CN111390023B - 一种用于生产右前安装支架的自动化模具 - Google Patents
一种用于生产右前安装支架的自动化模具 Download PDFInfo
- Publication number
- CN111390023B CN111390023B CN202010499235.5A CN202010499235A CN111390023B CN 111390023 B CN111390023 B CN 111390023B CN 202010499235 A CN202010499235 A CN 202010499235A CN 111390023 B CN111390023 B CN 111390023B
- Authority
- CN
- China
- Prior art keywords
- die
- punching
- blanking
- stamping
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/08—Dies with different parts for several steps in a process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/001—Shaping combined with punching, e.g. stamping and perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
Abstract
本发明涉及一种用于生产右前安装支架的自动化模具,包括下模座和上模座,下模座与上模座之间从左到右依次固定有用于冲孔的多孔冲裁模、以及两个用于落料、冲压的复合冲压模,复合冲压模包括落料板、冲压底座和冲压上座,冲压底座安装在下模座上端,冲压底座上端内安装有前后滑动的推板,冲压底座上端位于推板的前方或者后方安装有冲压凹模,冲压凹模底部安装有上下滑动的弹块,弹块下端安装有弹簧,落料板安装在冲压底座上端,落料板中部设有模孔,冲压上座安装在上模座上,冲压上座下端位于模孔的上方安装有落料凸模,冲压上座下端位于冲压凹模的上方安装有冲压凸模。本发明将多道工序集合,减少半成品的搬运。
Description
技术领域
本发明涉及汽车零部件加工设备技术领域,特别是涉及一种用于生产右前安装支架的自动化模具。
背景技术
后副车架总成由若干个部件组成,其中一个就是右前安装支架。右前安装支架的结构如图6所示,包括右前安装支架本体30和两个支脚32,右前安装支架本体30中部开设有两个通孔31。
之前加工,先将一块料板放入对应的冲裁模具中冲裁出所需形状的料片,再将料片放入冲孔模具冲出所需的通孔31,最后将料片放入冲压模具进行冲压折弯形成两个支脚32。这种加工模式,会造成较多的废料,且需要多次转运料片,费时费力。
发明内容
本发明所要解决的技术问题是提供一种用于生产右前安装支架的自动化模具,通过一副模具在冲床上工作即可完成多个右前安装支架的成型工作,大大提升产品的成品率以及加工效率,将多道工序集合,减少半成品的搬运,同时有效减少料条的浪费。
本发明解决其技术问题所采用的技术方案是:提供一种用于生产右前安装支架的自动化模具,包括下模座和上模座,所述的下模座与上模座之间从左到右依次固定有用于冲孔的多孔冲裁模、以及两个用于落料、冲压的复合冲压模,两个复合冲压模并排布置且朝向相反,所述的复合冲压模包括落料板、冲压底座和冲压上座,所述的冲压底座安装在下模座上端,该冲压底座上端内安装有前后滑动的推板,所述的冲压底座上端位于推板的前方或者后方安装有冲压凹模,该冲压凹模底部安装有上下滑动的弹块,所述的弹块下端安装有弹簧,所述的落料板安装在冲压底座上端,该落料板中部设有模孔,所述的冲压上座安装在上模座上,该冲压上座下端位于模孔的上方安装有落料凸模,所述的冲压上座下端位于冲压凹模的上方安装有冲压凸模。
作为对本发明所述的技术方案的一种补充,所述的多孔冲裁模包括安装在下模座上端的下模板以及安装在上模座下端的上模板,所述的上模板下端排列有两组冲孔凸模,所述的下模板上端设有与冲孔凸模配合的冲孔镶件。
作为对本发明所述的技术方案的一种补充,所述的下模板上端位于两组冲孔凸模的前、后两侧各设有至少两个导向轮。
作为对本发明所述的技术方案的一种补充,所述的下模座上端的四个角落均竖直设有一导柱,所述的上模座下端的四个角落设有与导柱配合的导套。
作为对本发明所述的技术方案的一种补充,所述的下模座上端安装有与推板相连的气缸。
作为对本发明所述的技术方案的一种补充,所述的落料板上端位于模孔的前、后两侧各设有至少两个导向轮。
作为对本发明所述的技术方案的一种补充,位于右侧的冲压上座其右侧壁上并排布置有两个切刀,所述的下模座的右侧位于两个切刀的下方设置有废料斜坡。
作为对本发明所述的技术方案的一种补充,所述的冲压底座上端位于推板的两侧对称布置有两个L型导向块,两个L型导向块的一端均延伸至冲压凹模上方并安装有限位块。
作为对本发明所述的技术方案的一种补充,所述的冲压上座下端安装有可上下滑动的压料板,该压料板与冲压上座之间安装有弹簧,所述的落料凸模贯穿压料板。
作为对本发明所述的技术方案的一种补充,所述的上模板下端安装有可上下滑动的压料板,该压料板与上模板之间安装有弹簧,所述的冲孔凸模贯穿压料板。
有益效果:本发明涉及一种用于生产右前安装支架的自动化模具,具有以下几个优点:
1、通过一副模具在冲床上工作即可完成多个右前安装支架的成型工作,大大提升产品的成品率以及加工效率,将多道工序集合,减少半成品的搬运;
2、两个复合冲压模并排布置且朝向相反,能大大增加空间利用,有效减少料条的浪费;
3、在冲料时,冲床下压推动上模座,落料凸模与落料镶件的模孔配合,在料条冲出所需的料片,在落料凸模下压的作用下,料片落入到冲压底座上,气缸的活塞杆伸长控制料片沿着L型导向块滑动,直到料片的两端与两个限位块相扣,冲压凸模下压配合冲压凹模将两个支脚折弯,接着冲压凸模向上运动,弹簧顶着弹块向上,弹块将成品顶起,成品在下个料片进入时顶出,整个过程实现全自动化,无需人工;
4、原先的加工模式只能采用一块一块的料板作为原料,材料浪费严重,现在采用是卷料,卷料一端拉出将料条不断输送加工,不仅提高了加工效率,还节省了材料。
附图说明
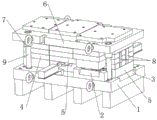
图1是本发明的结构示意图;
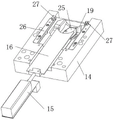
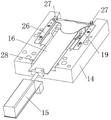
图2是本发明所述的下模座以及安装在下模座上各部件的结构示意图;
图3是本发明所述的上模座以及安装在上模座上各部件的结构示意图;
图4是本发明所述的冲压底座的结构示意图;
图5是本发明所述的冲压底座和料片的结构示意图;
图6是本发明加工后成品的结构示意图;
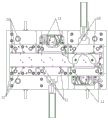
图7是本发明所述的下模座以及安装在下模座上各部件的俯视图。
图示:1、下模座,2、产品斜坡,3、废料斜坡,4、多孔冲裁模,5、复合冲压模,6、上模座,7、导套,8、切刀,9、导柱,10、下模板,11、导向轮,12、冲孔镶件,13、落料板,14、冲压底座,15、气缸,16、推板,17、模孔,18、落料镶件,19、冲压凹模,20、上模板,21、冲孔凸模,22、落料凸模,23、冲压上座,24、冲压凸模,25、弹块,26,L型导向块、27、限位块,28、导轨,29、压料板,30、右前安装支架本体,31、通孔,32、支脚。
具体实施方式
下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
本发明的实施方式涉及一种用于生产右前安装支架的自动化模具,如图1-7所示,包括下模座1和上模座6,所述的下模座1与上模座6之间从左到右依次固定有用于冲孔的多孔冲裁模4、以及两个用于落料、冲压的复合冲压模5,两个复合冲压模5并排布置且朝向相反,所述的复合冲压模5包括落料板13、冲压底座14和冲压上座23,所述的冲压底座14安装在下模座1上端,该冲压底座14上端内安装有前后滑动的推板16,所述的冲压底座14上端位于推板16的前方或者后方安装有冲压凹模19,该冲压凹模19底部安装有上下滑动的弹块25,所述的弹块25下端安装有弹簧,所述的落料板13安装在冲压底座14上端,该落料板13中部设有模孔17,所述的冲压上座23安装在上模座6上,该冲压上座23下端位于模孔17的上方安装有落料凸模22,所述的冲压上座23下端位于冲压凹模19的上方安装有冲压凸模24。
图1为主视方向的基本视图,前后左右上下等方位限定词,是以模具在使用状态的基础上进行位置描述的,左、右对应的是下模座1长度方向的两侧,前、后对应的是下模座1宽度方向的两侧,上、下对应的是下模座1高度方向。
所述的落料板13中部安装有落料镶件18,该落料镶件18上开有模孔17。落料镶件18属于易损件,需要定期更换。
所述的冲压底座14位于冲压凹模19的出口处设有产品斜坡2。
所述的多孔冲裁模4包括安装在下模座1上端的下模板10以及安装在上模座6下端的上模板20,所述的上模板20下端排列有两组冲孔凸模21,所述的下模板10上端设有与冲孔凸模21配合的冲孔镶件12。两组冲孔凸模21的位置从图3中可以清楚知道。
所述的下模板10上端位于两组冲孔凸模21的前、后两侧各设有至少两个导向轮11。导向轮11的数量以及布置可以从图7中清楚知道。
所述的下模座1上端的四个角落均竖直设有一导柱9,所述的上模座6下端的四个角落设有与导柱9配合的导套7。
所述的下模座1上端安装有与推板16相连的气缸15。
所述的落料板13上端位于模孔17的前、后两侧各设有至少两个导向轮11。两个导向轮11用于引导料条。导向轮11的数量以及布置可以从图7中清楚知道。
位于右侧的冲压上座23其右侧壁上并排布置有两个切刀8,所述的下模座1的右侧位于两个切刀8的下方设置有废料斜坡3。
所述的冲压底座14上端位于推板16的两侧对称布置有两个L型导向块26,两个L型导向块26的一端均延伸至冲压凹模19上方并安装有限位块27。
所述的冲压上座23下端安装有可上下滑动的压料板29,该压料板29与冲压上座23之间安装有弹簧,所述的落料凸模22贯穿压料板29。
所述的上模板20下端安装有可上下滑动的压料板29,该压料板29与上模板20之间安装有弹簧,所述的冲孔凸模21贯穿压料板29。
料条从左往右输送,依次经过多孔冲裁模4以及两个复合冲压模5。
多孔冲裁模4由上至下依次包括上模板20、压料板29和下模板10,上模板20下端固定有两组冲孔凸模21,冲孔凸模21的下端贯穿压料板29,所述的下模板10上设有与冲孔凸模21配合的冲孔镶件12,冲孔镶件12上设有冲孔,冲孔与冲孔凸模21配合在料条指定位置冲出所需的通孔31。
复合冲压模5由上至下依次包括冲压上座23、压料板29、落料板13和冲压底座14,所述的冲压底座14安装在下模座1上端,该冲压底座14上端的前后两侧分别设置有导轨28和冲压凹模19,可以是导轨28位于前方、冲压凹模19位于后方,也可以是冲压凹模19位于前方、导轨28位于后方,所述的推板16沿着导轨28前后滑动,所述的冲压凹模19底部安装有上下滑动的弹块25,该弹块25下端安装有弹簧,所述的落料板13安装在冲压底座14上端,该落料板13中部设有模孔17,所述的冲压上座23安装在上模座6上,该冲压上座23下端位于模孔17的上方安装有落料凸模22,所述的冲压上座23下端位于冲压凹模19的上方安装有冲压凸模24。
工作过程:多孔冲裁模4陆续在料条上冲出多个通孔31,将冲有多个通孔31的料条送入两个复合冲压模5内进行冲料以及折弯成型,在冲料时,冲床下压推动上模座6,落料凸模22与落料镶件18的模孔17配合,在料条冲出所需的料片,在落料凸模22下压的作用下,料片落入到冲压底座14上,气缸15的活塞杆伸长控制料片沿着L型导向块26滑动,直到料片的两端与两个限位块27相扣,冲压凸模24下压配合冲压凹模19将两个支脚32折弯,接着冲压凸模24向上运动,弹簧顶着弹块25向上,弹块25将成品顶起,成品在下个料片进入时顶出,成品产品斜坡2运送至产品收集箱内。整个过程实现全自动化,无需人工。
多余的废料经过切刀8切断,顺着废料斜坡3运送至废料收集箱内。
Claims (10)
1.一种用于生产右前安装支架的自动化模具,包括下模座(1)和上模座(6),其特征在于:所述的下模座(1)与上模座(6)之间从左到右依次固定有用于冲孔的多孔冲裁模(4)、以及两个用于落料、冲压的复合冲压模(5),两个复合冲压模(5)并排布置且朝向相反,所述的复合冲压模(5)包括落料板(13)、冲压底座(14)和冲压上座(23),所述的冲压底座(14)安装在下模座(1)上端,该冲压底座(14)上端内安装有前后滑动的推板(16),所述的冲压底座(14)上端位于推板(16)的前方或者后方安装有冲压凹模(19),该冲压凹模(19)底部安装有上下滑动的弹块(25),所述的弹块(25)下端安装有弹簧,所述的落料板(13)安装在冲压底座(14)上端,该落料板(13)中部设有模孔(17),所述的冲压上座(23)安装在上模座(6)上,该冲压上座(23)下端位于模孔(17)的上方安装有落料凸模(22),所述的冲压上座(23)下端位于冲压凹模(19)的上方安装有冲压凸模(24)。
2.根据权利要求1所述的一种用于生产右前安装支架的自动化模具,其特征在于:所述的多孔冲裁模(4)包括安装在下模座(1)上端的下模板(10)以及安装在上模座(6)下端的上模板(20),所述的上模板(20)下端排列有两组冲孔凸模(21),所述的下模板(10)上端设有与冲孔凸模(21)配合的冲孔镶件(12)。
3.根据权利要求2所述的一种用于生产右前安装支架的自动化模具,其特征在于:所述的下模板(10)上端位于两组冲孔凸模(21)的前、后两侧各设有至少两个导向轮(11)。
4.根据权利要求1所述的一种用于生产右前安装支架的自动化模具,其特征在于:所述的下模座(1)上端的四个角落均竖直设有一导柱(9),所述的上模座(6)下端的四个角落设有与导柱(9)配合的导套(7)。
5.根据权利要求1所述的一种用于生产右前安装支架的自动化模具,其特征在于:所述的下模座(1)上端安装有与推板(16)相连的气缸(15)。
6.根据权利要求1所述的一种用于生产右前安装支架的自动化模具,其特征在于:所述的落料板(13)上端位于模孔(17)的前、后两侧各设有至少两个导向轮(11)。
7.根据权利要求1所述的一种用于生产右前安装支架的自动化模具,其特征在于:位于右侧的冲压上座(23)其右侧壁上并排布置有两个切刀(8),所述的下模座(1)的右侧位于两个切刀(8)的下方设置有废料斜坡(3)。
8.根据权利要求1所述的一种用于生产右前安装支架的自动化模具,其特征在于:所述的冲压底座(14)上端位于推板(16)的两侧对称布置有两个L型导向块(26),两个L型导向块(26)的一端均延伸至冲压凹模(19)上方并安装有限位块(27)。
9.根据权利要求1所述的一种用于生产右前安装支架的自动化模具,其特征在于:所述的冲压上座(23)下端安装有可上下滑动的压料板(29),该压料板(29)与冲压上座(23)之间安装有弹簧,所述的落料凸模(22)贯穿压料板(29)。
10.根据权利要求2所述的一种用于生产右前安装支架的自动化模具,其特征在于:所述的上模板(20)下端安装有可上下滑动的压料板(29),该压料板(29)与上模板(20)之间安装有弹簧,所述的冲孔凸模(21)贯穿压料板(29)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010499235.5A CN111390023B (zh) | 2020-06-04 | 2020-06-04 | 一种用于生产右前安装支架的自动化模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010499235.5A CN111390023B (zh) | 2020-06-04 | 2020-06-04 | 一种用于生产右前安装支架的自动化模具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111390023A CN111390023A (zh) | 2020-07-10 |
| CN111390023B true CN111390023B (zh) | 2020-09-15 |
Family
ID=71418620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010499235.5A Active CN111390023B (zh) | 2020-06-04 | 2020-06-04 | 一种用于生产右前安装支架的自动化模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111390023B (zh) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101537853B1 (ko) * | 2013-08-23 | 2015-07-21 | 주식회사 새해성 | 자동차의 프론트 로워암 제조방법 |
| CN104525730A (zh) * | 2014-12-17 | 2015-04-22 | 吉林博仁科技股份有限公司 | 新型奥迪b903左右前支架连续成型模具 |
| CN208341510U (zh) * | 2018-04-23 | 2019-01-08 | 南京天河汽车零部件股份有限公司 | 左右侧边梁内板修边冲孔一模两件双工位复合型铸造模具 |
| CN210435169U (zh) * | 2019-07-10 | 2020-05-01 | 重庆市华青汽车配件有限公司 | 用于汽车b柱加强板成型的多工位复合模 |
| CN110479867A (zh) * | 2019-08-21 | 2019-11-22 | 吴江市禾振精密模具有限公司 | 一种连续送料冲压模具及冲压工艺 |
| CN110976636B (zh) * | 2019-12-31 | 2021-07-06 | 江苏华灿电讯集团股份有限公司 | 一种天线安装用下角臂成型模具及成型方法 |
-
2020
- 2020-06-04 CN CN202010499235.5A patent/CN111390023B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN111390023A (zh) | 2020-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107243548B (zh) | 左右制动踏板支架板级进模 | |
| CN101301670B (zh) | 集装箱顶板成型模具 | |
| CN204075003U (zh) | 一种防火罩的成形模具 | |
| CN103658388B (zh) | 一种生产汽车座椅滑道保持架的连续模及方法 | |
| CN106862386B (zh) | 一种汽车前摇臂下支架冲压系统 | |
| CN104190815B (zh) | 一种防火罩的成形模具及成形方法 | |
| CN201644636U (zh) | 电子秤用弹性件连续模 | |
| CN201304445Y (zh) | 用卷材制造电容器铝壳坯料的模具 | |
| CN211330960U (zh) | 一种支架级进模具 | |
| CN204018535U (zh) | 一种凹底碗级进模 | |
| CN206882509U (zh) | 一种片端子的冲压模具 | |
| CN204182800U (zh) | 一种用于冲压级进模的复合冲压结构 | |
| CN113996708A (zh) | 一种帽形零部件连续冲压模具 | |
| CN206981539U (zh) | 左右制动踏板支架板级进模 | |
| CN206676997U (zh) | 一种开卷落料模具 | |
| CN111390023B (zh) | 一种用于生产右前安装支架的自动化模具 | |
| CN203917715U (zh) | 用于汽车水箱护板修边和成型的冲床 | |
| CN217775377U (zh) | 一种脚轮定制数控精密冲床 | |
| CN203991984U (zh) | 汽车锁闩支架连续冲压模具中直角折弯结构 | |
| CN207914427U (zh) | 一种用于折弯浮动抽芯的冲压模具 | |
| CN206810989U (zh) | 新型压形侧孔一体加工模组件 | |
| CN215544186U (zh) | 一种汽配件支架连续冲切成型模具 | |
| CN210648107U (zh) | 一种离合器传动片连续化加工模具 | |
| CN202146942U (zh) | 高强度钢汽车前挡侧柱件的落料模具 | |
| CN207271919U (zh) | 一种接线固定支架一次成形模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |