CN110900081A - 一种大型箱型梁焊接平台及焊接方法 - Google Patents
一种大型箱型梁焊接平台及焊接方法 Download PDFInfo
- Publication number
- CN110900081A CN110900081A CN201911289775.4A CN201911289775A CN110900081A CN 110900081 A CN110900081 A CN 110900081A CN 201911289775 A CN201911289775 A CN 201911289775A CN 110900081 A CN110900081 A CN 110900081A
- Authority
- CN
- China
- Prior art keywords
- plate
- welding
- large box
- steel
- vertical plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
- B23K37/0443—Jigs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/18—Submerged-arc welding
Abstract
本发明提供了一种大型箱型梁焊接平台及焊接方法,包括并列摆放的第一工字钢与第二工字钢,第一工字钢与第二工字钢之间设有多个连接板,所述第一工字钢与第二工字钢通过多个连接板连接,所述连接板上方设有定位装置,所述大型箱型梁放置在定位装置内通过螺栓固定;在两根工字钢的基础上均匀布置多个定位装置,确保每个定位装置之间处于同一水平面,每个定位装置中的第一竖板和第二竖板垂直于横板,保证焊接时的稳定性与连接性,将大型箱型梁放置到该平台上,可以保证焊接时各个板件之间的垂直度与平行度,锁紧固定牢固,焊接变形量小,做到工装定位、夹紧,一步将尺寸装焊到位,且装焊完的梁平面度和直线度均一次验收合格,适合推广使用。
Description
技术领域
本发明涉及梁类零件焊接的技术领域,尤其是涉及一种大型箱型梁焊接平台及焊接方法。
背景技术
大型梁类零件主要应用于钢桥上,零件长度较长,基本都在10米以上,平面度和直线度的要求又极高。现装焊此类零件主要采用大型装焊平台,靠角尺的办法来装焊零件,不足之处就是,设备投入较高,大型箱型梁的尺寸控制上难以把握,变形量也无法预知,焊完后校正工作量大,且返工率较高。
发明内容
本发明的主要目的在于提供一种大型箱型梁焊接平台及焊接方法,解决了现有焊接平台设备投入较高,大型箱型梁的尺寸控制上难以把握,变形量也无法预知,焊完后校正工作量大,且返工率较高的问题。
为解决上述技术问题,本发明所采用的技术方案是:一种大型箱型梁焊接平台,包括并列摆放的第一工字钢与第二工字钢,第一工字钢与第二工字钢之间设有多个连接板,所述第一工字钢与第二工字钢通过多个连接板连接,所述连接板上方设有定位装置,所述大型箱型梁放置在定位装置内通过螺栓固定。
优选方案中,所述定位装置中的横板设在连接板上方,横板上方两侧设有第一竖板与第二竖板。
优选方案中,所述第一竖板一侧设有第一筋板,第一筋板连接第一竖板与横板,所述第二竖板一侧设有第二筋板,第二筋板连接第二竖板与横板。
优选方案中,所述第二竖板上设有多个螺栓,所述螺栓穿过第二竖板抵靠在大型箱型梁一面并锁紧。
优选方案中,所述第一竖板和第二竖板垂直于横板。
优选方案中,所述多个连接板上方的定位装置处于同一水平面。
该方法包括:S1、底板抵靠在横板上,用夹具固定;
S2、左侧板抵靠在第一竖板上,用夹具固定;
S3、焊接左侧板与底板的抵靠处;
S4、多个内板的两侧抵靠在左侧板与底板上,进行焊接;
S5、右侧板抵靠在内板与底板上,调节螺栓抵靠右侧板并压紧;
S6、将右侧板焊接在内板与底板上;
S7、将顶板抵靠在右侧板、左侧板和内板上进行焊接;
S8、松开螺栓,将初步焊接完成的大型箱型梁吊装至埋弧焊机工位进行外部满焊加固。
本发明提供了一种大型箱型梁焊接平台及焊接方法,焊接平台底座采用两根工字钢通过连接板连接加固,确保底座自身的稳定性,在两根工字钢的基础上均匀布置多个定位装置,确保每个定位装置之间处于同一水平面,每个定位装置中的第一竖板和第二竖板垂直于横板,第一竖板与横板为大型箱型梁的焊接基准,第二竖板上的螺栓用于锁紧大型箱型梁的右侧板,保证焊接时的稳定性与连接性,将大型箱型梁放置到该平台上,可以保证焊接时各个板件之间的垂直度与平行度,锁紧固定牢固,焊接变形量小,做到工装定位、夹紧,一步将尺寸装焊到位,且装焊完的梁平面度和直线度均一次验收合格,适合推广使用。
附图说明
下面结合附图和实施例对本发明作进一步说明:
图1是本发明总体结构视图;
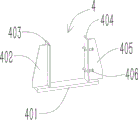
图2是本发明定位装置结构视图;
图3是本发明大型箱型梁安装结构视图;
图4是本发明大型箱型梁安装正视图;
图中:第一工字钢1;连接板2;第二工字钢3;定位装置4;横板401;第一筋板402;第一竖板403;第二竖板404;第二筋板405;螺栓406;左侧板5;顶板6;内板7;右侧板8;底板9。
具体实施方式
实施例1
如图1~4所示,一种大型箱型梁焊接平台,包括并列摆放的第一工字钢1与第二工字钢3,第一工字钢1与第二工字钢3之间设有多个连接板2,所述第一工字钢1与第二工字钢3通过多个连接板2连接,所述连接板2上方设有定位装置4,所述大型箱型梁放置在定位装置4内通过螺栓406固定,由此结构,平台底座采用第一工字钢1与第二工字钢3之间通过多个连接板2连接,保证底座自身的稳定性与水平度,放置在底座上的多个定位装置4之间也需要保证水平度,以定位装置4为基准焊接出来的大型箱型梁才能具有较高的垂直度和水平度。
优选方案中,所述定位装置4中的横板401设在连接板2上方,横板401上方两侧设有第一竖板403与第二竖板404,由此结构,第一竖板403与第二竖板404之间的间距大于大型箱型梁的宽度,便于大型箱型梁放置到定位装置4进行焊接,在焊接不同宽度的大型箱型梁的时可调节第一竖板403与第二竖板404之间的间距,适应各种宽度的大型箱型梁。
优选方案中,所述第一竖板403一侧设有第一筋板402,第一筋板402连接第一竖板403与横板401,所述第二竖板404一侧设有第二筋板405,第二筋板405连接第二竖板404与横板401,由此结构,为保证焊接平台的使用寿命,避免焊接大型箱型梁时破坏第一竖板403和第二竖板404与横板401的垂直度,增加第一筋板402和第二筋板405对定位装置4进行加固,大大延长了使用寿命。
优选方案中,所述第二竖板404上设有多个螺栓406,所述螺栓406穿过第二竖板404抵靠在大型箱型梁一面并锁紧,由此结构,在焊接完大型箱型梁的底板9、内板7和左侧板5时,通过多个螺栓406将右侧板8抵靠在底板9和内板7上,控制大型箱型梁的整体尺寸,抵靠焊接牢靠,变形量小。
优选方案中,所述第一竖板403和第二竖板404垂直于横板401,由此结构,第一竖板403与横板401垂直为大型箱型梁的底板9和左侧板5的焊接基准,第二竖板404与横板401垂直为大型箱型梁的右侧板8抵靠在底板9和内板7上的焊接基准,保证了大型箱型梁的整体的焊接尺寸以及垂直度。
优选方案中,所述多个连接板2上方的定位装置4处于同一水平面,由此结构,保证了大型箱型梁的整体的焊接尺寸以及水平度。
实施例2
结合实施例1进一步说明,如图1~4所示,在对箱型梁组装焊接时,底板9抵靠在横板401上,用夹具固定;左侧板5抵靠在第一竖板403上,用夹具固定;焊接左侧板5与底板9的抵靠处;多个内板7的两侧抵靠在左侧板5与底板9上,进行焊接;右侧板8抵靠在内板7与底板9上,调节螺栓406抵靠右侧板8并压紧;将右侧板8焊接在内板7与底板9上;将顶板6抵靠在右侧板8、左侧板5和内板7上进行焊接;松开螺栓406,将初步焊接完成的大型箱型梁吊装至埋弧焊机工位进行外部满焊加固。
上述的实施例仅为本发明的优选技术方案,而不应视为对于本发明的限制,本发明的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本发明的保护范围之内。
Claims (7)
1.一种大型箱型梁焊接平台,其特征是:包括并列摆放的第一工字钢(1)与第二工字钢(3),第一工字钢(1)与第二工字钢(3)之间设有多个连接板(2),所述第一工字钢(1)与第二工字钢(3)通过多个连接板(2)连接,所述连接板(2)上方设有定位装置(4),所述大型箱型梁放置在定位装置(4)内通过螺栓(406)固定。
2.根据权利要求1所述一种大型箱型梁焊接平台,其特征是:所述定位装置(4)中的横板(401)设在连接板(2)上方,横板(401)上方两侧设有第一竖板(403)与第二竖板(404)。
3.根据权利要求2所述一种大型箱型梁焊接平台,其特征是:所述第一竖板(403)一侧设有第一筋板(402),第一筋板(402)连接第一竖板(403)与横板(401),所述第二竖板(404)一侧设有第二筋板(405),第二筋板(405)连接第二竖板(404)与横板(401)。
4.根据权利要求2所述一种大型箱型梁焊接平台,其特征是:所述第二竖板(404)上设有多个螺栓(406),所述螺栓(406)穿过第二竖板(404)抵靠在大型箱型梁一面并锁紧。
5.根据权利要求2所述一种大型箱型梁焊接平台,其特征是:所述第一竖板(403)和第二竖板(404)垂直于横板(401)。
6.根据权利要求1所述一种大型箱型梁焊接平台,其特征是:所述多个连接板(2)上方的定位装置(4)处于同一水平面。
7.根据权利要求1-6一项所述一种大型箱型梁焊接平台的焊接方法,该方法包括:
S1、底板(9)抵靠在横板(401)上,用夹具固定;
S2、左侧板(5)抵靠在第一竖板(403)上,用夹具固定;
S3、焊接左侧板(5)与底板(9)的抵靠处;
S4、多个内板(7)的两侧抵靠在左侧板(5)与底板(9)上,进行焊接;
S5、右侧板(8)抵靠在内板(7)与底板(9)上,调节螺栓(406)抵靠右侧板(8)并压紧;
S6、将右侧板(8)焊接在内板(7)与底板(9)上;
S7、将顶板(6)抵靠在右侧板(8)、左侧板(5)和内板(7)上进行焊接;
S8、松开螺栓(406),将初步焊接完成的大型箱型梁吊装至埋弧焊机工位进行外部满焊加固。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911289775.4A CN110900081A (zh) | 2019-12-16 | 2019-12-16 | 一种大型箱型梁焊接平台及焊接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911289775.4A CN110900081A (zh) | 2019-12-16 | 2019-12-16 | 一种大型箱型梁焊接平台及焊接方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110900081A true CN110900081A (zh) | 2020-03-24 |
Family
ID=69824471
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911289775.4A Pending CN110900081A (zh) | 2019-12-16 | 2019-12-16 | 一种大型箱型梁焊接平台及焊接方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110900081A (zh) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111438450A (zh) * | 2020-03-31 | 2020-07-24 | 中船澄西船舶修造有限公司 | 一种搭接式槽型舱壁的建造方法 |
| CN111571072A (zh) * | 2020-05-28 | 2020-08-25 | 上海外高桥造船有限公司 | 一种箱型细长梁的焊接精度控制方法 |
| CN111673351A (zh) * | 2020-06-18 | 2020-09-18 | 株洲天一自动焊接装备有限公司 | 一种伸缩臂组对专机 |
| CN112404892A (zh) * | 2020-10-21 | 2021-02-26 | 宜昌江峡船用机械有限责任公司 | 一种大型杆件的制作方法及工装 |
| CN113134667A (zh) * | 2021-03-30 | 2021-07-20 | 东风越野车有限公司 | 一种防弹异型舱构件焊接变形控制装置及方法 |
| CN113385849A (zh) * | 2021-06-28 | 2021-09-14 | 中建八局第三建设有限公司 | 一种建筑钢结构制作焊接加工一体化设备 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0549190U (ja) * | 1991-12-06 | 1993-06-29 | 株式会社北都鉄工 | クレーンのボックス桁の組み立て用治具 |
| CN201799812U (zh) * | 2010-10-08 | 2011-04-20 | 中国一冶集团有限公司 | 焊接箱型钢柱(梁)组装和焊接反变形装置 |
| CN104607785A (zh) * | 2014-12-02 | 2015-05-13 | 河南省矿山起重机有限公司 | 一种箱型梁焊接方法 |
| CN106736076A (zh) * | 2016-12-28 | 2017-05-31 | 中国二冶集团有限公司 | 一种钢结构箱型梁、柱的组立装置 |
| CN206509662U (zh) * | 2016-05-30 | 2017-09-22 | 广东顺发起重设备有限公司 | 桥式起重机主梁的焊接平台 |
| CN207205677U (zh) * | 2017-08-31 | 2018-04-10 | 纽科伦(新乡)起重机有限公司 | 一种箱型梁组焊工装 |
| CN208366538U (zh) * | 2018-06-22 | 2019-01-11 | 中国水利水电第十四工程局有限公司 | 一种用于发电机转子制动器油压试验的装置 |
| CN211102435U (zh) * | 2019-12-16 | 2020-07-28 | 宜昌江峡船用机械有限责任公司 | 一种大型箱型梁焊接平台 |
-
2019
- 2019-12-16 CN CN201911289775.4A patent/CN110900081A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0549190U (ja) * | 1991-12-06 | 1993-06-29 | 株式会社北都鉄工 | クレーンのボックス桁の組み立て用治具 |
| CN201799812U (zh) * | 2010-10-08 | 2011-04-20 | 中国一冶集团有限公司 | 焊接箱型钢柱(梁)组装和焊接反变形装置 |
| CN104607785A (zh) * | 2014-12-02 | 2015-05-13 | 河南省矿山起重机有限公司 | 一种箱型梁焊接方法 |
| CN206509662U (zh) * | 2016-05-30 | 2017-09-22 | 广东顺发起重设备有限公司 | 桥式起重机主梁的焊接平台 |
| CN106736076A (zh) * | 2016-12-28 | 2017-05-31 | 中国二冶集团有限公司 | 一种钢结构箱型梁、柱的组立装置 |
| CN207205677U (zh) * | 2017-08-31 | 2018-04-10 | 纽科伦(新乡)起重机有限公司 | 一种箱型梁组焊工装 |
| CN208366538U (zh) * | 2018-06-22 | 2019-01-11 | 中国水利水电第十四工程局有限公司 | 一种用于发电机转子制动器油压试验的装置 |
| CN211102435U (zh) * | 2019-12-16 | 2020-07-28 | 宜昌江峡船用机械有限责任公司 | 一种大型箱型梁焊接平台 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111438450A (zh) * | 2020-03-31 | 2020-07-24 | 中船澄西船舶修造有限公司 | 一种搭接式槽型舱壁的建造方法 |
| CN111438450B (zh) * | 2020-03-31 | 2022-05-20 | 中船澄西船舶修造有限公司 | 一种搭接式槽型舱壁的建造方法 |
| CN111571072A (zh) * | 2020-05-28 | 2020-08-25 | 上海外高桥造船有限公司 | 一种箱型细长梁的焊接精度控制方法 |
| CN111673351A (zh) * | 2020-06-18 | 2020-09-18 | 株洲天一自动焊接装备有限公司 | 一种伸缩臂组对专机 |
| CN112404892A (zh) * | 2020-10-21 | 2021-02-26 | 宜昌江峡船用机械有限责任公司 | 一种大型杆件的制作方法及工装 |
| CN113134667A (zh) * | 2021-03-30 | 2021-07-20 | 东风越野车有限公司 | 一种防弹异型舱构件焊接变形控制装置及方法 |
| CN113385849A (zh) * | 2021-06-28 | 2021-09-14 | 中建八局第三建设有限公司 | 一种建筑钢结构制作焊接加工一体化设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110900081A (zh) | 一种大型箱型梁焊接平台及焊接方法 | |
| CN110900082A (zh) | 一种大型工字梁焊接平台及焊接方法 | |
| CN211162644U (zh) | 一种大型工字梁焊接平台 | |
| CN105401732A (zh) | 一种核电站大型钢制结构模块的组装方法 | |
| CN211102435U (zh) | 一种大型箱型梁焊接平台 | |
| CN108678398B (zh) | 一种超高层建筑加强层钢结构桁架预拼装方法 | |
| CN113585098B (zh) | 一种特大桥钢结构桥梁的施工方法 | |
| CN102720371B (zh) | 钢结构模块多立柱对接方法 | |
| CN214264516U (zh) | 一种钢柱对接焊口错口调整结构 | |
| CN101323069A (zh) | 全互换快装塔节连接耳板焊接工装 | |
| CN115897394A (zh) | 一种并排双分丝管索鞍的快速定位施工方法 | |
| CN112900740B (zh) | 桁梁节段及桁梁节段制造方法 | |
| CN204728217U (zh) | 钢箱梁节段拼装定位板装置 | |
| CN210756083U (zh) | 带调整支承的主端梁组合工装 | |
| CN211036707U (zh) | 一种用于预制立柱垂直度精准调节的装置 | |
| CN210134525U (zh) | 一种可快速安装钢梁的连接结构 | |
| CN206128611U (zh) | 一种用于超高层集成施工平台或模架的定位夹紧装置 | |
| KR20090050548A (ko) | 크레인 더블 거더의 제작방법 | |
| CN214879626U (zh) | 一种精密可调整起重机大车轨道装置 | |
| CN213389724U (zh) | 一种大块段钢箱梁快速对接定位装置 | |
| CN215469255U (zh) | 一种脚手架踏板焊接工作台 | |
| CN216551583U (zh) | 一种矩形墩柱钢筋笼卧式安装台架 | |
| CN215919469U (zh) | 一种用于隧道拱架和连接板精确定位焊接的装置 | |
| CN218204523U (zh) | 一种箱梁接触网立柱基础定位装置 | |
| CN203703562U (zh) | 一种施工测量观测平台 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |