CN111037294A - 全自动曲轴油孔加工数控机床 - Google Patents
全自动曲轴油孔加工数控机床 Download PDFInfo
- Publication number
- CN111037294A CN111037294A CN201911271269.2A CN201911271269A CN111037294A CN 111037294 A CN111037294 A CN 111037294A CN 201911271269 A CN201911271269 A CN 201911271269A CN 111037294 A CN111037294 A CN 111037294A
- Authority
- CN
- China
- Prior art keywords
- crankshaft
- vertical direction
- machine tool
- guide rail
- indexing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
- B23P23/02—Machine tools for performing different machining operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/0042—Devices for removing chips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/10—Arrangements for cooling or lubricating tools or work
- B23Q11/1038—Arrangements for cooling or lubricating tools or work using cutting liquids with special characteristics, e.g. flow rate, quality
- B23Q11/1046—Arrangements for cooling or lubricating tools or work using cutting liquids with special characteristics, e.g. flow rate, quality using a minimal quantity of lubricant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/16—Compensation for wear of the tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q7/00—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Fluid Mechanics (AREA)
- Drilling And Boring (AREA)
Abstract
一种全自动曲轴油孔加工数控机床,用于加工曲轴油孔及倒角。主要由床身、横向滑台、转盘、竖直方向立柱、垂直方向滑台、竖直方向滑台、曲轴的分度转位夹具、曲轴轴向定位夹具、曲轴径向定位夹具、转塔动力头、刀具监测、测量及对刀系统、电气控制系统、液压控制系统、排屑器系统、MQL润滑系统及机床防护组成。本发明只需一台机床,采用转塔动力头,即可完成曲轴的钻直油孔引孔、钻直油孔、钻斜油孔引孔、钻斜油孔、直油孔及斜油孔的倒角全自动加工,不会对环境造成污染,生产环境得到彻底改善,自动化程度高,柔性很强,可有效提高工作效率,减轻劳动强度。
Description
技术领域
本发明涉及汽车零部件制造技术领域,具体是一种全自动加工曲轴直、斜油孔及孔口倒角的数控机床。
背景技术
目前,加工曲轴油孔机床均是单一加工直油孔或斜油孔的专用机床,其缺点就是一件曲轴的油孔加工需要分三道工序完成:钻直油孔、钻斜油孔、油孔口倒角。由于设备的专业性太强,所带来的局限性也很明显:
1、一件曲轴的油孔加工需要三台机床,占地面积大;至少需要配备两名操
作工,流水线拉长,每台机床需要配备的工装及工位器具量大,生产效率低下;工序间吊装曲轴频繁,容易发生磕碰伤,机床多次装夹,增加了对曲轴顶尖孔磨损或磕碰伤,操作工的劳动强度加大。
2、只能装夹一种刀具,曲轴表面为曲面,钻头刚接触曲轴表面时,容易打滑,必须配备钻模套导向。
3、油孔倒角采用人工操作,由于曲轴油孔位置与轴线有不同相位的夹角,所以倒角时,很难对准油孔口,倒角倒偏的现象时有发生;或者钻头直接钻在曲轴外圆面上,造成曲轴报废,劳动强度大,倒角精度差。
4、对操作工技能要求非常高,若钻头进刀力度大小掌握不好,容易造成倒角面有振纹;倒角边宽太小或太大,造成成品倒角尺寸超差,如果不留意流入下道工序,边小的在下道工序淬火时,就可能造成淬火裂纹。
5、不安全因素增多,如人工倒角时,操作工在钻头高速旋转的环境下工作,精神高度紧张,如果稍有疏忽大意,快速旋转的钻头可能划伤手指,铁屑飞溅容易造成误伤,断的钻头会打伤操作工等,安全隐患非常大。
发明内容
为克服现有技术的不足,本发明的发明目的在于提供一种全自动曲轴油孔加工数控机床,以实现曲轴直、斜油孔及孔口倒角的自动加工。
为实现上述发明目的,本发明主要由床身、横向滑台、转盘、竖直方向立柱、垂直方向滑台、竖直方向滑台、曲轴的分度转位夹具、曲轴轴向定位夹具、曲轴径向定位夹具、转塔动力头、刀具监测、测量及对刀系统、电气控制系统、液压控制系统、排屑器系统、MQL润滑系统及机床防护组成;采用转塔动力头实现曲轴的直、斜油孔及孔口倒角的钻削及加工。
所述床身上靠近操作者的一侧装有工作台,工作台上方的燕尾导轨是分度转位夹具、角向定位装置、V型托架、靠架及尾座的定位和调整基准;工作台为向刀具方向倾斜30°角度的斜面结构。
所述床身上装有横向导轨,横向滑台通过横向驱动伺服电机驱动,沿床身上的横向导轨滑动,实现曲轴横向不同位置油孔的钻削;在横向滑台上装有转盘,转盘驱动伺服电机通过减速机一减速,以及减速机一轴端的消隙齿轮与横向滑台上的齿轮一相啮合,转盘由安装在转盘后部的转盘驱动伺服电机驱动,实现转盘的回转及定位,从而实现曲轴不同角度斜油孔的加工,消隙齿轮由齿轮二和齿轮三组成;在转盘的回转轴端直联有角度编码器一,实现转盘的全闭环控制。
所述竖直方向滑台上的竖直方向滑板上安装有转塔动力头,由安装在竖直方向立柱上的竖直驱动伺服电机驱动,沿着竖直方向直线导轨,带动刀具作竖直方向的往复运动,以实现不同径向高度曲轴的油孔的钻削加工;竖直方向立柱安装在垂直方向滑台上,垂直方向滑台与转盘上的垂直方向导轨滑动配合,垂直方向滑台通过安装在转盘上的垂直驱动伺服电机的驱动沿垂直方向进给,完成曲轴的油孔的钻削加工;固定在竖直方向立柱上的动力头主电机与动力头主轴直连,带动转塔动力头转位,实现换刀;刀具的旋转及切换由动力头主电机驱动,在电箱中装有刀具监测装置,通过监测钻削时动力头主电机的电流参数变化来检测刀具断裂、磨损和碰撞,并提供报警。
所述曲轴轴向定位夹具的尾座采用液压式活顶尖一,尾座的底座与工作台上的燕尾导轨滑动配合,尾座可沿燕尾导轨轴向移动,以适应不同长度的曲轴,到位后通过斜铁手动锁紧。
所述曲轴径向定位夹具的两个V型托架的底座一与工作台上的燕尾导轨滑动配合,V型托架可沿燕尾导轨轴向移动,以适应不同长度的曲轴,调节合适后通过斜铁手动锁紧,支架经固定板与底座一连接,支架根据曲轴主轴颈M2及M6直径大小可在固定板上做上下调节。
所述曲轴径向定位夹具的靠架的垫块与油缸的活塞杆二连接,底座三与燕尾导轨滑动连接;在装夹曲轴之前,垫块在活塞杆二的带动下后退,当曲轴在钻油孔或倒角时,垫块在活塞杆二的带动下前进,垫块与曲轴的主轴颈M4的外圆面贴合;调节底座三在燕尾导轨上的轴向位置,以适应不同曲轴主轴颈M4的轴向位置,到位后通过斜铁手动锁紧。
所述分度转位夹具的分度驱动伺服电机通过减速机二,驱动与减速机二内的齿轮相啮合的消隙齿轮旋转,消隙齿轮由齿轮五与齿轮四组成,消隙齿轮与主轴连接,分度驱动伺服电机带动主轴及曲轴旋转分度,实现曲轴上不同相位角油孔的钻削;夹紧油缸固定在分度转位夹具的底座上,分度转位夹具的底座与燕尾导轨滑动连接,两个夹紧油缸通过与其连接的压块夹紧开口薄壁套使其产生弹性变形,将固定在主轴上的主轴套锁住;卡盘油缸固定在分度转位夹具的底座上,浮动卡盘和顶尖二与卡盘油缸的活塞杆连接,在卡盘油缸的后端直联角度编码器二。
所述曲轴径向定位夹具的角向定位装置上的油缸固定在底座二上,底座二与燕尾导轨滑动连接,油缸的活塞杆一与测头连接;当曲轴完成径向及轴向定位后,活塞杆一升起,分度转位夹具的浮动卡盘夹紧曲轴并由分度驱动伺服电机驱动曲轴旋转,当曲轴的P6连杆颈外圆触发测头后分度驱动伺服电机再反向旋转,从另一侧触发测头,以确定曲轴的起始角向位置;调节底座二在燕尾导轨上的位置,以适应不同曲轴P6连杆颈的位置,到位后通过斜铁手动锁紧。
本发明与现有技术相比,具有以下优点:
1、只需一台机床,即可完成曲轴的钻直油孔引孔、钻直油孔、钻斜油孔引孔、钻斜油孔、直油孔及斜油孔的倒角全自动加工,工装及工位器具大幅度减少,占地面积仅为原来的三分之一。
2、采用MQL空气动力微量润滑装置,为准干式切削加工,可以大大减少“刀具-工件”和“刀具-切屑”之间的摩擦,起到抑制温升、降低刀具磨损、防止粘连和提高工件加工质量的作用,使用的润滑液很少,而效果却十分显著,避免了后期的处理,清洁和干净的切屑经过压缩还可以回收使用,既提高了工效,又不会对环境造成污染,生产环境得到彻底改善;铁屑干爽,转运时不会污染环境,无需甩油操作工;避免了操作工职业皮肤病的发生。
3、增加了一套靠架,定位机构缩回时不干涉上下料,伸出时,可进行钻孔加工,可径向顶紧曲轴不振动。
4、除人工上下料外,只需装夹一次,其余均自动完成, 对曲轴的顶尖孔磨损小,磕碰伤大幅度减少,且无需要配备专业操作工,只需要中间清洗操作工兼职上下料即可,自动化程度高,柔性很强,可有效提高工作效率,减轻劳动强度,同时便于在机械手流水线上操作。
5、设备带有报警系统,可控制断刀发生。
6、设备采用全封闭防护,安全美观,曲轴吊入后,机床自动关门,加工完毕后,安全门打开,吊出曲轴,无安全隐患。
7、转塔动力头采用引窝铣刀,即可减少钻模套固定装置等复杂机构,同时,由于曲轴不需要避开钻模套固定装置,工作台就可以制作成固定结构,减少了一套工作台位移装置。
8、工作台及其上安装的一系列组件为向刀具方向倾斜30°角度的斜面结构,这样可使工作台面上的铁屑自动落入铁屑输送带,清理非常方便,使曲轴朝刀具方向更靠近一些。
附图说明
图1为曲轴的工序图。
图2为图1的D-D剖视图。
图3为图2的C-C剖视图。
图4为图1的F-F剖视图。
图5为本发明的结构示意图。
图6为图5的主视图。
图7为图5的俯视图。
图8为图5的左视图。
图9为图5的床身装配图。
图10为图5的转盘及横向滑台的结构图。
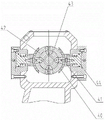
图11为图10的A-A剖视图。
图12为图10的B-B剖视图。
图13为图5的竖直方向立柱的结构图。
图14为图5的工作台结构示意图。
图15为图5的为分度夹具结构图。
图16是图15的A-A剖视图。
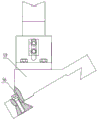
图17为图5的角向定位装置结构图。
图18为图5的V型托架结构图。
图19是图18的侧视图。
图20为图5的靠架结构图。
图21为图5的尾座结构图。
1、P6连杆颈;2、曲轴;3、倒角; 4、油孔; 5、角向定位装置;6、横轴;7、分度转位夹具;8、转塔动力头;9、竖直方向滑台;10、竖直方向立柱;11、垂直方向滑台;12、转盘;13、横向滑台;14、床身;15、工作台;16、尾座;17、V型托架;18、横向导轨;19、横向驱动伺服电机;20、垂直驱动伺服电机;21、转盘驱动伺服电机;22、减速机一;23、角度编码器一;24、齿轮一;25、垂直方向导轨;26、齿轮二;27、齿轮三;28、麻花钻一;29、引窝铣刀;30、麻花钻二;31、倒角钻;32、动力头主轴;33、竖直方向滑板; 34、竖直方向直线导轨;35、动力头主电机;36、竖直驱动伺服电机;37、靠架;38、顶尖一;39、燕尾导轨; 40、开口薄壁套;41、压块;42、主轴套;43、主轴;44、锁紧油缸;45、分度驱动伺服电机;46、减速机二;47、浮动卡盘; 48、顶尖二;49、齿轮四;50、齿轮五;51、卡盘油缸;52、角度编码器二;53、测头;54、底座二;55、活塞杆一;56、斜铁;57、支架;58、固定板;59、底座一;60、底座三;61、垫块; 62、活塞杆二;63、液压控制系统。
具体实施方式
如图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、图16、图17、图18、图19、图20、图21所示,本发明主要由床身14、横向滑台13、转盘12、竖直方向立柱10、垂直方向滑台11、竖直方向滑台9、分度转位夹具7、曲轴轴向定位夹具、曲轴径向定位夹具、转塔动力头8、刀具监测、测量及对刀系统、电气控制系统、液压控制系统63、排屑器系统、MQL润滑系统及机床防护等组成;采用转塔动力头8可实现钻直油孔引孔、钻直油孔、钻斜油孔引孔、钻斜油孔、以及直油孔、斜油孔倒角的全自动加工。
在床身14上靠近操作者的一侧装有工作台15,工作台15上方的燕尾导轨39是分度转位夹具7、角向定位装置5、V型托架17、靠架37及尾座16的定位和调整基准,工作台15及其上安装的一系列组件为向刀具方向倾斜30°角度的斜面结构,这样可使工作台15面上的铁屑自动落入铁屑输送带,清理非常方便,使曲轴2朝刀具方向更靠近一些。曲轴2的主轴颈M2及M6放在两个V型托架17上后,通过尾座16的顶尖一38和浮动卡盘47的顶尖二48定心,分度驱动伺服电机45经减速机二46带动曲轴2分度,到位后由锁紧油缸44将与浮动卡盘47相连的主轴43锁住,以实现曲轴2各个角向位置油孔4的加工。
床身14上装有横向导轨18,横向滑台13通过横向驱动伺服电机19驱动,沿床身14上的横向导轨18滑动,实现曲轴2横向(X轴方向)不同位置油孔4的钻削,采用横向驱动伺服电机19驱动及横向导轨18结构,可保证横向滑台13具有良好的位置精度;在横向滑台13上装有转盘12,转盘12由安装在转盘12后部的转盘驱动伺服电机21驱动,转盘驱动伺服电机21通过进口高精度减速机一22减速,以及减速机一22轴端的消隙齿轮与横向滑台13上的齿轮一24相啮合,实现转盘12沿B轴的回转及定位,从而实现曲轴2不同角度斜油孔4的加工,消隙齿轮由齿轮二26和齿轮三27组成;在转盘12的回转B轴端直联有角度编码器一23,实现转盘12的全闭环控制,以保证油孔4加工时的良好精度。
竖直方向滑台9上的竖直方向滑板33上安装有转塔动力头8,转塔动力头8由安装在竖直方向立柱10上的竖直驱动伺服电机36驱动,沿着安装在竖直方向立柱10上的竖直方向直线导轨34,带动刀具作竖直方向(Y轴方向)的往复运动,以实现不同径向高度曲轴2的油孔4的钻削加工;竖直方向立柱10安装在垂直方向滑台11上,垂直方向滑台11与转盘12上的垂直方向导轨25滑动配合,垂直方向滑台11通过安装在转盘12上的垂直驱动伺服电机20的驱动沿垂直方向(Z轴方向)进给,完成曲轴2的油孔4的钻削加工;固定在竖直方向立柱10上的动力头主电机35与动力头主轴32直连,带动转塔动力头8转位,实现换刀;转塔动力头8采用竖直驱动伺服电机36驱动,可保证其具有良好的位置精度及加工精度,转塔动力头8的六个工位上,有一个工位空缺,其余分别装有带有MQL油雾冷却润滑系统的麻花钻一28、麻花钻二30、倒角钻31及两个引窝铣刀29,刀具的冷却采用内冷方式,这样,既能保证刀具的切削加工,而且又能提高加工效率,采用引窝铣刀29,即可减少钻模套固定装置等复杂机构,同时,由于曲轴2不需要避开钻模套固定装置,工作台15就可以制作成固定结构,减少了一套工作台位移装置;刀具的旋转及切换由动力头主电机35驱动,在电箱中装有刀具监测装置,通过监测钻削时动力头主电机35的电流参数变化来检测刀具断裂、磨损和碰撞,并提供报警,大大地提高了刀具的利用率及机床的可靠性。
曲轴轴向定位夹具的尾座16采用液压式活顶尖一38,尾座16与工作台15上的燕尾导轨39滑动配合,尾座16可沿燕尾导轨39轴向移动,以适应不同长度的曲轴2,到位后通过斜铁56手动锁紧,顶尖一38采用液压油缸驱动,可保证其运动的可靠性和工作时良好的刚性。在尾座16的内侧还装有对刀仪,用以完成各工位刀具磨损或更换后的自动差补。
曲轴径向定位夹具的两个V型托架17的底座一59与工作台15上的燕尾导轨39滑动配合,V型托架17可沿燕尾导轨39轴向移动,以适应不同长度的曲轴2,调节合适后通过斜铁56手动锁紧,支架57经固定板58与底座一59连接,支架57根据曲轴2主轴颈M2及M6直径大小可在固定板58上做上下调节。
曲轴径向定位夹具的靠架37的垫块61与油缸的活塞杆二62连接,底座三60与燕尾导轨39滑动连接;在装夹曲轴2之前,垫块61在活塞杆二62的带动下后退,当曲轴2在钻油孔4或倒角3时,垫块61在活塞杆二62的带动下前进,垫块61与曲轴2的主轴颈M4的外圆面贴合,防止在钻油孔4或倒角3时曲轴2所受的径向力过大而发生弯曲变形,或机床受径向力过大而发生振动;调节底座三60在燕尾导轨39上的轴向位置,以适应不同曲轴2主轴颈M4的轴向位置,到位后通过斜铁56手动锁紧。垫块61由液压油缸驱动,可保证其运动的可靠性和工作时良好的刚性。
分度转位夹具7的分度驱动伺服电机45通过减速机二46减速,减速机二46上的齿轮与消隙齿轮啮合,消隙齿轮由齿轮五50与齿轮四49组成,消隙齿轮与主轴43连接,分度驱动伺服电机45带动主轴43及曲轴2沿横轴6(A轴)旋转分度,实现曲轴2上不同相位角油孔4的钻削,主轴43采用分度驱动伺服电机45驱动回转,可保证其具有良好的位置精度,分度转位夹具7的分度角度小于1°,定位精度≤20″;夹紧油缸44固定在分度转位夹具7的底座上,分度转位夹具7的底座与燕尾导轨39通过螺栓固定,两个夹紧油缸44通过与其连接的压块41夹紧开口薄壁套40使其产生弹性变形,将固定在主轴43上的主轴套42锁住;卡盘油缸51固定在分度转位夹具7的底座上,浮动卡盘47和顶尖二48与卡盘油缸51的活塞杆连接,在卡盘油缸51的后端直联角度编码器二52,形成全闭环控制,以保证良好的加工精度,浮动卡盘47和顶尖二48采用卡盘油缸51驱动,可保证浮动卡盘47和顶尖二48运动的可靠性和工作时良好的刚性。
曲轴径向定位夹具的角向定位装置5用以完成加工曲轴2角向位置的自动找正,角向定位装置5上的油缸固定在底座二54上,底座二54与燕尾导轨39滑动连接,油缸的活塞杆一55与测头53连接,测头53采用马波斯高精度测量系统,测头53和油缸均有用于检测测头53升起及退回到位及曲轴2的P6连杆颈1粗定位检测装置,以防发生意外损坏测头53;当曲轴2完成径向及轴向定位后,活塞杆一55升起,使测头53上升到位,分度转位夹具7的浮动卡盘47夹紧曲轴2并由分度驱动伺服电机45驱动曲轴2旋转,当曲轴2的P6连杆颈1外圆转到测头53的左边触发测头53后,分度驱动伺服电机45再反向旋转,使曲轴2的P6连杆颈1外圆转到测头53的右边触发测头53,以确定曲轴2的起始角向位置,之后,测头53下降到最低位置,使之不干涉曲轴2的加工;调节底座二54在燕尾导轨39上的位置,以适应不同曲轴2的P6连杆颈1的位置,到位后通过斜铁56手动锁紧。
机床的电气控制系统采用西门子828DSL数控系统,系统稳定可靠、易于维修,具有故障诊断、跳段、选段、进给倍率转换、快速移动、返机床参考点、MDI方式、主轴正反转、主轴停、主轴点动、显示功率、冷却液开关、排屑机构运行开关、零件计时计数等功能,具有RS232通讯接口,机床可手动调整,操作方便,系统能实现刀具磨损补偿功能。
机床采用MQL空气动力微量润滑装置,为准干式切削加工,可以大大减少“刀具-工件”和“刀具-切屑”之间的摩擦,起到抑制温升、降低刀具磨损、防止粘连和提高工件加工质量的作用,使用的润滑液很少,而效果却十分显著,避免了后期的处理,清洁和干净的切屑经过压缩还可以回收使用,既提高了工效,又不会对环境造成污染,生产环境得到彻底改善。
Claims (9)
1.一种全自动曲轴油孔加工数控机床,其特征在于:该曲轴油孔加工数控机床由床身(14)、横向滑台(13)、转盘(12)、竖直方向立柱(10)、垂直方向滑台(11)、竖直方向滑台(9)、曲轴(2)的分度转位夹具(7)、曲轴轴向定位夹具、曲轴径向定位夹具、转塔动力头(8)、刀具监测、测量及对刀系统、电气控制系统、液压控制系统(63)、排屑器系统、MQL润滑系统及机床防护组成;采用转塔动力头(8)实现曲轴(2)的直、斜油孔(4)及孔口倒角(3)的钻削及加工。
2.根据权利要求1所述的全自动曲轴油孔加工数控机床,其特征在于:所述床身(14)上靠近操作者的一侧装有工作台(15),工作台(15)上方的燕尾导轨(39)是分度转位夹具(7)、角向定位装置(5)、V型托架(17)、靠架(37)及尾座(16)的定位和调整基准;工作台(15)为向刀具方向倾斜30°角度的斜面结构。
3.根据权利要求1所述的全自动曲轴油孔加工数控机床,其特征在于:所述床身(14)上装有横向导轨(18),横向滑台(13)通过横向驱动伺服电机(19)驱动,沿床身(14)上的横向导轨(18)滑动,实现曲轴(2)横向不同位置油孔(4)的钻削;在横向滑台(13)上装有转盘(12),转盘驱动伺服电机(21)通过减速机一(22)减速,以及减速机一(22)轴端的消隙齿轮与横向滑台(13)上的齿轮一(24)相啮合,转盘(12)由安装在转盘(12)后部的转盘驱动伺服电机(21)驱动,实现转盘(12)的回转及定位,从而实现曲轴(2)不同角度斜油孔(4)的加工,消隙齿轮由齿轮二(26)和齿轮三(27)组成;在转盘(12)的回转轴端直联有角度编码器一(23),实现转盘(12)的全闭环控制。
4.根据权利要求1所述的全自动曲轴油孔加工数控机床,其特征在于:所述竖直方向滑台(9)上的竖直方向滑板(33)上安装有转塔动力头(8),由安装在竖直方向立柱(10)上的竖直驱动伺服电机(36)驱动,沿着竖直方向直线导轨(34),带动刀具作竖直方向的往复运动,以实现不同径向高度曲轴(2)的油孔(4)的钻削加工;竖直方向立柱(10)安装在垂直方向滑台(11)上,垂直方向滑台(11)与转盘(12)上的垂直方向导轨(25)滑动配合,垂直方向滑台(11)通过安装在转盘(12)上的垂直驱动伺服电机(20)的驱动沿垂直方向进给,完成曲轴(2)的油孔(4)的钻削加工;固定在竖直方向立柱(10)上的动力头主电机(35)与动力头主轴(32)直连,带动转塔动力头(8)转位,实现换刀;刀具的旋转及切换由动力头主电机(35)驱动,在电箱中装有刀具监测装置,通过监测钻削时动力头主电机(35)的电流参数变化来检测刀具断裂、磨损和碰撞,并提供报警。
5.根据权利要求1所述的全自动曲轴油孔加工数控机床,其特征在于:所述曲轴轴向定位夹具的尾座(16)采用液压式活顶尖一(38),尾座(16)的底座与工作台(15)上的燕尾导轨(39)滑动配合,尾座(16)可沿燕尾导轨(39)轴向移动,以适应不同长度的曲轴(2),到位后通过斜铁(56)手动锁紧。
6.根据权利要求1所述的全自动曲轴油孔加工数控机床,其特征在于:所述曲轴径向定位夹具的两个V型托架(17)的底座一(59)与工作台(15)上的燕尾导轨(39)滑动配合,V型托架(17)可沿燕尾导轨(39)轴向移动,以适应不同长度的曲轴(2),调节合适后通过斜铁(56)手动锁紧,支架(57)经固定板(58)与底座一(59)连接,支架(57)根据曲轴(2)主轴颈M2及M6直径大小可在固定板(58)上做上下调节。
7.根据权利要求1所述的全自动曲轴油孔加工数控机床,其特征在于:所述曲轴径向定位夹具的靠架(37)的垫块(61)与油缸的活塞杆二(62)连接,底座三(60)与燕尾导轨(39)滑动连接;在装夹曲轴(2)之前,垫块(61)在活塞杆二(62)的带动下后退,当曲轴(2)在钻油孔(4)或倒角(3)时,垫块(61)在活塞杆二(62)的带动下前进,垫块(61)与曲轴(2)的主轴颈M4的外圆面贴合;调节底座三(60)在燕尾导轨(39)上的轴向位置,以适应不同曲轴(2)主轴颈M4的轴向位置,到位后通过斜铁(56)手动锁紧。
8.根据权利要求1所述的全自动曲轴油孔加工数控机床,其特征在于:所述分度转位夹具(7)的分度驱动伺服电机(45)通过减速机二(46),驱动与减速机二(46)内的齿轮相啮合的消隙齿轮旋转,消隙齿轮由齿轮五(50)与齿轮四(49)组成,消隙齿轮与主轴(43)连接,分度驱动伺服电机(45)带动主轴(43)及曲轴(2)旋转分度,实现曲轴(2)上不同相位角油孔的钻削;夹紧油缸(44)固定在分度转位夹具(7)的底座上,分度转位夹具(7)的底座与燕尾导轨(39)滑动连接,两个夹紧油缸(44)通过与其连接的压块(41)夹紧开口薄壁套(40)使其产生弹性变形,将固定在主轴(43)上的主轴套(42)锁住;卡盘油缸(51)固定在分度转位夹具(7)的底座上,浮动卡盘(47)和顶尖二(48)与卡盘油缸(51)的活塞杆连接,在卡盘油缸(51)的后端直联角度编码器二(52)。
9.根据权利要求1所述的全自动曲轴油孔加工数控机床,其特征在于:所述曲轴径向定位夹具的角向定位装置(5)上的油缸固定在底座二(54)上,底座二(54)与燕尾导轨(39)滑动连接,油缸的活塞杆一(55)与测头(53)连接;当曲轴(2)完成径向及轴向定位后,活塞杆一(55)升起,分度转位夹具(7)的浮动卡盘(47)夹紧曲轴(2)并由分度驱动伺服电机(45)驱动曲轴(2)旋转,当曲轴(2)的P6连杆颈(1)外圆触发测头(53)后分度驱动伺服电机(45)再反向旋转,从另一侧触发测头(53),以确定曲轴(2)的起始角向位置;调节底座二(54)在燕尾导轨(39)上的位置,以适应不同曲轴(2)P6连杆颈(1)的位置,到位后通过斜铁(56)手动锁紧。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911271269.2A CN111037294A (zh) | 2019-12-12 | 2019-12-12 | 全自动曲轴油孔加工数控机床 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911271269.2A CN111037294A (zh) | 2019-12-12 | 2019-12-12 | 全自动曲轴油孔加工数控机床 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111037294A true CN111037294A (zh) | 2020-04-21 |
Family
ID=70235895
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911271269.2A Pending CN111037294A (zh) | 2019-12-12 | 2019-12-12 | 全自动曲轴油孔加工数控机床 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111037294A (zh) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111761331A (zh) * | 2020-06-16 | 2020-10-13 | 东风本田汽车零部件有限公司 | 一种曲轴斜油孔钢珠全自动压装设备 |
| CN112296412A (zh) * | 2020-07-27 | 2021-02-02 | 襄阳福达东康曲轴有限公司 | 曲轴主连轴颈及平衡块端面加工设备 |
| CN112589459A (zh) * | 2020-12-10 | 2021-04-02 | 浙江焕杰智能科技有限公司 | 一种曲轴抛光去毛刺装置 |
| CN112705748A (zh) * | 2020-12-21 | 2021-04-27 | 南京肯迈得机床制造有限公司 | 多轴斜直孔加工方法 |
| CN112935979A (zh) * | 2021-02-03 | 2021-06-11 | 廊坊市亿创科技有限公司 | 用于发动机曲轴的机器人柔性倒角及抛光工作系统 |
| CN113385939A (zh) * | 2021-06-28 | 2021-09-14 | 江苏龙城精锻集团有限公司 | 一种高压燃油泵泵头切削加工用液压夹具 |
-
2019
- 2019-12-12 CN CN201911271269.2A patent/CN111037294A/zh active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111761331A (zh) * | 2020-06-16 | 2020-10-13 | 东风本田汽车零部件有限公司 | 一种曲轴斜油孔钢珠全自动压装设备 |
| CN112296412A (zh) * | 2020-07-27 | 2021-02-02 | 襄阳福达东康曲轴有限公司 | 曲轴主连轴颈及平衡块端面加工设备 |
| CN112296412B (zh) * | 2020-07-27 | 2024-03-29 | 襄阳福达东康曲轴有限公司 | 曲轴主连轴颈及平衡块端面加工设备 |
| CN112589459A (zh) * | 2020-12-10 | 2021-04-02 | 浙江焕杰智能科技有限公司 | 一种曲轴抛光去毛刺装置 |
| CN112705748A (zh) * | 2020-12-21 | 2021-04-27 | 南京肯迈得机床制造有限公司 | 多轴斜直孔加工方法 |
| CN112935979A (zh) * | 2021-02-03 | 2021-06-11 | 廊坊市亿创科技有限公司 | 用于发动机曲轴的机器人柔性倒角及抛光工作系统 |
| CN113385939A (zh) * | 2021-06-28 | 2021-09-14 | 江苏龙城精锻集团有限公司 | 一种高压燃油泵泵头切削加工用液压夹具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111037294A (zh) | 全自动曲轴油孔加工数控机床 | |
| CN204036158U (zh) | 一种数控端面加工机床 | |
| CN210648531U (zh) | 一种便于工件装夹的车床 | |
| CN205414924U (zh) | 一种齿轮钻中心油孔组合钻床 | |
| CN103846749A (zh) | 一种全自动数控沟槽磨床 | |
| CN204470970U (zh) | 一种十字轴加工装置 | |
| CN211219921U (zh) | 一种组合式定位夹具 | |
| CN211218800U (zh) | 曲轴钻直油孔或钻斜油孔专用设备 | |
| CN111054944B (zh) | 曲轴钻直油孔或钻斜油孔专用设备 | |
| CN212682549U (zh) | 一种卧式铣孔机床 | |
| CN111347065A (zh) | 一种立式数控镗床 | |
| CN205996532U (zh) | 一种刀库机床 | |
| CN202656036U (zh) | 一种丝锥开槽机 | |
| CN211162830U (zh) | 全自动曲轴油孔加工数控机床 | |
| CN205147368U (zh) | 一种双镗刀头的汽缸镗床 | |
| CN116276087A (zh) | 一种大行程工序复合加工的工艺机床 | |
| CN203221243U (zh) | 高速数控硬拉床 | |
| CN205290361U (zh) | 一种具有多轴车削同步加工功能的加工设备 | |
| CN205043589U (zh) | 直线龙门式复合磨床 | |
| CN209849894U (zh) | 一种立式数控镗床 | |
| CN210523911U (zh) | 配置在铣床上的玻璃模具开槽装置 | |
| CN211332428U (zh) | 一种锯片刀降温润滑自动打蜡装置 | |
| CN105798342A (zh) | 一种防止工件轴向滑动的车床卡盘装置 | |
| CN101988873B (zh) | 低倍硫印试样加工机床 | |
| CN206296668U (zh) | 数控车铣镗一体专机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |