CN111508697B - 一种端子与磁芯组装机 - Google Patents
一种端子与磁芯组装机 Download PDFInfo
- Publication number
- CN111508697B CN111508697B CN202010604134.XA CN202010604134A CN111508697B CN 111508697 B CN111508697 B CN 111508697B CN 202010604134 A CN202010604134 A CN 202010604134A CN 111508697 B CN111508697 B CN 111508697B
- Authority
- CN
- China
- Prior art keywords
- assembling
- guide rail
- rubberizing
- electric guide
- translation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
本发明公开了一种端子与磁芯组装机,包括机架,机架上设置有输送机构,输送机构第一输送空间与第二输送空间,第二输送空间相对第一输送空间位于右方,机架上还设置有上胶机构、上料机构、第一装配机构、第一拆卸机构、第二装配机构、第二拆卸机构、下料机构、移送机构,上胶机构、第一装配机构、第一拆卸机构、第二装配机构、第二拆卸机构、下料机构沿第一输送空间至第二输送空间的方向依次排列,上料机构位于第一装配机构的旁侧,移送机构位于第一拆卸机构与第二装配机构之间,本发明整个过程利用机械自动完成,减少人工操作,在提高组装效率的同时还确保了组装质量,提高经济效益。
Description
技术领域
本发明涉及一种机械设备,尤其涉及一种端子与磁芯组装机。
背景技术
在组装线圈时,需要将端子与磁芯组装起来,传统的组装方式是人工操作,工人需要先将排列在载带上的端子取出,然后在端子上点上胶水,再分别将两个端子装到磁芯的两侧,整个组装过程虽然简单,但工人的操作非常容易出现如胶水点错位置、胶水量控制不好、端子与磁芯组装时按压力度不当而导致组装不稳固或压坏产品等问题,组装的质量难以把控,并且组装效率难以提高。
发明内容
本发明目的在于提供一种端子与磁芯组装机,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
本发明解决其技术问题的解决方案是:
一种端子与磁芯组装机,包括机架,所述机架上设置有输送机构,所述输送机构内具有第一输送空间与第二输送空间,以所述第二输送空间相对所述第一输送空间所处的方位为相对的右方向,所述机架上还设置有上胶机构、上料机构、第一装配机构、第一拆卸机构、第二装配机构、第二拆卸机构、下料机构、移送机构,所述上胶机构、第一装配机构、第一拆卸机构、第二装配机构、第二拆卸机构、下料机构沿所述第一输送空间至所述第二输送空间的方向依次排列,所述上料机构位于所述第一装配机构的旁侧,所述移送机构位于所述第一拆卸机构与所述第二装配机构之间。
该技术方案至少具有如下的有益效果:在机架上设置有用于输送外设载带的输送机构,载带上均匀排列有端子,载带由第一输送空间往第二输送空间输送,载带上的端子在输送过程中,依次经过上胶、第一次装配、第一次拆卸、第二次装配、第二次拆卸、下料的工序,具体的,上胶机构对载带上的端子进行上胶水,上料机构将磁芯上料,然后第一装配机构将磁芯的一侧与载带上的端子装配起来,此时磁芯连同端子一起位于载带上,利用第一拆卸机构将组装在端子上的磁芯一同从载带上取出,再由移送机构将端子与磁芯一同移送至第二装配机构上,利用第二装配机构将磁芯的另一侧与载带上的端子再装配起来,最后利用第二拆卸机构将整体从载带上拆出,由下料机构下料收集,如此完成整个组装过程,整个过程利用机械自动完成,减少人工操作,在每个工序利用机械操作稳定性更高,如此在提高组装效率的同时还确保了组装质量,提高经济效益。
作为上述技术方案的进一步改进,所述输送机构包括有转动连接于机架上的卷盘与第一驱动电机,所述第一驱动电机可带动所述卷盘转动,所述机架的顶面设置有输送座与支撑架,所述输送座上转动连接有第一输送轮与第二输送轮,所述卷盘的旋转轴线、第一输送轮的旋转轴线与第二输送轮的旋转轴线均沿前后方向延伸,所述第一输送轮的外周壁设置有第一避空槽,所述第一输送轮与所述第二输送轮沿上下方向间隔设置,所述第一输送轮与所述第二输送轮之间形成所述第一输送空间,所述支撑架上转动连接有第三输送轮与第四输送轮,所述支撑架上设置有第二驱动电机,所述第二驱动电机可带动所述第三输送轮转动,所述第四输送轮的外周壁设置有第四避空槽,所述第三输送轮与所述第四输送轮沿前后方向间隔设置,所述第三输送轮的旋转轴线与所述第四输送轮的旋转轴线均沿上下方向延伸,所述第三输送轮与所述第四输送轮之间形成所述第二输送空间。卷盘上卷绕有外设的待上料的载带,第一驱动电机带动卷盘转动,对载带进行放料,放出的载带的一端先夹在第一输送空间进行定位后,再夹在第二输送空间内,第二驱动电机与第一驱动电机同步转动,对载带进行拉扯,使得载带不断从卷盘上放出,并在第一输送空间与第二输送空间内拉直,由于载带上排布有端子,端子经过第一输送空间与第二输送空间时会与输送轮产生干涉,因此在第一输送轮上设置有第一避空槽,在第四输送轮上设置有第四避空槽,用于对端子进行避让,从而使得载带可以平稳输送。
作为上述技术方案的进一步改进,所述上胶机构包括上胶座、上胶平移气缸、上胶平移板、上胶升降气缸、点胶头、上胶驱动电机、上胶盘,所述上胶座固定连接于所述机架上,所述上胶座内沿左右方向延伸有限位通道,所述上胶座的顶面设置有与所述限位通道相互连通的上胶孔,所述上胶驱动电机连接于所述机架上,所述上胶驱动电机可带动所述上胶盘转动,所述上胶盘位于所述上胶座的后方,所述上胶盘的旋转轴线沿竖直方向延伸,所述上胶平移气缸连接于所述机架上,所述上胶平移气缸位于所述上胶座的前方,所述上胶平移板设置于所述上胶平移气缸上,所述上胶平移气缸可带动所述上胶平移板在所述上胶盘与所述上胶孔之间来回运动,所述上胶升降气缸连接于所述上胶平移板上,所述点胶头设置于所述上胶升降气缸上,所述上胶升降气缸可带动所述点胶头沿靠近或远离所述上胶孔的方向运动。载带穿过限位通道,上胶头可在上胶平移气缸、上胶升降气缸的带动下分别作平移、升降运动,如此上胶头可将上胶盘内盛放的胶水从上胶孔粘到载带上,上胶驱动电机可使上胶盘转动,从而使得上胶盘内的胶水流动更加均匀。
作为上述技术方案的进一步改进,所述上料机构包括振动盘与直振导槽,所述振动盘具有出料口,所述直振导槽的一端连接于所述出料口,所述直振导槽的另一端为出料端,所述出料端位于所述支撑架上,所述支撑架上转动连接有第一导向轮与第二导向轮,所述第一导向轮的旋转轴线与所述第二导向轮的旋转轴线沿竖直方向延伸,所述第二导向轮的外周壁设置有第二避空槽,所述第一导向轮与所述第二导向轮沿前后方向间隔设置,所述第一导向轮与所述第二导向轮之间形成导向间隙。振动盘将磁芯从出料口上料至直振导槽,磁芯在直振导槽内沿直线方向排列,并从出料端逐个排出,而支撑架上的第一导向轮与第二导向轮形成的导向间隙则可将第一输送空间送出的载带进行转向,使载带从水平状态旋转至垂直状态,便于之后的工序操作,同样的,第一避空槽与第二避空槽则为端子提供避让的空间,供载带平稳地从导向间隙通过。
作为上述技术方案的进一步改进,所述第一装配机构包括第一装配台、第一装配电动导轨、第一推送板、第一装配平移气缸、第一平移板、第一定位销与第二定位销,所述第一装配电动导轨、第一装配台、第一装配平移气缸沿前后方向依次排列设置于所述支撑架上,所述第一装配台的顶面上设置有第一左限位块与第一右限位块,所述第一左限位块与所述第一右限位块沿左右方向间隔设置,所述第一左限位块与所述第一右限位块之间形成第一限位空间,所述第一推送板设置于所述第一装配电动导轨上,所述第一装配电动导轨可带动所述第一推送板靠近或远离所述第一限位空间,所述第一平移板设置于所述第一装配平移气缸上,所述第一装配平移气缸可带动所述第一平移板沿前后方向运动,所述第一定位销、第二定位销固定连接于所述第一平移板上,所述第一定位销远离所述第一平移板的一端正对于所述第一左限位块,所述第二定位销远离所述第一平移板的一端正对于所述第一右限位块。磁芯上料至第一装配台上,带有端子的载带经过第一装配平移气缸与第一装配台之间,装配时,利用第一装配平移气缸置带动平移板向第一装配台靠近,使得第一定位销与第二定位销将载带压紧在第一装配台上,然后利用第一装配电动导轨带动推送板靠近限位空间,使得推送板将第一装配台上的磁芯推向限位空间,并压在端子上,即可完成端子与磁芯的装配。
作为上述技术方案的进一步改进,所述第一拆卸机构包括第一拆卸台、第一拆卸电动导轨、第一推送杆、第二拆卸电动导轨、第二推送杆,所述第一拆卸电动导轨、第一拆卸台、第二拆卸电动导轨沿前后方向依次排列设置于所述支撑架上,所述第一拆卸台的顶面沿前后方向延伸设置有第一限位通槽,所述第一推送杆设置于所述第一拆卸电动导轨上,所述第一拆卸电动导轨可带动所述第一推送杆在所述第一限位通槽内来回移动,所述第二推送杆设置于所述第二拆卸电动导轨上,所述第二推送杆的一端正对于所述第一推送杆,所述第二拆卸电动导轨可带动所述第二推送杆沿靠近或远离所述第一限位通槽的方向运动。载带经过第一拆卸台与第二推送杆之间,利用第一拆卸电动导轨带动第一推送杆穿过第一限位通槽,并将第一推送杆与组装一起的端子与磁芯相抵,同时利用第二拆卸电动导轨带动第二推送杆向第一拆卸台靠近,使得第二推送杆与端子与磁芯组装至一起的组合体相抵,然后第一推送杆与第二推送杆夹着组合体向第一限位通槽处移送,此时可将端子从载带上扯出,如此即可完成对将组装好的端子与磁芯从载带上拆卸出。
作为上述技术方案的进一步改进,所述第二装配机构包括第二装配台、第二装配电动导轨、第三推送杆、第二装配平移气缸、第二平移板、第三定位销与第四定位销,所述第二装配电动导轨、第二装配台、第二装配平移气缸沿前后方向依次排列设置于所述支撑架上,所述第二装配台的顶面上设置有第二左限位块与第二右限位块,所述第二左限位块与所述第二右限位块沿左右方向间隔设置,所述第二左限位块与所述第二右限位块之间形成第二限位空间,所述第三推送杆设置于所述第二装配电动导轨上,所述第二装配电动导轨可带动所述第三推送杆靠近或远离所述第二限位空间,所述第二平移板设置于所述第二装配平移气缸上,所述第二装配平移气缸可带动所述第二平移板沿前后方向运动,所述第三定位销、第四定位销固定连接于所述第二平移板上,所述第三定位销远离所述第二平移板的一端正对于所述第二左限位块,所述第四定位销远离所述第二平移板的一端正对于所述第二右限位块。一侧装配有端子的磁芯移送至第二装配台上,带有端子的载带经过第二装配平移气缸与第二装配台之间,装配时,利用第二装配平移气缸置带动第二平移板向第二装配台靠近,使得第三定位销与第四定位销将载带压紧在第二装配台上,然后利用第二装配电动导轨带动第三推送杆靠近第二限位空间,使得第三推送杆将第二装配台上的磁芯推向第二限位空间,并压在端子上,即可将端子组装至磁芯的另一侧壁。
作为上述技术方案的进一步改进,第二拆卸机构包括第二拆卸台、第三拆卸电动导轨、第四推送杆、第五推送杆、第四拆卸电动导轨、第六推送杆、第七推送杆,所述第三拆卸电动导轨、第二拆卸台、第四拆卸电动导轨沿前后方向依次排列设置于所述支撑架上,所述第二拆卸台的顶面沿左右方向间隔设置有第二限位通槽与第三限位通槽,所述第二限位通槽与所述第三限位通槽均沿前后方向延伸,所述第四推送杆与所述第五推送杆设置于所述第三拆卸电动导轨上,所述第三拆卸电动导轨可带动所述第四推送杆、第五推送杆分别在所述第二限位通槽、第三限位通槽内来回移动,所述第六推送杆与所述第七推送杆设置于所述第四拆卸电动导轨上,所述第六推送杆的一端正对于所述第四推送杆,所述第七推送杆的一端正对于所述第五推送杆,所述第四拆卸电动导轨可带动所述第五推送杆、第七推送杆分别沿靠近或远离所述第二限位通槽、第三限位通槽的方向运动。为了提高生产节拍,此处利用两组推送杆单次拆卸出两个组装后的产品,即第四推送杆与第六推送杆共同形成一组,第五推送杆与第七推送杆共同形成一组,两组推送杆可将载带上组装好的产品扯出至第二限位通槽与第三限位通槽内,完成产品从载带上的拆卸。
作为上述技术方案的进一步改进,下料机构包括下料架、龙门架、下料电动导轨、下料平移板、下料升降气缸、下料气动手指,所述下料架与所述龙门架连接于所述机架上,所述下料电动导轨连接于所述龙门架上,所述下料平移板设置于所述下料电动导轨上,所述下料电动导轨可带动所述下料平移板在所述第二拆卸机构与所述下料架之间来回移动,所述下料升降气缸连接于所述下料平移板上,所述下料气动手指设置于所述下料升降气缸上,所述下料升降气缸可带动所述下料气动手指沿竖直方向运动。下料气动手指可在下料电动导轨与下料升降气缸的带动下分别作平移、升降运动,下料气动手指可将第二限位通槽与第三限位通槽内的产品夹取至下料架内,完成对产品的收集下料。
作为上述技术方案的进一步改进,移送机构包括移送电动导轨、移送板、移送升降气缸、移送驱动电机、移送气动手指,所述移送电动导轨连接于所述龙门架上,所述移送板连接于所述移送电动导轨上,所述移送电动导轨可带动所述移送板在所述第一拆卸机构与第二装配机构之间来回运动,所述移送升降气缸连接于所述移送板上,所述移送驱动电机设置于所述移送升降气缸上,所述移送升降气缸可带动所述移送驱动电机沿竖直方向运动,所述移送气动手指设置于所述移送驱动电机上,所述移送驱动电机可带动所述移送气动手指转动,所述移送气动手指的旋转轴线沿竖直方向延伸。移送气动手指可在移送电动导轨、移送升降气缸的带动下分别作平移、升降运动,移送气动手指将第一限位通槽拆卸出来的工件移送至第二限位空间内,在移送的过程中,移送驱动电机可带动移送气动手指转动,从而将工件转动180度,便于将磁芯的另一侧也安装上端子。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单说明。显然,所描述的附图只是本发明的一部分实施例,而不是全部实施例,本领域的技术人员在不付出创造性劳动的前提下,还可以根据这些附图获得其他设计方案和附图。
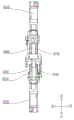
图1是本发明的整体立体图;
图2是本发明的输送机构立体图;
图3是本发明的上胶机构立体图;
图4是本发明的上料机构立体图;
图5是本发明的第一装配机构俯视图;
图6是本发明的第一拆卸机构俯视图;
图7是本发明的第二装配机构俯视图;
图8是本发明的第二拆卸机构俯视图;
图9是本发明的下料机构与移送机构立体图。
附图中:100-机架、110-支撑架、200-输送机构、210-卷盘、220-第一驱动电机、230-输送座、240-第一输送轮、250-第二输送轮、260-第三输送轮、270-第四输送轮、280-第二驱动电机、300-上胶机构、310-上胶座、320-上胶平移气缸、330-上胶升降气缸、340-点胶头、350-上胶驱动电机、360-上胶盘、400-上料机构、410-振动盘、420-直振导槽、430-第一导向轮、440-第二导向轮、500-第一装配机构、510-第一装配台、520-第一装配电动导轨、530-第一推送板、540-第一装配平移气缸、551-第一定位销、552-第二定位销、600-第一拆卸机构、610-第一拆卸台、620-第一拆卸电动导轨、630-第一推送杆、640-第二拆卸电动导轨、650-第二推送杆、700-第二装配机构、710-第二装配台、720-第二装配电动导轨、730-第三推送杆、740-第二装配平移气缸、751-第三定位销、752-第四定位销、800-第二拆卸机构、810-第二拆卸台、820-第三拆卸电动导轨、830-第四推送杆、840-第五推送杆、850-第四拆卸电动导轨、860-第六推送杆、870-第七推送杆、910-下料机构、911-下料架、912-龙门架、913-下料电动导轨、914-下料升降气缸、915-下料气动手指、920-移送机构、921-移送电动导轨、922-移送升降气缸、923-移送驱动电机、924-移送气动手指。
具体实施方式
以下将结合实施例和附图对本发明的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。另外,文中所提到的所有连接关系,并非单指构件直接相接,而是指可根据具体实施情况,通过添加或减少连接辅件,来组成更优的连接结构。本发明创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合。
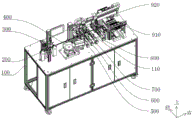
参照图1,一种端子与磁芯组装机,包括机架100,所述机架100上设置有输送机构200,所述输送机构200内具有第一输送空间与第二输送空间,以所述第二输送空间相对所述第一输送空间所处的方位为相对的右方向,所述机架100上还设置有上胶机构300、上料机构400、第一装配机构500、第一拆卸机构600、第二装配机构700、第二拆卸机构800、下料机构910、移送机构920,所述上胶机构300、第一装配机构500、第一拆卸机构600、第二装配机构700、第二拆卸机构800、下料机构910沿所述第一输送空间至所述第二输送空间的方向依次排列,所述上料机构400位于所述第一装配机构500的旁侧,所述移送机构920位于所述第一拆卸机构600与所述第二装配机构700之间。
由上述可知,在机架100上设置有用于输送外设载带的输送机构200,载带上均匀排列有端子,载带由第一输送空间往第二输送空间输送,载带上的端子在输送过程中,依次经过上胶、第一次装配、第一次拆卸、第二次装配、第二次拆卸、下料的工序,具体的,上胶机构300对载带上的端子进行上胶水,上料机构400将磁芯上料,然后第一装配机构500将磁芯的一侧与载带上的端子装配起来,此时磁芯连同端子一起位于载带上,利用第一拆卸机构600将组装在端子上的磁芯一同从载带上取出,再由移送机构920将端子与磁芯一同移送至第二装配机构700上,利用第二装配机构700将磁芯的另一侧与载带上的端子再装配起来,最后利用第二拆卸机构800将整体从载带上拆出,由下料机构910下料收集,如此完成整个组装过程,整个过程利用机械自动完成,减少人工操作,在每个工序利用机械操作稳定性更高,如此在提高组装效率的同时还确保了组装质量,提高经济效益。
如图2所示,输送机构200用于输送带有端子的载带,所述输送机构200包括有转动连接于机架100上的卷盘210与第一驱动电机220,所述第一驱动电机220可带动所述卷盘210转动,所述机架100的顶面设置有输送座230与支撑架110,所述输送座230上转动连接有第一输送轮240与第二输送轮250,所述卷盘210的旋转轴线、第一输送轮240的旋转轴线与第二输送轮250的旋转轴线均沿前后方向延伸,所述第一输送轮240的外周壁设置有第一避空槽,所述第一输送轮240与所述第二输送轮250沿上下方向间隔设置,所述第一输送轮240与所述第二输送轮250之间形成所述第一输送空间,所述支撑架110上转动连接有第三输送轮260与第四输送轮270,所述支撑架110上设置有第二驱动电机280,所述第二驱动电机280可带动所述第三输送轮260转动,所述第四输送轮270的外周壁设置有第四避空槽,所述第三输送轮260与所述第四输送轮270沿前后方向间隔设置,所述第三输送轮260的旋转轴线与所述第四输送轮270的旋转轴线均沿上下方向延伸,所述第三输送轮260与所述第四输送轮270之间形成所述第二输送空间。卷盘210上卷绕有外设的待上料的载带,第一驱动电机220带动卷盘210转动,对载带进行放料,放出的载带的一端先夹在第一输送空间进行定位后,再夹在第二输送空间内,第二驱动电机280与第一驱动电机220同步转动,对载带进行拉扯,使得载带不断从卷盘210上放出,并在第一输送空间与第二输送空间内拉直,由于载带上排布有端子,端子经过第一输送空间与第二输送空间时会与输送轮产生干涉,因此在第一输送轮240上设置有第一避空槽,在第四输送轮270上设置有第四避空槽,用于对端子进行避让,从而使得载带可以平稳输送。
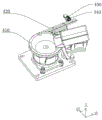
如图3所示,上胶机构300用于对载带上的端子进行上胶水,所述上胶机构300包括上胶座310、上胶平移气缸320、上胶平移板、上胶升降气缸330、点胶头340、上胶驱动电机350、上胶盘360,所述上胶座310固定连接于所述机架100上,所述上胶座310内沿左右方向延伸有限位通道,所述上胶座310的顶面设置有与所述限位通道相互连通的上胶孔,所述上胶驱动电机350连接于所述机架100上,所述上胶驱动电机350可带动所述上胶盘360转动,所述上胶盘360位于所述上胶座310的后方,所述上胶盘360的旋转轴线沿竖直方向延伸,所述上胶平移气缸320连接于所述机架100上,所述上胶平移气缸320位于所述上胶座310的前方,所述上胶平移板设置于所述上胶平移气缸320上,所述上胶平移气缸320可带动所述上胶平移板在所述上胶盘360与所述上胶孔之间来回运动,所述上胶升降气缸330连接于所述上胶平移板上,所述点胶头340设置于所述上胶升降气缸330上,所述上胶升降气缸330可带动所述点胶头340沿靠近或远离所述上胶孔的方向运动。载带穿过限位通道,上胶头可在上胶平移气缸320、上胶升降气缸330的带动下分别作平移、升降运动,如此上胶头可将上胶盘360内盛放的胶水从上胶孔粘到载带上,上胶驱动电机350可使上胶盘360转动,从而使得上胶盘360内的胶水流动更加均匀。
在实际使用中,在机架100上还可设置有用于对载带上的端子进行检测胶水的相机,通过拍摄出的图像识别出是否上胶到位。
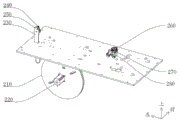
如图4所示,上料机构400用于上料磁芯,所述上料机构400包括振动盘410与直振导槽420,所述振动盘410具有出料口,所述直振导槽420的一端连接于所述出料口,所述直振导槽420的另一端为出料端,所述出料端位于所述支撑架110上,所述支撑架110上转动连接有第一导向轮430与第二导向轮440,所述第一导向轮430的旋转轴线与所述第二导向轮440的旋转轴线沿竖直方向延伸,所述第二导向轮440的外周壁设置有第二避空槽,所述第一导向轮430与所述第二导向轮440沿前后方向间隔设置,所述第一导向轮430与所述第二导向轮440之间形成导向间隙。振动盘410将磁芯从出料口上料至直振导槽420,磁芯在直振导槽420内沿直线方向排列,并从出料端逐个排出,而支撑架110上的第一导向轮430与第二导向轮440形成的导向间隙则可将第一输送空间送出的载带进行转向,使载带从水平状态旋转至垂直状态,便于之后的工序操作,同样的,第一避空槽与第二避空槽则为端子提供避让的空间,供载带平稳地从导向间隙通过。
如图5所示,第一装配机构500用于将磁芯的一侧与载带上的端子装配起来,所述第一装配机构500包括第一装配台510、第一装配电动导轨520、第一推送板530、第一装配平移气缸540、第一平移板、第一定位销551与第二定位销552,所述第一装配电动导轨520、第一装配台510、第一装配平移气缸540沿前后方向依次排列设置于所述支撑架110上,所述第一装配台510的顶面上设置有第一左限位块与第一右限位块,所述第一左限位块与所述第一右限位块沿左右方向间隔设置,所述第一左限位块与所述第一右限位块之间形成第一限位空间,所述第一推送板530设置于所述第一装配电动导轨520上,所述第一装配电动导轨520可带动所述第一推送板530靠近或远离所述第一限位空间,所述第一平移板设置于所述第一装配平移气缸540上,所述第一装配平移气缸540可带动所述第一平移板沿前后方向运动,所述第一定位销551、第二定位销552固定连接于所述第一平移板上,所述第一定位销551远离所述第一平移板的一端正对于所述第一左限位块,所述第二定位销552远离所述第一平移板的一端正对于所述第一右限位块。磁芯上料至第一装配台510上,带有端子的载带经过第一装配平移气缸540与第一装配台510之间,装配时,利用第一装配平移气缸540置带动平移板向第一装配台510靠近,使得第一定位销551与第二定位销552将载带压紧在第一装配台510上,然后利用第一装配电动导轨520带动推送板靠近限位空间,使得推送板将第一装配台510上的磁芯推向限位空间,并压在端子上,即可完成端子与磁芯的装配。
如图6所示,第一拆卸机构600用于将组装在端子上的磁芯一同从载带上取出,所述第一拆卸机构600包括第一拆卸台610、第一拆卸电动导轨620、第一推送杆630、第二拆卸电动导轨640、第二推送杆650,所述第一拆卸电动导轨620、第一拆卸台610、第二拆卸电动导轨640沿前后方向依次排列设置于所述支撑架110上,所述第一拆卸台610的顶面沿前后方向延伸设置有第一限位通槽,所述第一推送杆630设置于所述第一拆卸电动导轨620上,所述第一拆卸电动导轨620可带动所述第一推送杆630在所述第一限位通槽内来回移动,所述第二推送杆650设置于所述第二拆卸电动导轨640上,所述第二推送杆650的一端正对于所述第一推送杆630,所述第二拆卸电动导轨640可带动所述第二推送杆650沿靠近或远离所述第一限位通槽的方向运动。载带经过第一拆卸台610与第二推送杆650之间,利用第一拆卸电动导轨620带动第一推送杆630穿过第一限位通槽,并将第一推送杆630与组装一起的端子与磁芯相抵,同时利用第二拆卸电动导轨640带动第二推送杆650向第一拆卸台610靠近,使得第二推送杆650与端子与磁芯组装至一起的组合体相抵,然后第一推送杆630与第二推送杆650夹着组合体向第一限位通槽处移送,此时可将端子从载带上扯出,如此即可完成对将组装好的端子与磁芯从载带上拆卸出。
如图7所示,第二装配机构700用于将磁芯的另一侧与载带上的端子再装配起来,所述第二装配机构700包括第二装配台710、第二装配电动导轨720、第三推送杆730、第二装配平移气缸740、第二平移板、第三定位销751与第四定位销752,所述第二装配电动导轨720、第二装配台710、第二装配平移气缸740沿前后方向依次排列设置于所述支撑架110上,所述第二装配台710的顶面上设置有第二左限位块与第二右限位块,所述第二左限位块与所述第二右限位块沿左右方向间隔设置,所述第二左限位块与所述第二右限位块之间形成第二限位空间,所述第三推送杆730设置于所述第二装配电动导轨720上,所述第二装配电动导轨720可带动所述第三推送杆730靠近或远离所述第二限位空间,所述第二平移板设置于所述第二装配平移气缸740上,所述第二装配平移气缸740可带动所述第二平移板沿前后方向运动,所述第三定位销751、第四定位销752固定连接于所述第二平移板上,所述第三定位销751远离所述第二平移板的一端正对于所述第二左限位块,所述第四定位销752远离所述第二平移板的一端正对于所述第二右限位块。一侧装配有端子的磁芯移送至第二装配台710上,带有端子的载带经过第二装配平移气缸740与第二装配台710之间,装配时,利用第二装配平移气缸740置带动第二平移板向第二装配台710靠近,使得第三定位销751与第四定位销752将载带压紧在第二装配台710上,然后利用第二装配电动导轨720带动第三推送杆730靠近第二限位空间,使得第三推送杆730将第二装配台710上的磁芯推向第二限位空间,并压在端子上,即可将端子组装至磁芯的另一侧壁。
如图8所示,第二拆卸机构800用于将整体从载带上拆出,第二拆卸机构800包括第二拆卸台810、第三拆卸电动导轨820、第四推送杆830、第五推送杆840、第四拆卸电动导轨850、第六推送杆860、第七推送杆870,所述第三拆卸电动导轨820、第二拆卸台810、第四拆卸电动导轨850沿前后方向依次排列设置于所述支撑架110上,所述第二拆卸台810的顶面沿左右方向间隔设置有第二限位通槽与第三限位通槽,所述第二限位通槽与所述第三限位通槽均沿前后方向延伸,所述第四推送杆830与所述第五推送杆840设置于所述第三拆卸电动导轨820上,所述第三拆卸电动导轨820可带动所述第四推送杆830、第五推送杆840分别在所述第二限位通槽、第三限位通槽内来回移动,所述第六推送杆860与所述第七推送杆870设置于所述第四拆卸电动导轨850上,所述第六推送杆860的一端正对于所述第四推送杆830,所述第七推送杆870的一端正对于所述第五推送杆840,所述第四拆卸电动导轨850可带动所述第五推送杆840、第七推送杆870分别沿靠近或远离所述第二限位通槽、第三限位通槽的方向运动。为了提高生产节拍,此处利用两组推送杆单次拆卸出两个组装后的产品,即第四推送杆830与第六推送杆860共同形成一组,第五推送杆840与第七推送杆870共同形成一组,两组推送杆可将载带上组装好的产品扯出至第二限位通槽与第三限位通槽内,完成产品从载带上的拆卸。
如图9所示,下料机构910用于对产品进行下料收集,下料机构910包括下料架911、龙门架912、下料电动导轨913、下料平移板、下料升降气缸914、下料气动手指915,所述下料架911与所述龙门架912连接于所述机架100上,所述下料电动导轨913连接于所述龙门架912上,所述下料平移板设置于所述下料电动导轨913上,所述下料电动导轨913可带动所述下料平移板在所述第二拆卸机构800与所述下料架911之间来回移动,所述下料升降气缸914连接于所述下料平移板上,所述下料气动手指915设置于所述下料升降气缸914上,所述下料升降气缸914可带动所述下料气动手指915沿竖直方向运动。下料气动手指915可在下料电动导轨913与下料升降气缸914的带动下分别作平移、升降运动,下料气动手指915可将第二限位通槽与第三限位通槽内的产品夹取至下料架911内,完成对产品的收集下料。
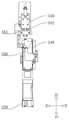
移送机构920用于将端子与磁芯一同从第一拆卸机构600移送至第二装配机构700上,移送机构920包括移送电动导轨921、移送板、移送升降气缸922、移送驱动电机923、移送气动手指924,所述移送电动导轨921连接于所述龙门架912上,所述移送板连接于所述移送电动导轨921上,所述移送电动导轨921可带动所述移送板在所述第一拆卸机构600与第二装配机构700之间来回运动,所述移送升降气缸922连接于所述移送板上,所述移送驱动电机923设置于所述移送升降气缸922上,所述移送升降气缸922可带动所述移送驱动电机923沿竖直方向运动,所述移送气动手指924设置于所述移送驱动电机923上,所述移送驱动电机923可带动所述移送气动手指924转动,所述移送气动手指924的旋转轴线沿竖直方向延伸。移送气动手指924可在移送电动导轨921、移送升降气缸922的带动下分别作平移、升降运动,移送气动手指924将第一限位通槽拆卸出来的工件移送至第二限位空间内,在移送的过程中,移送驱动电机923可带动移送气动手指924转动,从而将工件转动180度,便于将磁芯的另一侧也安装上端子。
以上对本发明的较佳实施方式进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本申请权利要求所限定的范围内。
Claims (9)
1.一种端子与磁芯组装机,其特征在于:包括机架(100),所述机架(100)上设置有输送机构(200),所述输送机构(200)内具有第一输送空间与第二输送空间,以所述第二输送空间相对所述第一输送空间所处的方位为相对的右方向,所述机架(100)上还设置有上胶机构(300)、上料机构(400)、第一装配机构(500)、第一拆卸机构(600)、第二装配机构(700)、第二拆卸机构(800)、下料机构(910)、移送机构(920),所述上胶机构(300)、第一装配机构(500)、第一拆卸机构(600)、第二装配机构(700)、第二拆卸机构(800)、下料机构(910)沿所述第一输送空间至所述第二输送空间的方向依次排列,所述上料机构(400)位于所述第一装配机构(500)的旁侧,所述移送机构(920)位于所述第一拆卸机构(600)与所述第二装配机构(700)之间,所述输送机构(200)包括有转动连接于机架(100)上的卷盘(210)与第一驱动电机(220),所述第一驱动电机(220)可带动所述卷盘(210)转动,所述机架(100)的顶面设置有输送座(230)与支撑架(110),所述输送座(230)上转动连接有第一输送轮(240)与第二输送轮(250),所述卷盘(210)的旋转轴线、第一输送轮(240)的旋转轴线与第二输送轮(250)的旋转轴线均沿前后方向延伸,所述第一输送轮(240)的外周壁设置有第一避空槽,所述第一输送轮(240)与所述第二输送轮(250)沿上下方向间隔设置,所述第一输送轮(240)与所述第二输送轮(250)之间形成所述第一输送空间,所述支撑架(110)上转动连接有第三输送轮(260)与第四输送轮(270),所述支撑架(110)上设置有第二驱动电机(280),所述第二驱动电机(280)可带动所述第三输送轮(260)转动,所述第四输送轮(270)的外周壁设置有第四避空槽,所述第三输送轮(260)与所述第四输送轮(270)沿前后方向间隔设置,所述第三输送轮(260)的旋转轴线与所述第四输送轮(270)的旋转轴线均沿上下方向延伸,所述第三输送轮(260)与所述第四输送轮(270)之间形成所述第二输送空间。
2.根据权利要求1所述的一种端子与磁芯组装机,其特征在于:所述上胶机构(300)包括上胶座(310)、上胶平移气缸(320)、上胶平移板、上胶升降气缸(330)、点胶头(340)、上胶驱动电机(350)、上胶盘(360),所述上胶座(310)固定连接于所述机架(100)上,所述上胶座(310)内沿左右方向延伸有限位通道,所述上胶座(310)的顶面设置有与所述限位通道相互连通的上胶孔,所述上胶驱动电机(350)连接于所述机架(100)上,所述上胶驱动电机(350)可带动所述上胶盘(360)转动,所述上胶盘(360)位于所述上胶座(310)的后方,所述上胶盘(360)的旋转轴线沿竖直方向延伸,所述上胶平移气缸(320)连接于所述机架(100)上,所述上胶平移气缸(320)位于所述上胶座(310)的前方,所述上胶平移板设置于所述上胶平移气缸(320)上,所述上胶平移气缸(320)可带动所述上胶平移板在所述上胶盘(360)与所述上胶孔之间来回运动,所述上胶升降气缸(330)连接于所述上胶平移板上,所述点胶头(340)设置于所述上胶升降气缸(330)上,所述上胶升降气缸(330)可带动所述点胶头(340)沿靠近或远离所述上胶孔的方向运动。
3.根据权利要求1所述的一种端子与磁芯组装机,其特征在于:所述上料机构(400)包括振动盘(410)与直振导槽(420),所述振动盘(410)具有出料口,所述直振导槽(420)的一端连接于所述出料口,所述直振导槽(420)的另一端为出料端,所述出料端位于所述支撑架(110)上,所述支撑架(110)上转动连接有第一导向轮(430)与第二导向轮(440),所述第一导向轮(430)的旋转轴线与所述第二导向轮(440)的旋转轴线沿竖直方向延伸,所述第二导向轮(440)的外周壁设置有第二避空槽,所述第一导向轮(430)与所述第二导向轮(440)沿前后方向间隔设置,所述第一导向轮(430)与所述第二导向轮(440)之间形成导向间隙。
4.根据权利要求1所述的一种端子与磁芯组装机,其特征在于:所述第一装配机构(500)包括第一装配台(510)、第一装配电动导轨(520)、第一推送板(530)、第一装配平移气缸(540)、第一平移板、第一定位销(551)与第二定位销(552),所述第一装配电动导轨(520)、第一装配台(510)、第一装配平移气缸(540)沿前后方向依次排列设置于所述支撑架(110)上,所述第一装配台(510)的顶面上设置有第一左限位块与第一右限位块,所述第一左限位块与所述第一右限位块沿左右方向间隔设置,所述第一左限位块与所述第一右限位块之间形成第一限位空间,所述第一推送板(530)设置于所述第一装配电动导轨(520)上,所述第一装配电动导轨(520)可带动所述第一推送板(530)靠近或远离所述第一限位空间,所述第一平移板设置于所述第一装配平移气缸(540)上,所述第一装配平移气缸(540)可带动所述第一平移板沿前后方向运动,所述第一定位销(551)、第二定位销(552)固定连接于所述第一平移板上,所述第一定位销(551)远离所述第一平移板的一端正对于所述第一左限位块,所述第二定位销(552)远离所述第一平移板的一端正对于所述第一右限位块。
5.根据权利要求1所述的一种端子与磁芯组装机,其特征在于:所述第一拆卸机构(600)包括第一拆卸台(610)、第一拆卸电动导轨(620)、第一推送杆(630)、第二拆卸电动导轨(640)、第二推送杆(650),所述第一拆卸电动导轨(620)、第一拆卸台(610)、第二拆卸电动导轨(640)沿前后方向依次排列设置于所述支撑架(110)上,所述第一拆卸台(610)的顶面沿前后方向延伸设置有第一限位通槽,所述第一推送杆(630)设置于所述第一拆卸电动导轨(620)上,所述第一拆卸电动导轨(620)可带动所述第一推送杆(630)在所述第一限位通槽内来回移动,所述第二推送杆(650)设置于所述第二拆卸电动导轨(640)上,所述第二推送杆(650)的一端正对于所述第一推送杆(630),所述第二拆卸电动导轨(640)可带动所述第二推送杆(650)沿靠近或远离所述第一限位通槽的方向运动。
6.根据权利要求1所述的一种端子与磁芯组装机,其特征在于:所述第二装配机构(700)包括第二装配台(710)、第二装配电动导轨(720)、第三推送杆(730)、第二装配平移气缸(740)、第二平移板、第三定位销(751)与第四定位销(752),所述第二装配电动导轨(720)、第二装配台(710)、第二装配平移气缸(740)沿前后方向依次排列设置于所述支撑架(110)上,所述第二装配台(710)的顶面上设置有第二左限位块与第二右限位块,所述第二左限位块与所述第二右限位块沿左右方向间隔设置,所述第二左限位块与所述第二右限位块之间形成第二限位空间,所述第三推送杆(730)设置于所述第二装配电动导轨(720)上,所述第二装配电动导轨(720)可带动所述第三推送杆(730)靠近或远离所述第二限位空间,所述第二平移板设置于所述第二装配平移气缸(740)上,所述第二装配平移气缸(740)可带动所述第二平移板沿前后方向运动,所述第三定位销(751)、第四定位销(752)固定连接于所述第二平移板上,所述第三定位销(751)远离所述第二平移板的一端正对于所述第二左限位块,所述第四定位销(752)远离所述第二平移板的一端正对于所述第二右限位块。
7.根据权利要求1所述的一种端子与磁芯组装机,其特征在于:第二拆卸机构(800)包括第二拆卸台(810)、第三拆卸电动导轨(820)、第四推送杆(830)、第五推送杆(840)、第四拆卸电动导轨(850)、第六推送杆(860)、第七推送杆(870),所述第三拆卸电动导轨(820)、第二拆卸台(810)、第四拆卸电动导轨(850)沿前后方向依次排列设置于所述支撑架(110)上,所述第二拆卸台(810)的顶面沿左右方向间隔设置有第二限位通槽与第三限位通槽,所述第二限位通槽与所述第三限位通槽均沿前后方向延伸,所述第四推送杆(830)与所述第五推送杆(840)设置于所述第三拆卸电动导轨(820)上,所述第三拆卸电动导轨(820)可带动所述第四推送杆(830)、第五推送杆(840)分别在所述第二限位通槽、第三限位通槽内来回移动,所述第六推送杆(860)与所述第七推送杆(870)设置于所述第四拆卸电动导轨(850)上,所述第六推送杆(860)的一端正对于所述第四推送杆(830),所述第七推送杆(870)的一端正对于所述第五推送杆(840),所述第四拆卸电动导轨(850)可带动所述第五推送杆(840)、第七推送杆(870)分别沿靠近或远离所述第二限位通槽、第三限位通槽的方向运动。
8.根据权利要求1所述的一种端子与磁芯组装机,其特征在于:下料机构(910)包括下料架(911)、龙门架(912)、下料电动导轨(913)、下料平移板、下料升降气缸(914)、下料气动手指(915),所述下料架(911)与所述龙门架(912)连接于所述机架(100)上,所述下料电动导轨(913)连接于所述龙门架(912)上,所述下料平移板设置于所述下料电动导轨(913)上,所述下料电动导轨(913)可带动所述下料平移板在所述第二拆卸机构(800)与所述下料架(911)之间来回移动,所述下料升降气缸(914)连接于所述下料平移板上,所述下料气动手指(915)设置于所述下料升降气缸(914)上,所述下料升降气缸(914)可带动所述下料气动手指(915)沿竖直方向运动。
9.根据权利要求8所述的一种端子与磁芯组装机,其特征在于:移送机构(920)包括移送电动导轨(921)、移送板、移送升降气缸(922)、移送驱动电机(923)、移送气动手指(924),所述移送电动导轨(921)连接于所述龙门架(912)上,所述移送板连接于所述移送电动导轨(921)上,所述移送电动导轨(921)可带动所述移送板在所述第一拆卸机构(600)与第二装配机构(700)之间来回运动,所述移送升降气缸(922)连接于所述移送板上,所述移送驱动电机(923)设置于所述移送升降气缸(922)上,所述移送升降气缸(922)可带动所述移送驱动电机(923)沿竖直方向运动,所述移送气动手指(924)设置于所述移送驱动电机(923)上,所述移送驱动电机(923)可带动所述移送气动手指(924)转动,所述移送气动手指(924)的旋转轴线沿竖直方向延伸。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010604134.XA CN111508697B (zh) | 2020-06-29 | 2020-06-29 | 一种端子与磁芯组装机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010604134.XA CN111508697B (zh) | 2020-06-29 | 2020-06-29 | 一种端子与磁芯组装机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111508697A CN111508697A (zh) | 2020-08-07 |
| CN111508697B true CN111508697B (zh) | 2020-10-23 |
Family
ID=71877257
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010604134.XA Active CN111508697B (zh) | 2020-06-29 | 2020-06-29 | 一种端子与磁芯组装机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111508697B (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113035542B (zh) * | 2021-02-24 | 2022-07-26 | 广东昭信智能装备有限公司 | 一种贴片电感生产线 |
| CN113579679B (zh) * | 2021-08-10 | 2024-06-07 | 全南群英达电子有限公司 | 一种磁头自动成型装置 |
| CN118197780B (zh) * | 2024-05-16 | 2024-08-23 | 广东昭信智能装备有限公司 | 点胶装端子机及系统 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03120177A (ja) * | 1989-09-29 | 1991-05-22 | Toshiba Corp | テープ巻回装置 |
| TW508598B (en) * | 2001-06-07 | 2002-11-01 | De-Lu Tzeng | Manufacturing method for thin inductor |
| JP2007266271A (ja) * | 2006-03-28 | 2007-10-11 | Tdk Corp | コア装着方法及び装置 |
| CN106571218A (zh) * | 2016-11-03 | 2017-04-19 | 深圳市京泉华科技股份有限公司 | 一种电子变压器引线自动加工处理设备及方法 |
| CN206490283U (zh) * | 2017-02-17 | 2017-09-12 | 广东昭信智能装备有限公司 | 一种用于电感线材与端子熔焊的激光焊接设备 |
| CN206619495U (zh) * | 2017-02-24 | 2017-11-07 | 珠海航宇自动化设备有限公司 | 一种电感端子和磁芯粘结机构 |
| CN107393712A (zh) * | 2017-07-26 | 2017-11-24 | 东莞市嘉龙海杰电子科技有限公司 | 磁芯贴铜箔及点胶设备 |
| CN207663926U (zh) * | 2017-08-01 | 2018-07-27 | 东莞市大研自动化设备有限公司 | 一种磁芯自动点胶装配裁切烘烤机 |
| CN208299187U (zh) * | 2018-06-06 | 2018-12-28 | 广东昭信智能装备有限公司 | 一种端子组装机 |
| CN209418308U (zh) * | 2019-01-02 | 2019-09-20 | 珠海航宇自动化设备有限公司 | 一种变压器绕线机构 |
| CN110473700A (zh) * | 2019-08-24 | 2019-11-19 | 南京金惠凯电子科技有限公司 | 磁棒线圈的生产设备 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57128016A (en) * | 1981-01-31 | 1982-08-09 | Sumida Denki Kk | Automatic manufacturing machine for inductor |
| CN203205237U (zh) * | 2013-03-04 | 2013-09-18 | 浙江田中精机股份有限公司 | 一种磁芯组装机 |
| NL2011753C2 (en) * | 2013-11-07 | 2015-05-11 | Tecnotion B V | Multi-layer flat wire coil. |
| US9881725B2 (en) * | 2014-11-21 | 2018-01-30 | Cisco Technology, Inc. | Ethernet magnetics package wire terminations |
-
2020
- 2020-06-29 CN CN202010604134.XA patent/CN111508697B/zh active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03120177A (ja) * | 1989-09-29 | 1991-05-22 | Toshiba Corp | テープ巻回装置 |
| TW508598B (en) * | 2001-06-07 | 2002-11-01 | De-Lu Tzeng | Manufacturing method for thin inductor |
| JP2007266271A (ja) * | 2006-03-28 | 2007-10-11 | Tdk Corp | コア装着方法及び装置 |
| CN106571218A (zh) * | 2016-11-03 | 2017-04-19 | 深圳市京泉华科技股份有限公司 | 一种电子变压器引线自动加工处理设备及方法 |
| CN206490283U (zh) * | 2017-02-17 | 2017-09-12 | 广东昭信智能装备有限公司 | 一种用于电感线材与端子熔焊的激光焊接设备 |
| CN206619495U (zh) * | 2017-02-24 | 2017-11-07 | 珠海航宇自动化设备有限公司 | 一种电感端子和磁芯粘结机构 |
| CN107393712A (zh) * | 2017-07-26 | 2017-11-24 | 东莞市嘉龙海杰电子科技有限公司 | 磁芯贴铜箔及点胶设备 |
| CN207663926U (zh) * | 2017-08-01 | 2018-07-27 | 东莞市大研自动化设备有限公司 | 一种磁芯自动点胶装配裁切烘烤机 |
| CN208299187U (zh) * | 2018-06-06 | 2018-12-28 | 广东昭信智能装备有限公司 | 一种端子组装机 |
| CN209418308U (zh) * | 2019-01-02 | 2019-09-20 | 珠海航宇自动化设备有限公司 | 一种变压器绕线机构 |
| CN110473700A (zh) * | 2019-08-24 | 2019-11-19 | 南京金惠凯电子科技有限公司 | 磁棒线圈的生产设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111508697A (zh) | 2020-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111508697B (zh) | 一种端子与磁芯组装机 | |
| CN107046145B (zh) | 动力电池自动合芯贴胶机 | |
| CN105836199B (zh) | 全自动贴膜机 | |
| CN110125643B (zh) | 全自动色带组装机 | |
| CN109202403B (zh) | 自动化屏幕组装设备 | |
| CN109823833A (zh) | 自动分板设备及其操作方法 | |
| CN109128739A (zh) | 一种产品自动化组装设备 | |
| CN110842556B (zh) | 一种童车前轮组件装配设备 | |
| CN109986324A (zh) | 一种具有图像识别精准定位功能的装网设备 | |
| CN216290588U (zh) | 马达组装机 | |
| CN208290580U (zh) | 一种书型盒组装机 | |
| CN113458762A (zh) | 具有自动保压功能的组装设备 | |
| CN205868697U (zh) | 一种dip元件的点胶镶盖组装一体机 | |
| CN218691088U (zh) | 一种电感上盖点胶旋转角度压合组装机 | |
| CN210172965U (zh) | 一种二代泵芯检测组装机 | |
| CN210504582U (zh) | 一种扎带泡棉组装机的泡棉自动送料装置 | |
| CN209633768U (zh) | 一种卷带自动贴合设备 | |
| CN111392411A (zh) | 一种连接器全自动组装设备 | |
| CN106736404A (zh) | 一种收纳箱自动组装系统 | |
| CN114130609B (zh) | 数据线点胶组装机 | |
| CN211238789U (zh) | 电源连接端子组装机 | |
| CN110980285B (zh) | 一种电池模组壳体自动上料和打码装置 | |
| CN214019178U (zh) | 一种具有轮子的玩具的打钉组装系统的打钉模块 | |
| CN211238381U (zh) | 极片自动复合成型机 | |
| CN210501119U (zh) | 一种应用于绳子拉手切割摆送机的绳子夹取转运装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |