CN110977297A - 一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置 - Google Patents
一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置 Download PDFInfo
- Publication number
- CN110977297A CN110977297A CN201911327728.4A CN201911327728A CN110977297A CN 110977297 A CN110977297 A CN 110977297A CN 201911327728 A CN201911327728 A CN 201911327728A CN 110977297 A CN110977297 A CN 110977297A
- Authority
- CN
- China
- Prior art keywords
- shaft sleeve
- rotor shaft
- welding
- sleeve
- finished rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
- B23K37/0443—Jigs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/053—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work aligning cylindrical work; Clamping devices therefor
Abstract
本发明公开了涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,包括定位夹具本体,其上部具有横向分布的焊接操作通道;该通道上下两侧分别具有防倒辅助盘容纳槽和轴套安装空腔;防倒辅助盘容纳槽内放置有防倒辅助盘;防倒辅助盘中心位置开有涡轮叶轮容纳槽;涡轮叶轮容纳槽内有涡轮叶轮;轴套安装空腔内插入有主轴套;主轴套内具有变径轴套容纳空腔;变径轴套容纳空腔上部插入有变径轴套;变径轴套顶部与主轴套顶部固定连接;变径轴套内具有的成品转子轴容纳空腔中垂直贯穿插入有成品转子轴;涡轮叶轮和成品转子轴相连接。本发明能够快速、可靠地将涡轮叶轮和成品转子轴进行定位约束,方便外部焊接装置进行焊接操作,保证成品涡轮转轴的生产质量。
Description
技术领域
本发明涉及机械技术领域,特别是涉及一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置。
背景技术
涡轮增压器是提高内燃机功率、降低燃油耗率、改善排放的重要部件。在国家执行国六排放标准的严格环保要求下,废气涡轮增压已成为发动机标配部件,如何提高涡轮增压器的制造能力,加工效率,成为各个生产厂家的一致目标。
涡轮转轴是涡轮增压器的核心零件,是由涡轮叶轮(镍基高温合金K418铸造)与转子轴(42CrMo棒料)焊接成的组件,它在车用涡轮增压器上的工作转速,最高达到每分钟15万转以上,工作环境恶劣,它的加工质量好坏,直接影响到涡轮增压器的性能与可靠性。
对于涡轮转轴,现有的加工工艺为:把涡轮叶轮和毛坯转子轴焊接后,再进行轴杆部位的粗精加工,加工工艺路线长,生产周期长,加工过程中影响产品质量的因素多,容易造成成品涡轮转轴的质量不稳定。为了避免这些不利因素影响,只有改进工艺方法,创新地采用涡轮叶轮和成品转子轴直接焊接的工艺方案,通过将涡轮叶轮和转子轴各自精加工到尺寸,再进行焊接。
但是,目前还没有一种技术,其能够快速、可靠地将涡轮叶轮和成品转子轴进行定位约束,从而方便外部焊接装置进行焊接操作,保证最终生产的成品涡轮转轴的质量稳定。
发明内容
本发明的目的是针对现有技术存在的技术缺陷,提供一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置。
为此,本发明提供了一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,包括定位夹具本体;
定位夹具本体的上部,具有横向贯穿分布的焊接操作通道;
焊接操作通道的上方具有防倒辅助盘容纳槽;
防倒辅助盘容纳槽内放置有一个防倒辅助盘;
防倒辅助盘的中心位置,开有上下开口的涡轮叶轮容纳槽;
涡轮叶轮容纳槽内垂直放置有涡轮叶轮;
焊接操作通道的下方,具有垂直分布的轴套安装空腔;
轴套安装空腔内,上下贯穿插入设置有主轴套;
主轴套内具有垂直分布的变径轴套容纳空腔;
变径轴套容纳空腔的上部,插入有变径轴套;
变径轴套顶部与主轴套顶部固定连接;
变径轴套内具有垂直分布的成品转子轴容纳空腔;
成品转子轴容纳空腔,垂直贯穿插入有成品转子轴;
成品转子轴的顶部向上突出于成品转子轴容纳空腔;
涡轮叶轮位于成品转子轴的正上方;
涡轮叶轮和成品转子轴相连接。
其中,成品转子轴的顶部中心位置,预先加工有连接轴头;
涡轮叶轮的底部,在与连接轴头相对应的位置,预先加工有内孔;
成品转子轴顶部的连接轴头,插入到轮叶轮底部的内孔中。
其中,成品转子轴容纳空腔,与涡轮叶轮容纳槽,位于同一中心轴线上。
其中,主轴套的上部外壁与轴套安装空腔的内壁之间,具有两个第一向心轴承;
主轴套的中下部外壁与轴套安装空腔的内壁之间,具有一个第二向心轴承;
第一向心轴承和第二向心轴承套在主轴套的外壁;
轴套的外壁上还套有环形分布的调整间隔套;
调整间隔套位于第一向心轴承和第二向心轴承之间的位置。
其中,防倒辅助盘容纳槽,与焊接操作通道的上侧中部相连通;
轴套安装空腔,与焊接操作通道的下侧中部相连通。
其中,主轴套顶部具有的第一水平支撑台的尺寸,大于轴套安装空腔的顶部开口尺寸;
变径轴套顶部具有的第二水平支撑台的尺寸,大于变径轴套容纳空腔的顶部开口尺寸。
其中,主轴套顶部具有的第一水平支撑台和变径轴套顶部具有的第二水平支撑台的上方,罩有一个防倒辅助盘;
防倒辅助盘的尺寸,大于第一水平支撑台和变径轴套顶部具有的第二水平支撑台的尺寸。
其中,防倒辅助盘,位于涡轮叶轮和成品转子轴之间的预设焊接位置的下方;
防倒辅助盘的底部,具有环绕分布的凸台,该凸台罩在第二水平支撑台的顶部外壁。
其中,主轴套的下部外壁,套有一个端盖;
端盖的顶部,与第二向心轴承的底部相接触;
端盖的四周边缘,通过多个间隔分布的螺钉,与定位夹具本体底部固定连接。
其中,主轴套的下部外壁,在位于端盖下方的位置,还螺纹连接有一个锁紧螺母;
锁紧螺母与端盖之间,具有环形分布的压紧垫;
主轴套下部末端四周外壁,等间隔分布有多个传动销钉。
由以上本发明提供的技术方案可见,与现有技术相比较,本发明提供了一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,其能够快速、可靠地将涡轮叶轮和成品转子轴进行定位约束,从而方便外部焊接装置进行焊接操作,保证最终生产的成品涡轮转轴的质量稳定,具有重大的生产实践意义。
附图说明
图1为本发明提供的一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置的剖视图;
图2为本发明提供的一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置的俯视图;
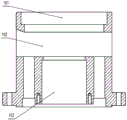
图3为本发明提供的一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置中,定位夹具本体的正视图;
图4为本发明提供的一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置中,定位夹具本体的剖视图;
图5为本发明提供的一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置中,主轴套的正视图;
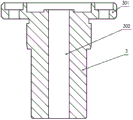
图6为本发明提供的一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置中,变径轴套的剖视图;
图7为本发明提供的一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置中,防飞溅板的剖视放大图;
图中:1、定位夹具本体,2、主轴套,3、变径轴套,41、第一向心轴承,42、第二向心轴承,5、防飞溅板;
6、防倒辅助盘,7、调整间隔套,8、端盖,9、压紧垫,10、锁紧螺母;11、传动销钉;
100、涡轮叶轮,200、成品转子轴;
101、防倒辅助盘容纳槽,102、焊接操作通道,103、轴套安装空腔;
201、第一水平支撑台,202、变径轴套容纳空腔;
301、第二水平支撑台,302、成品转子轴容纳空腔;
501、凸台,601、涡轮叶轮容纳槽。
具体实施方式
为了使本技术领域的人员更好地理解本发明方案,下面结合附图和实施方式对本发明作进一步的详细说明。
参见图1至图7,本发明提供了一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,具体涉及涡轮增压器生产中涡轮叶轮和成品转子轴焊接中的高精度定位技术和快速装卡技术,具体结构包括定位夹具本体1;
定位夹具本体1的上部,具有横向贯穿分布的焊接操作通道102(是中空的空腔);
焊接操作通道12的上方具有防倒辅助盘容纳槽101;
防倒辅助盘容纳槽101内放置有一个防倒辅助盘6;
防倒辅助盘6的中心位置,开有上下开口的涡轮叶轮容纳槽601;
涡轮叶轮容纳槽601内垂直放置有涡轮叶轮100;
焊接操作通道12的下方,具有垂直分布的轴套安装空腔103;
轴套安装空腔103内,上下贯穿插入设置有主轴套2;
主轴套2内具有垂直分布的变径轴套容纳空腔202;
变径轴套容纳空腔202的上部,插入有变径轴套3;
变径轴套3顶部与主轴套2顶部固定连接(具体通过多个间隔分布的螺钉);
变径轴套3内具有垂直分布的成品转子轴容纳空腔302;
成品转子轴容纳空腔302,垂直贯穿插入有成品转子轴200;
成品转子轴200的顶部向上突出于成品转子轴容纳空腔302;
涡轮叶轮100位于成品转子轴200的正上方;
涡轮叶轮100和成品转子轴200相连接。
在本发明中,具体实现上,成品转子轴200的顶部中心位置,预先加工有连接轴头;
涡轮叶轮100的底部,在与连接轴头相对应的位置,预先加工有内孔;
成品转子轴200顶部的连接轴头,插入到轮叶轮100底部的内孔中。
在本发明中,具体实现上,成品转子轴容纳空腔302,与涡轮叶轮容纳槽601,位于同一中心轴线上。
在本发明中,具体实现上,主轴套2的上部外壁与轴套安装空腔103的内壁之间,具有两个第一向心轴承41;
主轴套2的中下部外壁与轴套安装空腔103的内壁之间,具有一个第二向心轴承42;
第一向心轴承41和第二向心轴承42套在主轴套2的外壁;
轴套2的外壁上还套有环形分布的调整间隔套7;
调整间隔套7位于第一向心轴承41和第二向心轴承42之间的位置。
在本发明中,具体实现上,防倒辅助盘容纳槽101,与焊接操作通道12的上侧中部相连通;
轴套安装空腔103,与焊接操作通道12的下侧中部相连通。
在本发明中,具体实现上,主轴套2顶部具有的第一水平支撑台201的尺寸,大于轴套安装空腔103的顶部开口尺寸。
在本发明中,具体实现上,变径轴套3顶部具有的第二水平支撑台301的尺寸,大于变径轴套容纳空腔202的顶部开口尺寸。
在本发明中,具体实现上,主轴套2顶部具有的第一水平支撑台201和变径轴套3顶部具有的第二水平支撑台301的上方,罩有一个防倒辅助盘5;
防倒辅助盘5的尺寸,大于第一水平支撑台201和变径轴套3顶部具有的第二水平支撑台301的尺寸,从而能防止焊接造成的飞溅物,对第一水平支撑台201和变径轴套3顶部具有的第二水平支撑台301造成的损伤。
具体实现上,防倒辅助盘5,位于涡轮叶轮100和成品转子轴200之间的预设焊接位置的下方。
具体实现上,防倒辅助盘5的底部,具有环绕分布的凸台501,该凸台罩在第二水平支撑台301的顶部外壁。
在本发明中,具体实现上,主轴套2的下部外壁,套有一个端盖8;
端盖8的顶部,与第二向心轴承42的底部相接触;
端盖8的四周边缘,通过多个间隔分布的螺钉,与定位夹具本体1底部固定连接。
具体实现上,主轴套2的下部外壁,在位于端盖8下方的位置,还螺纹连接有一个锁紧螺母10;
锁紧螺母8与端盖8之间,具有环形分布的压紧垫9。
在本发明中,具体实现上,主轴套2下部末端四周外壁,等间隔分布有多个传动销钉11;
传动销钉11,用于将位于外部的真空电子束焊机(具体为TW04真空电子束焊机)的传动轴(具体为其中具有的驱动电机的旋转轴),与轴套2下部末端相固定连接。
需要说明的是,基于以上技术方案可知,对于本发明,其利用第一向心轴承和第二向心轴承的自定心特性,采用以零件轴杆定位的方式,来约束零件焊接前的偏移,不受涡轮叶轮叶片形状及轮毂尺寸的限制,避免受到涡轮叶轮毛坯铸造质量(加工精度)不一致的影响,并可快速装卡;
本发明采用工件轴向、径向定位约束,只留旋转维度,保证工件在焊接时所加压力在焊接过程中保持稳定,在最大限度上,消除了因焊接应力而使工件焊接后,涡轮叶轮轮背相对轴杆垂直度过大造成的影响,从而可以实现涡轮叶轮和成品转子轴的焊接;在设计时,奔赴马融入模块化设计理念,采用适配的变径轴套,可以满足各种轴径的成品转子轴的焊接,在批量化生产中,可以实现快速换型。
对于本发明,其依据成品转子轴的轴径,来设计适配的变径轴套,从而用来定位成品转子轴,涡轮叶轮通过预加工的内孔和成品转子轴相连接,实现自定心,利用外部焊接设备(即真空电子束焊机)自带的气动尾顶,对涡轮叶轮进行进行压紧。再通过传动销钉,将主轴套的下端固定连接真空电子束焊机中电机的旋转轴,从而进行旋转,最终实现对涡轮转轴涡轮叶轮和成品转子轴之间的焊接位置的连续焊接(随着旋转,实现连接焊接)。
需要说明的是,本发明是为了改进现用工艺方法,提高生产效率,降低生产成本,而研究出的涡轮增压器涡轮叶轮与成品转子轴,在进行电子束焊接时的定位装置。
为了更加清楚地理解本发明的技术方案,下面说明本发明的安装及配合进行焊接的操作过程。
一、工装安装:本发明的焊接定位装置,通过定位止口安装于真空电子束焊机的托盘中,一次到位,只有维修时才需要取下。在进行焊接加工前,依据成品转子轴200的轴径尺寸,选择对应匹配的变径轴套3,清洁好变径轴套3的接触表面,将变径轴套3自然顺滑安装入主轴套2中即可;另外,可根据涡轮叶轮100的最大外径,选配合适的防倒辅助盘6,更换非常简单方便。
二、配合开始焊接操作的过程。具体如下:
首先,将成品转子轴200插入本发明工装的变径轴套3中;
接着,再将涡轮叶轮100放于其上(涡轮叶轮加工有内孔,转子轴端部有对应设置的小轴头),涡轮叶轮100可以在成品转子轴200上自由转动,无发卡状态;
然后,将本发明放置在真空电子束焊机底部气缸顶部,启动真空电子束焊机的焊接开关,真空电子束焊机底部气缸上顶,将本发明的装置送入真空焊接室,同时密封真空焊接室,真空电子束焊机顶部上尾顶(自带的气动尾顶)下移,压紧涡轮叶轮100。
然后,主轴套2下部末端,通过传动销钉11固定连接真空电子束焊机(具体为TW04真空电子束焊机)的传动轴,在传动轴的带动下,主轴套2带着待焊接零件(包括放置在一起的涡轮叶轮100和成品转子轴200)一起旋转,等待真空焊接室的真空度达到预设要求后,再由真空电子束焊机发出用于焊接的电子束流,通过定位夹具本体上的焊接操作通道102,对涡轮叶轮100和成品转子轴200的连接处进行焊接。
具体实现上,TW04真空电子束焊机,为现有的真空电子束焊机,例如可以采用英国CVE公司生产的TW04型号真空电子束焊机,该焊机的焊接装置及焊接定位装置采用双工位布置,在工作平台底部安装旋转驱动装置,驱动双工位180度旋转,真空室底部设有进出口,焊接定位装置在气缸的带动下可垂直升降,焊接定位装置升起时与真空室底部密封,进行焊接加工。
与现有技术相比较,本发明提供的涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置具有如下有益效果:
1、通过本发明提供的涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,解决了涡轮叶轮与成品转子轴的焊接定位难题,焊接后的涡轮叶轮轮背与杆部的垂直度小于0.08mm,焊接部位跳动小于0.05mm,可以完全满足设计要求。整体工装的调整更换操作简便,不需专业培训,可以实现快速换型,生产效率大幅度提高,且焊接过程的定位稳定可靠,有效保证最终的成品涡轮转轴的焊接质量。
2、本发明直接采用成品转子轴的轴径来定位焊接,保证了焊接后零件的形位公差要求,可以满足涡轮叶轮和成品转子轴直接焊接的设计要求;同时,相较原焊接后再加工的生产效率大幅度提高,可以快速切换,以响应市场订单需求。
综上所述,与现有技术相比较,本发明提供的一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,其能够快速、可靠地将涡轮叶轮和成品转子轴进行定位约束,从而方便外部焊接装置进行焊接操作,保证最终生产的成品涡轮转轴的质量稳定,具有重大的生产实践意义。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
Claims (10)
1.一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,其特征在于,包括定位夹具本体(1);
定位夹具本体(1)的上部,具有横向贯穿分布的焊接操作通道(102);
焊接操作通道(12)的上方具有防倒辅助盘容纳槽(101);
防倒辅助盘容纳槽(101)内放置有一个防倒辅助盘(6);
防倒辅助盘(6)的中心位置,开有上下开口的涡轮叶轮容纳槽(601);
涡轮叶轮容纳槽(601)内垂直放置有涡轮叶轮(100);
焊接操作通道(12)的下方,具有垂直分布的轴套安装空腔(103);
轴套安装空腔(103)内,上下贯穿插入设置有主轴套(2);
主轴套(2)内具有垂直分布的变径轴套容纳空腔(202);
变径轴套容纳空腔(202)的上部,插入有变径轴套(3);
变径轴套(3)顶部与主轴套(2)顶部固定连接;
变径轴套(3)内具有垂直分布的成品转子轴容纳空腔(302);
成品转子轴容纳空腔(302),垂直贯穿插入有成品转子轴(200);
成品转子轴(200)的顶部向上突出于成品转子轴容纳空腔(302);
涡轮叶轮(100)位于成品转子轴(200)的正上方;
涡轮叶轮(100)和成品转子轴(200)相连接。
2.如权利要求1所述的涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,其特征在于,成品转子轴(200)的顶部中心位置,预先加工有连接轴头;
涡轮叶轮(100)的底部,在与连接轴头相对应的位置,预先加工有内孔;
成品转子轴(200)顶部的连接轴头,插入到轮叶轮(100)底部的内孔中。
3.如权利要求1所述的涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,其特征在于,成品转子轴容纳空腔(302),与涡轮叶轮容纳槽(601),位于同一中心轴线上。
4.如权利要求1所述的涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,其特征在于,主轴套(2)的上部外壁与轴套安装空腔(103)的内壁之间,具有两个第一向心轴承(41);
主轴套(2)的中下部外壁与轴套安装空腔(103)的内壁之间,具有一个第二向心轴承(42);
第一向心轴承(41)和第二向心轴承(42)套在主轴套(2)的外壁;
轴套(2)的外壁上还套有环形分布的调整间隔套(7);
调整间隔套(7)位于第一向心轴承(41)和第二向心轴承(42)之间的位置。
5.如权利要求1所述的涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,其特征在于,防倒辅助盘容纳槽(101),与焊接操作通道(12)的上侧中部相连通;
轴套安装空腔(103),与焊接操作通道(12)的下侧中部相连通。
6.如权利要求1所述的涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,其特征在于,主轴套(2)顶部具有的第一水平支撑台(201)的尺寸,大于轴套安装空腔(103)的顶部开口尺寸;
变径轴套(3)顶部具有的第二水平支撑台(301)的尺寸,大于变径轴套容纳空腔(202)的顶部开口尺寸。
7.如权利要求6所述的涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,其特征在于,主轴套(2)顶部具有的第一水平支撑台(201)和变径轴套(3)顶部具有的第二水平支撑台(301)的上方,罩有一个防倒辅助盘(5);
防倒辅助盘(5)的尺寸,大于第一水平支撑台(201)和变径轴套(3)顶部具有的第二水平支撑台(301)的尺寸。
8.如权利要求7所述的涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,其特征在于,防倒辅助盘(5),位于涡轮叶轮(100)和成品转子轴(200)之间的预设焊接位置的下方;
防倒辅助盘(5)的底部,具有环绕分布的凸台(501),该凸台罩在第二水平支撑台(301)的顶部外壁。
9.如权利要求1所述的涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,其特征在于,主轴套(2)的下部外壁,套有一个端盖(8);
端盖(8)的顶部,与第二向心轴承(42)的底部相接触;
端盖(8)的四周边缘,通过多个间隔分布的螺钉,与定位夹具本体(1)底部固定连接。
10.如权利要求1所述的涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置,其特征在于,主轴套(2)的下部外壁,在位于端盖(8)下方的位置,还螺纹连接有一个锁紧螺母(10);
锁紧螺母(8)与端盖(8)之间,具有环形分布的压紧垫(9);
主轴套(2)下部末端四周外壁,等间隔分布有多个传动销钉(11)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911327728.4A CN110977297A (zh) | 2019-12-20 | 2019-12-20 | 一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911327728.4A CN110977297A (zh) | 2019-12-20 | 2019-12-20 | 一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110977297A true CN110977297A (zh) | 2020-04-10 |
Family
ID=70073641
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911327728.4A Pending CN110977297A (zh) | 2019-12-20 | 2019-12-20 | 一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110977297A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112615497A (zh) * | 2021-01-08 | 2021-04-06 | 中国船舶重工集团公司第七0七研究所 | 一种应用于电机转子粘接定位的工装及使用方法 |
| CN113458575A (zh) * | 2021-07-22 | 2021-10-01 | 詹伟 | 一种真空电子束焊涡轮轴 |
| CN113612409A (zh) * | 2021-07-13 | 2021-11-05 | 湖南科太电气有限公司 | 一种高压软起动器轴套装置 |
-
2019
- 2019-12-20 CN CN201911327728.4A patent/CN110977297A/zh active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112615497A (zh) * | 2021-01-08 | 2021-04-06 | 中国船舶重工集团公司第七0七研究所 | 一种应用于电机转子粘接定位的工装及使用方法 |
| CN112615497B (zh) * | 2021-01-08 | 2023-01-17 | 中国船舶重工集团公司第七0七研究所 | 一种应用于电机转子粘接定位的工装及使用方法 |
| CN113612409A (zh) * | 2021-07-13 | 2021-11-05 | 湖南科太电气有限公司 | 一种高压软起动器轴套装置 |
| CN113458575A (zh) * | 2021-07-22 | 2021-10-01 | 詹伟 | 一种真空电子束焊涡轮轴 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110977297A (zh) | 一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置 | |
| CN207087406U (zh) | 一种薄壁圆锥形舱段壳体快速自定心定位装置 | |
| US6830240B2 (en) | Methods and apparatus for securing components for manufacture | |
| US20070119040A1 (en) | Methods and apparatus for securing components for manufacture | |
| CN111843562A (zh) | 一种气浮插齿夹具和插齿机 | |
| CN211991551U (zh) | 一种涡轮增压器涡轮叶轮与成品转子轴的焊接定位装置 | |
| CN110539170A (zh) | 一种高精度空心套筒的加工方法 | |
| CN201211581Y (zh) | 伞齿轮轴双定位支承铣齿夹具 | |
| CN102332788B (zh) | 一种电机生产工艺 | |
| CN211707930U (zh) | 一种泵轮分度定位装置 | |
| CN111451651B (zh) | 一种发动机皮碗切割夹具及切割方法 | |
| CN215356712U (zh) | 一种激光焊用卧式电动转台工装 | |
| CN209802221U (zh) | 一种快速校正装置 | |
| CN209665111U (zh) | 一种非整圆长轴套类零件的磨削工装 | |
| CN216939361U (zh) | 叶轮类铸造件校正机构 | |
| CN219113679U (zh) | 一种涡轮增压器叶片加工装置 | |
| CN214559085U (zh) | 一种摩托车缸体铣削夹具 | |
| CN217032254U (zh) | 粉末冶金进气盖板位置度检具 | |
| CN220815915U (zh) | 一种用于模拟发动机驱动带转子轴的油泵的传动块 | |
| CN216176743U (zh) | 一种建筑机械端盖夹紧固定装置 | |
| CN115946067B (zh) | 一种压装治具 | |
| CN219900627U (zh) | 一种空套导叶口环座阻焊工装 | |
| CN215919443U (zh) | 一种用于壳体与固定脚的激光焊接工装设备 | |
| CN220971003U (zh) | 一种燃机带锁扇形件线切割定位夹具 | |
| CN217666476U (zh) | 一种克服离心力的导叶轴头车削工装装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |