CN111417481B - 具有内偏刀片接收槽的铣槽工具主体、具有该工具主体和切削刀片的旋转切槽工具 - Google Patents
具有内偏刀片接收槽的铣槽工具主体、具有该工具主体和切削刀片的旋转切槽工具 Download PDFInfo
- Publication number
- CN111417481B CN111417481B CN201880077145.8A CN201880077145A CN111417481B CN 111417481 B CN111417481 B CN 111417481B CN 201880077145 A CN201880077145 A CN 201880077145A CN 111417481 B CN111417481 B CN 111417481B
- Authority
- CN
- China
- Prior art keywords
- blade
- insert
- shank
- cutting
- recess
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
- B23C5/109—Shank-type cutters, i.e. with an integral shaft with removable cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/006—Details of the milling cutter body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/08—Disc-type cutters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
- B23C5/2239—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped by a clamping member acting almost perpendicular on the cutting face
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
- B23C5/2298—Securing arrangements for bits or teeth or cutting inserts secured by resilient/flexible means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/28—Features relating to lubricating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/28—Features relating to lubricating or cooling
- B23C5/283—Cutting inserts with internal coolant channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/0494—Rectangular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/08—Rake or top surfaces
- B23C2200/082—Rake or top surfaces with an elevated clamping surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/08—Rake or top surfaces
- B23C2200/085—Rake or top surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/08—Rake or top surfaces
- B23C2200/086—Rake or top surfaces with one or more grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/16—Supporting or bottom surfaces
- B23C2200/164—Supporting or bottom surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/16—Supporting or bottom surfaces
- B23C2200/165—Supporting or bottom surfaces with one or more grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/02—Connections between the shanks and detachable cutting heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/03—Cutting heads comprised of different material than the shank irrespective of whether the head is detachable from the shank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/16—Fixation of inserts or cutting bits in the tool
- B23C2210/161—Elastically deformable clamping members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/20—Number of cutting edges
- B23C2210/202—Number of cutting edges three
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/40—Flutes, i.e. chip conveying grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2250/00—Compensating adverse effects during milling
- B23C2250/12—Cooling and lubrication
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Drilling Tools (AREA)
- Gripping On Spindles (AREA)
- Surgical Instruments (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
一种铣槽工具主体(22)包括盘状刀具部(26)和从其向后突出的柄部(56)。刀具部(26)包括弹性的夹紧部(32),其外周设置有刀片接收槽(38)。柄部(56)包括在轴向上与刀具部(26)邻接的设置在外周的前柄凹部(60)。刀片接收槽(38)的径向内侧部分在向后方向上与前柄凹部(60)汇合。切削刀片(24)被可拆卸地且弹性地夹紧在刀片接收槽(38)中以形成旋转切槽工具(20)。切削刀片(24)包括各自具有长和短刀片横向延伸部(98a,98b)的两个切削部(94a,94b),长刀片横向延伸部(98a)比短刀片横向延伸部(98b)更长。最长的刀片横向延伸部(98a)位于切削刀片(24)的相对两侧。
Description
技术领域
本申请的主题总体涉及旋转切槽工具,其具有铣槽工具主体,该铣槽工具主体具有盘状刀具部,该刀具部具有用于将切削刀片可拆卸地保持在其中的多个周向设置的刀片接收槽,特别地,涉及刀片接收槽将切削刀片弹性地夹紧在其中的这种铣槽工具主体。
背景技术
旋转切槽工具可以具有铣槽工具主体,其具有盘状刀具部和垂直于该盘状刀具部延伸的柄部。盘状刀具部可设置有用于将切削刀片保持在其中的多个周向设置的刀片接收槽。切削刀片可以通过固定螺钉被固定在刀片接收槽中。例如在US6,571,451和US8,834,075中公开了这样的旋转切削工具的例子。
在其他旋转切槽工具中,切削刀片可以通过弹性夹紧构件被固定在刀片接收槽中。例如在US6,116,823和US8,708,610中公开了这样的旋转切削工具的例子,其中切削刀片是单端的。替代地,切削刀片也可以是双端的,如US5,059,068中所示。
在特别是用于在小孔中进行内部切槽的其他旋转切槽工具中,可以优选使用具有多条切削刃的盘形的实心硬质合金铣槽头。例如在US6,276,879和US8,708,611中公开了这样的旋转切削工具的例子。然而,这种铣槽头的制造相对昂贵,并且如果一条切削刃被损坏,则需要更换整个铣槽头。
发明内容
根据本申请的主题的第一方面,提供了一种铣槽工具主体,其具有限定相对的向前方向和向后方向的主体中心轴线,并且铣槽工具主体能在旋转方向上围绕该主体中心轴线旋转,该铣槽工具主体包括:
盘状刀具部,其包括弹性夹紧部,该弹性夹紧部具有设置在外周上的刀片接收槽;以及
从刀具部向后突出的柄部,该柄部包括柄外周表面和前柄凹部,所述柄外周表面围绕主体中心轴线在周向上延伸,所述前柄凹部在邻接刀具部处凹入柄外周表面中并向柄外周表面打开,其中:
刀片接收槽的径向内侧部分在向后方向上与前柄凹部汇合。
根据本申请的主题的第二方面,提供了一种旋转切槽工具,其包括:
上述类型的铣槽工具主体;以及
切削刀片,其被可拆卸地且弹性地夹紧在刀片接收槽中。
根据本申请的主题的第三方面,提供了一种切削刀片,其在限定刀片纵向轴线的方向上纵向地伸长并包括:
相对的刀片上表面和刀片下表面以及在它们之间延伸的刀片外周表面,该刀片外周表面包括将刀片上表面和刀片下表面相连接的相对的两个刀片端表面以及也将刀片上表面和刀片下表面相连接的相对的两个刀片侧表面;
刀片纵向平面,其包含刀片纵向轴线、在刀片侧表面之间穿过并且与刀片上表面和刀片下表面相交且还与相对的刀片端表面相交;以及
位于切削刀片的相对两端的两个切削部,其各自包括形成在刀片上表面与两个刀片端表面中的一个之间的相交部处的切削刃,其中:
刀片的切削部各自包括两个刀片横向延伸部,它们在远离刀片纵向平面的方向上从切削刀片的相对两侧横向突出并且切削刃延伸到它们上;
两个刀片横向延伸部包括宽刀片横向延伸部和窄刀片横向延伸部,在垂直于刀片纵向平面的方向上,宽刀片横向延伸部比窄刀片横向延伸部更长;并且
宽刀片横向延伸部位于刀片纵向平面的相对两侧。
根据本申请的主题的第四方面,提供了一种切削工具主体,其具有限定相对的向前方向和向后方向的主体中心轴线,并且铣槽工具主体能在旋转方向上围绕主体中心轴线旋转,该铣槽工具主体包括:
盘状刀具部,其包括弹性夹紧部,该弹性夹紧部具有设置在外周上的刀片接收槽;以及
从刀具部向后突出的柄部,该柄部包括柄外周表面和前柄凹部,所述柄外周表面围绕主体中心轴线在周向上延伸,所述前柄凹部在邻接刀具部处凹入柄外周表面中并向柄外周表面打开,其中:
在铣槽工具主体的前视图中,在沿着主体中心轴线的方向上,柄部通过刀片接收槽部分可见。
应理解的是,上述内容是概述,并且下文中描述的特征可以通过任何组合的方式应用于本申请的主题,例如,下述任意特征都可以应用于铣槽工具主体和旋转切槽工具以及切削刀片:
刀具部和柄部可以一体地形成,使得铣槽工具主体具有整体的一件式结构。
夹紧部还可以包括彼此相对并且彼此通过刀片接收槽间隔开的弹性夹紧构件和下钳口构件,弹性夹紧构件在旋转方向上被设置在下钳口构件的前方并且被构造为将切削刀片弹性地固定在刀片接收槽中。
弹性夹紧构件可以在轴向上邻接前柄凹部。
柄部可以包括设置在外周上的非凹陷前柄部,其在周向上邻接前柄凹部并且在轴向上邻接刀具部。
刀具部还可以包括至少一个附加的弹性夹紧部,以形成彼此成角度地间隔开的多个夹紧部。柄部还可以包括至少一个附加的前柄凹部,以形成彼此成角度地间隔开的多个前柄凹部。柄部还可以包括至少一个附加的非凹陷前柄部,以形成彼此成角度地间隔开的多个非凹陷前柄部,每个非凹陷前柄部都位于周向相邻的两个前柄凹部之间。每个刀片接收槽的径向内侧部分可以在向后方向上与相应的前柄凹部汇合。
在沿着主体中心轴线的方向上:
在主体中心轴线与非凹陷前柄部上的最远部分之间延伸的假想半径线限定了柄部圆的柄部半径,该柄部圆以主体中心轴线为中心并且具有柄部直径;并且
刀具部限定以主体中心轴线为中心并且具有刀具部直径的刀具部外接圆。
在沿着主体中心轴线的方向上,柄部圆可以与刀片接收槽相交。
刀片接收槽可以由细长的槽外周表面限定,该槽外周表面包括位于下钳口构件上的槽下钳口抵接表面。在沿着主体中心轴线的方向上,柄部圆与槽下钳口抵接表面相交。
槽外周表面还可以包括位于弹性夹紧构件上的槽夹紧构件抵接表面。在沿着主体中心轴线的方向上,槽夹紧构件抵接表面可以位于柄部圆的径向外侧。
槽外周表面还可以包括在周向上位于槽夹紧构件抵接表面与槽下钳口抵接表面之间的槽径向止动表面。在沿着主体中心轴线的方向上,槽径向止动表面可以位于柄部圆的径向内侧。
前柄凹部还可以包括设置在外周上的凹部外侧间隙,其由面向前的凹部外侧基部表面和横切于凹部外侧基部表面延伸的凹部外侧外周表面限定,凹部外侧外周表面的每个端部和凹部外侧基部表面与柄外周表面相交。
前柄凹部可以包括凹部内侧间隙,其由面向前的凹部内侧基部表面和横切于凹部内侧基部表面延伸的凹部内侧外周表面限定。凹部内侧基部表面可以与凹部外侧外周表面相交。凹部内侧外周表面的每个端部可以与凹部外侧外周表面相交。
凹部外侧间隙可以由在圆周方向上延伸的周向槽沟形成。
在沿着主体中心轴线的方向上,凹部外侧外周表面可以凹形地弯曲并且由凹部外侧外周半径限定。
在铣槽工具主体的侧视图中,凹部外侧外周表面可以凹形地弯曲并且由外周侧半径限定。
切削刀片可以在限定刀片纵向轴线的方向上纵向地伸长,该切削刀片可以包括:
相对的刀片上表面和刀片下表面以及在它们之间延伸的刀片外周表面,该刀片外周表面包括将刀片上表面和刀片下表面相连接的相对的两个刀片端表面以及也将刀片上表面和刀片下表面相连接的相对的两个刀片侧表面;
刀片纵向平面,其包含刀片纵向轴线、在刀片侧表面之间穿过并且与刀片上表面和刀片下表面相交且还与相对的刀片端表面相交;以及
位于切削刀片的一个端部处的切削部,该切削部包括形成在刀片上表面与两个刀片端表面中的一个之间的相交部处的切削刃,其中:
与切削部相对的刀片端表面包括刀片凹陷部,其包括刀片扳手表面,该刀片扳手表面距刀片下表面比距刀片上表面更近,刀片扳手表面被构造成由用于从刀片接收槽中取出切削刀片的扳手的位移叉抵接。
在切削刀片的侧视图中,刀片扳手表面可以凹形地弯曲。
刀片扳手表面可以完全位于刀片中间平面下方,该刀片中间平面在刀片上表面与刀片下表面之间的中点处延伸并包含刀片纵向轴线。
与切削部相对的刀片端表面还可以包括刀片止动表面,其距刀片上表面比距刀片下表面更近,该刀片止动表面是平面的。
切削刀片可以包括形成两个切削部的附加切削部,这两个切削部形成在切削刀片的相对两端。
刀片切削部可以各自包括两个刀片横向延伸部,它们在远离刀片纵向平面的方向上从切削刀片的相对两侧横向突出并且切削刃延伸到它们上。两个刀片横向延伸部可以包括宽刀片横向延伸部和窄刀片横向延伸部,在垂直于刀片纵向平面的方向上,宽刀片横向延伸部比窄刀片横向延伸部更长。宽刀片横向延伸部可以位于刀片纵向平面的相对两侧。
两个切削部可以包括工作切削部和非工作切削部,工作切削部的切削刃位于刀具部的径向范围之外。工作切削部的宽刀片横向延伸部可以是两个刀片横向延伸部的相对于轴向方向的轴向最前部分。
刀片接收槽可以包括由切削刀片在沿着主体中心轴线的方向上的刀片轮廓限定的槽刀片部。槽刀片部的径向内侧部分可以在向后方向上与前柄凹部汇合。
附图说明
为了更好地理解本申请并示出在实践中可以如何进行实施,现在将参照附图,其中:
图1是根据本申请的旋转切槽工具的前视立体图,其中切削刀片被弹性地夹紧在刀片接收槽中;
图2是图1所示的旋转切槽工具的分解后视立体图;
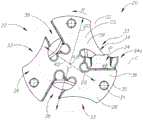
图3是图1中的铣槽工具主体的前视图;
图4是图3所示的铣槽工具主体的侧视图;
图5是图3中的夹紧部的侧视图,其中叠加有刀片轮廓;
图6是图5中的夹紧部的沿着方向线“VI”的前视图;
图7是根据本申请的切削刀片的立体图;
图8是图7所示的切削刀片的侧视图;
图9是图7和图8所示的切削刀片的顶视图;以及
图10是在用扳手将切削刀片从刀片接收槽中拔出之前的与图1所示类似的视图。
应理解的是,为了图示的简单和清楚起见,图中所示的元件不一定按比例绘制。例如,为了清楚起见,一些元件的尺寸可能相对于其他元件被夸大,或者几个物理部件可以被包括在一个功能块或元件中。此外,在认为适当时,可以在附图之间重复附图标记以指示对应或相似的元件。
具体实施方式
在以下说明中,将描述本申请的主题的各个方面。出于说明的目的,充分详细地阐述了特定的构造和细节以提供对本申请的主题的透彻理解。然而,对于本领域的技术人员来说将显而易见的是可以在没有本文所给出的特定的构造和细节的情况下实施本申请的主题。
首先参照图1和图2,示出了描绘了本申请的一个方面的适于切槽操作的旋转切槽工具20,其具有工具中心轴线A。旋转切槽工具20可表现出关于工具中心轴线A的旋转对称性。旋转切槽工具20具有通常可以由钢制成的铣槽工具主体22。旋转切槽工具20具有切削刀片24,其通常可以由硬质合金制成。切削刀片24被可拆卸地附接在铣槽工具主体22上。
应注意,本文中所使用的词语“旋转切槽工具”可以用金属切削领域中适用于这样的切削工具的其他词语来代替,例如“铣槽刀”、“槽铣削刀”、“开缝铣刀”、“开槽刀”、“槽铣刀”、“沟铣削刀”、“侧铣刀”、“盘铣刀”等。
现在也参照图3和图4,示出了本申请的主题的另一个方面,其涉及铣槽工具主体22。铣槽工具主体22具有与工具中心轴线A重合的主体中心轴线B。主体中心轴线B限定相对的向前方向DF和向后方向DR。主体中心轴线B形成旋转轴线,铣槽工具主体22可围绕该旋转轴线在旋转方向R上旋转。
应理解的是,在整个说明书和权利要求书中,词语“向前”和“向后”的使用分别是指图4中在主体中心轴线B的向下和向上的方向上的相对位置。此外,除非另有说明,否则词语“轴向”和“径向”是相对于工具中心轴线B而言的。
如图3所示,铣槽工具主体22包括盘状刀具部26。刀具部26包括两个相对的刀具部侧表面28以及在刀具部侧表面28之间延伸的刀具部外周表面30。刀具部外周表面30围绕主体中心轴线B在周向上延伸。主体中心轴线B在两个刀具部侧表面28的中心部处与它们相交。在铣槽工具主体22的前视图中,在沿着主体中心轴线B的方向上(即,图3),刀具部26限定了刀具部外接圆CC,其以主体中心轴线B为中心并且具有刀具部直径DC。
如图4所示,在轴向方向上,在两个刀具部侧表面28之间测量,刀具部26具有刀具部宽度WC。根据本申请的主题的一些实施方式,两个刀具部侧表面28可以是平面的并且垂直于主体中心轴线B。刀具部26可以包括枢转叉孔31,以用于在将切削刀片24从刀具部26卸下时接收扳手52的枢转叉51b,这稍后在说明书中讨论。
刀具部26包括夹紧部32。根据本申请的主题的一些实施方式,刀具部26还可包括至少一个附加夹紧部32,以形成彼此成角度地间隔开的多个夹紧部32。在下面的描述中可以理解的是,与单个夹紧部32相关的任何特征也可以与其他夹紧部32(如果存在)相关。多个夹紧部32可以在向前-向后方向上沿着主体中心轴线B设置在相同的轴向位置处。每个夹紧部32都可在刀具部外周表面30处具有切屑槽33,使得在前视图中刀具部26可能不完全是圆形的。
夹紧部32包括弹性夹紧构件34和下钳口构件36,它们彼此相对并且彼此通过刀片接收槽38间隔开。也就是说,刀片接收槽38形成在弹性夹紧构件34与下钳口构件36之间。刀片接收槽38沿着刀片接收槽轴线C延伸,使得在铣槽工具主体22的前视图中弹性夹紧构件34和下钳口构件36位于刀片接收槽轴线C的相对两侧。弹性夹紧构件34在旋转方向上被设置在下钳口构件36和刀片接收槽38的前方。弹性夹紧构件34被构造为将切削刀片24弹性地固定在刀片接收槽38中。弹性夹紧构件34可相对于下钳口构件36弹性地位移。换言之,夹紧部32是弹性的。应注意,夹紧部32没有US6,116,823和US8,388,270所公开的在旋转方向上设置在弹性夹紧构件34的前方的弹性槽。
进一步参照图5,其示出了夹紧部32的侧视图(即,垂直于刀片接收槽轴线C),刀片接收槽38向刀具部外周表面30打开。因此,刀片接收槽38设置在外周上。返回到图4,刀片接收槽38在两侧上向刀具部侧表面28横向地打开。应理解的是,与刀片接收槽38有关的“横向地”的上下文是指垂直于刀片接收槽轴线C,并因此大体上在平行于主体中心轴线B的方向上。
刀片接收槽38由细长的槽外周表面40限定,其端部延伸到刀具部外周表面30处。槽外周表面40在两个刀具部侧表面28之间延伸。槽外周表面40包括位于弹性夹紧构件34上的槽夹紧构件抵接表面42,以用于抵接切削刀片24上的对应表面。槽外周表面40包括位于下钳口构件36上的槽下钳口抵接表面44,以用于抵接切削刀片24上的对应表面。槽外周表面40包括槽径向止动表面46,以用于将切削刀片24定位在精确的预定径向位置。槽径向止动表面46在径向上面向外侧。根据本申请的主题的一些实施方式,槽径向止动表面46可在周向上定位在槽夹紧构件抵接表面42和槽下钳口抵接表面44之间。
参照图5,刀片接收槽38包括槽刀片部48,其由切削刀片24的、在其被可拆卸地且弹性地夹紧在刀片接收槽38中时的沿着主体中心轴线B的方向上的刀片轮廓IP限定。刀片接收槽38包括从刀片接收槽38径向向内延伸的槽扳手部50。槽扳手部50的一个目的是用作应力释放槽(如本领域中所已知的)。然而,槽扳手部50具有比正常的应力释放槽更大的尺寸,使得其在从刀片接收槽38中取出切削刀片24时还可以用于接收扳手52的位移叉51a。此外,如果槽扳手部50仅用作应力释放槽,则其比通常所需的位置在旋转方向上进一步向前定位。例如,刀片扳手部50的大部分位于槽下钳口抵接表面44的延伸部上方。这使位移叉51a在位于槽扳手部50中的同时能够抵接切削刀片24的端部。刀片接收槽38包括槽弹性部54,以用于向弹性夹紧构件34提供所需的弹力。槽弹性部54在旋转方向上设置在槽扳手部50的前方。
参照图2至图4,铣槽工具主体22包括从最后面的刀具部侧表面28突出的柄部56。也就是说,柄部56从刀具部26向后突出。柄部56包括围绕主体中心轴线B在周向上延伸的柄外周表面58。根据本申请的主题的一些实施方式,柄部56可与刀具部26一体地形成,使得铣槽工具主体22具有整体的一件式结构,即,柄部56和刀具部26由单一连续材料块形成(例如,加工而成)。柄部56可以具有圆柱形的基本形状。如图4所示,柄外周表面58可以在具有凹陷弯曲部的柄圆角表面59处与刀具侧表面28相交。该凹陷弯曲部可以具有大于或等于1mm且小于或等于2mm的柄圆角半径RF。
回到图4和图6,柄部56包括前柄凹部60,其凹入柄外周表面58中并向柄外周表面58打开。也就是说,前柄凹部60设置在外周上,并且在最接近柄外周表面58的前端的位置处在径向上凹入其中。前柄凹部60在轴向上邻接刀具部26。根据本申请的主题的一些实施方式,柄部56还可包括至少一个附加前柄凹部60,以形成彼此成角度地间隔开的多个前柄凹部60。在下面的说明中应理解的是,与单个前柄凹部60相关的任何特征也可以与其他前柄凹部60(如果存在)相关。
根据本申请的主题的一些实施方式,柄部56可包括由柄外周表面58的非凹陷部分形成的非凹陷前柄部62。与前柄凹部60一样,非凹陷前柄部62设置在外周上。非凹陷前柄部62可在周向上邻接前柄凹部60并且在轴向上邻接刀具部26。因此,前柄凹部60可以不围绕柄部56的整个圆周范围延伸(即,可以不具有360°的角范围)。根据本申请的主题的一些实施方式,通过与前柄凹部60类似的方式,柄部56还可以包括至少一个附加的非凹陷前柄部62,以形成彼此成角度地间隔开的多个非凹陷前柄部62。非凹陷前柄部62的数量可以与前柄凹部60的数量相匹配。每个非凹陷前柄部62都可位于周向相邻的两个前柄凹部60之间。也就是说,前柄凹部60和非凹陷前柄部62可以在圆周方向上交替。在前面的说明中应理解的是,与单个非凹陷前柄部62相关的任何特征也与其他非凹陷前柄部62(如果存在)相关。
如图3所示,在沿着主体中心轴线B的方向上,在主体中心轴线B与非凹陷前柄部62上的最远部分之间延伸的假想半径线限定了柄部圆CS的柄部半径RS,柄部圆CS以主体中心轴线B为中心并且具有柄部直径DS。在具有多个非凹陷前柄部62的构造中,柄部圆CS是由多个非凹陷前柄部62限定的外接圆。注意,如果柄外周表面58如上所述那样具有圆角,则柄部直径DS可能不同于(例如,大于)在轴向上进一步向后的位置处获得的由柄部56限定的外接圆(未被示出)的直径。
根据本申请的主题的一些实施方式,弹性夹紧构件34可在轴向上邻接前柄凹部60。也就是说,弹性夹紧构件34的自由端部不连接至柄部56的任何部分。如图2所示,夹紧构件34的面向后的表面34a面向前柄凹部60。在前柄凹部60处,弹性夹紧构件34在与旋转方向R相对的方向上相对于在旋转方向上前方的非凹陷前柄部62在周向上伸出悬臂。有利地,这使弹性夹紧构件34在切削刀片24接触工件时(与下钳口构件36和切削刀片24一起)稍微弯曲,以在切削刀片24上保持牢固的夹紧力。下钳口构件36的径向内侧部分可以连接至非凹陷前柄部62。
返回参照图5,根据本申请的主题的一些实施方式,前柄凹部60可包括凹部外侧间隙64,其由面向前的凹部外侧基部表面66和横切于凹部外侧基部表面66延伸的凹部外侧外周表面68限定。凹部外侧基部表面66和凹部外侧外周表面68的每个端部可以与柄外周表面58相交。因此,凹部外侧间隙64设置在外周上。凹部外侧外周表面68的端部在两个外周相交部72处与柄外周表面58相交,两个外周相交部72对着主体中心轴线B处的凹部外侧间隙角δ(图3中所示)。凹部外侧间隙角δ可以在60°≤δ≤80°的范围内。凹部外侧间隙64可以由可在圆周方向上延伸的周向槽沟形成。在沿着主体中心轴线B的方向上,凹部外侧外周表面68可以凹形地弯曲,并且可以由凹部外侧外周半径RO限定。在铣槽工具主体22的侧视图中(垂直于主体中心轴线B),凹部外侧外周表面68可以凹形地弯曲,并且可以由外周侧半径RS限定。在示出了夹紧部32沿着刀片接收槽轴线C的前视图的图6中看出,在轴向方向上,凹部外侧间隙64具有在刀具部26和凹部外侧基部表面66之间测量的凹部外侧间隙宽度WO。凹部外侧间隙宽度WO可以大体是外周侧半径RS的两倍。
根据本申请的主题的一些实施方式,前柄凹部60可包括凹部内侧间隙74,其由面向前的凹部内侧基部表面76和横切于凹部内侧基部表面76延伸的凹部内侧外周表面78限定。凹部内侧基部表面76可以与凹部外侧外周表面68相交。凹部内侧外周表面78的每个端部可以与凹部外侧外周表面68相交。总体而言,凹部内侧间隙74在径向上相对于凹部外侧间隙64向内。槽扳手部50处的槽外周表面40和槽弹性部54可均匀且连续地过渡到凹部内侧外周表面78中。同样地,槽径向止动表面46可以均匀且连续地过渡到凹部内侧外周表面78中。因此,在沿着主体中心轴线B的方向上,在槽扳手部50处的槽外周表面40以及槽弹性部54和槽径向止动表面46可以与凹部内侧外周表面78对准。在图6中看出,在轴向方向上,凹部内侧间隙74具有在刀具部26和凹部内侧基部表面76之间测量的凹部内侧间隙宽度WI。
根据本申请的主题的一些实施方式,凹部外侧间隙宽度WO可以大于或等于1mm且小于或等于2mm(1mm≤WO≤2mm)。凹部内侧间隙宽度WI可以小于凹部外侧间隙宽度WO(WI<WO)。也就是说,在轴向方向上凹部内侧间隙74可以比凹部外侧间隙64更窄。凹部外侧间隙宽度WO可以小于刀具部宽度WC(WO<WC)。也就是说,在轴向方向上凹部外侧间隙64可以比刀具部26更窄。
刀片接收槽38的径向内侧部分在一侧上(即,刀片接收槽38的向两个刀具部侧表面28中的最后部的那一个、即在向后方向DR上打开的一侧)与前柄凹部60横向汇合。因此,刀片接收槽38向内偏移。显然,在具有多个夹紧部32和多个前柄凹部60的构造中,每个刀片接收槽38的径向内侧部分在向后方向DR上与相应的前柄凹部60汇合。在铣槽工具主体22的前视图中,在沿着主体中心轴线B的方向上,柄部56是部分可见的。更具体地,柄部56通过槽刀片部48部分可见。因此,当切削刀片24被可拆卸地且弹性地夹紧在刀片接收槽38中时,前柄凹部60被部分隐藏。
根据本申请的主题的一些实施方式,在沿着主体中心轴线B的方向上,柄部圆CS可以与刀片接收槽38相交。特别地,柄部圆CS可以与槽刀片部48相交。因此,槽刀片部48的径向内侧部分可以在向后方向DR上与前柄凹部60汇合。进一步特别地,柄部圆CS可以与槽下钳口抵接表面44相交。槽夹紧构件抵接表面42可以位于柄部圆CS的径向外侧。槽径向止动表面46可位于柄部圆CS的径向内侧。槽扳手部50和槽弹性部54可位于柄部圆CS的径向内侧。
参照图2和图6,根据本申请的主题的一些实施方式,柄部56可包括在冷却剂通道出口82处向柄外周表面58打开的柄冷却剂通道80。冷却剂通道出口82可与前柄凹部60相交。
现在参照图7至图9,示出了本申请的主题的另一方面,其涉及切削刀片24。切削刀片24在限定刀片纵向轴线A的方向上纵向地伸长。切削刀片24包括相对的刀片上表面84和刀片下表面86以及在它们之间延伸的刀片外周表面88。刀片上表面84和刀片下表面86分别包括刀片上抵接表面84a和刀片下抵接表面86b,以用于与刀片接收槽38上的对应表面抵接。根据本申请的主题的一些实施方式,刀片下表面86可包含平行于刀片纵向轴线A的直线刀片假想线L。刀片上抵接表面84a和/或刀片下抵接表面86b可具有分别与槽夹紧构件抵接表面42和/或槽下钳口抵接表面44的形状匹配的棱柱形,从而防止切削刀片24在切削刀片24的横向方向上位移。
刀片外周表面88包括将刀片上表面84和刀片下表面86相连接的相对的两个刀片端表面90。刀片外周表面88包括将刀片上表面84和刀片下表面86相连接的相对的两个刀片侧表面92。刀片纵向轴线A与刀片端表面90相交并在刀片侧表面92之间延伸(图9)且也在刀片上表面84和刀片下表面86之间延伸(图8)。刀片横向轴线E垂直于刀片纵向轴线A、在刀片端表面90之间的中点处延伸并且与两个刀片侧表面92相交,从而限定了切削刀片24的刀片横向方向。刀片中心轴线F垂直于刀片纵向轴线A、在刀片端表面90之间的中点处延伸并且与刀片上表面84和刀片下表面86相交。刀片中间平面M包含刀片纵向轴线A和刀片横向轴线E。
如图9所示,刀片纵向轴线A位于包含刀片中心轴线F的刀片纵向平面P1上、在刀片侧表面92之间的中点处穿过并且与两个端表面90相交。垂直于刀片纵向平面P1并且还垂直于刀片纵向轴线A的刀片中心平面P2包含刀片中心轴线F和刀片横向轴线E。根据本申请的主题的一些实施方式,切削刀片24可以关于刀片中心轴线F具有180°的旋转对称性。切削刀片24可以不关于刀片中心平面P2或者刀片纵向平面P1镜像对称。
切削刀片24包括位于切削刀片24的一个端部处的切削部94a。根据本申请的主题的一些实施方式,切削刀片24还可包括一个附加切削部94b,以形成两个切削部94a、94b,即工作切削部94a和非工作切削部94b。两个切削部94a、94b位于切削刀片24的相对两端。换言之,切削刀片24是双端的,并且可以通过围绕刀片中心轴线F旋转180°来转位(即,工作切削部94a变成非工作切削部94b,反过来也是一样)。两个切削部94a、94b可以是相同的。在下面的说明中应理解的是,与单个切削部94a相关的任何特征也可以与另一个切削部94b(如果存在)相关。
切削部94a包括形成在刀片上表面84与两个刀片端表面90中的一个之间的相交部处的切削刃96。刀片端表面90的邻接切削刃96的部分用作后刀面。同样地,刀片上表面84的邻接切削刃96的部分用作前刀面。当切削刀片24被可拆卸地且弹性地夹紧在刀片接收槽38中时,工作切削部94a的切削刃96位于刀具部26的径向突出部之外(即,超出刀具部外接圆CC)。优选地,这种径向突出部不超过1mm。如图9所示,刀片纵向平面P1与切削刃96相交,即,切削刃96在刀片纵向平面P1的两侧延伸。
每个刀片侧表面92都在切削部94a处向外凸出。也就是说,切削部94a包括两个刀片横向延伸部98a、98b,它们在远离刀片纵向平面P1的方向上(即,垂直于刀片纵向平面P1)从切削刀片24的相对两侧横向突出。切削刃96延伸到两个刀片横向延伸部98a、98b上。根据本申请的主题的一些实施方式,两个刀片横向延伸部98a、98b可包括宽刀片横向延伸部98a和窄刀片横向延伸部98b,宽度是在垂直于刀片纵向平面P1的方向上测量的。如切削刀片24的顶视图所示(即,图9),在相对于刀片侧表面92的非凸出部分的横向方向上测量,宽刀片横向延伸部98a具有宽延伸部宽度WW,并且窄刀片横向延伸部98b具有窄延伸部宽度WN,其中宽延伸部宽度WW可以大于窄延伸部宽度WN。因此,在刀片横向方向上、即在垂直于刀片纵向平面P1的方向上,宽刀片横向延伸部98a比窄刀片横向延伸部98b更长。因此,宽刀片横向延伸部98a和窄刀片横向延伸部98b是不同的。在垂直于刀片纵向平面P1的方向上,宽刀片横向延伸部98a可以比窄刀片横向延伸部98b长出1mm至2mm。当在切削刀片24的相对的两个端部90处存在两个切削部94a、94b时,宽刀片横向延伸部98a可以位于刀片纵向平面P1的相对两侧。如图1所示,工作切削部94a的宽刀片横向延伸部98a可以是两个刀片横向延伸部98a、98b相对于切削刀片24的纵向方向的轴向最前部。有利地,这允许进行端面铣,因为非工作切削部94b的短刀片横向延伸部98b不会干扰工件。当将双端切削刀片24固定在刀片接收槽38中时,属于位于刀片接收槽38的径向内部处的非工作切削部94b的宽横向延伸部98a突出到前柄凹部60中。因此,前柄凹部60的一个功能是容纳非工作横向延伸部98a并为其提供空隙。
刀片端表面90与切削部94a相对地包括刀片凹陷部100,其具有刀片扳手表面102,该刀片扳手表面102被构造成与用于从刀片接收槽38中取出切削刀片24的扳手52的位移叉51a进行抵接。刀片扳手表面102距刀片下表面86比距刀片上表面84更近。根据本申请的主题的一些实施方式,刀片扳手表面102可以完全位于刀片中间平面M下方。在切削刀片24的垂直于刀片纵向轴线A的侧视图中(图8),刀片扳手表面102可以凹形地弯曲。应理解的是,切削刀片24的侧视图是沿着(即,平行于)刀片横向轴线E的视图。优选地,刀片扳手表面102可以由刀片扳手表面半径RK限定。刀片扳手表面半径RK可以大于或等于0.6mm且小于或等于1.0mm。这样的构造确保取出力从位移叉51a到切削刀片24的平稳传递。
根据本申请的主题的一些实施方式,刀片端表面90可以与切削部94a相对地包括用于与槽径向止动表面46进行接触的刀片止动表面104。刀片止动表面104可以距刀片上表面84比距刀片下表面86更近。刀片止动表面104可以是平面的。应理解的是,在诸如附图所示的双端切削刀片中,两个相对的端表面90均设有具有扳手表面102和止动表面104的凹陷部100。
在旋转切槽工具20的组装状态下,切削刀片24通过弹性夹紧构件34被可拆卸地且弹性地夹紧在刀片接收槽38中。槽夹紧构件抵接表面42抵靠刀片上抵接表面84a。槽下钳口抵接表面44抵靠刀片下抵接表面86a。众所周知,槽夹紧构件抵接表面42和/或槽下钳口抵接表面44可以包括两个以上的间隔开的子抵接表面,因此它们各自实际上可能不是单一的抵接表面。在附图所示的该非限制性例子中(例如,图5),槽下钳口抵接表面44包括两个纵向间隔开的子抵接表面。槽径向止动表面46抵靠刀片止动表面104。
为了从刀片接收槽38中取出切削刀片24,可以使用扳手52。扳手52具有两个叉,即位移叉51a和枢转叉51b。同时地,将位移叉51a插入槽扳手部50中并将枢转叉51b插入枢转叉孔31中。然后,使扳手52围绕枢转叉51b枢转,使得位移叉51a沿着刀片接收槽轴线C将切削刀片24从刀片接收槽38中推出。
应注意,借助于向内偏移的刀片接收槽38,可以减小刀具部直径DC,而无需也减小柄部直径DS。这对于在小孔中执行内部铣槽是有利的。例如,对于小于30mm的刀具部直径DC,刀具部直径DC可以小于柄部直径DS的两倍。特别地,在具有正好三个夹紧部32、正好三个前柄凹部60和正好三个非凹陷前柄部62的构造中,刀具部直径DC可以小于或等于20mm。在这种工具中,切削刀片24具有对应的尺寸。例如,刀片长度可以在6mm至7mm之间,刀片宽度可以在1.5mm至2.5mm之间,并且刀片高度可以在2mm至3mm之间。
还应注意,由于刀片接收槽38向内偏移,因此冷却剂通道出口82位于工作切削部94a的切削刃96附近。
还应注意,由于切削刀片24被弹性地夹紧在刀片接收槽38中,因此切削刀片24可以不具有用于固定螺钉的通孔。还应进一步注意,由于将刀片扳手表面102定位在刀片端表面90的刀片凹陷部100中,因此可以减小任何指定刀片接收槽38的槽扳手部50的尺寸。这在槽扳手部50可能会过于靠近相邻的夹紧部32从而不利地影响它们的夹紧能力的小直径工具中是有利的。
尽管已经在一定的特定程度上对本发明进行了描述,但是应理解的是,在不脱离要求保护的本发明的精神或范围的情况下可以做出各种替代和变型。
Claims (20)
1.一种铣槽工具主体(22),其具有限定相对的向前方向(DF)和向后方向(DR)的主体中心轴线(B),并且所述铣槽工具主体(22)能在旋转方向(R)上围绕所述主体中心轴线(B)旋转,所述铣槽工具主体(22)包括:
盘状刀具部(26),其包括弹性夹紧部(32),所述弹性夹紧部(32)具有设置在外周上的刀片接收槽(38);以及
从所述刀具部(26)向后突出的柄部(56),所述柄部(56)包括柄外周表面(58)和前柄凹部(60),所述柄外周表面(58)围绕所述主体中心轴线(B)在周向上延伸,所述前柄凹部(60)在邻接所述刀具部(26)处凹入所述柄外周表面(58)中并向所述柄外周表面(58)打开,其中:
所述刀片接收槽(38)的径向内侧部分在所述向后方向(DR)上与所述前柄凹部(60)汇合;
所述弹性夹紧部(32)还包括彼此相对并且彼此通过所述刀片接收槽(38)间隔开的弹性夹紧构件(34)和下钳口构件(36);以及
所述弹性夹紧构件(34)在轴向上邻接所述前柄凹部(60)。
2.根据权利要求1所述的铣槽工具主体(22),其中,所述刀具部(26)和所述柄部(56)一体地形成,使得所述铣槽工具主体(22)具有整体的一件式结构。
3.根据权利要求1所述的铣槽工具主体(22),其中,所述弹性夹紧构件(34)在旋转方向上被设置在所述下钳口构件(36)的前方并且被构造为将切削刀片(24)弹性地固定在所述刀片接收槽(38)中。
4.根据权利要求1所述的铣槽工具主体(22),其中,所述柄部(56)包括设置在外周上的非凹陷前柄部(62),其在周向上邻接所述前柄凹部(60)并且在轴向上邻接所述刀具部(26)。
5.根据权利要求4所述的铣槽工具主体(22),其中:所述刀具部(26)还包括至少一个附加的弹性夹紧部(32),以形成彼此成角度地间隔开的多个弹性夹紧部(32);
所述柄部(56)还包括至少一个附加的前柄凹部(60),以形成彼此成角度地间隔开的多个前柄凹部(60);
所述柄部(56)还包括至少一个附加的非凹陷前柄部(62),以形成彼此成角度地间隔开的多个非凹陷前柄部(62),每个非凹陷前柄部(62)都位于在周向上相邻的两个前柄凹部(60)之间;并且
每个刀片接收槽(38)的径向内侧部分在所述向后方向(DR)上与相应的前柄凹部(60)汇合。
6.根据权利要求4所述的铣槽工具主体(22),其中,在沿着所述主体中心轴线(B)的方向上:
在所述主体中心轴线(B)与所述非凹陷前柄部(62)上的最远部分之间延伸的假想半径线限定了柄部圆(CS)的柄部半径(RS),所述柄部圆(CS)以所述主体中心轴线(B)为中心并且具有柄部直径(DS);并且
所述刀具部(26)限定以所述主体中心轴线(B)为中心并且具有刀具部直径(DC)的刀具部外接圆(CC)。
7.根据权利要求6所述的铣槽工具主体(22),其中:
所述刀片接收槽(38)由细长的槽外周表面(40)限定,所述槽外周表面(40)包括位于所述下钳口构件(36)上的槽下钳口抵接表面(44);并且
在沿着所述主体中心轴线(B)的方向上,所述柄部圆(CS)与所述槽下钳口抵接表面(44)相交。
8.根据权利要求7所述的铣槽工具主体(22),其中:
所述槽外周表面(40)还包括位于所述弹性夹紧构件(34)上的槽夹紧构件抵接表面(42);并且
在沿着所述主体中心轴线(B)的方向上,所述槽夹紧构件抵接表面(42)位于所述柄部圆(CS)的径向外侧。
9.根据权利要求8所述的铣槽工具主体(22),其中:
所述槽外周表面(40)还包括在周向上位于所述槽夹紧构件抵接表面(42)与所述槽下钳口抵接表面(44)之间的槽径向止动表面(46);并且
在沿着所述主体中心轴线(B)的方向上,所述槽径向止动表面(46)位于所述柄部圆(CS)的径向内侧。
10.根据权利要求1所述的铣槽工具主体(22),其中,所述前柄凹部(60)包括设置在外周上的凹部外侧间隙(64),所述凹部外侧间隙(64)由面向前的凹部外侧基部表面(66)和横切于所述凹部外侧基部表面(66)延伸的凹部外侧外周表面(68)限定,所述凹部外侧外周表面(68)的每个端部和所述凹部外侧基部表面(66)与所述柄外周表面(58)相交。
11.根据权利要求10所述的铣槽工具主体(22),其中:
所述前柄凹部(60)还包括凹部内侧间隙(74),所述凹部内侧间隙(74)由面向前的凹部内侧基部表面(76)和横切于所述凹部内侧基部表面(76)延伸的凹部内侧外周表面(78)限定;
所述凹部内侧基部表面(76)与所述凹部外侧外周表面(68)相交;并且
所述凹部内侧外周表面(78)的每个端部与所述凹部外侧外周表面(68)相交。
12.一种旋转切槽工具(20),其包括:
根据权利要求1所述的铣槽工具主体(22);以及
切削刀片(24),其被可拆卸地且弹性地夹紧在所述刀片接收槽(38)中。
13.根据权利要求12所述的旋转切槽工具(20),其中:
所述切削刀片(24)在限定刀片纵向轴线(A)的方向上纵向地伸长,所述切削刀片(24)包括:
相对的刀片上表面(84)和刀片下表面(86)以及在它们之间延伸的刀片外周表面(88),所述刀片外周表面(88)包括将所述刀片上表面(84)和所述刀片下表面(86)相连接的相对的两个刀片端表面(90)以及也将所述刀片上表面(84)和所述刀片下表面(86)相连接的相对的两个刀片侧表面(92);
刀片纵向平面(P1),其包含所述刀片纵向轴线(A)、在所述刀片侧表面(92)之间穿过并且与所述刀片上表面(84)和所述刀片下表面(86)相交且还与相对的所述刀片端表面(90)相交;以及
位于所述切削刀片(24)的一个端部处的切削部(94a),所述切削部(94a)包括形成在所述刀片上表面(84)与两个所述刀片端表面(90)中的一个之间的相交部处的切削刃(96),其中:
与所述切削部(94a)相对的所述刀片端表面(90)包括刀片凹陷部(100),所述刀片凹陷部(100)包括刀片扳手表面(102),所述刀片扳手表面(102)距所述刀片下表面(86)比距所述刀片上表面(84)更近,所述刀片扳手表面(102)被构造成由用于从所述刀片接收槽(38)中取出所述切削刀片(24)的扳手(52)的位移叉(51b)抵接。
14.根据权利要求13所述的旋转切槽工具(20),其中,在所述切削刀片(24)的侧视图中,所述刀片扳手表面(102)凹形地弯曲。
15.根据权利要求13所述的旋转切槽工具(20),其中,所述刀片扳手表面(102)完全位于刀片中间平面(M)下方,所述刀片中间平面(M)在所述刀片上表面(84)与所述刀片下表面(86)之间的中点处延伸并包含所述刀片纵向轴线(A)。
16.根据权利要求13所述的旋转切槽工具(20),其中,
所述切削刀片(24)包括形成两个切削部(94a,94b)的附加的切削部(94a),所述两个切削部(94a,94b)形成在所述切削刀片(24)的相对两端处。
17.根据权利要求16所述的旋转切槽工具(20),其中:
每个刀片切削部(94a,94b)各自包括两个刀片横向延伸部(98a,98b),所述两个刀片横向延伸部(98a,98b)在远离所述刀片纵向平面(P1)的方向上从所述切削刀片(24)的相对两侧横向突出并且所述切削刃(96)延伸到所述两个刀片横向延伸部(98a,98b)上;
所述两个刀片横向延伸部(98a,98b)包括宽刀片横向延伸部(98a)和窄刀片横向延伸部(98b),在垂直于所述刀片纵向平面(P1)的方向上,所述宽刀片横向延伸部(98a)比所述窄刀片横向延伸部(98b)更长;并且
所述宽刀片横向延伸部(98a)位于所述刀片纵向平面(P1)的相对两侧上。
18.根据权利要求17所述的旋转切槽工具(20),其中:
所述两个切削部(94a,94b)包括工作切削部(94a)和非工作切削部(94b),所述工作切削部(94a)的所述切削刃(96)位于所述刀具部(26)的径向范围之外;并且
所述工作切削部(94a)的所述宽刀片横向延伸部(98a)是所述两个刀片横向延伸部(98a,98b)的相对于轴向方向的轴向最前部分。
19.根据权利要求12所述的旋转切槽工具(20),其中:
所述刀片接收槽(38)包括由所述切削刀片(24)在沿着所述主体中心轴线(B)的方向上的刀片轮廓(IP)限定的槽刀片部(48);并且
所述槽刀片部(48)的径向内侧部分在所述向后方向(DR)上与所述前柄凹部(60)汇合。
20.一种切削刀片(24),其在限定刀片纵向轴线(A)的方向上纵向地伸长并包括:
相对的刀片上表面(84)和刀片下表面(86)以及在它们之间延伸的刀片外周表面(88),所述刀片外周表面(88)包括将所述刀片上表面(84)和所述刀片下表面(86)相连接的相对的两个刀片端表面(90)以及也将所述刀片上表面(84)和所述刀片下表面(86)相连接的相对的两个刀片侧表面(92);
刀片纵向平面(P1),其包含所述刀片纵向轴线(A)、在所述刀片侧表面(92)之间穿过并且与所述刀片上表面(84)和所述刀片下表面(86)相交且还与相对的所述刀片端表面(90)相交;以及
位于所述切削刀片(24)的相对两端处的两个切削部(94a,94b),其各自包括形成在所述刀片上表面(84)与所述两个刀片端表面(90)中的一个之间的相交部处的切削刃(96),其中:
每个刀片切削部(94a,94b)各自包括两个刀片横向延伸部(98a,98b),所述两个刀片横向延伸部(98a,98b)在远离所述刀片纵向平面(P1)的方向上从所述切削刀片(24)的相对两侧横向突出并且所述切削刃(96)延伸到所述两个刀片横向延伸部(98a,98b)上;
所述两个刀片横向延伸部(98a,98b)包括宽刀片横向延伸部(98a)和窄刀片横向延伸部(98b),在垂直于所述刀片纵向平面(P1)的方向上,所述宽刀片横向延伸部(98a)比所述窄刀片横向延伸部(98b)更长;并且
所述宽刀片横向延伸部(98a)位于所述刀片纵向平面(P1)的相对两侧上。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762591897P | 2017-11-29 | 2017-11-29 | |
| US62/591,897 | 2017-11-29 | ||
| PCT/IL2018/051159 WO2019106650A1 (en) | 2017-11-29 | 2018-10-31 | Slotting tool body having inwardly offset insert receiving slot, rotary slot cutting tool having same and cutting insert |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111417481A CN111417481A (zh) | 2020-07-14 |
| CN111417481B true CN111417481B (zh) | 2023-07-14 |
Family
ID=64457058
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201880077145.8A Active CN111417481B (zh) | 2017-11-29 | 2018-10-31 | 具有内偏刀片接收槽的铣槽工具主体、具有该工具主体和切削刀片的旋转切槽工具 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10987743B2 (zh) |
| EP (1) | EP3717161A1 (zh) |
| JP (2) | JP7213874B2 (zh) |
| KR (2) | KR102622643B1 (zh) |
| CN (1) | CN111417481B (zh) |
| BR (1) | BR112020010426B1 (zh) |
| CA (1) | CA3079497A1 (zh) |
| IL (1) | IL273879B2 (zh) |
| TW (2) | TWI781075B (zh) |
| WO (1) | WO2019106650A1 (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11590590B2 (en) | 2020-03-12 | 2023-02-28 | Iscar, Ltd. | Reinforced metal slitter body having insert pockets |
| CZ308859B6 (cs) * | 2020-08-21 | 2021-07-14 | Západočeská univerzita v Plzni, Plzeň | Obráběcí nástroj |
| JP6882726B1 (ja) * | 2021-01-05 | 2021-06-02 | 株式会社タンガロイ | ホルダ |
| US11597019B2 (en) | 2021-05-03 | 2023-03-07 | Iscar, Ltd. | Slotting tool body having insert receiving slots connected by flexibility recess and rotary slot cutting tool having same |
| US11806793B2 (en) | 2021-11-03 | 2023-11-07 | Iscar, Ltd. | Cutting insert having laterally spaced apart, longitudinally extending wedge abutment surfaces, tool holder and cutting tool |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5975812A (en) * | 1997-03-11 | 1999-11-02 | Iscar Ltd. | Cutting insert |
| CN102341202A (zh) * | 2009-03-05 | 2012-02-01 | 山高刀具公司 | 铣槽刀具和用于铣槽刀具的铣槽刀片 |
| CN103180078A (zh) * | 2010-10-22 | 2013-06-26 | 山特维克知识产权股份有限公司 | 用于铣削带齿传动元件的齿的齿铣削刀具和方法 |
| CN105473263A (zh) * | 2013-08-26 | 2016-04-06 | 伊斯卡有限公司 | 带有弹性夹紧的可拆卸切削刀具段及用于其的切削刀具 |
| DE202017101032U1 (de) * | 2017-02-24 | 2017-03-09 | Simtek Ag | Scheibenfräser |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1120969A (en) * | 1914-01-17 | 1914-12-15 | Ferdinand P Petzold | Inserted saw-tooth. |
| US4738570A (en) * | 1979-12-04 | 1988-04-19 | Iscar Ltd. | Rotary slot cutting tools |
| AU627779B2 (en) | 1988-10-20 | 1992-09-03 | A.E. Bishop & Associates Pty Limited | Rotary slot cutting tools and inserts therefor |
| JPH074899Y2 (ja) * | 1989-09-28 | 1995-02-08 | 株式会社東芝 | モールドプレス装置 |
| JPH0388622U (zh) * | 1989-12-25 | 1991-09-10 | ||
| DE4415425A1 (de) * | 1994-05-03 | 1995-11-09 | Krupp Widia Gmbh | Spanendes Werkzeug |
| SE509296C2 (sv) | 1994-11-29 | 1999-01-11 | Mircona Ab | Anordning vid slitsfräs |
| IL115544A (en) * | 1995-10-06 | 1998-12-06 | Iscar Ltd | Cutting tool system with replaceable adapter |
| IL125766A (en) | 1998-08-13 | 2002-12-01 | Iscar Ltd | The barrel of a tool and a rotating cutting head for placing on it in the form of a self-lining |
| IL127827A (en) | 1998-12-29 | 2001-08-08 | Iscar Ltd | Milling a disc |
| DE10338276B4 (de) * | 2003-08-15 | 2008-05-21 | NUBIUS GROUP Präzisionswerkzeuge GmbH | Fräswerkzeug |
| US20080240874A1 (en) | 2007-03-30 | 2008-10-02 | Mitsubishi Materials Corporation | Cutting insert |
| CN102056694B (zh) | 2008-06-13 | 2015-08-05 | 特固克有限会社 | 切割刀片 |
| JP5289034B2 (ja) * | 2008-12-24 | 2013-09-11 | 京セラ株式会社 | ホルダおよび切削工具並びにそれを用いた切削方法 |
| IL198407A (en) | 2009-04-23 | 2014-01-30 | Iscar Ltd | Cutting tools and cutting tool |
| IL203014A (en) | 2009-12-29 | 2013-03-24 | Iscar Ltd | Cutting tool and cutting insert therefor |
| US8388270B2 (en) | 2010-01-28 | 2013-03-05 | Kennametal Inc. | Slotting cutter with cantilevered member |
| IL207624A0 (en) | 2010-08-16 | 2010-12-30 | Iscar Ltd | T-slot cutter |
| IL208494B (en) | 2010-10-05 | 2018-03-29 | Iscar Ltd | Rotary cutting tool and cutting tool for it |
| TR201911029T4 (tr) * | 2011-08-02 | 2019-08-21 | Iscar Ltd | Kesme aleti ve kesici uç. |
| US9050658B2 (en) * | 2012-07-24 | 2015-06-09 | Iscar, Ltd. | Cutting insert with bottom stopper surface between bottom abutment surfaces and cutting tool therefor |
| US9120239B2 (en) | 2013-02-21 | 2015-09-01 | Iscar, Ltd. | Cutting tool and cutting insert having insert key recesses for extracting and mounting therein |
| WO2016203520A1 (ja) * | 2015-06-15 | 2016-12-22 | オーエスジー株式会社 | Tスロットカッタ |
| EP3153263B1 (en) | 2015-10-09 | 2022-02-23 | Sandvik Intellectual Property AB | A slot milling disc and a slot milling tool comprising such a slot milling disc |
| DE202015106360U1 (de) * | 2015-11-20 | 2015-11-27 | Simtek Ag | Fräserkopfeinheit, Fräserschaft und Aufschraubfräser |
-
2018
- 2018-10-30 TW TW111119615A patent/TWI781075B/zh active
- 2018-10-30 TW TW107138274A patent/TWI768142B/zh active
- 2018-10-31 KR KR1020237019501A patent/KR102622643B1/ko active IP Right Grant
- 2018-10-31 CN CN201880077145.8A patent/CN111417481B/zh active Active
- 2018-10-31 EP EP18808120.2A patent/EP3717161A1/en active Pending
- 2018-10-31 CA CA3079497A patent/CA3079497A1/en active Pending
- 2018-10-31 JP JP2020523436A patent/JP7213874B2/ja active Active
- 2018-10-31 US US16/176,395 patent/US10987743B2/en active Active
- 2018-10-31 KR KR1020207016462A patent/KR102543565B1/ko active IP Right Grant
- 2018-10-31 WO PCT/IL2018/051159 patent/WO2019106650A1/en unknown
- 2018-10-31 BR BR112020010426-4A patent/BR112020010426B1/pt active IP Right Grant
-
2020
- 2020-04-07 IL IL273879A patent/IL273879B2/en unknown
-
2023
- 2023-01-18 JP JP2023005718A patent/JP7487357B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5975812A (en) * | 1997-03-11 | 1999-11-02 | Iscar Ltd. | Cutting insert |
| CN102341202A (zh) * | 2009-03-05 | 2012-02-01 | 山高刀具公司 | 铣槽刀具和用于铣槽刀具的铣槽刀片 |
| CN103180078A (zh) * | 2010-10-22 | 2013-06-26 | 山特维克知识产权股份有限公司 | 用于铣削带齿传动元件的齿的齿铣削刀具和方法 |
| CN105473263A (zh) * | 2013-08-26 | 2016-04-06 | 伊斯卡有限公司 | 带有弹性夹紧的可拆卸切削刀具段及用于其的切削刀具 |
| DE202017101032U1 (de) * | 2017-02-24 | 2017-03-09 | Simtek Ag | Scheibenfräser |
Also Published As
| Publication number | Publication date |
|---|---|
| IL273879A (en) | 2020-05-31 |
| US20190160555A1 (en) | 2019-05-30 |
| TWI781075B (zh) | 2022-10-11 |
| IL273879B2 (en) | 2023-06-01 |
| TW201936302A (zh) | 2019-09-16 |
| CN111417481A (zh) | 2020-07-14 |
| WO2019106650A9 (en) | 2020-06-04 |
| KR20200090183A (ko) | 2020-07-28 |
| JP2021504155A (ja) | 2021-02-15 |
| BR112020010426A2 (pt) | 2020-11-24 |
| US10987743B2 (en) | 2021-04-27 |
| JP7487357B2 (ja) | 2024-05-20 |
| TW202235187A (zh) | 2022-09-16 |
| EP3717161A1 (en) | 2020-10-07 |
| JP2023052467A (ja) | 2023-04-11 |
| TWI768142B (zh) | 2022-06-21 |
| KR102543565B1 (ko) | 2023-06-16 |
| BR112020010426B1 (pt) | 2024-01-16 |
| KR20230090372A (ko) | 2023-06-21 |
| KR102622643B1 (ko) | 2024-01-11 |
| CA3079497A1 (en) | 2019-06-06 |
| JP7213874B2 (ja) | 2023-01-27 |
| WO2019106650A1 (en) | 2019-06-06 |
| RU2020112865A (ru) | 2021-12-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111417481B (zh) | 具有内偏刀片接收槽的铣槽工具主体、具有该工具主体和切削刀片的旋转切槽工具 | |
| EP2176021B1 (en) | Cutting tool and cutting insert therefor | |
| JP2018534156A (ja) | 切削工具およびそのための三角形状の割り出し可能な切削インサート | |
| CN110461510B (zh) | 刀片形的切削刀片及其切削刀具 | |
| JP7374085B2 (ja) | スリッティングカッターおよびそれと組み合わされるツールキー | |
| US20200298319A1 (en) | Insert holder having transversely oriented insert receiving pocket with resilient upper jaw having outer flexibility groove and cutting tool | |
| JP2007260788A (ja) | 切削インサート及び切削工具 | |
| US10144071B2 (en) | Tool holder having position adjustment arrangement and cutting tool | |
| EP3582919B1 (en) | Tool body having an inner insert receiving pocket with resilient clamping member, cutting tool and chamfering cutting insert therefor | |
| US20220347769A1 (en) | Slotting Tool Body Having Insert Receiving Slots Connected by Flexibility Recess and Rotary Slot Cutting Tool Having Same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |