CN111421293A - 一种保温管连续切割焊接包覆平台及其包覆方法 - Google Patents
一种保温管连续切割焊接包覆平台及其包覆方法 Download PDFInfo
- Publication number
- CN111421293A CN111421293A CN201910019598.1A CN201910019598A CN111421293A CN 111421293 A CN111421293 A CN 111421293A CN 201910019598 A CN201910019598 A CN 201910019598A CN 111421293 A CN111421293 A CN 111421293A
- Authority
- CN
- China
- Prior art keywords
- roller
- heat preservation
- pipe
- heat
- welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003466 welding Methods 0.000 title claims abstract description 71
- 238000005520 cutting process Methods 0.000 title claims abstract description 47
- 238000005253 cladding Methods 0.000 title claims abstract description 36
- 238000009413 insulation Methods 0.000 title claims description 17
- 238000000034 method Methods 0.000 title claims description 13
- 238000004321 preservation Methods 0.000 claims abstract description 100
- 238000007789 sealing Methods 0.000 claims abstract description 23
- 238000005096 rolling process Methods 0.000 claims description 12
- 230000000149 penetrating effect Effects 0.000 claims 1
- 230000009286 beneficial effect Effects 0.000 abstract description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/053—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work aligning cylindrical work; Clamping devices therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/02—Carriages for supporting the welding or cutting element
- B23K37/0252—Steering means
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Thermal Insulation (AREA)
Abstract
一种保温管连续切割焊接包覆平台,包括平台、被覆管引导装置、保温管引导装置、保温管切割装置、热封焊接装置及定位引导装置;所述被覆管引导装置内穿设有被覆管件,并引导被覆管沿直线运动;所述保温管引导装置内穿设有保温管件,并使保温管件沿斜线运动;所述保温管切割装置设置在靠近保温管引导装置的位置处,对保温管引导装置内的保温管件进行剖切,所述保温管件沿斜线运动在经过保温管切割装置后与沿直线运动的被覆管件相交,并进行包覆,且在包覆后经过热封焊接装置,进行热封,最后通过定位引导装置引出。本发明的有益效果是:通过在平台上设置被覆管引导装置、保温管引导装置及保温管切割装置能够实现对保温管件的高效剖切。
Description
技术领域
本发明的建筑给水管道装配技术领域,具体涉及一种保温管连续切割焊接包覆平台及其包覆方法。
背景技术
针对目前建筑给水管,市场使用较多的工作管是PP-R管道、铝塑复合管、紫铜管、不锈钢管等,对于给水管都需要做保温和防冷凝,因此产品在出厂的时候就会有要求套保温管的要求,或者在施工过程中要求套保温管,然而无论是从工厂生产还是从施工后套,都需要采用后套的传统二步法进行实施,无法进行在线将需要被包覆的工作管一步法进行包覆。
发明内容
针对现有技术中存在的问题,本发明提供了结构合理、高效可靠的一种保温管连续切割焊接包覆平台及其包覆方法。
本发明的技术方案如下:
一种保温管连续切割焊接包覆平台,其特征在于,包括平台、被覆管引导装置、保温管引导装置、保温管切割装置、热封焊接装置及定位引导装置;所述被覆管引导装置内穿设有被覆管件,并引导被覆管沿直线运动;所述保温管引导装置与被覆管引导装置设置在同一侧位置,所述保温管引导装置内穿设有保温管件,并使保温管件沿斜线运动;所述保温管切割装置设置在靠近保温管引导装置的位置处,对保温管引导装置内的保温管件进行剖切,所述保温管件沿斜线运动在经过保温管切割装置后与沿直线运动的被覆管件相交,并进行包覆,且在包覆后经过热封焊接装置,进行热封,最后通过定位引导装置引出。
所述的一种保温管连续切割焊接包覆平台,其特征在于,所述被覆管引导装置包括第一底座、设置在第一底座上的被覆管引导孔,所述被覆管件穿设在被覆管引导孔内。
所述的一种保温管连续切割焊接包覆平台,其特征在于,所述保温管引导装置包括第二底座及设置在第二底座上的保温管导引孔、第一滚轮、第二滚轮及第三滚轮,所述第一滚轮、第二滚轮及第三滚轮三者呈等腰三角形分布,所述保温管件从保温管导引孔引出后依次经过第一滚轮、第二滚轮及第三滚轮。
所述的一种保温管连续切割焊接包覆平台,其特征在于,所述保温管切割装置包括刀架底座、小滚轮底座、大滚轮底座、设置在刀架底座上的刀具、设置在大滚轮底座上的大滚轮及设置在小滚轮底座上的小滚轮,所述刀架底座、大滚轮底座及小滚轮底座均能够在水平面内进行角度调整;所述保温管件从大滚轮与刀具之间穿入,从小滚轮与刀具之间穿出。
所述的一种保温管连续切割焊接包覆平台,其特征在于,所述热封焊接装置包括热封焊枪底座及设置在热封焊枪底座上的热封焊枪,所述热封焊枪底座能够在水平面内进行角度调整。
所述的一种保温管连续切割焊接包覆平台,其特征在于,所述定位引导装置包括第一定位座、第二定位座及第三定位座,所述第一定位座上设有第一固定滚轮,所述第一固定滚轮上方设有第一活动滚轮,所述第一定位座上设有第一调节旋钮,用于对第一活动滚轮进行上下位置调节;所述第二定位座上设有第二固定滚轮,所述第二固定滚轮上方设有第二活动滚轮,所述第二定位座上设有第二调节旋钮,用于对第二活动滚轮进行上下位置调节;所述第三定位座上设有第三固定滚轮,所述第三固定滚轮上方设有第三活动滚轮,所述第三定位座上设有第三调节旋钮,用于对第三活动滚轮进行上下位置调节。
所述的一种保温管连续切割焊接包覆平台,其特征在于,所述保温管切割装置与热封焊接装置之间设有导管滚棒装置。
所述的一种保温管连续切割焊接包覆平台,其特征在于,所述导管滚棒装置包括安装底座、设置在安装底座上的滚棒。
所述的一种基于保温管连续切割焊接包覆平台的包覆方法,其特征在于,包括如下步骤:
1)将被覆管件穿过被覆管引导孔进行直线输送,同时将保温管件穿过保温管引导孔,并依次经过第一滚轮、第二滚轮及第三滚轮进行斜线输送;
2)保温管件从大滚轮与与刀具之间进入,刀具完全连续剖切保温管一侧,保温管件沿着大滚轮与刀具中间输送至小滚轮位置,并从刀具与小滚轮之间输出,最后与在前进中的被覆管件汇合,此时被剖切的保温管件将在前进中的被覆管件包裹住;
3)包裹着被覆管件的保温管件与被覆管件一起运行至导管滚棒装置,并沿导管滚棒装置运行至热封焊接装置处,使得热风枪对包裹着被覆管件的保温管件焊缝进行焊接;
4)焊接完成之后的管件运行至定位引导装置,保证焊缝完整性和质量。
本发明的有益效果是:通过在平台上设置被覆管引导装置、保温管引导装置及保温管切割装置能够实现对保温管件的高效剖切,同时实现被覆管件的自动包裹保温管件过程;包裹后的保温管件能够通过热封焊接装置进行自动焊接,实现对被覆管件的一次包裹,大大提高了工作效率。
附图说明
图1为本发明的整体结构示意图;
图2为本发明的被覆管引导装置结构示意图;
图3为本发明的保温管引导装置结构示意图;
图4为本发明的保温管切割装置结构示意图;
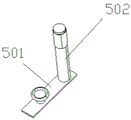
图5为本发明的导管滚棒装置结构示意图;
图6为本发明的定位引导装置结构示意图;
图7为本发明的热封焊接装置结构示意图。
具体实施方式
以下结合好说明书附图,对本发明作进一步描述。
如图1-7所示,一种保温管连续切割焊接包覆平台,包括平台1、被覆管引导装置2、保温管引导装置3、保温管切割装置4、热封焊接装置7及定位引导装置6;被覆管引导装置2内穿设有被覆管件,并引导被覆管沿直线运动;保温管引导装置3与被覆管引导装置设置在同一侧位置,保温管引导装置3内穿设有保温管件,并使保温管件沿斜线运动;保温管切割装置4设置在靠近保温管引导装置3的位置处,对保温管引导装置3内的保温管件进行剖切,所述保温管件沿斜线运动在经过保温管切割装置4后与沿直线运动的被覆管件相交,并进行包覆,且在包覆后经过热封焊接装置7,进行热封,最后通过定位引导装置6引出。
被覆管引导装置2包括第一底座201、设置在第一底座201上的被覆管引导孔202,所述被覆管件穿设在被覆管引导孔202内。
保温管引导装置3包括第二底座305及设置在第二底座305上的保温管导引孔301、第一滚轮302、第二滚轮303及第三滚轮304,所述第一滚轮302、第二滚轮303及第三滚轮304三者呈等腰三角形分布,保温管件从保温管导引孔301引出后依次经过第一滚轮302、第二滚轮303及第三滚轮304。
保温管切割装置4包括刀架底座401、小滚轮底座406、大滚轮底座404、设置在刀架底座401上的刀具402、设置在大滚轮底座406上的大滚轮403及设置在小滚轮底座406上的小滚轮405,所述刀架底座401、小滚轮底座406及大滚轮底座404分别能够通过在水平面上进行角度调节(转动调节,通过螺旋旋钮固定),以保证刀具402处于最佳切割位置;所述保温管件从大滚轮403与刀具402之间穿入,从小滚轮405与刀具402之间穿出。
热封焊接装置包括热封焊枪底座701及设置在热封焊枪底座701上的热封焊枪702,所述热封焊枪底座701能够在水平面内进行角度调节(转动调节,通过螺旋旋钮固定),保证热封焊枪702处于最佳工作位置。
定位引导装置6包括第一定位座601、第二定位座609及第三定位座604,第一定位座601上设有第一固定滚轮612,第一固定滚轮612上方设有第一活动滚轮611,第一定位座601上设有第一调节旋钮602,用于对第一活动滚轮611进行上下位置调节(通过螺纹调节);所述第二定位座609上设有第二固定滚轮610,第二固定滚轮610上方设有第二活动滚轮603,第二定位座609上设有第二调节旋钮607,用于对第二活动滚轮603进行上下位置调节;第三定位座604上设有第三固定滚轮608,所述第三固定滚轮608上方设有第三活动滚轮606,第三定位座604上设有第三调节旋钮605,用于对第三活动滚轮606进行上下位置调节。
保温管切割装置4与热封焊接装置7之间设有导管滚棒装置5,保证稳定传输保温管;导管滚棒装置5包括安装底座501、设置在安装底座501上的滚棒502。
基于保温管连续切割焊接包覆平台的包覆方法,包括如下步骤:
1)将被覆管件穿过被覆管引导孔进行直线输送,同时将保温管件穿过保温管引导孔,并依次经过第一滚轮、第二滚轮及第三滚轮进行斜线输送;
2)保温管件从大滚轮与与刀具之间进入,刀具完全连续剖切保温管一侧,保温管件沿着大滚轮与刀具中间输送至小滚轮位置,并从刀具与小滚轮之间输出,最后与在前进中的被覆管件汇合,此时被剖切的保温管件将在前进中的被覆管件包裹住;
3)包裹着被覆管件的保温管件与被覆管件一起运行至导管滚棒装置,并沿导管滚棒装置运行至热封焊接装置处,使得热风枪对包裹着被覆管件的保温管件焊缝进行焊接。
4)焊接完成之后的管件运行至定位引导装置,保证焊缝完整性和质量。
工作原理:
被覆管件通过被覆管引导孔、保温管件通过保温管引导孔,同时进行引导,被覆管件沿直线运动,保温管件沿斜线运动经过第一滚轮、第二滚轮、第三滚轮的中间平稳输送至大滚轮与剖切的刀具中间,预先对保温管切割装置进行调整,使得保温管件能够被剖切的顺利完全连续剖切保温管一侧,被剖切的保温管沿着大滚轮与剖切刀架中间至小滚轮位置,在小滚轮与刀具的引导下平稳顺利的与在前进中的被覆管件汇合,此时被剖切的保温管件将在前进中的内管包裹住,包裹着被覆管件的保温管与被覆管件一起平稳运行至导管滚棒装置,并使其平稳运行至热封焊接装置处,预先调整好热风枪位置使得热封焊枪处于最佳焊接位置将平稳运行的包裹着内管的保温管件焊缝进行焊接,焊接完成之后的保温管件运行至第一固定滚轮与第一活动滚轮之间、第二固定滚轮与第二活动滚轮之间中间、第三固定滚轮与第三活动滚轮之间中间,预先调整第一调整旋钮、第二调整旋钮、第三调整旋钮,使得能将保温管正好通过,从而保证焊缝完整性和质量。
Claims (9)
1.一种保温管连续切割焊接包覆平台,其特征在于,包括平台(1)、被覆管引导装置(2)、保温管引导装置(3)、保温管切割装置(4)、热封焊接装置(7)及定位引导装置(6);所述被覆管引导装置(2)内穿设有被覆管件,并引导被覆管沿直线运动;所述保温管引导装置(3)与被覆管引导装置设置在同一侧位置,所述保温管引导装置(3)内穿设有保温管件,并使保温管件沿斜线运动;所述保温管切割装置(4)设置在靠近保温管引导装置(3)的位置处,对保温管引导装置(3)内的保温管件进行剖切,所述保温管件沿斜线运动在经过保温管切割装置(4)后与沿直线运动的被覆管件相交,并进行包覆,且在包覆后经过热封焊接装置(7),进行热封,最后通过定位引导装置(6)引出。
2.根据权利要求1所述的一种保温管连续切割焊接包覆平台,其特征在于,所述被覆管引导装置(2)包括第一底座(201)、设置在第一底座(201)上的被覆管引导孔(202),所述被覆管件穿设在被覆管引导孔(202)内。
3.根据权利要求1所述的一种保温管连续切割焊接包覆平台,其特征在于,所述保温管引导装置(3)包括第二底座(305)及设置在第二底座(305)上的保温管导引孔(301)、第一滚轮(302)、第二滚轮(303)及第三滚轮(304),所述第一滚轮(302)、第二滚轮(303)及第三滚轮(304)三者呈等腰三角形分布,所述保温管件从保温管导引孔(301)引出后依次经过第一滚轮(302)、第二滚轮(303)及第三滚轮(304)。
4.根据权利要求1所述的一种保温管连续切割焊接包覆平台,其特征在于,所述保温管切割装置(4)包括刀架底座(401)、小滚轮底座(406)、大滚轮底座(404)、设置在刀架底座(401)上的刀具(402)、设置在大滚轮底座(406)上的大滚轮(403)及设置在小滚轮底座(406)上的小滚轮(405),所述刀架底座(401)、大滚轮底座(404)及小滚轮底座(406)均能够在水平面内进行角度调整;所述保温管件从大滚轮(403)与刀具(402)之间穿入,从小滚轮(405)与刀具(402)之间穿出。
5.根据权利要求1所述的一种保温管连续切割焊接包覆平台,其特征在于,所述热封焊接装置包括热封焊枪底座(701)及设置在热封焊枪底座(701)上的热封焊枪(702),所述热封焊枪底座(701)能够在水平面内进行角度调整。
6.根据权利要求1所述的一种保温管连续切割焊接包覆平台,其特征在于,所述定位引导装置(6)包括第一定位座(601)、第二定位座(609)及第三定位座(604),所述第一定位座(601)上设有第一固定滚轮(612),所述第一固定滚轮(612)上方设有第一活动滚轮(611),所述第一定位座(601)上设有第一调节旋钮(602),用于对第一活动滚轮(611)进行上下位置调节;所述第二定位座(609)上设有第二固定滚轮(610),所述第二固定滚轮(610)上方设有第二活动滚轮(603),所述第二定位座(609)上设有第二调节旋钮(607),用于对第二活动滚轮(603)进行上下位置调节;所述第三定位座(604)上设有第三固定滚轮(608),所述第三固定滚轮(608)上方设有第三活动滚轮(606),所述第三定位座(604)上设有第三调节旋钮(605),用于对第三活动滚轮(606)进行上下位置调节。
7.根据权利要求1所述的一种保温管连续切割焊接包覆平台,其特征在于,所述保温管切割装置(4)与热封焊接装置(7)之间设有导管滚棒装置(5)。
8.根据权利要求7所述的一种保温管连续切割焊接包覆平台,其特征在于,所述导管滚棒装置(5)包括安装底座(501)、设置在安装底座(501)上的滚棒(502)。
9.根据权利要求1-8所述的一种基于保温管连续切割焊接包覆平台的包覆方法,其特征在于,包括如下步骤:
1)将被覆管件穿过被覆管引导孔进行直线输送,同时将保温管件穿过保温管引导孔,并依次经过第一滚轮、第二滚轮及第三滚轮进行斜线输送;
2)保温管件从大滚轮与刀具之间进入,刀具完全连续剖切保温管一侧,保温管件沿着大滚轮与刀具中间输送至小滚轮位置,并从刀具与小滚轮之间输出,最后与在前进中的被覆管件汇合,此时被剖切的保温管件将在前进中的被覆管件包裹住;
3)包裹着被覆管件的保温管件与被覆管件一起运行至导管滚棒装置,并沿导管滚棒装置运行至热封焊接装置处,使得热风枪对包裹着被覆管件的保温管件焊缝进行焊接;
4)焊接完成之后的管件运行至定位引导装置,保证焊缝完整性和质量。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910019598.1A CN111421293A (zh) | 2019-01-09 | 2019-01-09 | 一种保温管连续切割焊接包覆平台及其包覆方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910019598.1A CN111421293A (zh) | 2019-01-09 | 2019-01-09 | 一种保温管连续切割焊接包覆平台及其包覆方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111421293A true CN111421293A (zh) | 2020-07-17 |
Family
ID=71546094
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910019598.1A Pending CN111421293A (zh) | 2019-01-09 | 2019-01-09 | 一种保温管连续切割焊接包覆平台及其包覆方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111421293A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112793199A (zh) * | 2020-12-16 | 2021-05-14 | 陆红华 | 一种空调压花保温管制造加工工艺 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB620447A (en) * | 1947-01-17 | 1949-03-24 | Anglo Iranian Oil Co Ltd | Apparatus for use in cutting tubes by means of oxy-acetylene and like burners |
| CN2253423Y (zh) * | 1996-05-17 | 1997-04-30 | 公成企业股份有限公司 | 空调保温管专用机 |
| CN201596691U (zh) * | 2009-12-29 | 2010-10-06 | 大连通发新材料开发有限公司 | 生产铝包铜管的设备 |
| CN204118449U (zh) * | 2014-06-05 | 2015-01-21 | 霍山县向阳恒温器有限公司 | 一种用于电脑剥线机的引线装置 |
| CN205397192U (zh) * | 2016-03-01 | 2016-07-27 | 广东飞新达智能设备股份有限公司 | 导向支撑滚轮机构 |
| CN205414547U (zh) * | 2016-02-02 | 2016-08-03 | 纪金福 | 可去管皮的切管机结构 |
| CN206200242U (zh) * | 2016-11-30 | 2017-05-31 | 佛山市顺德区丰隆制冷配件有限公司 | 用于切割空调异形三通管的齐头机 |
| CN107069578A (zh) * | 2017-04-01 | 2017-08-18 | 镇江市建科工程质量检测中心有限公司 | 一种电缆剖开装置 |
-
2019
- 2019-01-09 CN CN201910019598.1A patent/CN111421293A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB620447A (en) * | 1947-01-17 | 1949-03-24 | Anglo Iranian Oil Co Ltd | Apparatus for use in cutting tubes by means of oxy-acetylene and like burners |
| CN2253423Y (zh) * | 1996-05-17 | 1997-04-30 | 公成企业股份有限公司 | 空调保温管专用机 |
| CN201596691U (zh) * | 2009-12-29 | 2010-10-06 | 大连通发新材料开发有限公司 | 生产铝包铜管的设备 |
| CN204118449U (zh) * | 2014-06-05 | 2015-01-21 | 霍山县向阳恒温器有限公司 | 一种用于电脑剥线机的引线装置 |
| CN205414547U (zh) * | 2016-02-02 | 2016-08-03 | 纪金福 | 可去管皮的切管机结构 |
| CN205397192U (zh) * | 2016-03-01 | 2016-07-27 | 广东飞新达智能设备股份有限公司 | 导向支撑滚轮机构 |
| CN206200242U (zh) * | 2016-11-30 | 2017-05-31 | 佛山市顺德区丰隆制冷配件有限公司 | 用于切割空调异形三通管的齐头机 |
| CN107069578A (zh) * | 2017-04-01 | 2017-08-18 | 镇江市建科工程质量检测中心有限公司 | 一种电缆剖开装置 |
Non-Patent Citations (1)
| Title |
|---|
| 张闻民等: "暖卫与通风工程施工技术", 30 June 1995, 中国建筑工业出版社, pages: 335 - 336 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112793199A (zh) * | 2020-12-16 | 2021-05-14 | 陆红华 | 一种空调压花保温管制造加工工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204585880U (zh) | 一种pe管件夹具 | |
| CN204585840U (zh) | Pe管件热熔工装 | |
| CN107030485A (zh) | 保温管穿管机 | |
| CN111421293A (zh) | 一种保温管连续切割焊接包覆平台及其包覆方法 | |
| JP6737962B2 (ja) | パイプの製造のための組み立て溶接ミル | |
| CN204725845U (zh) | 一种球阀连接件夹具 | |
| CN110744181A (zh) | 一种大口径长输管线用自动焊焊接工艺 | |
| CN204585824U (zh) | 一种pe弯头热熔焊接工装 | |
| CN102335781A (zh) | 管件在线定尺切割机构 | |
| RU2404037C1 (ru) | Способ и устройство для приварки горловин плоских панелей к коллекторной трубе | |
| CN204585821U (zh) | 一种塑料管件定位工装 | |
| CN208772827U (zh) | 多角度焊接机构 | |
| CN111715981A (zh) | 一种全位置tig管管焊接设备及其焊接工艺 | |
| CN102001183A (zh) | 二次复合铝塑软管制管机及其制造复合铝塑软管的方法 | |
| CN115556380A (zh) | 一种管材端口自动加工装置 | |
| CN216912570U (zh) | 一种用于高压输水大直径钢管的坡口式自动焊接装置 | |
| CN208881192U (zh) | 热熔堵熔接定位压力机 | |
| CN210042274U (zh) | 一种高分子石墨碳棒发热轨生产线 | |
| CN210967400U (zh) | 一种用于lng输送管道对接的tig自动焊接装置 | |
| CN204736437U (zh) | 一种pe球阀定位工装 | |
| CN203679562U (zh) | 液化天然气管线组对焊接焊缝自动保温装置 | |
| CN217571657U (zh) | 一种用于软硬管连接的工装 | |
| CN1416995A (zh) | 管道对接焊的方法及焊接成的管道 | |
| CN108994421B (zh) | 一种适用于多种管径规格的薄壁钢管斜角焊接机 | |
| CN215616384U (zh) | 一种全自动智能化消防管道螺纹及沟槽生产线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20201009 Address after: 317000 No. 6 Qianjiang South Road, Dayang Street, Linhai City, Taizhou City, Zhejiang Province Applicant after: Linhai Weixing New Building Materials Co.,Ltd. Address before: Boye Road Economic Development Zone coastal city Taizhou city Zhejiang province 317000 Applicant before: ZHEJIANG WEIXING NEW BUILDING MATERIALS Co.,Ltd. |
|
| TA01 | Transfer of patent application right | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |