4a,设置在固定顶板3e入料端两侧;第一连接板4b,所述第一连接板4b通过滑动销4c滑动设置在第二固定底板4a顶部;弹簧4d,同轴套设在滑动销4c上且两端分别抵接在第二固定底板4a顶端和第一连接板4b底端;定位柱4e,与间距进给送料器3入料端同轴设置在第一连接板4b顶端,所述定位柱4e上同轴设置内径逐渐减小的定位槽4e1,工作状态下,所述定位槽4e1内侧底端与成品滑动配合。
三爪夹具2工作端夹持成品移动至定位柱4e顶部,使得滑动升降引导架1竖直下降,从而使得夹持状态下的成品在定位槽4e1斜面引导作用下同轴插接在定位柱4e中,而定位柱4e设置在第一连接板4b顶端,从而使得定位柱4e在三爪夹具2抵接作用下竖直下降,而当成品落至间距进给送料器3入料端,三爪夹具2工作端松开并复位,从而使得定位柱4e在弹簧4d弹性作用向复位,从而使得定位槽4e1穿过成品顶端,从而防止放置成品时跌落,滑动销4c用于滑动安装第一连接板4b,第二固定底板4a用于竖直安装滑动销4c。
如图8和图9所示,相向调节器5包括有:轨道架5a,与间距进给送料器3输送方向垂直设置在间距进给送料器3出料端底部;滑动块5b,滑动设置在轨道架5a底端两侧;丝杆5c,同轴贯穿轨道架5a且与滑动块5b螺纹贯穿拧接;摇把5d,同轴设置在丝杆5c外端。
通过转动摇把5d使得丝杆5c在轨道架5a内同轴转动,从而使得滑动块5b在轨道架5a内同轴移动,从而便于根据成品直径调节安装在滑动块5b底端转轮6之间距离,从而便于成品能够被引导倾斜落至引导输送带8中。
如图9所示,同步带驱动机构7包括有:伺服电机7a,输出轴通过同步带7c和同步带拉紧器7b与转轮6转轴同步转动连接。
通过伺服电机7a能够驱动转轮6在相向调节器5活动工作端底部同轴转动,而同步带拉紧器7b便于在调节两侧转轮6之间距离时,同步带7c始终保持绷紧状态,防止多次更换同步带7c。
如图9所示,同步带拉紧器7b包括有:第三直线导轨7b1,设置在间距进给送料器3出料端两侧;拉紧轮7b2,通过第二连接板7b3垂直转动设置在第三直线导轨7b1滑动工作端顶部;固定耳7b4,设置在第三直线导轨7b1外侧;拉簧7b5,两端分别与第二连接板7b3外侧和固定耳7b4内侧固定连接,伺服电机7a输出轴通过同步带7c和拉紧轮7b2与转轮6转轴传动连接。
第三直线导轨7b1设置在间距进给送料器3出料端两侧,同步带7c设置在伺服电机7a输出轴、拉紧轮7b2和转轮6固定轴上,从而使得拉簧7b5始终拉紧第二连接板7b3,从而使得第三直线导轨7b1滑动工作端在滑动状态下绷紧同步带7c,固定耳7b4用于固定拉簧7b5。
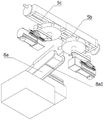
如图8和图10所示,引导输送带8包括有:输送道8a,倾斜设置在间距进给送料器3出料端且所述输送道8a入料端与间距进给送料器3出料端水平,所述输送道8a输送带上等间距设置有分隔板8a1,所述输送道8a底端一侧设置有用于推料的落料口8a2;双轴双杆气缸8b,输出端朝向落料口8a2设置在输送道8a底端一侧;橡胶片8c,设置在双轴双杆气缸8b输出端。
成品在间距进给送料器3出料端被转轮6碰击上部使其倒向输送道8a入料端,分隔板8a1用于抵接成品前端,防止其脱离输送道8a,双轴双杆气缸8b在输送道8a底端工作端伸出从而通过橡胶片8c将成品从落料口8a2击出,从而使得成品落至其他直线输送带上,便于长距离引导传输。
如图7所示,滑动板3b沿滑动方向两侧设置有防止脱离第一固定底板3a的行程开关3b1。
滑动板3b两侧设置有行程开关3b1,从而使得滑动板3b在第一固定底板3a上滑动时能够及时停止滑动,防止其脱离第一固定底板3a滑动最大线程。
本发明的工作原理:
成品在加工设备上处于轴线竖直状态,在加工设备卸料端,通过滑动升降引导架1工作端滑动使得三爪夹具2位于成品顶部,所述滑动升降引导架1工作端竖直下将,从而使得三爪夹具2工作端能够夹持成品外圆周面使其脱离加工设备卸料端,然后滑动升降引导架1工地端继续向间距进给送料器3方向滑动,从而使得三爪夹具2夹持成品移动至弹性定位器4顶部,滑动升降引导架1工作端竖直下降,从而使得三爪夹具2夹持着成品将其在定位作用下同轴插接在间距进给送料器3入料端,插接完成后所述滑动升降引导架1、三爪夹具2和弹性定位器4工作端均复位等待下一次卸料,而间距进给送料器3将轴线竖直状态的成品抵接向转轮6方向移动,间距进给送料器3用于使得多个成品在竖直滑动时不发生碰撞,减少次品率,成品在间距进给送料器3卸料端,预先调节相向调节器5,从而调节底部两侧活动工作端距离,使得成品能够通过两侧转轮6间隙,而转轮6圆周面上均布有沿径向的固定柱6a,并未所述固定柱6a轴线水平面高于成品中心水平面,驱动同步带驱动机构7,从而使得两侧转轮6向内转动时,固定柱6a抵接成品中心上部,使得成品倾斜落至引导输送带8入料端,从而通过引导输送带8引导至其他位置。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (9)
1.一种C-lens透镜加工用成品自动卸料装置,其特征在于,包括有:滑动升降引导架(1),设置在加工设置卸料端顶部;三爪夹具(2),夹口竖直朝向通过连接件设置在滑动升降引导架(1)竖直工作端一侧;间距进给送料器(3),入料端位于滑动升降引导架(1)工作区间底部;弹性定位器(4),定位工作端与间距进给送料器(3)入料端同轴设置在间距进给送料器(3)顶部;相向调节器(5),与弹性定位器(4)输送方向垂直设置在弹性定位器(4)出料端顶部;转轮(6),轴线竖直通过转轴转动设置在相向调节器(5)底端两侧活动工作件底部;同步带驱动机构(7),所述同步带驱动机构(7)输出端与转轮(6)安装转轴同步传递连接;引导输送带(8),所述引导输送带(8)沿间距进给送料器(3)输送方向倾斜设置在间距进给送料器(3)出料端,所述转轮(6)圆周面上还设置有用于引导竖直状态的成品倾斜倒入引导输送带(8)入料端的固定柱(6a),所述固定柱(6a)轴线水平面高于间距进给送料器(3)上竖直状态成品中心水平面;
间距进给送料器(3)包括有:第一固定底板(3a)设置在滑动升降引导架(1)底部;滑动板(3b),底端通过第一直线导轨(3c)与三爪夹具(2)滑动方向相同滑动设置在第一固定底板(3a)顶端;第一直线气缸(3d),输出端与滑动板(3b)一侧固定连接;固定顶板(3e),底端四角通过第二立柱(3g)水平设置在第一固定底板(3a)顶端,所述固定顶板(3e)顶端还设置有用于限制成品滑动方向的限位条(3f),所述固定顶板(3e)两侧还设置有安置槽(3e1);直角板(3h),所述直角板(3h)通过第二直线导轨(3m)垂直第一直线导轨(3c)滑动方向滑动设置在滑动板(3b)顶端,所述直角板(3h)立板位于安置槽(3e1)一侧;第二直线气缸(3i),输出端通过连杆(3j)与直角板(3h)底板顶端转动连接;抵接板(3k)使得在直角板(3h)顶端且与限位条(3f)顶端滑动配合,所述抵接板(3k)内侧设置有用于夹紧输送成品的半圆槽(3k1)。
2.根据权利要求1所述的一种C-lens透镜加工用成品自动卸料装置,其特征在于,滑动升降引导架(1)包括有:底架(1a),设置在加工设备卸料端底部两侧;立架(1b),底端两侧通过第一立柱(1c)水平设置在底架(1a)顶部;磁耦合无杆气缸(1d),沿加工设备卸料端径向设置在第一立柱(1c)底端;升降气缸(1e),设置在磁耦合无杆气缸(1d)活动工作端,所述升降气缸(1e)工作端与三爪夹具(2)固定连接。
3.根据权利要求1所述的一种C-lens透镜加工用成品自动卸料装置,其特征在于,三爪夹具(2)包括有:单轴气缸(2a),输出轴竖直朝向且顶端通过连接件与滑动升降引导架(1)升降工作端固定连接;拉杆分配环(2b),同轴设置在单轴气缸(2a)外壳上;夹爪分配环(2c),与单轴气缸(2a)输出轴同轴固定连接,夹爪(2d);顶端垂直设置有垂直杆(2d1),所述垂直杆(2d1)一端与夹爪分配环(2c)外圆周面铰接,所述夹爪(2d)底端内侧还设置有防止夹坏成品的橡胶垫(2e);拉杆(2f),两端分别与拉杆分配环(2b)外圆周面和夹爪(2d)顶端铰接。
4.根据权利要求1所述的一种C-lens透镜加工用成品自动卸料装置,其特征在于,弹性定位器(4)包括有:第二固定底板(4a),设置在固定顶板(3e)入料端两侧;第一连接板(4b),所述第一连接板(4b)通过滑动销(4c)滑动设置在第二固定底板(4a)顶部;弹簧(4d),同轴套设在滑动销(4c)上且两端分别抵接在第二固定底板(4a)顶端和第一连接板(4b)底端;定位柱(4e),与间距进给送料器(3)入料端同轴设置在第一连接板(4b)顶端,所述定位柱(4e)上同轴设置内径逐渐减小的定位槽(4e1),工作状态下,所述定位槽(4e1)内侧底端与成品滑动配合。
5.根据权利要求1所述的一种C-lens透镜加工用成品自动卸料装置,其特征在于,相向调节器(5)包括有:轨道架(5a),与间距进给送料器(3)输送方向垂直设置在间距进给送料器(3)出料端底部;滑动块(5b),滑动设置在轨道架(5a)底端两侧;丝杆(5c),同轴贯穿轨道架(5a)且与滑动块(5b)螺纹贯穿拧接;摇把(5d),同轴设置在丝杆(5c)外端。
6.根据权利要求1所述的一种C-lens透镜加工用成品自动卸料装置,其特征在于,同步带驱动机构(7)包括有:伺服电机(7a),输出轴通过同步带(7c)和同步带拉紧器(7b)与转轮(6)转轴同步转动连接。
7.根据权利要求6所述的一种C-lens透镜加工用成品自动卸料装置,其特征在于,同步带拉紧器(7b)包括有:第三直线导轨(7b1),设置在间距进给送料器(3)出料端两侧;拉紧轮(7b2),通过第二连接板(7b3)垂直转动设置在第三直线导轨(7b1)滑动工作端顶部;固定耳(7b4),设置在第三直线导轨(7b1)外侧;拉簧(7b5),两端分别与第二连接板(7b3)外侧和固定耳(7b4)内侧固定连接,伺服电机(7a)输出轴通过同步带(7c)和拉紧轮(7b2)与转轮(6)转轴传动连接。
8.根据权利要求1所述的一种C-lens透镜加工用成品自动卸料装置,其特征在于,引导输送带(8)包括有:输送道(8a),倾斜设置在间距进给送料器(3)出料端且所述输送道(8a)入料端与间距进给送料器(3)出料端水平,所述输送道(8a)输送带上等间距设置有分隔板(8a1),所述输送道(8a)底端一侧设置有用于推料的落料口(8a2);双轴双杆气缸(8b),输出端朝向落料口(8a2)设置在输送道(8a)底端一侧;橡胶片(8c),设置在双轴双杆气缸(8b)输出端。
9.根据权利要求1所述的一种C-lens透镜加工用成品自动卸料装置,其特征在于,滑动板(3b)沿滑动方向两侧设置有防止脱离第一固定底板(3a)的行程开关(3b1)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010580134.0A CN111674912B (zh) | 2020-06-23 | 2020-06-23 | 一种C-lens透镜加工用成品自动卸料装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010580134.0A CN111674912B (zh) | 2020-06-23 | 2020-06-23 | 一种C-lens透镜加工用成品自动卸料装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111674912A CN111674912A (zh) | 2020-09-18 |
| CN111674912B true CN111674912B (zh) | 2021-11-30 |
Family
ID=72456282
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010580134.0A Active CN111674912B (zh) | 2020-06-23 | 2020-06-23 | 一种C-lens透镜加工用成品自动卸料装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111674912B (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112441392A (zh) * | 2020-11-05 | 2021-03-05 | 施启明 | 一种便于储料和出料的轴承胚料转运箱 |
| CN112846778A (zh) * | 2020-12-31 | 2021-05-28 | 石伟 | 一种绝缘耐张线夹智能制造设备 |
| CN116037799B (zh) * | 2023-01-10 | 2023-08-22 | 东莞兴晖五金科技有限公司 | 手机镜头环机加工自动接料及卸料装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109333235A (zh) * | 2018-12-04 | 2019-02-15 | 莆田市晟熠光电科技有限公司 | 一种用于C-lens透镜加工的双面研磨设备及其研磨方法 |
| CN209050549U (zh) * | 2018-12-04 | 2019-07-02 | 莆田市晟熠光电科技有限公司 | 一种用于C-lens透镜加工的双面研磨设备 |
| CN110576368A (zh) * | 2019-10-30 | 2019-12-17 | 莆田市晟熠光电科技有限公司 | 一种用于准直透镜加工的端面研磨设备及其研磨方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7401772B2 (en) * | 2003-07-11 | 2008-07-22 | Nisca Corporation | Document feeder and image reading apparatus with the same |
-
2020
- 2020-06-23 CN CN202010580134.0A patent/CN111674912B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109333235A (zh) * | 2018-12-04 | 2019-02-15 | 莆田市晟熠光电科技有限公司 | 一种用于C-lens透镜加工的双面研磨设备及其研磨方法 |
| CN209050549U (zh) * | 2018-12-04 | 2019-07-02 | 莆田市晟熠光电科技有限公司 | 一种用于C-lens透镜加工的双面研磨设备 |
| CN110576368A (zh) * | 2019-10-30 | 2019-12-17 | 莆田市晟熠光电科技有限公司 | 一种用于准直透镜加工的端面研磨设备及其研磨方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111674912A (zh) | 2020-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111674912B (zh) | 一种C-lens透镜加工用成品自动卸料装置 | |
| CN109048268B (zh) | 一种齿轮滚针全自动组装生产方法 | |
| CN110587266B (zh) | 拉铆螺丝组装机 | |
| CN113858106A (zh) | 一种自动组装检测密封圈的一体化设备 | |
| CN111112899B (zh) | 管具直角焊接自动上下料夹具 | |
| CN110595534B (zh) | 一种定子和转子的自动检测装置 | |
| CN210388253U (zh) | 一种自动化装配设备 | |
| CN112792198A (zh) | 一种双工位压鼓机 | |
| CN112621147A (zh) | 一种汽车配件自动生产线用操作杆姿态调整单元 | |
| CN109848702B (zh) | 钢水取样器自动装配装置 | |
| CN115008180B (zh) | 一种自动组装设备 | |
| CN219293220U (zh) | 一种新能源汽车电机齿轮箱销钉和衬套组装设备 | |
| CN112171261A (zh) | 一种灯座自动装配设备 | |
| CN116214160A (zh) | 一种全自动组装系统及组装方法 | |
| CN207858057U (zh) | 一种电池自动激光焊接机的自动焊接装置 | |
| CN215747606U (zh) | 一种自动组装系统 | |
| CN215239133U (zh) | 一种试剂盖组装设备 | |
| CN116140992A (zh) | 医用接头自动组装机 | |
| CN210634064U (zh) | 一种转动夹具及带有转动夹具的镜片水口切除装置 | |
| CN108788567B (zh) | 用于精密零件焊接中心的正面盖板方向识别组件 | |
| CN112571019A (zh) | 一种双向缓冲组件装配设备 | |
| CN111162424A (zh) | 五孔插座全自动组装线 | |
| CN209795904U (zh) | 一种扣盖机 | |
| CN113857053B (zh) | 一种精密光学零件检测组装分选设备 | |
| CN217413074U (zh) | 一种用于自动装配料柱装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |