CN110854424B - Automatic production line and automatic production process for battery protection board of smart phone - Google Patents
Automatic production line and automatic production process for battery protection board of smart phone Download PDFInfo
- Publication number
- CN110854424B CN110854424B CN201911106421.1A CN201911106421A CN110854424B CN 110854424 B CN110854424 B CN 110854424B CN 201911106421 A CN201911106421 A CN 201911106421A CN 110854424 B CN110854424 B CN 110854424B
- Authority
- CN
- China
- Prior art keywords
- battery protection
- equipment
- plate
- board
- testing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M6/00—Primary cells; Manufacture thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Abstract
The invention relates to an automatic production line and an automatic production process of a battery protection board of a smart phone, wherein the automatic production line of the battery protection board of the smart phone comprises the following components: punching equipment, the equipment of binding, sweep a yard equipment, test equipment, bad material equipment of getting, change board equipment, equipment of bending, balance equipment and distribute simultaneously in the equipment of binding, sweep a yard equipment, test equipment, bad material equipment of getting, change board equipment, equipment of bending, the circulation assembly line on the balance equipment, smart mobile phone battery protection shield automatic production technology is including carrying out automatic feeding die-cut, the binding, sweep a yard, the test, bad material of getting, change the board, bend, balance unloading to the battery protection shield in proper order. The degree of automation is high, and the artifical input that significantly reduces the manual operation harmfully and takes place, and the yields is high, effectively improves production efficiency height.
Description
Technical Field
The invention relates to the technical field of battery protection plates, in particular to an automatic production line and an automatic production process for a smart phone battery protection plate.
Background
The lithium battery of the mobile phone comprises two main components, namely a battery core and a power supply protection board (PCM for short). Although the cell is a storage and release carrier of energy, it is a semi-finished product alone and cannot be used because the cell is easily overdischarged, overshot, and over-current. The over-discharge and the overshoot can cause the damage of the battery cell, and the overcurrent easily causes safety accidents, so the battery cell needs to be added with the PCM for use in the using process, and the PCM has the function of protecting the battery cell from over-discharge, overshoot and overcurrent.
In the prior art, PCM products are produced by jointed boards in the early production process, so that the production efficiency of enterprises is improved conveniently, and the PCM products produced in the early production process need to be punched, scanned, tested, bent and the like when the PCM products and batteries are assembled together.
Traditional production is accomplished by artifical manual or semi-automatic machine mainly, because the product size is less, and is in large quantity, and manual production efficiency is low, complex operation to there is the improper bad emergence that leads to of manual operation easily, the defective rate is high.
Disclosure of Invention
In order to solve the technical problems of low efficiency and low yield of the production process of the power protection board, the invention provides an automatic production process of the smart phone battery protection board, which is high in production efficiency and yield.
The invention discloses an automatic production line for a battery protection board of a smart phone, which comprises the following steps: die-cut equipment, dress board equipment, sweep a yard equipment, test equipment, bad material equipment of getting, change board equipment, equipment of bending, balance equipment and distribute simultaneously in dress board equipment, sweep a yard equipment, test equipment, bad material equipment of getting, change board equipment, equipment of bending, the circulation assembly line on the balance equipment, be provided with the integrative anchor clamps that are used for loading the battery protection board on the circulation assembly line, wherein integrative anchor clamps have the test surface and bend the face.
The invention also discloses an automatic production process of the intelligent mobile phone battery protection board, which adopts the automatic production line of the intelligent mobile phone battery protection board and comprises the following steps:
feeding and punching, wherein a punching device feeds the jointed plates of the battery protection plate and cuts the jointed plates into single plates;
the plate loading equipment clamps the battery protection plate single plate on the punching equipment and loads the battery protection plate single plate into the test surface of the integrated clamp;
scanning the two-dimensional code of the battery protection plate single plate in the integrated clamp by scanning equipment to judge whether the two-dimensional code is bad;
testing, wherein the testing equipment is used for testing the performance of the battery protection board single board in the integrated clamp and judging whether the performance is poor;
poor material taking, wherein the poor material taking equipment is used for recycling the battery protection board single board with poor two-dimensional codes and poor performance in the scanning step and the testing step;
the plate rotating device converts the single plate of the good battery protection plate in the bad material taking test step to the bending surface of the integrated clamp of the other test clamp and detects whether the surface is rotated in place;
bending, namely bending the battery protection plate single plate with the rotating surface in place on the bending surface of the test fixture by using bending equipment for one time;
and (4) blanking a swinging plate, clamping the bent battery protection plate single plate to a plastic suction box by the swinging plate equipment, and blanking the plastic suction box.
According to an embodiment of the present invention, the feeding and punching step specifically includes: the plastic uptake box loading the battery protection plate jointed board is placed on a stacking mechanism of punching equipment, then the jointed board is placed on a punching mould through the suction of a four-axis mechanical arm to be punched into a plurality of single boards by the jointed board, and the battery protection plate jointed board is punched into a plurality of single boards by the punching equipment through the punching mould.
According to an embodiment of the present invention, the plate mounting step specifically includes: and the plate loading equipment absorbs the battery protection plate single plate in the punching equipment to the test surface of the integrated clamp.
According to an embodiment of the present invention, the mounting step further includes: and (4) sucking the battery protection plate single plate to the front of the test fixture integrated fixture, and performing offset cutting on the defective jointed plate supplied materials and the jointed plate edge wide jointed plate waste frame to throw materials.
According to an embodiment of the present invention, the mounting step further includes: and supplementing materials to the integrated clamp to enable the integrated clamp to be filled with the battery protection plate single plate.
According to an embodiment of the present invention, the testing step specifically includes: the test equipment realizes performance test on the battery protection board single plate by contacting the test point of the battery protection board single plate with the PIN of the needle bed, judges whether the performance of the battery protection board single plate is bad and binds the test result with the two-dimensional code of the battery protection board single plate and the two-dimensional code of the integrated clamp respectively.
According to an embodiment of the invention, the testing step further comprises: and carrying out secondary retesting on the single plate of the battery protection plate with the poor primary test.
According to an embodiment of the present invention, the bad material taking step specifically comprises: poor extracting equipment retrieves the battery protection shield veneer that the two-dimensional code is bad and the performance is bad to bad collection region, and bad extracting equipment still sends the battery protection shield veneer that once tests badly back to test equipment and carries out the secondary retest.
According to one embodiment of the invention, the swinging plate blanking step comprises the following steps: the tray swinging equipment is used for feeding the empty plastic uptake box, clamping the bent battery protection plate single plate onto the empty plastic uptake box, and waiting for blanking of the plastic uptake box; the balance device also overturns and reflows the integrated clamp.
The automatic production process of the battery protection board of the smart phone has high automation degree, greatly reduces the labor investment, reduces the occurrence of manual operation failure, has high yield and effectively improves the production efficiency.
Drawings
FIG. 1 is a process flow diagram of the present invention.
Fig. 2 is a schematic structural diagram of an automatic production line for a battery protection board of a smart phone according to the present invention.
Fig. 3 is a schematic structural diagram of an integrated clamp according to the present invention.
Fig. 4 is a second schematic structural view of an integrated clamp according to the present invention.
Fig. 5 is a schematic structural diagram of a punching apparatus according to the present invention.
Fig. 6 is a schematic structural diagram of a board mounting apparatus provided in the present invention.
Fig. 7 is a schematic structural diagram of a code scanning device according to the present invention.
Fig. 8 is a schematic structural diagram of a testing apparatus provided in the present invention.
Fig. 9 is a schematic structural diagram of a bad material taking device according to the present invention.
Fig. 10 is a schematic structural diagram of a rotating plate device provided by the present invention.
Fig. 11 is a schematic structural diagram of a bending apparatus provided by the present invention.
Fig. 12 is a schematic structural diagram of a wobble plate apparatus provided in the present invention.
Fig. 13 is a second schematic structural diagram of a wobble plate apparatus provided in the present invention.
Detailed Description
The automatic production process of the battery protection board for the smart phone according to the present invention will be described in detail with reference to the following embodiments and accompanying drawings.
Fig. 1 to 4 are a process flow diagram, a schematic structural diagram of an automatic production line for a battery protection board of a smart phone according to the present invention, a schematic structural diagram of an integrated fixture according to the present invention, and a second schematic structural diagram of an integrated fixture, respectively.
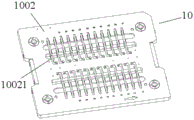
The invention provides an automatic production line for a battery protection board of a smart phone, which comprises a punching device 1, a board loading device 2, a code scanning device 3, a testing device 4, a bad material taking device 5, a board rotating device 6, a bending device 7, a swing disc device 8 and a circulating assembly line 9 which is simultaneously distributed on the punching device 1, the board loading device 2, the code scanning device 3, the testing device 4, the bad material taking device 5, the board rotating device 6, the bending device 7 and the swing disc device 8, wherein the circulating assembly line 9 is provided with an integrated clamp 10 for loading the battery protection board. The integrated fixture 10 has a test surface 1001 and a bending surface 1002, the test surface 1001 is provided with a plurality of test holes 10011 for loading the battery protection board veneer and a test connector 10012 for connecting with the battery protection board veneer and for performing a performance test, and the bending surface 1002 is provided with a plurality of bending holes 10021 for loading the battery protection board veneer.
The punching equipment 1 is mainly used for feeding the battery protection plate jointed board and cutting the battery protection jointed board into single boards. The plate loading device 2 is mainly used for loading the battery protection plate veneer located on the punching device 1 onto the testing surface 1001 of the integrated jig 10. The code scanning device 3 is mainly used for scanning the two-dimensional code of each battery protection board and binding the two-dimensional code to the current integrated clamp 10. The test equipment 4 is mainly used for performing performance tests on the battery protection board. The poor material taking device 5 is mainly used for taking out and recycling the battery protection board single board with poor two-dimensional codes and poor performance tests from the integrated clamp 10. The plate rotating equipment 6 is mainly used for transferring the battery protection plate subjected to defective product screening from the test surface of the current integrated clamp 10 to the bending surface 1002 of the other integrated clamp 10 to wait for bending. The bending device 7 is mainly used for bending the battery protection board according to actual requirements. The balance device 8 is mainly used for loading the bent battery protection board on the plastic uptake box and discharging. The circulating assembly line 9 is mainly used for transporting the integrated clamp 10 and realizing the circulating transportation of the integrated clamp 10 on the automatic production line of the smart phone battery protection board.
The invention also provides an automatic production process of the intelligent mobile phone battery protection board, which mainly adopts the automatic production line of the intelligent mobile phone battery protection board and mainly comprises the following steps.
And feeding, namely feeding the battery protection plate jointed board by using punching equipment 1 and cutting the battery protection plate jointed board into single plates.
Referring to fig. 5, which is a schematic structural diagram of a punching apparatus 1 according to the present invention, the punching apparatus 1 mainly includes a stacking mechanism 101, a plastic suction box receiving mechanism 102, a CCD positioning mechanism 103, a CCD positioning mechanism 104, a four-axis manipulator 105, and a punching mold 106, wherein pile up neatly mechanism 101 is used for carrying out the material loading to the position that corresponds material loading four-axis manipulator 105 to the blister pack of placing the battery protection shield makeup, blister pack receiving agencies 102 is used for retrieving the empty blister pack on the pile up neatly mechanism 101, CCD positioning mechanism 103 is used for shooing the position of the battery protection shield makeup on the pile up neatly mechanism 101 and judging the bad battery protection shield of supplied materials, four-axis manipulator 105 mainly is used for snatching the battery protection shield makeup on the pile up neatly mechanism 101 to die-cut mould 106 die-cut, CCD positioning mechanism 104 mainly is used for shooing the position of the battery protection shield makeup that snatchs on the four-axis manipulator.
The feeding punching step specifically includes that a plastic suction box loaded with a battery protection plate jointed board is placed on a stacking mechanism 101 of punching equipment in an artificial mode, the stacking mechanism 101 feeds the plastic suction box loaded with a product to a position corresponding to a four-axis mechanical arm 105, then the punching equipment 1 grabs the battery protection plate jointed board from the stacking mechanism 101 to a punching mold 106 through the four-axis mechanical arm 105, and the punching mold 106 punches the battery protection plate jointed board into a plurality of single boards. In an embodiment, before the four-axis manipulator 105 captures the battery protection plate jointed board, a camera is taken through the CCD positioning mechanism 103 to find a MARK point of the battery protection plate jointed board for displacement calculation, so that the capturing precision of the four-axis manipulator 105 is ensured. In another embodiment, when the CCD positioning mechanism 103 photographs the jointed board of the battery protection board, it also determines the battery protection board for which the supplied material is defective, so that the defective product can be thrown in the board loading step of the next process, and the defective product can be prevented from flowing into the rear end processing process. In another embodiment, the four-axis manipulator 105 picks up the battery protection board jointed board and then photographs the battery protection board jointed board through the CCD positioning mechanism 104 for fine positioning, and then the four-axis manipulator 105 clamps the battery protection board jointed board onto the punching mold 106, so that the positioning accuracy of the battery protection board jointed board on the punching mold 106 is effectively improved, and the punching accuracy is improved. It should be noted that the punching mold 106 has a detachable function, so that the punching mold 106 can be switched to different models to meet the production requirements of different product models.
And (4) loading, namely clamping the battery protection board single board on the punching equipment 1 through a loading equipment 2, and loading the battery protection board single board into a test surface 1001 of the corresponding integrated clamp 10.
Referring to fig. 6, which is a schematic structural diagram of a board loading apparatus according to the present invention, the present invention provides a board loading apparatus 2, the board loading apparatus 2 mainly includes a feeding module 201, a manipulator 202, a transfer mechanism 203, a four-axis manipulator 204 and a press connector mechanism 205, wherein material loading module 201 is mainly used for pressing from both sides the son and is used for throwing off the makeup waste material frame after die-cut and makeup supplied materials defective products on transfer mechanism 203 with the battery protection shield veneer clamp on the die-cut equipment 1 simultaneously, manipulator 202 is mainly used for pressing from both sides the battery protection shield veneer clamp on the transfer mechanism 203 to the test surface of integrative anchor clamps 10, four-axis manipulator 204 is mainly used for carrying out the feed supplement to the test hole 1001 of vacancy on integrative anchor clamps 10, press connector mechanism 205 mainly used with on the test connector 10012 of integrative anchor clamps 10 with the pressfitting of battery protection shield veneer on integrative anchor clamps 10.
The plate loading step is specifically that the plate loading device 2 clamps the battery protection plate single plate cut by the punching die 106 on the punching device 1 to the transfer mechanism 203 through the feeding module 201, specifically, the transfer mechanism 203 is provided with a transfer clamp for placing the battery protection plate single plate, then the plate loading device sucks the battery protection plate single plate on the transfer mechanism 203 to the test surface of the integrated clamp 10 through the manipulator 202, and the battery protection plate single plate is pressed to the test connector 10012 of the integrated clamp 10 through the press connector mechanism 205. In an embodiment, the step of assembling the battery protection plate further includes that the feeding module 201 further throws the defective supplied materials of the assembled plate and the waste frames of the assembled plate before the battery protection plate single plate is sucked to the integrated clamp 10, so that the defective supplied materials and the waste frames of the assembled plate are prevented from causing adverse effects on production, and the production precision is improved. In another embodiment, the plate loading step further includes the plate loading device 2 supplementing the integrated clamp 10 by the four-axis robot 204 to fill the integrated clamp 10 with the battery protection plate single plates, so as to ensure that the integrated clamp flows into the rear end processing procedure to load the battery protection plate single plates, thereby improving the production efficiency. Specifically, dress board equipment 2 shoots through CCD and shoots integrative anchor clamps 10 to judge the blowing position on integrative anchor clamps 10, then four-axis manipulator 204 carries out accurate feed supplement. Wherein the initial end of circulation assembly line 9 is located dress board equipment 2, supplies empty integrative anchor clamps 10 to dress board equipment 2 on the circulation assembly line 9.
And scanning the two-dimensional code of the battery protection plate single plate in the integrated clamp 10 through the scanning device 3 to judge whether the two-dimensional code is bad.
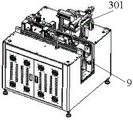
Referring to fig. 7, which is a schematic structural diagram of a barcode scanning device provided by the present invention, the barcode scanning device 3 provided by the present invention mainly includes a barcode scanning mechanism 301, and the barcode scanning mechanism 301 is located at one side of the circulating assembly line 9 and is mainly used for scanning a two-dimensional barcode of a battery protection board single board in the integrated fixture 10.
The step of scanning the code is specifically that the scanning device 3 scans the two-dimensional code of the battery protection board single board by using the code scanning mechanism 301, determines whether the two-dimensional code has defects such as two-dimensional code deletion and repeated code, and records the poor battery protection board single board of the two-dimensional code. In addition, it is worth noting that the scanning device 3 also binds the defective battery protection board single board of the two-dimensional code with the corresponding integrated clamp 10 two-dimensional code, which is convenient for the fast positioning of the defective two-dimensional code in the post-process.
And testing, namely performing performance test on the battery protection plate single plate in the integrated clamp 10 through the testing equipment 4 to judge whether the performance is poor.
Referring to fig. 8, which is a schematic structural diagram of a testing apparatus according to the present invention, the testing apparatus 4 according to the present invention mainly includes a first downward-pressing testing mechanism 401, a second downward-pressing testing mechanism 402, a first forward-backward transfer mechanism 403, a second forward-backward transfer mechanism 404, a first upward-pressing testing mechanism 405, a second upward-pressing testing mechanism 406, and a retest return line 407. The first downward pressing testing mechanism 401, the first forward and backward transfer mechanism 403 and the first upward pushing testing mechanism 405 form a first testing station, the second downward pressing testing mechanism 402, the second forward and backward transfer mechanism 404 and the second upward pushing testing mechanism 406 form a second testing station, and double-station testing of the battery protection board single board can be achieved through double stations. Needle beds for performance testing are arranged on the first downward pressing testing mechanism 401, the second downward pressing testing mechanism 402, the first upward pressing testing mechanism 405 and the second upward pressing testing mechanism 406.
The testing step is that the testing device 4 is matched with the first upper ejection testing mechanism 405 through the first lower pressing testing mechanism 401, the second upper ejection testing mechanism 402 is matched with the second upper ejection testing mechanism 406, the performance of the battery protection board single board is tested through the testing points of the upper needle bed PIN and the lower needle bed PIN which are in contact with the battery protection board single board, whether the performance of the battery protection board single board is poor is judged, the testing result is respectively bound with the two-dimensional code of the battery protection board single board and the two-dimensional code of the integrated clamp 10, and therefore the back-end process can conveniently trace and quickly position the testing data of the battery protection board single board. In one embodiment, the testing step further comprises: and performing secondary retesting on the battery protection board single board which is not tested for the first time, specifically, enabling the battery protection board which is not tested for the first time to flow back to the first test station or the second test station through the retesting return line 407, and performing secondary test again, so that the test precision of the automatic production process of the battery protection board for the smart phone is effectively improved.
And (3) poor material taking, namely recovering the battery protection board single board with poor two-dimensional codes and poor performance in the scanning step and the testing step through poor material taking equipment 5.
Please refer to fig. 9, which is a schematic structural diagram of a bad material taking apparatus provided by the present invention, the present invention provides a bad material taking apparatus 5, which mainly comprises a connector detaching mechanism 501, a bad taking mechanism 502, an empty taking mechanism 503, a bad reflow line 504 and a connector pressing mechanism 505, wherein the connector detaching mechanism 501 is mainly used for detaching the connection between the test connector 10012 and the single board of the battery protection board on the integrated fixture 10, the bad taking mechanism 502 is mainly used for clamping the single board of the battery protection board with bad two-dimensional code and bad performance to the bad collecting area, the empty taking mechanism 503 is mainly used for clamping the empty integrated fixture 10 to the retest reflow area of the bad reflow line 501 and for clamping the single board of the battery protection board with bad test to the integrated fixture 10 on the bad reflow line 501, the bad reflow line 504 is mainly used for transporting the single board of the battery protection board with bad test to the testing apparatus 4 for retest, the press connector mechanism 505 is mainly used for press-connecting the single plate of the battery protection board with poor test at one time with the test connector 10012 on the integrated fixture 10.
The bad material taking step is specifically that the bad material taking device firstly connects and detaches the battery protection board single board with the test connector 10021 of the integrated clamp 10 through the connector detaching mechanism 501, then recovers the battery protection board single board with bad two-dimensional code and bad performance to a bad collecting area through the bad taking mechanism 502, then clamps the empty integrated clamp 10 to a retest backflow area of the bad backflow line 501 through the empty taking mechanism 503, then recovers the battery protection board single board with the bad test once to the integrated clamp 10 on the retest backflow area through the empty taking mechanism 503, and transports the battery protection board single board with the bad test once to the test connector 10012 on the integrated clamp 10 for retest through the bad backflow line 504 after the pressing connector mechanism 505 performs the pressfitting connection.
And (3) rotating the plate, namely rotating the tested qualified battery protection plate single plate to the bending surface 1002 of the integrated clamp 10 through the plate rotating device 6, so that the bending step can be conveniently performed on the battery protection plate single plate.
Referring to fig. 10, it is a schematic structural diagram of a board transferring apparatus according to the present invention, the present invention provides a board transferring apparatus 6, which mainly includes an upper pushing mechanism 601, a connector detaching mechanism 602, a turning mechanism 603, and a CCD detecting mechanism 604, wherein the upper pushing mechanism 601 mainly pushes up the integrated fixture 10 loaded with the single board of the battery protection board to a position corresponding to the turning mechanism 603, the turning mechanism 603 is mainly used for overlapping and flipping the test surface 1001 of the current test fixture 10 and the bending surface 1002 of another integrated fixture 10, and the connector detaching mechanism 602 is mainly used for pressing the battery protection board 1001 of the test surface 1001 of the current test fixture 10 into the bending hole 10021 of the bending surface 1002 of another integrated fixture 10. Wherein, an empty fixture 10 is always arranged on the turnover mechanism 603.
The plate rotating step is that the plate rotating device 6 jacks up the integrated clamp 10 to be rotated through the top pushing mechanism 601, then the turnover mechanism 603 moves down the bending surface 1002 of the empty integrated clamp 10 on the plate rotating device to be superposed with the testing surface 1001 of the integrated clamp 10 to be rotated, then the two integrated clamps 10 move up for a certain distance and turn over 180 degrees at the same time, then the turnover mechanism 603 moves down the two clamps to be placed on the top pushing mechanism 601, the connector unloading mechanism 602 presses down to unload the battery protection plate single plate from the testing connector 10012, and the battery protection plate single plate is pressed into the bending surface 1002 of the other integrated clamp 10, and the plate rotating is completed. In one embodiment, the plate rotating step further includes detecting whether the single plate of the battery protection plate of the integrated clamp 10 is rotated to the right position by the CCD detecting mechanism 604.
And (4) bending, namely bending the battery protection plate single plate with the turned surface in place on the bending surface 1002 of the integrated clamp 10 at one time through the bending equipment 7.
Referring to fig. 11, which is a schematic structural diagram of a bending apparatus according to the present invention, the bending apparatus 7 according to the present invention mainly includes: the integrated jig bending device comprises a jig clamping mechanism 701, a jig transfer mechanism 702 and a bending mechanism 703, wherein the jig clamping mechanism 701 is mainly used for clamping the integrated jig 10 which finishes the plate rotating step on the circulating assembly line 9 onto the jig transfer mechanism 702, the jig transfer mechanism 702 is mainly used for transferring the integrated jig 10 to the bending mechanism 703, and the bending mechanism 703 is mainly used for bending the battery protection plate single plate on a bending surface 1002 of the integrated jig 10.
The bending step specifically includes that the bending device 7 clamps the integrated clamp 10 to the clamp transfer mechanism 702 through the clamp clamping mechanism 701, then transfers the integrated clamp to the bending mechanism 703 through the clamp transfer mechanism 702, bends the battery protection board veneer on the bending surface 1002 of the integrated clamp 10 through the bending mechanism 703, and after the bending is completed, reversely operates the above steps to send the integrated clamp 10 back to the circulation assembly line 9 and flow into the next process.
The battery protection plate single plate clamp after bending is clamped to the plastic suction box through the swing disc device 8, blanking of the plastic suction box is achieved, and the swing disc device 8 also overturns the integrated clamp 10 and flows back to the circulating assembly line 9.
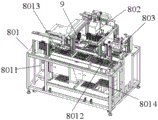
Referring to fig. 12 and fig. 13, which are a first schematic structural diagram and a second schematic structural diagram of a wobble plate apparatus provided by the present invention, respectively, the present invention provides a wobble plate apparatus 8, mainly comprising: the utility model provides a take a photograph, including the pendulum box line body 801, dress box displacement mechanism 802, CCD system 803 and tilting mechanism 804 of shooing, wherein the pendulum box line body 801 mainly used carries out the material loading to the suction moulding box, transportation and unloading, dress box displacement mechanism 802 mainly used has accomplished the battery protection shield veneer clamp of bending on with integrative anchor clamps 10 and has got to the suction moulding box on, CCD system 803 of shooing mainly is used for shooing and judging that there is not battery protection shield veneer to leak and get to the integrative anchor clamps 10 after getting the material, tilting mechanism 804 mainly is used for overturning and flow back on the circulation assembly line 9 to the integrative anchor clamps 10 of accomplishing the unloading. Wherein pendulum box line body 801 includes feed mechanism 8011, transport mechanism 8012, presss from both sides and gets mechanism 8013 and unloading mechanism 8014, and feed mechanism 8011 is used for inhaling the plastics box material loading, and transport mechanism 8012 is used for transporting to correspond dress box displacement mechanism 802 and CCD camera system 803 position with inhaling the plastics box, presss from both sides and gets mechanism 8013 and is used for pressing from both sides the plastics box clamp of feed mechanism 8011 and gets to transport mechanism 8012, and unloading mechanism 8014 is used for carrying out the unloading to the plastics box of filling the battery protection board veneer that finishes bending.
The swing disc blanking step is specifically that the swing disc equipment 8 carries out feeding on an empty plastic suction box through a swing box line body 801, then the swing box line body 801 transports the empty plastic suction box to a position corresponding to a boxing distance changing mechanism 802, a battery protection plate single plate after being bent is clamped on the empty plastic suction box through an integrated clamp 10 by the boxing distance changing mechanism 802, the plastic suction box is transported to a blanking area through the swing box line body 801 to complete blanking, and meanwhile, the swing disc blanking step overturns the empty integrated clamp 10 through a turnover mechanism 804 and transports the empty integrated clamp 10 to a circulating assembly line 9 for recycling. In another embodiment, the step of blanking the wobble plate further includes photographing the integrated jig 10 after taking the material by the CCD photographing system 803 and determining whether there is a missing of the single plate of the battery protection plate, thereby ensuring the stability of the production process.
In conclusion, the automatic production process for the battery protection board of the smart phone comprises the steps of automatically feeding and punching the battery protection board, loading the battery protection board, scanning the battery protection board, testing, badly taking the battery protection board, turning the battery protection board, bending, placing the battery protection board and blanking, is high in automation degree, greatly reduces manual investment, reduces the occurrence of manual operation badness, is high in yield, and effectively improves production efficiency.
In the description of the present invention, it is to be understood that terms such as "upper", "lower", "front", "rear", "left", "right", "vertical", "horizontal", "top", "bottom", "inner", "outer", and the like, which indicate orientations or positional relationships, are used based on the orientations or positional relationships shown in the drawings only for the convenience of describing the present invention and for the simplicity of description, and do not indicate or imply that the referenced devices or elements must have a particular orientation, be constructed in a particular orientation, and be operated, and thus, are not to be construed as limiting the present invention.
While the invention has been described in conjunction with the specific embodiments set forth above, it is evident that many alternatives, modifications, and variations will be apparent to those skilled in the art in light of the foregoing description. Accordingly, all such alternatives, modifications, and variations are intended to be included within the spirit and scope of the present invention.
Claims (6)
1. An automatic production process of a smart phone battery protection board is characterized by comprising the following steps:
feeding and punching, wherein a punching device feeds the jointed plates of the battery protection plate and cuts the jointed plates into single plates;
the plate loading equipment clamps the battery protection plate single plate on the punching equipment and loads the battery protection plate single plate into the test surface of the integrated clamp;
scanning the two-dimensional code of the battery protection plate single plate in the integrated clamp by scanning equipment to judge whether the two-dimensional code is bad;
testing, wherein the testing equipment is used for testing the performance of the battery protection board single board in the integrated clamp and judging whether the performance is poor;
poor material taking, wherein the poor material taking equipment is used for recycling the battery protection board single board with poor two-dimensional codes and poor performance in the scanning step and the testing step;
the plate rotating equipment converts the single plate of the good battery protection plate in the testing step into the bending surface of the integrated clamp and detects whether the surface is rotated in place;
bending, namely bending the battery protection plate single plate with the in-place rotating surface by using bending equipment for one time;
blanking a swinging plate, clamping the bent battery protection plate single plate to a plastic suction box by a swinging plate device, and blanking the plastic suction box;
the testing steps are specifically as follows: the testing equipment realizes performance testing on the battery protection board single plate by contacting the PIN of the needle bed with the single plate testing point of the battery protection board, judges whether the performance of the battery protection board single plate is poor or not and binds the testing result with the two-dimensional code of the battery protection board single plate and the two-dimensional code of the integrated clamp respectively;
the testing step further comprises: carrying out secondary retesting on the single plate of the battery protection plate with the poor primary test;
the bad material taking step specifically comprises the following steps: poor extracting equipment retrieves the battery protection shield veneer that the two-dimensional code is bad and the performance is bad to bad collection region, and bad extracting equipment still sends the battery protection shield veneer that once tests badly back to test equipment and carries out the secondary retest.
2. The automatic production process of the smart phone battery protection board according to claim 1, wherein the feeding and punching step specifically comprises the following steps: the plastic suction box loaded with the jointed board of the battery protection plate is placed on a stacking mechanism of punching equipment, and then the jointed board is placed on a punching die through the suction of a four-axis mechanical arm to be punched into a plurality of single boards.
3. The automatic production process of the smart phone battery protection board according to claim 1, wherein the board mounting step specifically comprises: and the plate loading equipment absorbs the battery protection plate single plate in the punching equipment to the test surface of the integrated clamp.
4. The automatic production process of a battery protection board for a smart phone as claimed in claim 3, wherein the board mounting step further comprises: the battery protection plate single plate is sucked to the front of the integrated clamp, and then defective spliced plate supplied materials and spliced plate waste frames are thrown.
5. The automatic production process of a battery protection board for a smart phone as claimed in claim 4, wherein the board mounting step further comprises: the battery protection plate single plate is filled with the integrated clamp by supplementing materials to the integrated clamp.
6. The automatic production process of the battery protection board for the smart phone as claimed in claim 1, wherein the step of blanking the balance is specifically as follows: the plastic suction box is loaded by the swing disc equipment, the bent battery protection plate single plate is clamped on the plastic suction box, and the plastic suction box is unloaded; the balance device also overturns and reflows the integrated clamp.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911106421.1A CN110854424B (en) | 2019-11-13 | 2019-11-13 | Automatic production line and automatic production process for battery protection board of smart phone |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911106421.1A CN110854424B (en) | 2019-11-13 | 2019-11-13 | Automatic production line and automatic production process for battery protection board of smart phone |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110854424A CN110854424A (en) | 2020-02-28 |
| CN110854424B true CN110854424B (en) | 2021-01-05 |
Family
ID=69600810
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911106421.1A Active CN110854424B (en) | 2019-11-13 | 2019-11-13 | Automatic production line and automatic production process for battery protection board of smart phone |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110854424B (en) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107464957A (en) * | 2017-09-11 | 2017-12-12 | 珠海科斯特电源有限公司 | Poly-lithium battery automatic production line |
| KR101819033B1 (en) * | 2016-08-05 | 2018-01-17 | (주)티이에스 | method for manufacturing battery protection apparatus |
| CN109533961A (en) * | 2018-12-18 | 2019-03-29 | 惠州市华阳多媒体电子有限公司 | It is a kind of for testing the automatic feeding device of lithium battery protection board |
| CN109571918A (en) * | 2018-12-30 | 2019-04-05 | 惠州市华阳多媒体电子有限公司 | A kind of automatic flap device |
| CN109676687A (en) * | 2019-01-15 | 2019-04-26 | 惠州市华阳多媒体电子有限公司 | A kind of battery PCM jigsaw automatic die cutter |
| CN209579296U (en) * | 2019-01-15 | 2019-11-05 | 惠州市华阳多媒体电子有限公司 | A kind of PCM protection board transferring clamp |
| CN111029517A (en) * | 2019-11-12 | 2020-04-17 | 深圳欣旺达智能科技有限公司 | Battery protection board and mobile phone battery |
-
2019
- 2019-11-13 CN CN201911106421.1A patent/CN110854424B/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101819033B1 (en) * | 2016-08-05 | 2018-01-17 | (주)티이에스 | method for manufacturing battery protection apparatus |
| CN107464957A (en) * | 2017-09-11 | 2017-12-12 | 珠海科斯特电源有限公司 | Poly-lithium battery automatic production line |
| CN109533961A (en) * | 2018-12-18 | 2019-03-29 | 惠州市华阳多媒体电子有限公司 | It is a kind of for testing the automatic feeding device of lithium battery protection board |
| CN109571918A (en) * | 2018-12-30 | 2019-04-05 | 惠州市华阳多媒体电子有限公司 | A kind of automatic flap device |
| CN109676687A (en) * | 2019-01-15 | 2019-04-26 | 惠州市华阳多媒体电子有限公司 | A kind of battery PCM jigsaw automatic die cutter |
| CN209579296U (en) * | 2019-01-15 | 2019-11-05 | 惠州市华阳多媒体电子有限公司 | A kind of PCM protection board transferring clamp |
| CN111029517A (en) * | 2019-11-12 | 2020-04-17 | 深圳欣旺达智能科技有限公司 | Battery protection board and mobile phone battery |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110854424A (en) | 2020-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109244524B (en) | Battery cell assembling system | |
| CN108355989A (en) | A kind of tab cutting for electronic product battery detects mechanism for sorting | |
| CN204737412U (en) | Automatic receiving and dispatching material machine | |
| CN205111075U (en) | Explosion -proof cover cap laser welding device for lithium cell | |
| CN110113930B (en) | Automatic generating equipment and operation method of mainboard | |
| CN103662802B (en) | One turns to overturn system | |
| CN104925522A (en) | Automatic material collection and distribution machine | |
| CN109244522B (en) | Full-automatic soft package Bluetooth lithium battery vacuum packaging equipment and packaging technology | |
| CN110854424B (en) | Automatic production line and automatic production process for battery protection board of smart phone | |
| CN214718550U (en) | Automatic detection precision balance device with compact layout | |
| CN109129415A (en) | Intelligence picks and places books robot | |
| CN211361305U (en) | Mainboard assembly line | |
| CN219608741U (en) | Battery cell rubberizing detection mechanism and battery cell detection device | |
| CN110315339B (en) | Intelligent assembly line for capacitor carrier seats and production process of intelligent assembly line | |
| CN209461590U (en) | A kind of battery core automatic production line | |
| CN210147383U (en) | Full-automatic intelligent net-loading and cotton-pasting equipment | |
| CN216685028U (en) | Automatic packaging system for battery grading and sorting | |
| CN114212519B (en) | Automatic riveting production line for end plates and side plates of battery cells | |
| CN210526929U (en) | Automatic push away material binding apparatus and full-automatic sorting and bundling production line | |
| CN115084666A (en) | Lithium cell electricity core automatic feeding sticker selects separately integrative equipment and assembly production line thereof | |
| CN111482800B (en) | Electricity core top bridge equipment | |
| CN111697245B (en) | Welding rubberizing equipment of cylinder lithium cell | |
| CN211615960U (en) | Wood edge sealing equipment based on visual identification | |
| CN216728336U (en) | Overflow and glue detecting system | |
| CN218520586U (en) | Automatic upper cover structure of shearing machine for processing camera module |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20211117 Address after: 516005 floor 1, plant 4, zone B, Huayang Industrial Park, No. 1, SHANGXIA North Road, Dongjiang high tech Industrial Park, Huizhou City, Guangdong Province Patentee after: Huizhou Huayang Intelligent Technology Co.,Ltd. Address before: 516005 plant 4, zone B, Huayang Industrial Park, No. 1, SHANGXIA North Road, Dongjiang high tech Industrial Park, Huizhou City, Guangdong Province Patentee before: FORYOU MULTIMEDIA ELECTRONICS Co.,Ltd. |