CN111485322B - Three-dimensional interlaced fabric and preparation method thereof - Google Patents
Three-dimensional interlaced fabric and preparation method thereof Download PDFInfo
- Publication number
- CN111485322B CN111485322B CN202010342116.9A CN202010342116A CN111485322B CN 111485322 B CN111485322 B CN 111485322B CN 202010342116 A CN202010342116 A CN 202010342116A CN 111485322 B CN111485322 B CN 111485322B
- Authority
- CN
- China
- Prior art keywords
- fabric
- yarn
- dimensional
- pattern
- warp knitting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B21/00—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B21/06—Patterned fabrics or articles
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B21/00—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B21/14—Fabrics characterised by the incorporation by knitting, in one or more thread, fleece, or fabric layers, of reinforcing, binding, or decorative threads; Fabrics incorporating small auxiliary elements, e.g. for decorative purposes
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Knitting Of Fabric (AREA)
Abstract
The invention relates to a three-dimensional interlaced fabric and a preparation method thereof, through three-dimensional construction, a non-pressure yarn tissue is designed, weaving is carried out on a tricot high-speed warp knitting, the pattern of the fabric is more accurate and smooth, yarn damage is reduced, and yarn breakage is reduced; by adopting industrial general equipment, the equipment restriction in the production of the stereoscopic interlacing bar needle style warp-knitted fabric is solved, and the yield and the quality of the stereoscopic interlacing fabric are improved; the fabric tissue adopts a mode that a local coil is lack of a pad, slides and winds into a pattern, and the local coil is looped and weaved, the waxy change of the pattern floating line is reduced by adopting the weaved coil, the pattern is more stable, and the effects of snagging resistance, scratching resistance and silk drawing resistance are obvious; the invention improves the situation that the traditional three-dimensional interlacing bar needle style warp-knitted fabric is only rough, provides a very large space for rough and dense jacquard of dense base cloth, and expands the application space of the three-dimensional interlacing fabric.
Description
Technical Field
The invention relates to the field of warp-knitted fabric preparation, in particular to a three-dimensional interlaced fabric and a preparation method thereof.
Background
Warp-knitted fabrics with a three-dimensional interlacing style are usually produced on a raschel yarn-pressing warp knitting machine with a large needle pitch, a guide needle is used for hooking a yarn machine type to weave by using a traditional latch needle, a knocking-over device adopts a knocking-over plate and a sinker to complete holding and knocking-over, and a latch needle closing steel wire is installed on a complete machine and moves up and down on the latch needle to complete closing. The most distinctive structure of the warp knitting machine is a yarn pressing plate device: the knitting needle descends after finishing the yarn laying, and the yarn pressing plate descends at the moment, so that the jacquard yarns of the guide bar at the yarn laying position in front of the yarn pressing plate are separated from the needle hook and are pressed to the needle bar position all the time, therefore, when the needle hook is closed, the jacquard yarns are not at the needle hook, do not normally enter a holding area and are not looped, and are only interlaced on the guide bar yarns at the back of the yarn pressing plate, namely, the jacquard yarns are bound by the guide bar yarns at the back of the yarn pressing plate, and the three-dimensional interlacing effect of floating line floating marks is formed. The plate warp knitting machine provides a number of excellent pattern styles for us: big hank, little hank, eight characters hank, fretwork blank etc. this type of surface fabric style is close manual excellent needle effect, has richened the type of warp knitting product.
However, such warp knitting machines have been equipped with the warp knitting industry from the last 50 th century, and have been slightly improved, but have been very lagged behind compared with the modern high-speed warp knitting machines, and the short plates of such warp knitting equipment are mainly embodied in the following points:
1. for the reasons of small and popular people, international and domestic equipment manufacturers basically stop deep development and upgrade, and are in a state of stagnation in model updating, so that the equipment is greatly behind modern warp knitting equipment, and most domestic equipment is old.
2. The traditional latch needle and closed steel wire configuration of the thick needle type warp knitting machine needs to fully consider the closed effectiveness, the machine speed limitation is very high, generally about 250 revolutions per minute, and the yield is very low;
3. most of the looping moving parts of the thick-needle type warp knitting machine are also of an open cam structure, the synchronization precision is very low, an eccentric link mechanism is developed subsequently, but the optimization of the looping mechanism lags the development of the industry due to the low production quantity of equipment.
4. The requirements of the warp knitting machine with the thick needle type on the yarns of the jacquard guide bar are very high, and when the yarns are pressed, the yarns of the jacquard guide bar are subjected to higher tension instantly to cause frequent yarn breakage. Meanwhile, the requirements on the breaking strength and the breaking elongation of the yarn are strict, the application range of the yarn is small, and the development of products is restricted
5. The thick-needle type warp knitting machine lacks the assistance of an electronic servo system, cannot automatically feed yarns during yarn pressing, and cannot withdraw yarns during knocking over. Therefore, the smoothness and precision of the pattern of the raised pattern on the cloth surface are not sufficient
6. The yarn pressing system with the yarn pressing plate has the advantages that the yarn is greatly damaged, the cloth cover hairiness is increased, the pilling rate is increased, and the texture of the product is reduced.
The equipment is low in stability and difficult to adjust due to various reasons, meanwhile, the electronization degree is low, the man-machine interaction degree is low, and the deep development of the products is restricted, however, the fabric with the stereoscopic interlacing style is an important fabric type in the warp knitting fabric, has high market value, and needs to be continuously developed and researched, and due to the reasons, the warp knitting fabric with the stereoscopic interlacing style needs to be tried to be woven on advanced modern warp knitting equipment.
Disclosure of Invention
In view of the above problems with the prior art, it is an object of the present invention to provide a fabric having a three-dimensional interlacing style and a method of weaving the fabric on modern high speed warp knitting equipment.
In order to achieve the purpose, the technical scheme adopted by the invention is as follows:
the three-dimensional interlaced fabric is constructed in three dimensions, and a yarn pressing plate is not used in the weaving process.
Furthermore, the fabric comprises a base fabric and a jacquard structure, wherein the base fabric has a fine and smooth style, and the jacquard structure has a rough style.
Furthermore, the local coil in the fabric is lack of the pad and is slipped and wound into a flower shape, and the local coil is woven in a loop.
In addition, the invention also provides a method for preparing the three-dimensional interlaced fabric on modern high-speed warp knitting equipment, which comprises the following steps:
step 1: selecting and preparing yarns;
step 2: warping;
and step 3: warp knitting fabric
And 4, step 4: and (6) dyeing and finishing.
Further, the step 1 specifically comprises: yarn raw materials are selected according to the process, and are selected from natural fiber pure spinning yarns, or natural fiber blended yarns, or synthetic fiber short fiber pure spinning yarns, or synthetic fiber short fiber blended yarns, or natural fiber and synthetic fiber filament blended yarns.
Further, the step 3 specifically includes:
step 3.1: designing a warp knitting process: selecting fabric pattern style, components and specifications according to customer requirements;
step 3.2: determining equipment, namely, adopting a tricot or Raschel single needle bed warp knitting machine, wherein the number of guide bars is more than 4, and the machine number is 16-32 needles/inch;
step 3.3: determining a process texture, dividing the fabric into a base fabric texture and a jacquard texture,
the texture of the base fabric portion is selected from: the weaving chain and the weft insertion, or the weaving chain and the variable weft insertion, or any two of the loop-forming tissues which can be interwoven into cloth, or the single-comb tissue;
the weave of the jacquard portion is selected from: each pattern is matched with two guide bars, and the organization of each guide bar has the functions of looping and lacking the cushion;
step 3.4: three-dimensional estimation is carried out, and when the jacquard guide bar tissue of the three-dimensional interlaced fabric is woven, the yarn laying process, pad missing sliding and winding are generated in a three-dimensional space.
Further, the process flow of step 4 includes: shaping the gray cloth, sewing edges, dyeing in a cylinder and shaping a finished product.
The invention provides a fabric which is woven without a yarn pressing plate and has a three-dimensional interlacing effect, and provides a method for preparing the three-dimensional interlacing fabric on modern high-speed warp knitting equipment, through three-dimensional construction, a non-pressure yarn weave is designed, weaving is carried out on tricot high-speed warp knitting, the pattern of the fabric is more accurate and smooth, yarn damage is reduced, and yarn breakage is reduced; by adopting industrial general equipment, the equipment restriction in the production of the stereoscopic interlacing bar needle style warp-knitted fabric is solved, and the yield and the quality of the stereoscopic interlacing fabric are improved; the fabric tissue adopts a mode that a local coil is lack of a pad, slides and winds into a pattern, and the local coil is looped and weaved, the waxy change of the pattern floating line is reduced by adopting the weaved coil, the pattern is more stable, and the effects of snagging resistance, scratching resistance and silk drawing resistance are obvious; the invention improves the situation that the traditional three-dimensional interlacing bar needle style warp-knitted fabric is only rough, provides a very large space for rough and dense jacquard of dense base cloth, and expands the application space of the three-dimensional interlacing fabric.
Drawings
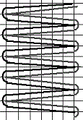
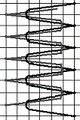
FIG. 1 is a schematic view of a finished fabric article of the present invention;
FIG. 2 is a schematic view of the yarn laying process in the three-dimensional estimation process of step 3.4;
FIG. 3 is a schematic diagram of pad missing slip in the three-dimensional estimation process of step 3.4;
fig. 4 is a schematic diagram of the winding generated in the three-dimensional estimation process of step 3.4.
Detailed Description
For further understanding of the present invention, embodiments of the present invention will be described in further detail below with reference to examples, but the embodiments of the present invention are not limited thereto.
In order to make the purpose and technical solution of the present invention more apparent, the present invention is further described in detail with reference to the following examples. It should be understood that the specific embodiments described herein are merely illustrative of the invention and are not intended to limit the invention. The following describes the application of the present invention in detail.
The three-dimensional interlaced fabric is constructed in a three-dimensional mode, no yarn pressing is used in the weaving process, the fabric comprises a base fabric and a jacquard structure, the base fabric has a fine and smooth style, the jacquard structure has an rough style, partial coils in the fabric are wound into patterns in a slipping mode in a missing mode, and the partial coils are woven in a looping mode.
The invention provides a method for preparing a three-dimensional interlaced fabric on modern high-speed warp knitting equipment, through three-dimensional construction, a non-pressure yarn tissue is designed, and weaving is carried out on tricot high-speed warp knitting, so that the fabric pattern is more accurate and smooth, yarn damage is reduced, and yarn breakage is reduced; by adopting industrial general equipment, the equipment restriction in the production of the stereoscopic interlacing bar needle style warp-knitted fabric is solved, and the yield and the quality of the stereoscopic interlacing fabric are improved; the fabric tissue adopts a mode that a local coil is lack of a pad, slides and winds into a pattern, and the local coil is looped and weaved, the waxy change of the pattern floating line is reduced by adopting the weaved coil, the pattern is more stable, and the effects of snagging resistance, scratching resistance and silk drawing resistance are obvious; the invention improves the situation that the traditional three-dimensional interlacing bar needle style warp-knitted fabric is only rough, provides very large space for rough and dense jacquard of dense base cloth, and expands the application space of the three-dimensional interlacing fabric
Example 1:
the preparation method comprises the following steps:
1. yarn selection and preparation:
selecting yarn materials according to the process, wherein the yarn can be selected from nylon filament, polyester filament and regenerated cellulose filament; pure spun yarns or blended yarns of short fibers such as terylene, chinlon, acrylon, cotton, wool, mulberry silk, regenerated cellulose and the like; the specification of the nylon filament is 30D/12f-300D/144f, the specification of the polyester filament is 30D/12f-300D/576f, the specification of the regenerated cellulose filament is 50D/12f-300D/96f, and the specification of pure spun yarn or blended yarn of short fibers of the polyester, the nylon, the acrylic fiber, the cotton, the wool, the mulberry silk, the regenerated cellulose and the like is 16Ne/1-70Ne/1 and 21Ne/2-160Ne/2 of single yarn.
2. Yarn warping
The yarn material involved in the weaving can be warped in the usual way in the industry.
3. Warp knitting fabric
a. Field adjustment during weaving on a warp knitting machine: when warp knitting is carried out, the process is carefully checked, and the cloth is hung and the yarn is raised;
b. carefully checking all elements of the cloth cover: whether defects such as vertical strips, horizontal strips, missed stitches and the like exist or not;
c. the weaving tension of each yarn is carefully measured, so that the cloth cover is smooth, and yarn breakage is reduced.
4. Dyeing and finishing of fabric
The specific process flow comprises the following steps: shaping the gray cloth, sewing edges, dyeing in a cylinder and shaping a finished product; because the style of the three-dimensional interlaced warp-knitted fabric is mainly the generation of yarn floating marks, the emphasis is to prevent the mechanical damage of the jacquard surface during dyeing.
The specific process of warp knitting and weaving comprises the following steps:
3.1, designing a warp knitting process, selecting proper fabric pattern style, components and specifications according to customer requirements, wherein the pattern style of the three-dimensional interlaced rod needle style warp knitting fabric comprises the following steps: the color stripes are spaced at random intervals on the basis of the styles, and the width of the color stripes is 2-20 mm.
3.2, determining equipment, wherein the adopted warp knitting machine model comprises but is not limited to a tricot single-needle bed warp knitting machine, a Raschel single-needle bed warp knitting machine, the number of guide bars is more than 4, and the machine number is 16 needles/inch-32 needles/inch.
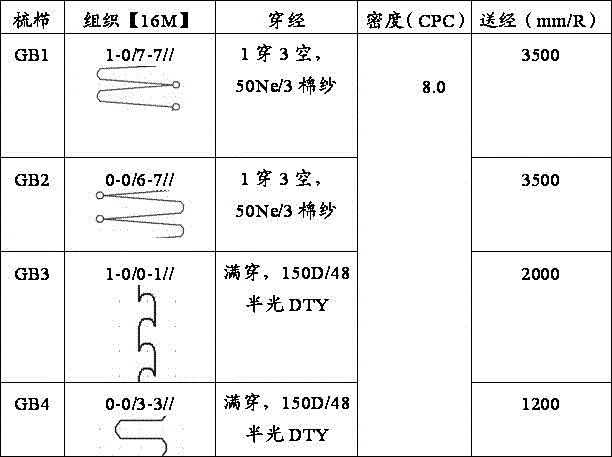
3.3, determining a process texture, wherein the three-dimensional interlaced fabric is divided into a base fabric texture and a jacquard texture, and the selectable textures of the base fabric texture comprise: chaining + weft insertion (1-0/0-1// +0-0/3-3//, the number of weft insertion needles can be changed as required); chaining + changing weft insertion (1-0/0-1// +0-0/3-3/0-0/5-5//, the number of weft insertion needles of the length changing part can be changed arbitrarily according to the requirement); any two loop stitches (1-0/1-2// +2-3/1-0//, the number of needles traversed in front of the two combs can be changed according to needs) which can be interwoven into a cloth; any single comb tissue (1-0/1-2, the number of the traversing needles before the needles can be changed according to the requirement);
the jacquard portion may have selected textures including: each pattern is generally matched with two guide bars, and the organization of each guide bar generally has two functions of looping and pad lacking; for example, 1-0/4-4// +3-4/0-0//, the number of the knitting courses can be set as required, the number of the cushion lacking courses can also be set as required, the number of the knitting yarn padding can be changed as required, and the number of the cushion lacking yarn padding can also be changed as required.
3.4, three-dimensional estimation, when the jacquard guide bar tissue of the stereoscopic interlacing bar needle style warp-knitted fabric is woven, 3 processes are generally generated in a stereoscopic space, namely: the lapping process (as shown in fig. 2), the pad missing slip (as shown in fig. 3), and the winding (as shown in fig. 4).
Example 2:
1. designing a warp knitting process:
1.1, a 5mm twill twist style is selected, the style is elegant, and the superiority of the embodiment can be fully embodied;
1.2, main data of the fabric:
large twisted strip specification: winding 4 yarns at a pitch of-5 mm, wherein the longitudinal density of a finished product is 8 needles/cm, the transverse density of the finished product is 10 needles/cm, the specification of the finished product is 300 g/square meter, the width of the finished product is 150 cm, and the components of the finished product are 54% of cotton and 46% of terylene;
1.3, adopting a German Karl Meier 22-needle four-comb tricot knitting machine as production equipment; the design process is as follows:
1.4, material selection and preparation:
base fabric material of the present example: 150D/48f terylene semi-gloss DTY has excellent strength and moderate elasticity so as to form effective base cloth;
jacquard Material for the present example: 50Ne/3 cotton yarn, strength 410, multi-strand combination, enhancement and winding visual effect, and high yarn strength, which is very favorable for weaving;
the bottom polyester cotton of the embodiment can be flatly sleeved to form plain color, and can also form double-layer and double-color effects by single dyeing cotton.
2. Warping yarns:
150D/48 semi-gloss DTY warping is the same as common terylene, and the uniform tension of the yarn and the flat disc surface are ensured.
Because 50Ne/3 is excellent folded yarn, the warping equipment of the same type as common terylene is adopted for warping cotton yarn, and the equipment is required to be intact, particularly the sensitivity of a tensioner is high; the setting of a tensioner needs to be soft when the cotton yarn is warped, the machine speed needs to be slow, and flying needs to be cleaned frequently.
The warping process adopts a domestic sectional copying warping machine, and is as follows:
| raw materials | KDF | Roller | Hairiness | Copying | Speed of rotation | Refueling | Transverse moving |
| 150D/48 terylene low stretch yarn | 5 | 3 | Opening device | Opening device | 650 | Closing (A) | Closing device |
| 50Ne/3 cotton yarn | 5 | 3 | Opening device | Opening device | 300 | Closing device | Closing device |
3. Warp knitting fabric
Firstly, when warp knitting and weaving are carried out, the process is carefully checked, and the cloth is not hung and the yarn is produced.
Secondly, carefully checking all elements of the cloth cover: the existence of defects such as vertical strips, horizontal strips, drop stitches and the like.
Thirdly, carefully measuring the weaving tension of each yarn to ensure that the cloth surface is smooth, the yarn is broken less, and the weaving tension requirement is as follows:
| yarn | Tension range |
| 150D/48 terylene low stretch yarn | 10-14CN |
| 50Ne/3 cotton yarn | 12-16CN |
4. Dyeing and finishing fabric
Firstly, the fabric focuses on preventing the mechanical damage of the jacquard surface during dyeing, and the hemming dyeing is strictly carried out to prevent the pattern floating line from being scratched and scratched, and the reference flow is as follows: shaping gray cloth, hemming (pattern in the inner part), dyeing polyester, dyeing cotton, drying, shaping and softening, finishing woolen blanket, and rolling a finished product;
secondly, the computer parameters of each main process are shown in the following table:
| shaping of gray cloth | 185 degrees, 15 to 20 percent of overfeed and 15 yards/minute |
| Dyeing in jar | Cloth speed in the cylinder: 180 s/circle (cloth in cylinder for one cycle) |
| Shaping of finished product | 165 degrees, light drawing: 0 to 5 percent |
| Woolen blanket finishing | 60 ℃ for 90 minutes |
The final product is shown in fig. 1.
The above description is only a preferred embodiment of the present invention, and is not intended to limit the present invention in any way, and any modifications or equivalent variations made in accordance with the technical spirit of the present invention are within the scope of the present invention as claimed.
Claims (1)
1. The preparation method of the three-dimensional interlaced fabric is characterized by comprising the following steps of:
step 1: selecting and preparing yarns, specifically: selecting yarn raw materials according to the process, wherein the yarn raw materials are selected from pure natural fiber spinning yarns, or natural fiber blended yarns, or pure synthetic fiber short fiber spinning yarns, or synthetic fiber short fiber blended yarns, or natural fiber and synthetic fiber filament blended yarns;
step 2: warping;
and step 3: warp knitting and weaving, specifically:
step 3.1: designing a warp knitting process: selecting fabric pattern style, components and specifications according to customer requirements;
step 3.2: determining equipment, namely, adopting a tricot or Raschel single-needle bed warp knitting machine, wherein the number of guide bars is more than 4, and the machine number is 16-32 needles/inch;
step 3.3: determining a process texture, wherein the fabric is a non-yarn-pressing texture and is divided into a base fabric texture and a jacquard texture,
the texture of the base fabric portion is selected from: the weaving chain and the weft insertion, or the weaving chain and the variable weft insertion, or any two of the loop-forming tissues which can be interwoven into cloth, or the single-comb tissue;
the weave of the jacquard portion is selected from: each pattern is matched with two guide bars, and the organization of each guide bar has the functions of looping and lacking the cushion;
step 3.4: three-dimensional estimation, namely, when a jacquard guide bar tissue of the three-dimensional interlaced fabric is woven, through three-dimensional construction, yarn pressing operation is not carried out, a yarn padding process, pad missing slippage and winding are generated in a three-dimensional space, local coil pad missing slippage and winding are generated, and local coil looping weaving is carried out;
and 4, step 4: dyeing and finishing, comprising: shaping the gray cloth, sewing edges, dyeing in a cylinder and shaping a finished product.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010342116.9A CN111485322B (en) | 2020-04-27 | 2020-04-27 | Three-dimensional interlaced fabric and preparation method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010342116.9A CN111485322B (en) | 2020-04-27 | 2020-04-27 | Three-dimensional interlaced fabric and preparation method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111485322A CN111485322A (en) | 2020-08-04 |
| CN111485322B true CN111485322B (en) | 2022-06-14 |
Family
ID=71790401
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010342116.9A Active CN111485322B (en) | 2020-04-27 | 2020-04-27 | Three-dimensional interlaced fabric and preparation method thereof |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111485322B (en) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101381926A (en) * | 2008-10-21 | 2009-03-11 | 南通东升艾克家用纺织品有限公司 | Terylene ultra-flexible ike blanket and producing method thereof |
| CN101545175A (en) * | 2009-04-01 | 2009-09-30 | 江南大学 | A warp knitting method for double-color jacquard seamless fabric |
| CN102425032A (en) * | 2011-10-13 | 2012-04-25 | 江南大学 | Production method of seamless clothes with multi-layer jacquard effect |
| CN102828341A (en) * | 2012-09-18 | 2012-12-19 | 绍兴县游龙窗饰有限公司 | Warp knitting and complex weaving fabric, method for processing same, application of warp knitting and complex weaving fabric and warp knitting machine |
| CN103835063A (en) * | 2013-12-03 | 2014-06-04 | 江南大学 | Method for producing bicolor jacquard spacer fabric |
| CN205000085U (en) * | 2015-08-26 | 2016-01-27 | 福建永丰针纺有限公司 | Jacquard fabric with beam waist shaping |
| CN105420911A (en) * | 2015-11-04 | 2016-03-23 | 信泰(福建)科技有限公司 | Double-faced jacquard weaving technology |
| CN206591239U (en) * | 2016-12-16 | 2017-10-27 | 东莞超盈纺织有限公司 | Warp knitted jacquard fabric for the sley bar lopping and the changeable braiding of inlaid thread of jacquard weave |
| JP2019085667A (en) * | 2017-11-06 | 2019-06-06 | 福井経編興業株式会社 | Three-dimensional warp knitted fabric |
-
2020
- 2020-04-27 CN CN202010342116.9A patent/CN111485322B/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101381926A (en) * | 2008-10-21 | 2009-03-11 | 南通东升艾克家用纺织品有限公司 | Terylene ultra-flexible ike blanket and producing method thereof |
| CN101545175A (en) * | 2009-04-01 | 2009-09-30 | 江南大学 | A warp knitting method for double-color jacquard seamless fabric |
| CN102425032A (en) * | 2011-10-13 | 2012-04-25 | 江南大学 | Production method of seamless clothes with multi-layer jacquard effect |
| CN102828341A (en) * | 2012-09-18 | 2012-12-19 | 绍兴县游龙窗饰有限公司 | Warp knitting and complex weaving fabric, method for processing same, application of warp knitting and complex weaving fabric and warp knitting machine |
| CN103835063A (en) * | 2013-12-03 | 2014-06-04 | 江南大学 | Method for producing bicolor jacquard spacer fabric |
| CN205000085U (en) * | 2015-08-26 | 2016-01-27 | 福建永丰针纺有限公司 | Jacquard fabric with beam waist shaping |
| CN105420911A (en) * | 2015-11-04 | 2016-03-23 | 信泰(福建)科技有限公司 | Double-faced jacquard weaving technology |
| CN206591239U (en) * | 2016-12-16 | 2017-10-27 | 东莞超盈纺织有限公司 | Warp knitted jacquard fabric for the sley bar lopping and the changeable braiding of inlaid thread of jacquard weave |
| JP2019085667A (en) * | 2017-11-06 | 2019-06-06 | 福井経編興業株式会社 | Three-dimensional warp knitted fabric |
Non-Patent Citations (1)
| Title |
|---|
| 立体效应贾卡提花织物的编织原理及贾卡花纹设计;李辽斌;《针织工业》;19891028(第5期);3-6页 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111485322A (en) | 2020-08-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Ray | Fundamentals and advances in knitting technology | |
| CN109338587B (en) | Warp-knitted elastic fabric imitating pearl ground eyelet fabric and preparation method thereof | |
| CN109082768B (en) | Terylene warp-knitted plain fabric and production method thereof | |
| CN109403096B (en) | Terylene warp-knitted stripe fabric and production method thereof | |
| CN106087235A (en) | A kind of color knits grid elasticity warp knit jean and preparation technology thereof | |
| CN110409050A (en) | A method of the Trico jacquard warp knitting machine with Jacquard and adjust knitting needle away from | |
| CN111005147A (en) | Lace fabric and production method thereof | |
| CN105525430A (en) | Diagonal bi-directional elastic indigo warp knitted jean fabric and preparation technology | |
| CN110273222B (en) | Preparation process of double-needle-bed jacquard flannel fabric with relief effect | |
| CN113832601A (en) | Double-needle bed three-jacquard warp knitting machine | |
| CN105908355A (en) | Jacquard weave houndstooth elastic warp-knitting jean fabric and preparation process thereof | |
| CN112430892A (en) | Warp-knitted wrinkled vertical strip fabric and preparation method and application thereof | |
| CN111254568A (en) | Manufacturing process of jacquard folded three-dimensional fabric and fabric | |
| CN111485322B (en) | Three-dimensional interlaced fabric and preparation method thereof | |
| CN111593474B (en) | Method for preparing warp-knitted spaced single-face velvet fabric | |
| CN110644131A (en) | Special elastic warp-knitted fabric suitable for weft cutting and preparation method thereof | |
| CN110725046A (en) | Method for preparing braid by adopting modified polyester fibers and braid | |
| CN114016202B (en) | Method for producing antistatic elastic double-needle bar warp knitting imitation single-sided terry fabric | |
| CN210394719U (en) | Freely cut weft knitting fabric | |
| CN202009948U (en) | Warming and breathable carpet | |
| CN211227581U (en) | Warp-knitted shuttle-like pattern elastic fabric | |
| CN110747574B (en) | Warp-knitted double-sided wool-like fabric and preparation method thereof | |
| CN115559044B (en) | Warp knitting style circular knitting machine fabric and preparation method thereof | |
| CN107299452B (en) | Silk-like knitted fabric | |
| CN219490313U (en) | Warp knitted underwear fabric with tender bud appearance |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |