CN1106260C - 用于热塑性塑料注塑成型的自动模塑技术 - Google Patents
用于热塑性塑料注塑成型的自动模塑技术 Download PDFInfo
- Publication number
- CN1106260C CN1106260C CN99804997A CN99804997A CN1106260C CN 1106260 C CN1106260 C CN 1106260C CN 99804997 A CN99804997 A CN 99804997A CN 99804997 A CN99804997 A CN 99804997A CN 1106260 C CN1106260 C CN 1106260C
- Authority
- CN
- China
- Prior art keywords
- pressure
- time
- injection
- packing
- pressurize
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/77—Measuring, controlling or regulating of velocity or pressure of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/766—Measuring, controlling or regulating the setting or resetting of moulding conditions, e.g. before starting a cycle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
- B29C2043/5833—Measuring, controlling or regulating movement of moulds or mould parts, e.g. opening or closing, actuating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/76006—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/76066—Time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/7611—Velocity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/7611—Velocity
- B29C2945/76113—Velocity linear movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76177—Location of measurement
- B29C2945/7618—Injection unit
- B29C2945/76187—Injection unit screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76344—Phase or stage of measurement
- B29C2945/76381—Injection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76498—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76551—Time
- B29C2945/76561—Time duration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76595—Velocity
- B29C2945/76598—Velocity linear movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76595—Velocity
- B29C2945/76605—Velocity rotational movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76655—Location of control
- B29C2945/76658—Injection unit
- B29C2945/76665—Injection unit screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76929—Controlling method
- B29C2945/76939—Using stored or historical data sets
- B29C2945/76943—Using stored or historical data sets compare with thresholds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/7686—Measuring, controlling or regulating the ejected articles, e.g. weight control
Abstract
一种用于注塑机调整工艺的自动化最优方法,包括注射成型一个或多个制件,检查制件缺陷,调整注射行程和/或注射速度及重复该工艺直到缺陷减少。还公开了一种方法包括注射成型一个或多个制件,通过在机器以一不变的所希望的速度成形时测量注射压力来确定一个平均注射压力分布图,然后调整速度分布图以减少测得压力与平均压力分布图之间的差异。公开的另一个方法其中由螺杆位移,保压(packing)/持续(holding)时间和压力计算和调整回程,还公开了一种方法包括注射成型一个或多个制件,然后通过增加持续(holding)时间和测量螺杆位移确定浇口冷固时间。
Description
本发明涉及热塑性塑料注射成型,并特别涉及在注塑机参数调节中的模具调整工作用的自动化。本发明也适用于反应注射成型。
注塑,由于能够大量生产高附加值产品如袖珍磁盘,是聚合材料最重要和最有效的制造技术之一。注塑也能用于成型其它材料,如热固性塑料、陶瓷及金属粉料。该工艺目前的形式是20世纪50年代中期发展起来的,当时第一台往复螺杆式机器可以买到了。材料、机器和工艺的变化在这复杂多变的工艺中是重要的。对于研究和发展有三个相互影响的领域:1)聚合材料技术,引入新的和改进的材料;2)机器技术:机器能力的发展;3)工艺技术:机器和工艺参数的复杂的相互作用的分析。由于聚合材料需要改善产品质量和增强工程性能,注塑工艺变得愈加复杂,因为使用性能增加,材料的加工性会降低。
热塑性塑料可分类为散装材料或工程材料。工程材料通常加工更困难且更昂贵,因此,它们的加工将从自动化成型最优法(AMO)得益最多。注塑是分批操作,所以机器设备最大地影响生产率。
任何模塑操作的目的应该是在最短的时间里,在可重复的和完全自动的循环中,制造特定质量水平的部件产品。注塑机通常提供速度控制和压力控制,即分别地,当充模制件时控制注射螺杆的速度,当保压(packing)/持续(holding)制件时,控制由注射螺杆施加的压力。下面的叙述假定大约1980年后,使用带有模具充模速度控制和保压(packing)/持续(holding)阶段压力控制的现代模塑机。
典型的注塑循环如下:
1)增塑阶段:当螺杆转动时增塑作用发生,逆着‘关闭’的注嘴压力增加及螺杆向后运动(“往复运动”)以积累一次新的注射(在螺杆前面的熔融聚合物),准备注射螺杆尖梢前面的熔体。在增塑期间返压决定了在聚合物熔体上的作功量。聚合物熔体被迫通过螺杆的止逆阀。材料通过重力从料斗喂入螺杆。聚合物需要调节,特别是在工程热塑性塑料的情况中,以保证熔体的均匀性,并因此,熔体有稳定的流动特性。
2)注射/充模阶段:闭合空模,聚合物熔体的一次注射量在注射装置中,在螺杆的前面准备好。当注射/充模发生时,聚合物熔体被迫通过注嘴、流道、浇口进入模具型腔。螺杆止逆阀关闭并阻止聚合物熔体的回流。在这里,注塑循环的充模制件,通常需要100Mpa数量级的高压,以达到要求的注射速度。
3)保压(packing)/压缩阶段:保压(packing)压力在特定的VP或‘转换’点产生。这是由速度控制到压力控制的转换点,即该点是注塑机从速度控制到压力控制的转换点。“转换”应优选在模具模腔大约充满时,以促进有效的保压(packing)。从注射到保压(packing)的转换通常是由螺杆的位置开始。转换也可以由压力产生,即液压、由机器测得的注嘴熔体注射压力或型腔熔体压力参数。这个阶段的结束称为‘保压(pack)时间’或‘保压(packing)时间’。
4)持续(holding)阶段:第二阶段压力出现在初始保压(packing)压力之后,并且必需在模塑件冷却的早期阶段以抵消聚合物的收缩。需要直到模具浇口凝固,注射压力才能解除。这个阶段是通过迫使更多的材料进入模具来补偿材料的收缩。通常工业机器调节采用一个第二压力,结合保压(packing)和持续(holding)步骤以使机器容易调节。已经显示出在保压(packing)下引起过早的收缩,它将导致尺寸的改变和凹痕。过度的保压(packing)可以引起模具(即待制造部件的模或模具)的过早开启,出现的现象称为溢料、制件脱模困难(粘模)及过度的残余应力引起翘曲。因此,对保压(packing)阶段的分析是预测成品质量的必要步骤。转换后的充模部分比速度控制的最初注射阶段更重要。这个阶段的终点称为“持续(hold)时间”或“持续(holding)时间”。
5)冷却阶段:聚合物熔体一注射进型腔这个阶段就开始了。当聚合物熔体接触型腔表面时聚合物熔体开始固化。估计冷却时间就变得更加重要,特别是模塑大量部件时。为了计算冷却时间,应该知道部件的顶出温度。均匀地冷却注塑产品可能意味着在不同的区域以不同的速率冷却模具。目的是尽可能快地冷却产品,同时保证不会遭遇如表面状况不好和物理性能改变的缺陷。冷却系统的目的是:(i)最少的冷却时间,(ii)均匀冷却制件表面及(iii)在双板模系统中的模芯和型腔部分之间的平衡冷却。模具温度控制需要在模具和聚合物熔体之间保持一温度差ΔT。例如,典型的聚甲醛熔体的温度是215℃,模具温度是70℃,所以ΔT=145℃。没有或很少温度控制必定可能存在对产品质量的不利影响。冷却阶段能够使聚合物熔体在型腔内固化,因为热量是从模塑产品传递到模具。模具温度影响热量从聚合物熔体传递到模具的速率。热量传递速率的差异影响聚合物熔体的收缩,同样也影响产品密度。这个结果影响产品的重量、尺寸、微观结构和表面光洁度。模具型腔的表面温度对于注塑部件的工艺过程和质量是决定性的。产品的每一部分都应以同样的速率冷却,这往往意味着在模具上必须施加不均匀的冷却,例如,将冷却水送入模具冷却系统的内部(特别是浇口区域)及较热的水应送到外部。当模塑紧公差的平板部件或包括自浇口处的长熔体流动长度的大部件时,这项技术是必需的。因此,模具设计必需优选含有适当的温度控制区(流动路径),以提供希望的模具温度。模具温度控制区通常使用温度100℃以下的水,超过这个温度采用油或电加热。
注塑是最成熟的聚合物加工操作之一,机器成本范围通常从50,000美元到大大超过1,000,000美元,模具成本范围从10,000美元到大大超过100,000美元。模具调整的极其重要的操作常常没有给予其应有的注意。如果一台机器调整不好,那将由于循环时间和制件废品率影响生产成本。机器设备还可看作黑色技术,依靠人工模具调节者的经验(即人负责调节注塑机参数以达到质量合格的生产)。在典型的注塑生产的简易机器设备中,常常是忽略需要‘从出口取出制件’。在这种繁忙的机器设备中,常常采用不一致的对策,由于不同的模具调节者关于如何构成一台最优设备有他们自己的个人观点。生产工厂通常有一高级工作人员在车间场地周转,如此训练和维持足够的经验水平也是一种高成本。
本发明的目的是提供至少一部分注塑调整工艺基本上自动化的最优方法。本发明更进一步的目的是提供在整个生产设备中更一致的机器调整自动化方法。
因此,根据本发明提供一种用于注塑机调整工艺的自动化最优方法,所述机器用于生产注塑制件,包括下列步骤:
(1)用所述机器制造一个或多个制件;
(2)检查所述制件的缺陷;
(3)根据溢料减小注射行程或根据欠注射增加注射行程;及
(4)根据溢料降低注射速度,或根据欠注射增加注射速度,其中,如果发现步骤(3)基本上无效果或基本上无更进一步的效果,在步骤(3)之后应用步骤(4)或如果发现步骤(4)事实上无效果或基本上无更进一步的效果,在步骤(4)之后应用步骤(3),由此,减少所述缺陷。
因此,如果机器调节者发现溢料或欠注射通过改变注射行程(或速度)不能消除,则调整工艺可通过改变注射速度(或行程)来改善。
第二个发明也提供一种用于注塑机调整工艺自动化的最优方法,所述机器用于生产注塑制件,并包括一注射螺杆和可成形的注射速度,包括下列步骤:
(1)用所述机器制造一个或多个制件;
(2)测量注射压力确定注射压力分布图,注射压力是所述机器以基本上不变的所希望的注射速度成形经过的注射时间的函数;
(3)测量为所经过注射时间的函数的注射速度,确定所述测得注射速度的分布图;
(4)在测量的注射压力速度分布图基本不变的情况下,由所述压力分布图定义一条平均压力分布图;
(5)根据所述压力分布图至少在一部分注射速度阶段调整所述速度分布图,以减少所述压力分布图和所述平均压力分布图之间的差别,由此,能减少所述压力分布图的奇点。
只有在所述情况下优选实施步骤(5)。
优选重复步骤(1)和(2)多次,以得注射压力分布图的多个测量结果,所述注射压力分布图是由所述测量值的平均值确定的。
优选重复步骤(1)-(5)多次,由此,逐渐改进所述速度分布图。
因此,速度分布图可以逐渐调整以减少或消除压力分布图中的奇点。调整速度分布图的步骤可以重复以进一步减少这种奇点,达到需要的任何公差。
优选步骤(5)包括在所述压力分布图小于所述平均压力分布图处提高所述注射速度和在所述压力分布图大于所述平均压力分布图处降低所述注射速度。
优选平均压力分布图是线性的。
优选压力分布图是导数压力分布图形式,是通过所述压力分布图对时间求导数而得的。
这样,该方法优选用压力的时间导数进行,而不是压力本身。
优选所述方法包括通过围绕预定速度干扰所述注射速度确定注射速度和所述压力分布图之间的关系。
优选所述关系包括对熔体粘度变化的补偿。
优选所述粘度变化包括由于熔体压力和温度变化引起的粘度变化。
如此,压力分布图对注射速度变化的响应度可采用在一小范围的注射速度内进行注射试验来确定。
优选以预定量来干扰所述注射速度,更优选以±10%和/或±20%的量干扰所述注射速度。
优选所述压力分布图是由液压注射压力而得。换句话说,所述压力分布图是熔体流动压力而得。
优选该方法包括通过进行注射熔体材料的材料试验来确定粘度模型。
因而,如果首先测得粘度,那么对于非牛顿塑料(实际上所有的塑料),压力分布图对速度分布图变化的响应的预测,可以得到提高。
本发明还提供一种用于注塑机调整工艺的自动化最优方法、所述机器用于生产注塑制件,并包括注射螺杆和可成形的注射速度,所述螺杆具有一位移,包括的步骤有:
(1)用所述机器生产一个或多个制件;
(2)定义速度控制阶段压力的终点值为第1压力以及持续(holding)时间压力为第2压力;
(3)在所述第1压力和第2压力之间,定义保压(packing)/持续(holding)压力和与所述第1压力及第2压力相一致的时间之间的线性关系。
(4)定义所述保压(packing)时间为所测熔体压力和所述线性关系之间的最大差值时间,或为转换点,如果在转换点后所测熔体压力增加;
(5)确定第1螺杆位移是在所述保压(packing)/持续(holding)阶段内的保压(packing)时间之前,所述螺杆的最小位移,及第2螺杆的位移是所述螺杆在所述保压(packing)时间的位移。
(6)由所述第1和第2螺杆位移之间的差值计算所述回程,由此,能够由在保压(packing)时间所述螺杆位移的测量结果确定所述回程。
因此,在速度-压力转换点螺杆的最大回程-或负的或向后的运动可由螺杆在保压(packing)时间的位移来确定。
本发明还提供一种用于注塑机调整工艺的自动化最优方法,所述机器包括一注塑螺杆,包括的步骤如下:
(1)将初始的保压(packing)/持续(holding)压力设定到一个预置低压;
(2)进行至少一部分注射循环;
(3)在所述至少部分注射循环期间由螺杆位移的变化确定回程;
(4)增加所述初始保压(packing)/持续(holding)压力;和
(5)如果回程是不可接受的高则重复步骤(3)和(4)直到回程减小到预定的可接受的水平,或初始保压(packing)/持续(holding)压力达到机器最大压力,。
优选初始保压(packing)/持续(holding)压力是在速度控制阶段压力终点值的5%至25%之间,并且采用基本均匀的保压(packing)压力,更优选初始保压(packing)/持续(holding)压力为速度控制阶段压力终点值的约10%。
优选初始保压(packing)/持续(holding)压力增加所述速度控制阶段压力终点值的2%-25%,更优选初始保压(packing)/持续(holding)压力增加速度控制阶段压力终点值的约5%。
在一个实施例子中,该方法包括对多个初始保压(packing)/持续(holding)压力测量回程,由所述测量结果预测一最优初始保压(packing)/持续(holding)压力以使回程最小,并增加所述初始保压(packing)/持续(holding)压力至所述最优初始保压(packing)/持续(holding)压力。
另一方面,本发明提供一种用于注塑机调整工艺的自动化最优方法,所述机器用于生产注塑制件,并包括注射螺杆,包括如下步骤:
(1)定义持续(holding)时间等于一个预定的预置值;
(2)进行至少一部分注射循环;
(3)测量压力行程是所述螺杆在保压时间(packing)和所述持续(holding)时间之间的位移变化量;
(4)增加所述持续(holding)时间;
(5)重复步骤(3)和(4)直到所述压力行程稳定化或这样生产的制件是令人满意的;
(6)在所述保压(packing)时间和所述持续(holding)时间之间,定义螺杆位移和在所述保压(packing)时间及所述持续(holding)时间与螺杆位移相一致的时间之间的线性关系;
(7)定义浇口冷固时间为所述螺杆位移和所述线性关系之间的最大差值时间,从而由所述螺杆位移的测量结果提供一个所述浇口冷固时间值。
优选方法包括附加步骤如下:
(8)重复步骤(6)和(7)和在所述保压(packing)时间和所述浇口冷固时间之间定义一个初始固化时间。
(9)重复步骤(6)和(7)和在所述保压(packing)时间和所述初始固化时间之间定义一个中间固化时间;
(10)参考所述保压(packing)时间,由在所述中间时间和所述浇口冷固时间的螺杆位移的比值确定一个中间压力。
优选在步骤(6)中使用的所述持续(holding)时间值大于在步骤(1)中定义的值,为1-3倍。
优选所述预定的预置值是2倍注射时间和1秒之中较大的一个。
优选所述稳定化出现在所述压力行程的变化到小于连续测量结果之间的预定公差时。
优选在步骤(4)中所述持续(holding)时间增加5%-50%之间,并且更优选增加约20%。
优选所述预定公差是在2%-10%之间,并且更优选为约5%。
在本发明的一个实施例中,提供了一种用于注塑机调整工艺的自动化最优方法,所述机器用于生产注塑制件并包括注射螺杆及可成形的注射速度,包括如下步骤:
(1)确定最优填充,包括;
(i)用所述机器生产一个或多个制件;
(ii)检查所述制件的缺陷;
(iii)根据溢料减小注射行程或根据欠注射增加注射行程;和
(iv)根据溢料减小注射速度或根据欠注射增加注射速度,其中如果发现步骤(iii)基本上没有效果或基本上没有进一步效果,在步骤(iii)之后应用步骤(iv),或如果发现步骤(iv)基本上没有效果或基本上没有进一步效果,在步骤(iv)之后应用步骤(iii),由此减少所述缺陷;
(2)确定最优注射速度分布图,包括:
(i)用所述机器生产一个或多个制件;
(ii)通过测量注射压力确定注射压力分布图,注射压力是所述机器以一基本上不变的所希望的注射速度成形所经历的注射时间的函数。
(iii)测量为所经历注射时间的函数的注射速度及确定所述测量注射速度的分布图;
(iv)在测量的注射速度分布图基本不变的状况下,由所述压力分布图定义平均压力分布图;
(v)根据所述压力分布图在至少一部分注射速度阶段调整所述速度分布图,以减小所述压力分布图和所述平均压力分布图之间的差异,由此,会减少所述压力分布图的奇点;
(3)根据用所述中间设备生产的所述制件中检验出的质量缺陷改进在步骤(1)和(2)后所得的后速度控制阶段中间设备,以减少所述缺陷;
(4)一种将回程(kickback)减少到一个令人满意的水平以确定临界保压(packing)/持续(holding)压力的方法,包括:
(i)将初始保压(packing)/持续(holding)压力设定到一个预置低压力;
(ii)进行至少一部分注射循环;
(iii)由在所述至少部分注射循环期间螺杆位移的变化来确定回程;
(iv)增加所述初始保压(packing)/持续(holding)压力;和
(v)如果回程是不能接受的高,则重复步骤(iii)和(iv)直到回程减少到预定的令人满意的水平或初始保压(packing)/持续(holding)压力达到最大机器压力。
(5)根据螺杆位移测量结果推断材料固化时间以确定一个最优保压(packing)/持续(holding)压力分布图,包括:
(i)定义持续(holding)时间等于预定的预置值;
(ii)进行至少一部分注射循环;
(iii)测量压力行程是所述螺杆在保压(packing)时间和所述持续(holding)时间之间的位移变化量;
(iv)增加所述持续(holding)时间;
(v)重复步骤(iii)和(iv)直到所述压力行程稳定或这样生产的制件是令人满意的;
(vi)在所述持续(packing)时间和所述保压(holding)时间之间,定义螺杆位移和与在所述保压(packing)时间及所述持续(holding)时间的螺杆位移相一致的时间之间的线性关系。
(vii)定义浇口冷固时间为所述螺杆位移和所述线性关系之间的最大差值的时间,从而,由所述螺杆位移的测量结果提供所述浇口冷固时间值。
(6)根据所述初步设备生产的所述制件中检验出的缺陷改进(1)到(5)之后所得的后压力控制阶段初步设备,以减少所述缺陷。
优选步骤(4)中的步骤(iii),包括由在保压(packing)时间的所述螺杆位移测量结果来确定回程,包括的步骤如下:
(a)用所述机器生产一个或多个制件;
(b)将速度控制阶段压力的终点值定义为第1压力和持续(holding)时间压力为第2压力;
(c)在所述第1压力及所述第2压力之间,定义保压(packing)/持续(holding)压力和与所述第1压力及所述第2压力相一致的时间之间的线性关系;
(d)定义所述保压(packing)时间为测得的熔体压力和所述线性关系之间最大差值的时间,或为转换点,如果所测熔体压力在转换点后增加的话;
(e)确定第1螺杆位移是所述螺杆在保压(packing)/持续(holding)阶段内的所述保压(packing)时间之前的最小位移和确定第2螺杆位移是所述螺杆在所述保压(packing)时间的位移;和
(f)由所述第1和第2螺杆位移之差值计算所述回程,从而能由在保压(packing)时间的所述螺杆位移测量结果确定所述回程。
优选步骤(5)包括如下附加步骤:
(viii)重复步骤(vi)和(vii)并在所述保压(packing)时间和所述浇口冷固时间之间定义一初始固化时间;
(ix)重复步骤(vi)和(vii)并在所述保压(packing)时间和所述初始固化时间之间定义一中间固化时间;和
(x)参考保压时间,由在所述中间时间和在所述浇口冷固时间的螺杆位移之比,确定中间压力。
本发明上述的每一方面,其方法优选包括:
确定上述机器的速度控制响应时间,和
应用的时间间隔等于或大于上述响应时间。
优选所述时间间隔大于所述响应时间的1.5倍,更优选等于所述响应时间的2倍。
在本发明的上述几方面中,注嘴熔体压力、注射压缸液压压力、作用于上述螺杆的向前推力、或任何其它与所述注嘴熔体压力成比例或相等的测量,可以用作注嘴压力的测量、替代或确定。
优选上所述注射压缸液压压力用作所述注射压力的测量值或确定值。
为了更清楚地确定本发明,现将参考附图来描述优选实施例子,其中:
图1表示根据本发明的一个优选实施例子的自动化机器最优方法的示意图。
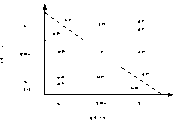
图2是速度和速度行程对充模工艺的影响的示意说明图;和
图3描绘的是根据本发明的一个优选实施例子由画压力图方法所得的典型压力分布图。
本发明(称为自动模塑最优化或AMD)用于确定注射/充模速度和保压(packing)/持续(holding)压力分布图,其它的注塑机参数包括机筒温度、模具温度、冷却时间及螺杆转速是当前调模装置的响应性。
AMO的速度最优化的基本原则是绘制关于推断的模具几何形状图,这是由压力微分而得。压力阶段最优化是用在绘制关于推断的聚合物固化图,这是由螺杆位移的精确测量结果而得。AMO不需要用户的相互作用由机器确定机器和材料特性成直线,结果最优化分布图与机器动态特性、材料和模具几何形状“同相位”。
图1是根据一个优选实施例子总结AMO法作用的流程图,在图1中,各种输入值是计算机辅助工程(CAE)模型10、机器信息12、材料信息14、工艺条件16a和16b及预测速度和速度行程18。输入值应用在最优化阶段(MF/OPTIM或“模内流动最优化(Moldflow Optimization)”)。制件设计的反馈由虚线20表示。
优选实施例子AMO法有6个工艺最优化步骤:
1.速度和速度行程,基于一步法恒速;
2.绘制注射/充模速度图;
3.速度缺陷的消除;
4.保压(packing)压力值的确定;
5.浇口冷固的确定和绘制压力图;
6.压力阶段缺陷的消除。
一般,如果螺杆太靠近底出口,则螺杆的加料分布图向后移动。这就要两次注射,因为,第1次不可能塑炼到新的状态。如果循环时间太长,则AMO将忽略该循环。
将这6个步骤概括如下:
1)确定速度行程和速度调节,这个步骤假设采用基本均匀的速度分布图和用此分布图模具能够被充分填充。如果输入的是缺乏估计的速度行程或体积,在这些步骤使用的规则集中在生产一种“好制件”的调节上。确定“临界填充”速度行程,保证在速度控制注射步骤没有保压(packing)。临界填充是制件刚填充好的点。有时型腔的聚合物填充过量,但是没有显示出任何明显的缺陷。初始速度分布图是由下面产生的:i)速度行程的估计,直接或作为制件的体积输入和ii)速度,通常是机器最大能力的50%。装料行程初始设定为等于约1.1×速度行程,这个步骤需要用户在生产每个制件后反馈。在这个步骤,忽略其它有关速度和压力步骤有关的缺陷。
2)在这个步骤的第1步骤是确定注射速度和注嘴熔体压力分布图的平均差值之间关系的估计值。注嘴熔体压力可由液压注射压力乘以螺杆的增强比而得。注射速度围绕来自步骤1的速度干扰是以预定的百分数,例如±10%,±20%。下一步骤是确定注嘴压力分布图,用于稳定的工艺条件,采用均匀速度分布图而得,然后微分该分布图。机器响应时间由速度分布图确定。在速度步骤利用压力差信息可得最优化速度分布图。该分布图是在流道和型腔两个步骤产生的,并结合使用响应检验。
(3)该步骤包含有速度相关缺陷的消除。主要目的是改变速度分布图达到制件无速度相关缺陷。速度相关缺陷被修正。缺陷包括漩纹、脱层、光泽迹印、焦斑、熔合线、溢料等。注解:用户仅选择该缺陷。在缺陷矛盾的情况下,需要集中在折衷点上。一个制件(即刻质量好)是最少,最多取决于用户的估计。三个制件常常是典型的。
(4)该步骤确定临界保压(packing)压力,即压力水平有助于消除材料回流出模腔,方法是开始低并后增加压力直到达到所要求的水平。
(5)该步骤确定一个推断的浇口冷固,初始固化和中间时间。这些时间是由精确地监测应用均匀的压力分布图的螺杆运动来确定的。找出浇口冷固时间和初始固化时间并产生保压(packing)/持续(holding)压力分布图。该工艺不需要任何制件的称重。我们由非模腔传感器,特别是液压压力和螺杆运动推断模腔压力。
(6)这个步骤包括压力相关缺陷的消除,主要目的是改变压力分布图达到制件无压力相关缺陷。评估压力相关缺陷。它们是溢料、凹陷、翘曲和尺寸公差(太大/太小)。
步骤1-3初始为0或非常低的保压(packing)压力,通常仅为1秒。
下面更详细地描述这6个步骤。
步骤1,
该步骤包括确定速度行程和速度调节。发现不变的速度分布图结果产生一个完全的制件。忽略所有缺陷(溢料和欠注射除外)。
该压力分布图初始设定基本为0。
步骤1.1:用户估计
要求用户提供制件体积的估计值。体积应该容易从模具制造者那里获得,体积被除以螺杆面积以给出速度行程;换句话说,模具调整工能够直接估计出速度行程。制件体积的精确估计也可以由计算机辅助工程(CAE)模型得到。
将估计的速度行程与机器的最大行程作比较,以保证机器用于将制造的制件的尺寸是合理的。作下列检查:
装料行程>最大行程
速度行程>90%最大行程
速度行程<5%最大行程
用户也要估计螺杆的速度。该速度可由2维流动分析来估计,但是现在看来这是不必要的,因为用户将必须输入更多的信息(例如,材料信息、主流径长度)。而且用户利用他们的经验能够期望有一个正确速度的合理想法。
由这些估计产生一条平直的充模分布图,VP点是可成形的,为估计的速度行程的一个百分数(预置为20%),。
步骤1.2:估计的最优化。
该步骤的目的是改善用户对行程的估计,以便制造一个完全的(无溢料或缺料)制件。在下面所有步骤中采用可成形参数调节,每次转变到设定点后,制造一些可成形制件,以设法保证稳定状态条件。
该步骤的方法从注射速度和速度行程之间的关系的发现及材料填充的最优化发展而来。这个关系示意画在图2中。
下列步骤概括了这个步骤:
1.制造一个制件,需要来自用户的关于制件质量的反馈。
2.如果制件是缺料,通过移动VP转换点来增加行程。
3.如果制件是溢料,通过移动VP转换点来减小行程。
4.如果制件既缺料又溢料,要求用户更多的反馈:如果用户认为熔体冷固,则增加速度和减小行程,否则,反之。
5.如果制件是完全的,则该步骤完成。
6.用新设定点制造一个制件,但是这次用户有机会具体指明没有发生改善。如果用户具体指明“没有改善”,则接着进行随后的步骤7-9。
7.如果先前的响应是“缺料”,那么,则增加速度和行程。这考虑到由熔体冷固已引起缺料。
8.如果先前的响应是溢料,则减小速度和行程。
9.如果先前的响应是溢料和缺料,则降低速度和增加行程。作两次这种改变以补偿先前的(现在知道是不正确的)修改。
10.如果用户没有具体指明“无改善”,而是代之以重复先前的质量估计,则重复先前设定点的修改。
11.如果用户具体指明欠注射,而前面具体指明的是溢料(或反之亦然)时,则调整系数减少一半,以使设定点集中。采用可成形的最小调整系数以防止调整变得无意义。
12.如果速度增加引起VP转换点小于可成形的速度行程百分率,则装料行程在制造下一个制件之前增加。
13.当装料行程增加时,忽略下一个制件,因为注塑机可能已经完成塑炼达到当前不正确的状态。
14.如果在三个连续的场合选择无改善,则生产过程停止,并要求用户修改熔体/模具温度。
步骤1.3:获得临界填充
在步骤1.2完成后,便存在一个完全的制件。但是,该制件可能被过量充填,这常常是内压力的原因。为了消除回流也需要一个非常高的保压(packing)/持续(holding)压力。这个步骤试图通过得到一个“临界填充”状态来消除这个问题。
首先,减小行程,犹如用户已经指出溢料。其在用户每次指出一个完全制件时被重复。最后,达到一点在行程小到足以引起欠注射出现。当用户指出欠注射时,则增加行程(应注意由于聚流行程改变小于前面的)。当制件再达到“完全”时,便达到了临界填充。
步骤2;注射/充模速度分布图
这个阶段将“步骤”输入速度分布图。这些步骤有助于保持不变的流锋速度,这也使模制件的内应力减至最小。在所得的原速度分布图上加权以保证速度在填充结束时放慢(已知它是改善焦斑印),且在流道上放慢(防止漩纹)。
该步骤在步骤1后使用,如果速度分布图是不变的速度及压力(注嘴或液压)和位移传感器数据是滤过的和可利用的。
假设当速度改变时,在压力分布图的拐点处位移没有显著的改变。
首先计算速度分布图,由储存一些制件的压力数据然后平均,企图消除循环之间的偏差,在进行平均以达到稳定状态条件之前,也可以忽略一些制件。进行平均的制件数和忽略的制件数两者都是可成形的,分别预置为1和0。
步骤2.1:材料特性的确定
如果AMO是作速度控制分布图,则必须知道使间隔为多大。因此,必须确定速度设定点和dp/dt值之间的关系。例如,如果dp/dt必须增加到10%,则为了确定速度间隔应该多高,需要这个关系。
为了确定速度和dp/dt之间的关系,进行下列步骤:
1.从配置文件中读出速度偏差百分数;
2.改变速度,制造一个制件,记录dp/dt响应的平均值(在速度控制阶段);
3.如果需要更多的试验,根据配置文件中的下一个百分数改变速度,并重复步骤2。如果不,速度重新设定到用户的估计值,并重复上次的步骤2一次。
4.用线性回归找出关于对采用的速度设定点记录的dp/dt平均值的方程。
步骤2.2:位置引入时间的确定
在引入时间以前的记录数据应该忽略,因为本质上什么也未发生,所以必须确定位移引入时间,它是在数据采集系统接到注射开始的信号后螺杆开始运动所需的时间测量值。
当位移数据表明螺杆已经运动超过一小段临界距离时,便找到了位移引入时间。计算临界值作为装料行程的百分数(例如,0.1%);该临界值应是典型的位移传感器噪声水平。
步骤2.3:压力引入时间的确定
类似地,压力引入时间是在数据采集系统接到注射开始信号之后压力开始增加多长时间的测量值。如果在增塑结束时采用解压,这个时间可以比位移引入时间长。
当压力数据表明螺杆已经增加到超过初始压力(此考虑传感器零误差)之上的某一小临界值时,就找到了压力引入时间。计算的临界值作为最大机器压力的最小百分数(例如0.1Mpa)和绝对压力值(例如0.1Mpa)的最小值)。这个临界值接近压力传感器噪声水平。
步骤2.4:机器响应时间的确定
如果间隔太短,注塑机不能跟着速度分布图中的间隔。根据机器响应时间定义此最小时间。因而,必须确定机器响应时间,它是螺杆为得到一给定速度所需时间量度。
响应时间仅是速度数据超过目标速度的85%时的时间。
步骤2.5:压力导数(关于时间)的确定
如以上讨论,理想的是通过将间隔引入速度分布图以适当地保持流锋速度不变。这些间隔大小和位置是基于dp/dt的计算。数量dp/dt提供了从前进的流锋来看制件几何形状的指示。当dp/dt增加,流动前锋面临模腔横截面积的缩小。
一33点Savitsky-Golay校平过滤器用于校平压力信息。取全部压力信息的平方根。这考虑当速度增加时,大的dp/dt值比dp/dt平均值以更快的速率增加。应该注意到在步骤1中计算平均dp/dt与速度设定点之间的线性关系。数量dp/dt的计算是用当前的压力值减去下一个压力值,并除以取样周期。
步骤2.6:浇口时间的确定
知道了流动前锋何时到达浇口,使该方法能够具有流道系统的独立速度分布图间隔。因此,“浇口时间”是流锋到达浇口的时间。
取浇口时间作为在下面详述的三个计算的最大者。最大值用于企图保证一点远离所得的初始dp/dt“驼峰”。
1)dp/dt‘0时间’:在引入时间和50%注射时间之间,检查dp/dt看它何时落在0以下。浇口时间是其回升高于0的点,
2)dp/dt‘低时间’:在引入时间和50%填充时间之间找到最大dp/dt。在产生这个最大值的时间和填充时间终点之间找到平均dp/dt。dp/dt开始落在该平均值下处就是浇口时间。注意低时间总是小于0时间。所以如果dp/dt永远不落在0下,只作这种计算。
3)速度稳定化时间:在70%的填充时间返回到引入时间之间,计算速度数据移动平均值(超过三点窗)。浇口时间落在移动平均值(μvel±12σvel)以外处,这里在假设速度数据稳定状态部分期间计算μvel和σvel(例如,在填充时间的70%和90%之间)。换言之,该方法寻找速度首先变得稳定的点,上限为采用的填充时间的70%。
步骤2.7:dp/dt分段分布图的确定
如上面所讨论,理想的是通过将间隔引入到速度分布图以适当地保持流动前锋速度不变。速度分布图中的间隔应该符合模腔的横截面积,其也应与分段dp/dt分布图有一个牢固的关系。分段dp/dt分布图近似于dp/dt的计算值(在浇口时间后),其为一系列间隔。间隔的数量受到可成形界限的限制,并且间隔的大小不必随机器的响应时间而定。
发现dp/dt的最大值在浇口时间和充模终点之间。计算dp/dt最大值Δ的可成形百分数(例如10%)。间隔数n初始为0,数据读数标志i和k分别表示引入时间和0。标志i用于将每个间隔的起始位置存入dp/dt数据中,k用以重复每个间隔内的全部数据。初始dp/dt值sum储存为时间=i+k。
如果|sum/k-dp/dt[i+k+1]|>Δ,那么分布图间隔n设定等于sum/k,n是递增的,i设定为i+k,于是方法又返回步骤2.4。否则,sum增加dp/dt[i+k+1],k是递增的,除非k=填充时间,方法又回到步骤(2.7)的起始点。当k=填充时间时,该方法达到这个阶段。最后的分布图间隔=sum/k,且任何负分布图间隔都置0。
步骤2.8;分段速度分布图的确定
分段速度分布图能够输入机器控制器作为设定点。并且当聚合物流入模腔时应试图保持不变的流锋速度。在这个部分确定速度分布图是基于前面步骤确定的分段dp/dt分布图,且不计入机器响应时间。
根据分段dp/dt压力分布图,计算下列参数:
1.dp/dt平均值
2.dp/dt最大值
3.dp/dt最小值
4.对于在dp/dt分布图中的每个间隔n,相应的速度间隔,其中:
速度n=(dp/dt平均值-dp/dtn)/(dp/dt最大值-dp/dt最小值)
这给出速度分布图围绕1成比例。此处1是平均速度(用户的估计)。
步骤2.9:流道速度的确定
流道速度是在速度分布图中的第1间隔。选择流道速度是利用在引入时间和浇口时间之间dp/dt最大值的比值,和分段压力分布图的平均压力(见步骤2.7:分段dp/dt分布图的确定)。当比值增加时,流道速度降低,限制该比值使流道速度永远小于浇口后的平均速度。
流道速度=1-0.1×(dp/dt最大值/分段压力分布图的平均值)。
步骤2.10:填充速度终点的确定
一个标准的模具调整工的直接推断是朝着填充终点减慢速度。这有助于防止空气在型腔成为夹气,因而有助于防止焦斑,也有助于保证制件不被过量充填,和便于整平器转换到保压(packing)/持续(holding)阶段。填充速度的终点是速度分布图的最后一个间隔。预置为填充最后的10%,尽管这是可成形的。
计算在填充环节结束时dp/dt与填充10%之前即刻的dp/dt相比较的比值。如果该比值高,则在填充结束时的速度将是低的,但限制到先前速度的50%。如果该比值低(即dp/dt在填充结束时减小),则最后的速度间隔被限制到前面即刻的速度,即该速度在填充结束时不增加。
步骤2.11:响应时间的补偿
在前面确定的分段速度分布图假设机器对在设定点的改变有非常快的响应。自然,这是不现实的,所以间隔应被延长以把实际时间考虑在内。大小接近的间隔被合并,因方,差值可能被控制器的误差所淹没。如果这样的小差值被留在速度分布图中,则这种算法将失去可信度。规定间隔的最大数量,因为今天在市场上几乎所有的IMM控制器都这样限制。
该步骤延长前面步骤计算的速度分布图的间隔大小,如果它们是小于在步骤2.4(机器响应时间的确定)所计算的响应时间。而且把比所希望的临界值大小更接近的间隔合并。如果在这个过程结束时,有比允许的更多的间隔,则用更大的响应时间和更大的临界值,重复这个过程。
如果间隔的长度小于响应时间,则速度分布图中的每个间隔与下一个间隔合并。间隔的合并直到合并的间隔长度大于或等于响应时间。所得的间隔有一个符合这两个间隔的加权速度的速度。
新的速度=(时间1×速度1+时间2×速度2)/(时间1+时间2)
重复这个过程直到所有的间隔都被检验响应时间。
如果最后一个间隔持续时间太短,则与倒数第二个间隔合并,对于先前的最大值和最小值,分布图改比例。该改比例可能受到配置文件参数的限制,以致小的间隔没有从比例中被去掉。改比例也保持1(用户估计)作为平均值。每个速度间隔的大小对下一个间隔的大小作比较。如果差值小于最大速度的10%,则如上述合并间隔,并且返回到分布图改比例。检查分布图中的间隔数。如果它大于容许的最大数,则用加长20%的响应时间重复这个阶段,并且用20%的速度临界差值代替10%。
步骤2.12:将时间转换成位移和将速度转换成物理单位
大多数注塑机控制器根据螺杆位移(而不是时间)采纳速度分布图。还有在它们被传递到IMM控制器之前,通常将速度值规范化并需要换算成物理单位(例如mm/s)。
转换系数α用在步骤1得到的关系式计算。对于每个速度间隔n:
速度n=用户对速度的估计值×((速度n-1)×α+1),
结果是S.I.单位(m/s)
为了把时间转换成位移,计算在设定点速度行程和填充期间样本数之间的转换系数。转换系数不必考虑分布图中较早期的速度大小,该分布图不同于那些制造制件时采用的,因为速度间隔的改变应与流锋的位置有关,而不是它们产生的时间。
利用转换系数,由装料行程设定每个间隔的位移:
位移n=装料行程-转换系数×间隔样本数n
步骤3:消除速度缺陷
在这点,速度间隔的大小是机器最大速度的一个任意的百分数(虽然它们相对于彼此应该大致正确),结果,会出现成型缺陷,这个阶段试图通过根据用户反馈实施试探法来纠正有关速度分布图的缺陷。
有两个先决条件:第一,一个制件用来自步骤2的速度分布图制得;第二,关于所生产的制件质量提供用户反馈。反馈是下列缺陷之一:无缺陷、溢料、欠注射、焊缝、焦烧、漩纹、条纹、光泽、脱层和唱片沟纹。
假设改变速度设定点的平均值不影响压力曲线拐点的位置。
对于每个缺陷作出下列响应,以在制造另外的模塑制品中保证有好的质量。
1.溢料:用一个乘数减小所有的速度间隔。
2.缺料:用一个乘数增大所有的速度间隔。
3.焊缝:与缺料相同。
4.焦烧:要求用户提供更多的信息;是在浇口附近的焦斑,到处或填充终点附近。如果焦烧到处都是:则减小全部速度间隔。如果焦烧是在填充终点附近,则在充模分布图的最后25%中的所有点降低螺杆速度。浇口附近的焦斑以类似的方法处理,除了速度点的最初25%被改变。
5.漩纹:降低在速度分布图最初的25%中的所有速度点。
6.条纹迹印:除了用户得到的选品是‘全部’或‘填充终点’,如对焦斑一样。
7.光泽迹印:用一个乘数提高整个速度分布图。
8.脱层:用一个乘数降低整个速度分布图。
9.唱片沟纹:如对光泽迹印一样处理。
如果所要求的行动不能采取,该规则基准失败。在这种情况下,用户被通知情况和如何解决它的建议(通过联机帮助)。
步骤4;得到合适的保压(packing)压力
这里,注塑机采用一预置低压力。要求在压力控制阶段使用的压力的标准水准避免回程。这个阶段做这件事,但不画压力控制设定点分布图或求出压力控制应该保持的时间。
有三个先决条件:第1,步骤3已经成功完成,第2,已知最大保压(packing)压力,及第3,稳定状态条件占优势。
步骤4.1:初始压力控制设定点和速度行程的减小
压力控制时间设定为2倍注射时间(或1s,无论哪个较大),压力水平是填充压力终点的5%并采用‘矩形’压力分布图。
还有,为了保证在填充期间熔体不被压缩,根据现今模塑实践,速度行程降低2%。
步骤4.2:回程的确定
回程被定义为保压(packing)时间后在压力控制期间螺杆在注射的反方向移动的距离,这是由压力控制设定点小于由螺杆前端熔体产生的反压力引起。
为了避免聚合物流出模腔,理想的是消除回程,已知它是造成凹痕、翘曲和其它尺寸问题的原因。
最大回程位移是通过求出保压(packing)时间得到。那么,回程是从保压(packing)时间前的最小位移至保压(packing)时间位移的距离。如果回程不为负的,则设其为0。
第一件工作是通过检查注嘴熔体压力(或液压压力)确定保压(packing)时间。计算自V/P转换点时间的压力到保压时间的压力的直线方程。然后,在直线和记录的压力曲线之间的最大差值的时间处就是保压(packing)时间。
然而,在V/P转换后压力增加表明没有出现回程。在这种情况中,保压(packing)时间是V/P转换点。这并不意味着当没有回程出现时,保压(packing)时间总是在V/P转换点。
步骤4.3:回程的消除
在回程大于0时应用这个步骤。如果没有回程,则压力水平是可取的。
初始保压(packing)/持续(holding)压力增加速度控制阶段压力终点(或‘填充压力终点’)的5%。然后,重复步骤4.2直到在当前注射和最后注射的回程之间的差值小于可成形百分比为止,或者直到达到最大机器压力。
这个步骤应该不会失败,因为如果填充压力显著大于保压(packing)/持续(holding)压力,将仅出现回程。因此,在这台机器上能够获得合适的保压(packing)/持续(holding)压力。
步骤5:估计持续(holding)时间
浇口压力控制时间的确定是利用‘持续(hold)时间’以内记录的‘保压(pack)’时间与‘搜索时间’使用数据之间的符合端点。
步骤5.1:浇口冷固时间和持续(holding)时间的确定
这里,取持续(holding)时间是2倍的注射时间。这是一个任意值,且在绝大多数情况下是太短。因而这个阶段的目的是找出一个更准确的持续(holding)时间,因为短的持续(holding)时间能够产生模塑缺陷,如凹痕,由于聚合物在固化出现前将能够从模腔回流出。而且,虽然步骤5估计了浇口冷固时间,但是这个步骤取决于当前的持续(holding)时间长于浇口冷固时间。不能使用一个任意的长持续(holding)时间,因为有模具毁坏的小危险。
每次注射,持续(holding)时间增加它的当前值的50%,直到保压(packing)时间与持续(holding)时间之间螺杆的向前运动收敛于一点。收敛定义为从一次注射到下一次注射的运动中的改变小于5%。选择当前时间(而不是老时间)以使浇口冷固的估计能更准确。有时螺杆运动将不收敛到一个合理的持续(holding)时间,因为止动环阀门可能有滑动或在浇口后面(例如,在流道系统中)的聚合物在浇口冷固后继续压缩。为了防止持续(holding)时间无限制地增加,采用最大值30s。
步骤5.2:画压力分布图
画压力分布图的目的是找出初始固化时间ts和浇口冷固时间tf以及在这两者之间的中间时间ti。还有,计算在ti时所需要的压力pi,同时在tf的压力设定为0,因为在浇口冷固时间后施加的任何压力在该时间后对制件质量将没有影响。图3表示所得分布图的形状。这里,相应于ts的点显示在30,pi和ti在32,tf在34和在前阶段确定的压力水平在36。
两个先决条件是:已经确定压力水平和持续(holding)时间。
画压力控制设定点分布图有助于防止当聚合物在模腔冷却时制件的过度保压(packing),因为,当冷却进行时,压力将被施加在一个较小的熔体面积上。制件的内应力也可以被改善,因为一个更类似的力将作用在冷却体的每个部分上。在时间ti的点有利于更准确地估计冷却速率,因为它不可能是线性的。浇口冷固时间tf的确定是利用在压力和位移数据上的符合端点。在保压(packing)时间和tf之间的一个在位移数据上的辅助的符合端点给出ts,及在ts和tf之间的一个最终符合端点(再利用位移数据)给出ti。Pi的确定是根据下式计算:
Pi=Porig(D保压(pack)时间-D中间时间)/(D保压(pack)时间-D冷固时间)
式中:D保压(pack)时间是螺杆在保压(packing)时间的位移;
D中间时间是螺杆在ti的位移;
D冷固时间是螺杆在tf的位移及
Dorig是在步骤4中得到的压力。
如果不能找出浇口冷固时间。则用最初的压力控制时间代替。
一旦确认了保压(packing)时间,就分析位移曲线以确定浇口冷固时间。搜索时间是大于或等于持续(holding)时间,它的确定是由3×(持续(hold)时间-保压(pack)时间)+持续(hold)时间以内的记录数据结果画一条等位移线,以及也绘制由在75%到95%时间定位(md)之间的位移曲线外推出的一条线。
然后所得符合端点线的斜率(mg)与md比较,及减小搜索时间直到mg>k×md,此处1.3≤k≤3.5,且优选k=2。
这项技术使得浇口冷固时间能有一个更准确的估计而没有增加实际持续(holding)时间。
保压(pack)位移是在保压(packing)时间后射料杆(ram)移动的距离。浇口冷固时间是在符合端点线和记录的位移曲线之间的最大差值。
步骤6:消除保压(packing)/持续(holding)相关缺陷
在完成步骤5以后,仍有一些剩下质量缺陷的可能性。然而,这些缺陷的存在不应与速度控制(填充)步骤有关,因为这些在步骤3中被消除,与压力控制设定点有关的缺陷是;
溢料
翘曲
凹陷
尺寸公差
用一个简单的规则基准来消除在前言中列出的缺陷。该规则基准没有改变分布图的形状,它是简单地“拉伸和压缩”。
该规则基准是:
溢料:降低分布图的值10%。
翘曲:降低分布图的值5%。
凹陷:增加分布图的值5%。
也增加压力控制时间5%。
尺寸公差:如果制件太大,则降低分布图的值5%,如果制件太小,则增加其值5%
结论,AMO使得工艺最优化通过注塑机迅速完成。
工艺最优化与实际的工艺“同相(in-phase)”,即它补偿具体机器的相关参数,如止动环的泄漏,速度控制不良,利用实际加工条件。
因此,AMO:
·提供稳定的机器设备,使得几乎没有模具调整经验的操作者能使机器调整最优化。
·减小对熟练劳动者的需求,即不熟练工人调整工艺。
·提供整个模具设备的工艺最优化。
·提供较好的模具设计和制件生产的结合,具有Mold-flow’s保证的连续,把模拟上游的利益带入产品设计者领域,并且连接模拟下游进入生产环境,和
·在现代速度控制注塑机上提供简易的装置。从标准机器传感器获得机器加工信息。
AMO使速度和压力阶段的分布图最优化。
画速度分布图能帮助消除溢料、欠注射、放射斑/浇口白晕/分子脱模、条纹/合流线、脱层/剥落、光泽/光带、焦烧、漩纹、凹痕和翘曲。速度分布图也使加工可重复性、注射时间和合模力最优化。
画压力分布图能帮助消除溢料、翘曲、偏差、凹痕和脱模。画压力分布图使聚合物的临界尺寸和回流最优化。
因此,AMO使得几乎没有调模经验的机器操作者在约25-40个循环能够调整注塑机,AMO将有助于消除大多数模塑问题而不需要有经验的模具调整工。它通过成簇加工测量结果的智能分析确定最优化的加工条件,来使机器调整工艺自动化。
对本发明可以作修改,这对于注塑和注塑机设备方法的技术人员是显而易见的,不离开本发明范围可作这些和另外的修改。其特性可以从前面的描述和附图确定。
Claims (39)
1.一种用于注塑机调整工艺的自动化最优方法,所述机器用于制造注塑制件,包括的步骤有:
(1)用所述机器制造一个或多个制件;
(2)检查所述制件的缺陷;
(3)根据溢料减小注射行程或根据欠注射增大注射行程;
(4)根据溢料减小注射速度或根据欠注射增大注射速度;其中如果发现步骤(3)基本无效或基本无更进一步效果,则在步骤(3)后应用步骤(4)或者发现步骤(4)基本无效或基本上无更进一步效果,则在步骤(4)后应用步骤(3),由此减少所述缺陷。
2.一种用于注塑机调整工艺的自动化最优方法,所述机器用于制造注塑制件且包括注塑螺杆和可成形的注射速度。包括步骤有:
(1)用所述机器制造一个或多个制件;
(2)通过测量注射压力确定注射压力分布图,注射压力是所述机器以一基本上不变的所希望的注射速度成形所经历时间的函数;
(3)测量作为所经历注射时间的函数的注射速度及确定所述测量的注射速度的分布图;
(4)在测量的注射速度分布图基本不变的状况下,由所述压力分布图定义平均压力分布图;
(5)根据所述压力分布图在至少一部分注射速度阶段调整所述速度分布图,以减小所述压力分布图和平均压力分布图之间的差异,由此,会减少所述压力分布图的奇点。
3.如权利要求2的方法,其中步骤(5)只在所述状况下进行。
4.如权利要求2或3的方法,其中步骤(1)和(2)重复多次以得到注射压力分布图的多个测量结果,以及由所述测量结果的平均值确定所述注射压力分布图。
5.如权利要求2-4中任一项的方法,其中,步骤(1)-(5)重复多次,由此,逐渐改进速度分布图。
6.如权利要求2-5中任一项的方法,其中步骤(5)包括在所述压力分布图小于所述平均压力分布图处增加所述注射速度,及在所述压力分布图大于所述平均压力分布图处减小所述注射速度。
7.如权利要求2-6中任一项的方法,其中所述平均压力分布图是线性的。
8.如权利要求2-6中任一项的方法,其中所述压力分布图是导数压力分布图形式,是通过所述压力分布图对时间求导数而得的。
9.如权利要求2-8中任一项的方法,其中所述方法包括通过围绕预定速度干扰所述注射速度来确定注射速度和所述压力分布图之间的关系。
10.如权利要求9的方法,其中所述关系包括对熔体粘度变化的补偿。
11.如权利要求10的方法,其中所述粘度变化包括由于熔体压力和温度变化引起的粘度变化。
12.如权利要求9-11中任一项的方法,其中所述注射速度的干扰是按预定量的。
13.如权利要求12的方法,其中所述注射速度的干扰是按±10%和/或±20%。
14.如权利要求2-13中任一项的方法,其中所述压力分布图是由液压注射压力而得的。
15.如权利要求2-13中任一项的方法,其中所述压力分布图是由熔体流动压力而得。
16.如权利要求2-15中任一项的方法,其中所述方法包括通过进行注射熔体材料的材料试验来确定粘度模型。
17.一种用于注塑机调整工艺的自动化最优方法,所述机器用于制造注塑制件并包括注射螺杆和可成形的注射速度,所述螺杆具有位移,包括的步骤有:
(1)用所述机器制造一个或多个制件;
(2)速度控制阶段终点压力定义为第1压力及持续(holding)时间压力定义为第2压力;
(3)在所述第1压力与所述第2压力之间,定义保压(packing)/持续(holding)压力和所述第1压力与所述第2压力相一致的时间之间的线性关系;
(4)定义所述保压(packing)时间为所测熔体压力和所述线性关系之间最大差值的时间,或者为转换点,如果所测熔体压力在转换点后增加;
(5)确定第1螺杆位移是所述螺杆在保压(packing)/持续(holding)阶段内所述保压(packing)时间之前的最小位移和确定第2螺杆位移是所述螺杆在保压(packing)时间的位移;
(6)由所述第1和第2螺杆位移之间的差值计算所述回程,由此能够由在保压(packing)时间所述螺杆位移的测量结果确定所述回程。
18.一种用于注塑机调整工艺的自动化最优方法,所述机器包括注射螺杆,包括的步骤有:
(1)设定初始的保压(packing)/持续(holding)压力为一个预置的低压力;
(2)进行至少一部分注射循环;
(3)由所述至少部分注射循环期间的螺杆位移变化确定回程;
(4)增大所述初始保压(packing)/持续(holding)压力;及
(5)如果回程是不可接受的高则重复步骤(3)和(4)直到回程减小到预定的可接受的水平,或初始保压(packing)/持续(holding)压力达到机器最大压力。
19.如权利要求18的方法,其中所述初始保压(packing)/持续(holding)压力是在速度控制阶段压力终点值的5%和25%之间,及采用基本上均匀的(packing)压力。
20.如权利要求19的方法,其中所述初始保(packing)/持续(holding)压力是速度控制阶段压力终点值的约10%。
21.如权利要求18-20中任一项的方法,其中所述初始保压(packing)/持续(holding)压力增加了所述速度控制阶段终点值的2%和25%之间。
22.如权利要求21的方法,其中所述初始保压(packing)/持续(holding)压力增加了速度控制阶段终点值的约5%。
23.如权利要求18-22中任一项的方法,包括对多个初始保压(packing)/持续(holding)压力测量回程,由所述测量结果预测一个最佳初始保压(packing)/持续(holding)压力以使回程减至最小,及增加所述初始保压(packing)/持续(holding)压力到所述最佳初始保压(packing)/持续(holding)压力。
24.一种用于注塑机调整工艺的自动化最优方法,所述机器用于制造注塑制件并包括注射螺杆,包括的步骤有:
(1)定义持续(holding)时间等于预定的预置值;
(2)进行至少一部分注射循环;
(3)测量压力行程,它是所述螺杆在保压(packing)时间和所述持续(holding)时间之间的位移变化;
(4)增加所述持续(holding)时间;
(5)重复步骤(3)和(4)直到所述压力行程稳定化或所生产的制件是令人满意的;
(6)在保压(packing)时间和所述持续(holding)时间之间,定义在螺杆位移和与在所述保压(packing)时间和所述持续(holding)时间的螺杆位移相一致的时间之间的线性关系。
(7)定义浇口冷固时间为所述螺杆位移和所述线性关系之间的最大差值时间,由此,根据所述螺杆位移测量结果提供所述浇口冷固时间。
25.如权利要求24的方法,包括的附加步骤如下:
(8)重复步骤(6)和(7),并定义初始固化时间在所述保压(packing)时间和所述浇口冷固时间之间;
(9)重复步骤(6)和(7),并定义中间固化时间在所述保压(packing)时间和所述初始固化时间之间;和
(10)参考所述保压(packing)时间,由在所述中间时间和所述浇口冷固时间的螺杆位移的比值确定中间压力。
26.如权利要求24或25的方法,其中应用在步骤(6)中的所述持续(holding)时间值大于在步骤(1)中定义的值的1-3倍。
27.如权利要求24-26中任一项的方法,其中所述预定预置值为2倍注射时间和1秒之中较大者。
28.如权利要求中24-27中任一项的方法,其中所述稳定化出现在所述压力行程变化小于连续测量结果之间的预定公差时。
29.如权利要求中24-28中任一项的方法,其中在步骤(4)中所述持续(holding)时间增加5%-50%。
30.如权利要求中29的方法,其中在步骤(4)中所述持续(holding)时间增加约20%。
31.如权利要求中24-30中任一项的方法,其中所述预定公差在2%和10%之间。
32.如权利要求中31中的方法,其中所述预定公差约为5%。
33.一种用于注塑机调整工艺的自动化最优方法,所述机器用于制造注塑制件,且包括注射螺杆和可成形的注射速度,包括的步骤有:
(1)确定最佳填充量,包括:
(i)用所述机器制造一个或多个制件;
(ii)检查所述制件的缺陷;
(iii)根据溢料减小注射行程或根据欠注射增大注射行程,及
(iv)根据溢料减小注射速度或根据欠注射增大注射速度,其中如果发现步骤(iii)基本无效或基本无进一步的效果,则在步骤(iii)后应用步骤(iv)或者发现步骤(iv)基本无效或基本无更进一步效果,则在步骤(iv)后应用步骤(iii),由此减少所述缺陷;
(2)确定最佳注射速度分布图,包括:
(i)用所述机器制造一个或多个制件;
(ii)通过测量注射压力确定注射压力分布图,注射压力是所述机器以基本不变的所希望的注射速度成形所经历的时间的函数;
(iii)测量为所经过注射时间的函数的注射速度并确定所述测得注射速度的分布图;
(iv)在测得的注射速度压力分布图基本不变的状况下,由所述压力分布图定义平均压力分布图;
(v)根据所述压力分布图在至少一部分注射速度阶段调整所述速度分布图,以减少所述压力分布图和所述平均压力分布图之间的差距,由此,能减少在所述压力分布图中的奇点;
(3)根据检查用所述中间设备制造的所述制件中的质量缺陷,修改在步骤(1)和(2)之后得到的后速度控制阶段中间设备,以减少所述缺陷;
(4)一种将回程减小到令人满意的水平以确定临界保压(packing)/持续(holding)压力的方法,包括:
(i)设定初始保压(packing)/持续(holding)压力为一个预置的低压力;
(ii)进行至少部分注射循环;
(iii)由在所述至少部分循环期间螺杆位移的变化来确定回程;
(iv)增大所述初始保压(packing)/持续(holding)/压力;和
(v)如果回程是不能令人接受的高,则重复步骤(iii)和(iv)直到回程减小到预定的可接受的水平,或初始保压(packing)/持续(holding)压力达到最大机器压力;
(5)由螺杆位移测量结果推断材料固化时间以确定一个最佳保压(packing)/持续(holding)压力分布图,包括:
(i)定义持续(holding)时间等于一个预定的预置值;
(ii)进行至少一部分注射循环;
(iii)测量压力行程,它是所述螺杆在保压(packing)时间和所述持续(holding)时间之间的位移变化;
(iv)增加所述持续(holding)时间;
(v)重复步骤(iii)和(iv)直到所述压力行程稳定化或所生产的制件令人满意;
(vi)在所述保压(packing)时间和所述持续(holding)时间之间,定义螺杆位移和与在所述保压(packing)时间及持续(holding)时间的螺杆位移相一致的时间之间的线性关系;
(vii)定义浇口冷固时间作为所述螺杆位移和所述线性关系之间的最大差值的时间,由此,由所述螺杆位移的测量结果提供所述浇口冷固时间值;
(6)为了减少所述缺陷,根据用所述初步设备制造的所述制件检查出的缺陷,修改在步骤(1)-(5)之后得到的后压力控制阶段初步设备。
34.如权利要求33的方法,其中步骤(4)的步骤(iii)包括由所述螺杆在保压(packing)时间的位移测量结果确定回程,包括的步骤有
(a)用所述机器制造一个或多个制件;
(b)将速度控制阶段的压力终点值定义为第1压力和定义持续(holding)时间压力为第2压力;
(c)在第1压力及所述第2压力之间,定义保压(packing)/持续(holding)压力和与上述第1压力及所述第2压力的时间相一致的时间之间的线性关系;
(d)定义所述保压(packing)时间为测得的熔体压力和所述线性关系之间最大差值的时间,或作为转换点,如果所测熔体压力在转换点后增加;
(e)确定第1螺杆位移是在保压(packing)/持续(holding)阶段内所述保压(packing)时间之前所述螺杆的最小位移和确定第2螺杆位移是所述螺杆在所述保压(packing)时间的位移;和
(f)由所述第1和第2螺杆位移之差值计算所述回程;由此能由在保压(packing)时间所述螺杆的位移测量结果确定所述回程。
35.如权利要求33或34的方法,其中步骤(5)包括的附加步骤有:
(viii)重复步骤(vi)和(vii)并在所述保压(packing)时间和所述浇口冷固时间之间定义一初始固化时间;
(ix)重复步骤(vi)和(vii)并在所述保压(packing)时间和所述初始固化时间之间定义一中间固化时间;和
(x)参考所述保压(packing)时间,由在所述中间时间和所述浇口冷固时间的螺杆位移的比值确定中间压力。
36.如前述权利要求中任一项的方法,包括:
确定所述机器的速度控制响应时间,及使用的时间间隔等于或大于所述响应时间。
37.如权利要求36的方法,其中所述时间间隔大于所述响应时间1.5倍,更优选等于2倍所述响应时间。
38.如前述权利要求中之任一项的方法,其中注嘴熔体压力,注射缸液压压力,作用在所述螺杆上的向前推力,或任何其它与所述注嘴熔体压力成正比或相等的测量值,被用作测量、代替或确定注射压力。
39.如权利要求38的方法,其中所述注射缸液压压力被用作测量或确定所述注射压力。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AUPP1768 | 1998-02-12 | ||
| AUPP1768A AUPP176898A0 (en) | 1998-02-12 | 1998-02-12 | Automated machine technology for thermoplastic injection molding |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1296440A CN1296440A (zh) | 2001-05-23 |
| CN1106260C true CN1106260C (zh) | 2003-04-23 |
Family
ID=3806036
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN99804997A Expired - Fee Related CN1106260C (zh) | 1998-02-12 | 1999-01-29 | 用于热塑性塑料注塑成型的自动模塑技术 |
Country Status (12)
| Country | Link |
|---|---|
| US (2) | US7037452B1 (zh) |
| EP (3) | EP1818156A3 (zh) |
| JP (1) | JP2002502733A (zh) |
| CN (1) | CN1106260C (zh) |
| AT (2) | ATE365622T1 (zh) |
| AU (1) | AUPP176898A0 (zh) |
| BR (1) | BR9907977B1 (zh) |
| CA (1) | CA2320294A1 (zh) |
| DE (2) | DE69936385T2 (zh) |
| HK (1) | HK1036952A1 (zh) |
| ID (1) | ID26966A (zh) |
| WO (1) | WO1999041057A1 (zh) |
Families Citing this family (63)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI232162B (en) * | 2003-04-04 | 2005-05-11 | Sumitomo Heavy Industries | Injection-molding machine and method of controlling injection-molding machine |
| US7580771B2 (en) * | 2004-10-19 | 2009-08-25 | Husky Injection Molding Systems Ltd. | Intelligent molding environment and method of configuring a molding system |
| US8482496B2 (en) | 2006-01-06 | 2013-07-09 | Pixtronix, Inc. | Circuits for controlling MEMS display apparatus on a transparent substrate |
| US9229222B2 (en) | 2005-02-23 | 2016-01-05 | Pixtronix, Inc. | Alignment methods in fluid-filled MEMS displays |
| US9158106B2 (en) | 2005-02-23 | 2015-10-13 | Pixtronix, Inc. | Display methods and apparatus |
| US20070205969A1 (en) | 2005-02-23 | 2007-09-06 | Pixtronix, Incorporated | Direct-view MEMS display devices and methods for generating images thereon |
| US9082353B2 (en) | 2010-01-05 | 2015-07-14 | Pixtronix, Inc. | Circuits for controlling display apparatus |
| US8310442B2 (en) | 2005-02-23 | 2012-11-13 | Pixtronix, Inc. | Circuits for controlling display apparatus |
| US9261694B2 (en) | 2005-02-23 | 2016-02-16 | Pixtronix, Inc. | Display apparatus and methods for manufacture thereof |
| US7999994B2 (en) | 2005-02-23 | 2011-08-16 | Pixtronix, Inc. | Display apparatus and methods for manufacture thereof |
| US8519945B2 (en) | 2006-01-06 | 2013-08-27 | Pixtronix, Inc. | Circuits for controlling display apparatus |
| US8159428B2 (en) | 2005-02-23 | 2012-04-17 | Pixtronix, Inc. | Display methods and apparatus |
| CN1314528C (zh) * | 2005-03-08 | 2007-05-09 | 华南理工大学 | 聚合物动态注射流变特性与行为检测方法及设备 |
| US8526096B2 (en) | 2006-02-23 | 2013-09-03 | Pixtronix, Inc. | Mechanical light modulators with stressed beams |
| US8097191B2 (en) * | 2006-07-28 | 2012-01-17 | Wisconsin Alumni Research Foundation | Injection molding quality control system |
| US9176318B2 (en) | 2007-05-18 | 2015-11-03 | Pixtronix, Inc. | Methods for manufacturing fluid-filled MEMS displays |
| JP4156654B1 (ja) * | 2007-07-19 | 2008-09-24 | ファナック株式会社 | 射出成形機 |
| US7840306B2 (en) * | 2007-08-23 | 2010-11-23 | Husky Injection Molding Systems Ltd. | Molding-system set-up based on molded-part attribute |
| US8169679B2 (en) | 2008-10-27 | 2012-05-01 | Pixtronix, Inc. | MEMS anchors |
| JP4970406B2 (ja) * | 2008-11-06 | 2012-07-04 | 日精樹脂工業株式会社 | 射出成形機の型締力設定方法 |
| JP4805994B2 (ja) * | 2008-11-06 | 2011-11-02 | 日精樹脂工業株式会社 | 射出成形機の型締力設定方法 |
| AT507593B1 (de) * | 2008-11-21 | 2011-05-15 | Keba Ag | Einstellverfahren zum teilautomatischen herstellen einer prozessfähigen grundeinstellung für eine spritzgiessmaschine |
| DE102009000938B4 (de) * | 2009-02-17 | 2015-05-21 | Battenfeld-Cincinnati Germany Gmbh | Verfahren zum Steuern einer Extrusionslinie |
| TWI540038B (zh) * | 2009-05-07 | 2016-07-01 | Krauss Maffei Tech Gmbh | An injection molding machine, a control device for the injection molding machine, and a method of developing the temperature curve in the control device |
| EP2323050A1 (de) * | 2009-10-16 | 2011-05-18 | Bayer MaterialScience AG | Computer-implementiertes Verfahren zum Optimieren eines Spritzgussprozesses zur Herstellung dickwandiger Bauteile |
| CN104916258B (zh) | 2010-02-02 | 2018-02-16 | 追踪有限公司 | 用于控制显示装置的电路 |
| US8562334B2 (en) | 2010-11-22 | 2013-10-22 | R&D Tool & Engineering Co. | Injection blow molding system with enhanced parison neck mold configuration |
| US9132581B2 (en) | 2010-11-22 | 2015-09-15 | R&D Tools & Engineering Co. | Injection blow molding system with enhanced parison mold configuration |
| US8877117B2 (en) | 2010-11-22 | 2014-11-04 | R&D Tool & Engineering Co. | Injection blow molding system with enhanced parison temperature control |
| US8523556B2 (en) | 2010-11-22 | 2013-09-03 | R&D Tool & Engineering Co. | Injection blow molding system with enhanced parison body mold configuration |
| US8512625B2 (en) | 2010-11-22 | 2013-08-20 | R&D Tool & Engineering Co. | Injection blow molding system with enhanced heat transfer channel configuration |
| US8512028B2 (en) | 2010-11-22 | 2013-08-20 | R&D Tool & Engineering Co. | Injection blow molding system with enhanced supply of heat transfer fluid to parison molds |
| JP5848044B2 (ja) * | 2011-06-30 | 2016-01-27 | 株式会社ユーシン精機 | 成形品取出機 |
| DE102012104885B4 (de) * | 2012-06-05 | 2021-03-18 | Hbf Fertigungssteuerungssysteme Dr. Bauer Kg | Verfahren zum fehlerfreien Betrieb einer Fertigungsmaschine |
| CN103575554B (zh) * | 2012-07-18 | 2016-01-06 | 肇庆星诺奇传动科技有限公司 | 注塑模具的试模工艺 |
| US9134552B2 (en) | 2013-03-13 | 2015-09-15 | Pixtronix, Inc. | Display apparatus with narrow gap electrostatic actuators |
| CN103350809B (zh) * | 2013-06-24 | 2016-04-27 | 梁国彬 | 塑料箩筐制造方法 |
| AT514836B1 (de) * | 2013-09-30 | 2015-06-15 | Engel Austria Gmbh | Verfahren zur Bestimmung eines Siegelpunktes |
| US10543629B2 (en) * | 2014-12-11 | 2020-01-28 | Inglass S.P.A. | Method and apparatus for injection molding of plastic materials |
| CA2984911A1 (en) * | 2015-06-30 | 2017-01-05 | iMFLUX Inc. | Method of injection molding with constant-velocity flow front control |
| CN105082488B (zh) * | 2015-08-14 | 2017-07-28 | 广州市香港科大霍英东研究院 | 一种注塑设备自适应控制系统及控制方法 |
| DE102015117237B3 (de) * | 2015-10-09 | 2017-03-23 | Kraussmaffei Technologies Gmbh | Verfahren zur Bestimmung eines realen Volumens einer spritzgießfähigen Masse in einem Spritzgießprozess |
| US20180284739A1 (en) * | 2016-03-28 | 2018-10-04 | Mitsubishi Electric Corporation | Quality control apparatus, quality control method, and quality control program |
| EP3267269A1 (de) | 2016-07-04 | 2018-01-10 | Heiko Bauer | Simulations-basierte regelung eines fertigungssystems |
| CN106273206B (zh) * | 2016-08-18 | 2019-01-01 | 天津华夏联盛汽车部件有限公司 | 一种前保险杠面罩注塑加工工艺 |
| CA3035741A1 (en) | 2016-09-01 | 2018-03-08 | iMFLUX Inc. | Injection molding system with discretely-adjustable variable control |
| WO2018045143A1 (en) * | 2016-09-01 | 2018-03-08 | iMFLUX Inc. | Injection molding system with user-adjustable variables |
| CN106476198B (zh) * | 2016-12-27 | 2019-08-16 | 武汉燎原模塑有限公司 | 汽车保险杠总成注塑成型工艺方法 |
| US11034070B2 (en) | 2017-06-29 | 2021-06-15 | iMFLUX Inc. | Real time material and velocity control in a molding system |
| WO2019213380A1 (en) * | 2018-05-02 | 2019-11-07 | iMFLUX Inc. | Systems and methods for controlling injection molding using predicted cavity pressure |
| US11850782B2 (en) | 2018-05-04 | 2023-12-26 | Innovative Molding Products Company | Controlling filling at least one cavity using an in-mold switch |
| WO2019236199A1 (en) | 2018-06-05 | 2019-12-12 | iMFLUX Inc. | Method for simultaneous closed loop control of gas assist and gas counter pressure in an injection molding process relative to plastic melt pressure and plastic melt flow position |
| DE102018123361A1 (de) * | 2018-09-23 | 2020-03-26 | Arburg Gmbh + Co Kg | Verfahren zur Steuerung einer Maschine zur Verarbeitung von Kunststoffen |
| EP4164856A1 (en) * | 2020-06-15 | 2023-04-19 | iMFLUX Inc. | Largest empty corner rectangle based process development |
| CN112107084B (zh) * | 2020-08-10 | 2022-05-17 | 福建浔兴拉链科技股份有限公司 | 一种链牙、链牙制备方法及具有该链牙的拉链 |
| CN111967626A (zh) * | 2020-08-29 | 2020-11-20 | 广东伟达智能装备股份有限公司 | 一种自动质检方法 |
| JP2022057084A (ja) * | 2020-09-30 | 2022-04-11 | 住友重機械工業株式会社 | 射出成形機 |
| CN113059767B (zh) * | 2021-03-11 | 2022-05-27 | 青岛职业技术学院 | 一种高效注塑模具生产用冷却装置 |
| AT525189B1 (de) | 2021-06-16 | 2023-06-15 | Engel Austria Gmbh | Verfahren und Computerprogrammprodukt zum Verbessern einer Zykluszeit |
| WO2022271617A1 (en) * | 2021-06-21 | 2022-12-29 | iMFLUX Inc. | Optimal compression rate process development |
| CN113878829B (zh) * | 2021-08-31 | 2023-05-12 | 东风汽车集团股份有限公司 | 基于Moldflow的汽车保险杠注塑成型工艺方法、设备及存储介质 |
| CN113927855B (zh) * | 2021-09-24 | 2023-12-29 | 天津职业技术师范大学(中国职业培训指导教师进修中心) | 基于灰色关联分析的注塑模腔压力转压方式预测方法 |
| EP4253000A1 (de) * | 2022-03-30 | 2023-10-04 | ENGEL AUSTRIA GmbH | Herstellung von kunststoffbauteilen mit reduzierten mikrofehlstellen |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5518671A (en) * | 1993-10-20 | 1996-05-21 | Nissei Plastic Industrial Co., Ltd. | Method of setting molding conditions for an injection molding machine |
Family Cites Families (98)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3721486A (en) * | 1970-01-13 | 1973-03-20 | A Bramley | Light scanning by interference grating and method |
| US3767339A (en) * | 1971-11-01 | 1973-10-23 | Hunkar Instr Dev Labor Inc | Injection molding control |
| US3941534A (en) * | 1971-11-01 | 1976-03-02 | Hunkar Laboratories, Inc. | Injection molding control system |
| US3860801A (en) * | 1973-06-19 | 1975-01-14 | Denes B Hunkar | Injection molding control |
| US3889849A (en) * | 1973-12-26 | 1975-06-17 | Gen Electric | Shot volume and cushion point control for injection molding apparatus |
| US4311446A (en) * | 1974-01-21 | 1982-01-19 | Usm Corporation | Injection molding machine controls |
| US4387952A (en) * | 1981-03-27 | 1983-06-14 | Spectra-Physics, Inc. | Single axis beam scanner |
| US4428643A (en) * | 1981-04-08 | 1984-01-31 | Xerox Corporation | Optical scanning system with wavelength shift correction |
| JPS58145916A (ja) * | 1982-02-24 | 1983-08-31 | Hitachi Ltd | デイスク型レンズ光走査器 |
| JPS599626A (ja) * | 1982-07-08 | 1984-01-19 | Ricoh Co Ltd | 光偏向器 |
| IL67599A (en) * | 1982-12-31 | 1986-09-30 | Laser Ind Ltd | Control apparatus particularly useful for controlling a laser |
| JPS60148566A (ja) * | 1984-01-13 | 1985-08-05 | 株式会社東芝 | レ−ザ治療装置 |
| IL75998A0 (en) * | 1984-08-07 | 1985-12-31 | Medical Laser Research & Dev C | Laser system for providing target tissue specific energy deposition |
| US5018803A (en) * | 1985-02-04 | 1991-05-28 | Robotic Vision Systems, Inc. | Three-dimensional volumetric sensor |
| US5192278A (en) * | 1985-03-22 | 1993-03-09 | Massachusetts Institute Of Technology | Multi-fiber plug for a laser catheter |
| US5484432A (en) * | 1985-09-27 | 1996-01-16 | Laser Biotech, Inc. | Collagen treatment apparatus |
| US4923262A (en) * | 1985-11-06 | 1990-05-08 | Holographix, Inc. | Scanner system having rotating deflector hologram |
| GB2184021A (en) * | 1985-12-13 | 1987-06-17 | Micra Ltd | Laser treatment apparatus for port wine stains |
| DE3780322D1 (de) * | 1986-02-14 | 1992-08-20 | Demag Kunststofftech | Verfahren und einrichtung zur regelung des spritzgiessprozesses. |
| US5336217A (en) * | 1986-04-24 | 1994-08-09 | Institut National De La Sante Et De La Recherche Medicale (Insepm) | Process for treatment by irradiating an area of a body, and treatment apparatus usable in dermatology for the treatment of cutaneous angio dysplasias |
| JPH07115399B2 (ja) * | 1988-03-28 | 1995-12-13 | ファナック株式会社 | 射出成形機の成形条件記録装置 |
| US4923263A (en) * | 1988-09-22 | 1990-05-08 | The United States Of America As Represented By The Secretary Of The Army | Rotating mirror optical scanning device |
| US5057104A (en) * | 1989-05-30 | 1991-10-15 | Cyrus Chess | Method and apparatus for treating cutaneous vascular lesions |
| US5578256A (en) * | 1990-03-28 | 1996-11-26 | Moldflow Pty, Ltd | Control of injection moulding machine |
| US5312396A (en) * | 1990-09-06 | 1994-05-17 | Massachusetts Institute Of Technology | Pulsed laser system for the surgical removal of tissue |
| US5280378A (en) * | 1990-10-19 | 1994-01-18 | I.L. Med, Inc. | Cyclically scanned medical laser |
| US5182659A (en) * | 1991-02-20 | 1993-01-26 | Holographix, Inc. | Holographic recording and scanning system and method |
| US5817089A (en) * | 1991-10-29 | 1998-10-06 | Thermolase Corporation | Skin treatment process using laser |
| US5423803A (en) * | 1991-10-29 | 1995-06-13 | Thermotrex Corporation | Skin surface peeling process using laser |
| US5344418A (en) * | 1991-12-12 | 1994-09-06 | Shahriar Ghaffari | Optical system for treatment of vascular lesions |
| IL100664A0 (en) * | 1992-01-15 | 1992-09-06 | Laser Ind Ltd | Method and apparatus for controlling a laser beam |
| US5370518A (en) * | 1992-01-29 | 1994-12-06 | Kabushiki Kaisha Komatsu Seisakusho | Apparatus for injection and compression molding |
| US5643252A (en) * | 1992-10-28 | 1997-07-01 | Venisect, Inc. | Laser perforator |
| US5309272A (en) * | 1992-12-11 | 1994-05-03 | Xerox Corporation | Dual pass binary diffractive optical element scanner |
| US5470218A (en) * | 1993-07-07 | 1995-11-28 | Wheaton Inc. | Graphical interface driven injection blow molding apparatus |
| EG20471A (en) * | 1993-07-12 | 1999-05-31 | Thermotrex Corp | Hair removal device and method |
| US5885211A (en) * | 1993-11-15 | 1999-03-23 | Spectrix, Inc. | Microporation of human skin for monitoring the concentration of an analyte |
| JP2756077B2 (ja) * | 1993-12-27 | 1998-05-25 | 東芝機械株式会社 | 射出成形機の射出成形速度条件自動設定方法 |
| US5616140A (en) * | 1994-03-21 | 1997-04-01 | Prescott; Marvin | Method and apparatus for therapeutic laser treatment |
| CA2131750C (en) * | 1994-07-26 | 2000-11-21 | Nikolai I. Tankovich | Improved hair removal method |
| US5639487A (en) | 1994-12-09 | 1997-06-17 | Rjg Technologies, Inc. | Mold core-pin deflection transducer |
| US5735844A (en) * | 1995-02-01 | 1998-04-07 | The General Hospital Corporation | Hair removal using optical pulses |
| US5595568A (en) * | 1995-02-01 | 1997-01-21 | The General Hospital Corporation | Permanent hair removal using optical pulses |
| WO1996033538A1 (en) * | 1995-04-17 | 1996-10-24 | Coherent, Inc. | High repetition rate erbium: yag laser for tissue ablation |
| US6241753B1 (en) * | 1995-05-05 | 2001-06-05 | Thermage, Inc. | Method for scar collagen formation and contraction |
| US5646764A (en) * | 1995-05-17 | 1997-07-08 | The United States Of America As Represented By The Secretary Of The Air Force | Optical beam scanner with rotating transmissive optics |
| JP3018957B2 (ja) * | 1995-06-06 | 2000-03-13 | 株式会社新潟鉄工所 | 射出成形機の最適成形条件設定システム |
| US5964749A (en) * | 1995-09-15 | 1999-10-12 | Esc Medical Systems Ltd. | Method and apparatus for skin rejuvenation and wrinkle smoothing |
| US6083217A (en) * | 1995-11-29 | 2000-07-04 | Lumedics, Ltd. | Destruction for unwanted tissue by deep laser heating of water |
| US5897549A (en) * | 1995-11-29 | 1999-04-27 | Lumedics, Ltd. | Transformation of unwanted tissue by deep laser heating of water |
| US5898591A (en) * | 1996-08-12 | 1999-04-27 | Hettinga; Siebolt | Article of manufacture having computer readable program code for molding an article and method of molding an article by providing computer readable program code |
| US6096029A (en) * | 1997-02-24 | 2000-08-01 | Laser Skin Toner, Inc. | Laser method for subsurface cutaneous treatment |
| US6106514A (en) * | 1996-08-12 | 2000-08-22 | O'donnell, Jr.; Francis E. | Laser method for subsurface cutaneous treatment |
| US5759200A (en) * | 1996-09-04 | 1998-06-02 | Azar; Zion | Method of selective photothermolysis |
| US6015404A (en) * | 1996-12-02 | 2000-01-18 | Palomar Medical Technologies, Inc. | Laser dermatology with feedback control |
| US6517532B1 (en) * | 1997-05-15 | 2003-02-11 | Palomar Medical Technologies, Inc. | Light energy delivery head |
| US7204832B2 (en) * | 1996-12-02 | 2007-04-17 | Pálomar Medical Technologies, Inc. | Cooling system for a photo cosmetic device |
| US6162211A (en) * | 1996-12-05 | 2000-12-19 | Thermolase Corporation | Skin enhancement using laser light |
| US6190376B1 (en) * | 1996-12-10 | 2001-02-20 | Asah Medico A/S | Apparatus for tissue treatment |
| US5906609A (en) * | 1997-02-05 | 1999-05-25 | Sahar Technologies | Method for delivering energy within continuous outline |
| US5810801A (en) * | 1997-02-05 | 1998-09-22 | Candela Corporation | Method and apparatus for treating wrinkles in skin using radiation |
| US6171302B1 (en) * | 1997-03-19 | 2001-01-09 | Gerard Talpalriu | Apparatus and method including a handpiece for synchronizing the pulsing of a light source |
| AU7568698A (en) * | 1997-05-15 | 1998-12-08 | General Hospital Corporation, The | Method and apparatus for dermatology treatment |
| AUPO790397A0 (en) * | 1997-07-16 | 1997-08-07 | Lions Eye Institute Of Western Australia Incorporated, The | Laser scanning apparatus and method |
| US6074382A (en) * | 1997-08-29 | 2000-06-13 | Asah Medico A/S | Apparatus for tissue treatment |
| DE69926348T2 (de) * | 1998-03-12 | 2006-06-01 | Palomar Medical Technologies, Inc., Burlington | System zur elektromagnetischen bestrahlung der haut |
| US6579283B1 (en) * | 1998-05-22 | 2003-06-17 | Edward L. Tobinick | Apparatus and method employing a single laser for removal of hair, veins and capillaries |
| DE19823947A1 (de) * | 1998-05-28 | 1999-12-02 | Baasel Carl Lasertech | Verfahren und Vorrichtung zum oberflächlichen Erwärmen von Gewebe |
| US6126655A (en) * | 1998-08-11 | 2000-10-03 | The General Hospital Corporation | Apparatus and method for selective laser-induced heating of biological tissue |
| DE19836649C2 (de) * | 1998-08-13 | 2002-12-19 | Zeiss Carl Meditec Ag | Medizinisches Handstück |
| US6219575B1 (en) * | 1998-10-23 | 2001-04-17 | Babak Nemati | Method and apparatus to enhance optical transparency of biological tissues |
| US6200308B1 (en) * | 1999-01-29 | 2001-03-13 | Candela Corporation | Dynamic cooling of tissue for radiation treatment |
| US6533774B1 (en) * | 1999-02-26 | 2003-03-18 | Nidek Co., Ltd. | Laser depilation apparatus |
| JP3188426B2 (ja) * | 1999-03-12 | 2001-07-16 | ヤーマン株式会社 | レーザ光照射プローブ |
| US6569155B1 (en) * | 1999-03-15 | 2003-05-27 | Altus Medical, Inc. | Radiation delivery module and dermal tissue treatment method |
| US6375672B1 (en) * | 1999-03-22 | 2002-04-23 | Board Of Trustees Of Michigan State University | Method for controlling the chemical and heat induced responses of collagenous materials |
| US6733492B2 (en) * | 1999-05-31 | 2004-05-11 | Nidek Co., Ltd. | Laser treatment apparatus |
| US6413267B1 (en) * | 1999-08-09 | 2002-07-02 | Theralase, Inc. | Therapeutic laser device and method including noninvasive subsurface monitoring and controlling means |
| US6406474B1 (en) * | 1999-09-30 | 2002-06-18 | Ceramoptec Ind Inc | Device and method for application of radiation |
| US6758845B1 (en) * | 1999-10-08 | 2004-07-06 | Lumenis Inc. | Automatic firing apparatus and methods for laser skin treatment over large areas |
| US6530944B2 (en) * | 2000-02-08 | 2003-03-11 | Rice University | Optically-active nanoparticles for use in therapeutic and diagnostic methods |
| US6613040B2 (en) * | 2000-06-30 | 2003-09-02 | Nikolai Tankovich | Twin light laser |
| US6569156B1 (en) * | 2000-06-30 | 2003-05-27 | Nikolai Tankovich | Medical cosmetic laser with second wavelength enhancement |
| US6544257B2 (en) * | 2000-07-03 | 2003-04-08 | Olympus Optical Co., Ltd. | Thermal treatment apparatus |
| US6529543B1 (en) * | 2000-11-21 | 2003-03-04 | The General Hospital Corporation | Apparatus for controlling laser penetration depth |
| JP2002165893A (ja) * | 2000-12-01 | 2002-06-11 | Nidek Co Ltd | レーザ治療装置 |
| JP4034941B2 (ja) * | 2001-02-28 | 2008-01-16 | 株式会社ニデック | レーザ治療装置 |
| AU2002316500A1 (en) * | 2001-07-02 | 2003-01-21 | Palomar Medical Technologies, Inc. | Laser device for medical/cosmetic procedures |
| US7126585B2 (en) * | 2001-08-17 | 2006-10-24 | Jeffery Davis | One chip USB optical mouse sensor solution |
| US7505811B2 (en) * | 2001-11-19 | 2009-03-17 | Dune Medical Devices Ltd. | Method and apparatus for examining tissue for predefined target cells, particularly cancerous cells, and a probe useful in such method and apparatus |
| TWI263942B (en) * | 2001-12-05 | 2006-10-11 | Em Microelectronic Marin Sa | Method and sensing device for motion detection in an optical pointing device, such as an optical mouse |
| US20050049582A1 (en) * | 2001-12-12 | 2005-03-03 | Debenedictis Leonard C. | Method and apparatus for fractional photo therapy of skin |
| US20030109860A1 (en) * | 2001-12-12 | 2003-06-12 | Michael Black | Multiple laser treatment |
| US20040082940A1 (en) * | 2002-10-22 | 2004-04-29 | Michael Black | Dermatological apparatus and method |
| BR0311901A (pt) * | 2002-06-19 | 2005-04-05 | Gen Hospital Corp | Processo e aparelho para tratamento fototérmico de tecido a fundo |
| EP1555948A2 (en) * | 2002-10-23 | 2005-07-27 | Palomar Medical Technologies, Inc. | Phototreatment device for use with coolants and topical substances |
| KR100545062B1 (ko) * | 2002-11-22 | 2006-01-24 | 삼성전기주식회사 | 광 마우스의 이미지 데이터 처리방법 |
| US7090670B2 (en) * | 2003-12-31 | 2006-08-15 | Reliant Technologies, Inc. | Multi-spot laser surgical apparatus and method |
-
1998
- 1998-02-12 AU AUPP1768A patent/AUPP176898A0/en not_active Abandoned
-
1999
- 1999-01-29 ID IDW20001771A patent/ID26966A/id unknown
- 1999-01-29 BR BRPI9907977-1A patent/BR9907977B1/pt not_active IP Right Cessation
- 1999-01-29 EP EP07009737A patent/EP1818156A3/en not_active Withdrawn
- 1999-01-29 AT AT99903536T patent/ATE365622T1/de not_active IP Right Cessation
- 1999-01-29 EP EP99903536A patent/EP1091842B1/en not_active Expired - Lifetime
- 1999-01-29 DE DE69936385T patent/DE69936385T2/de not_active Expired - Lifetime
- 1999-01-29 JP JP2000531289A patent/JP2002502733A/ja active Pending
- 1999-01-29 CA CA002320294A patent/CA2320294A1/en not_active Abandoned
- 1999-01-29 CN CN99804997A patent/CN1106260C/zh not_active Expired - Fee Related
- 1999-01-29 DE DE69937075T patent/DE69937075T2/de not_active Expired - Lifetime
- 1999-01-29 AT AT04007867T patent/ATE372202T1/de not_active IP Right Cessation
- 1999-01-29 EP EP04007867A patent/EP1439046B1/en not_active Expired - Lifetime
- 1999-01-29 WO PCT/AU1999/000067 patent/WO1999041057A1/en active IP Right Grant
- 1999-01-29 US US09/601,955 patent/US7037452B1/en not_active Expired - Lifetime
-
2001
- 2001-11-13 HK HK01107978A patent/HK1036952A1/xx not_active IP Right Cessation
-
2006
- 2006-04-18 US US11/379,117 patent/US7431870B2/en not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5518671A (en) * | 1993-10-20 | 1996-05-21 | Nissei Plastic Industrial Co., Ltd. | Method of setting molding conditions for an injection molding machine |
Also Published As
| Publication number | Publication date |
|---|---|
| BR9907977A (pt) | 2000-10-17 |
| DE69937075T2 (de) | 2008-05-29 |
| EP1439046B1 (en) | 2007-09-05 |
| ID26966A (id) | 2001-02-22 |
| HK1036952A1 (en) | 2002-01-25 |
| JP2002502733A (ja) | 2002-01-29 |
| DE69936385T2 (de) | 2008-03-06 |
| EP1091842B1 (en) | 2007-06-27 |
| AUPP176898A0 (en) | 1998-03-05 |
| WO1999041057A1 (en) | 1999-08-19 |
| DE69937075D1 (de) | 2007-10-18 |
| EP1818156A3 (en) | 2007-12-26 |
| US20060197247A1 (en) | 2006-09-07 |
| CA2320294A1 (en) | 1999-08-19 |
| ATE365622T1 (de) | 2007-07-15 |
| CN1296440A (zh) | 2001-05-23 |
| US7037452B1 (en) | 2006-05-02 |
| EP1091842A4 (en) | 2003-09-03 |
| ATE372202T1 (de) | 2007-09-15 |
| EP1091842A1 (en) | 2001-04-18 |
| EP1818156A2 (en) | 2007-08-15 |
| DE69936385D1 (de) | 2007-08-09 |
| BR9907977B1 (pt) | 2009-05-05 |
| EP1439046A1 (en) | 2004-07-21 |
| US7431870B2 (en) | 2008-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1106260C (zh) | 用于热塑性塑料注塑成型的自动模塑技术 | |
| CN1141232A (zh) | 喷塑机用模制条件优化系统 | |
| CN1301844C (zh) | 注射压缩模塑设备及方法 | |
| CN1080635C (zh) | 塑料模塑品及其成形方法、模具及成形装置 | |
| CN1032907C (zh) | 制品的成型设备 | |
| CN1391512A (zh) | 具有流量控制的总管系统 | |
| CN1649715A (zh) | 发泡注射成形方法 | |
| CN1062208C (zh) | 树脂的注射成型方法 | |
| CN1082878C (zh) | 塑料成形品的成形方法及其成形用金属模 | |
| CN1726108A (zh) | 用于制造三维产品的装置和方法 | |
| CN101041258A (zh) | 有转移性强的转移面的制品的模塑方法和设备及制造的制品 | |
| CN1068825C (zh) | 制造中空树脂成形体而改良的注塑成形方法 | |
| CN1807161A (zh) | 液压控制设备和操作特性获取设备 | |
| CN1661642A (zh) | 目标值加工装置、温度调节器、控制过程执行系统和方法 | |
| CN1806216A (zh) | 相对压力控制系统和相对流量控制系统 | |
| CN1233519C (zh) | 电注射成型机及其注射速度和注射压力的控制方法 | |
| CN1292147C (zh) | 油井、油井底区域和地层参数的确定方法以及实施该方法的设备 | |
| CN1726119A (zh) | 注射成型方法和设备 | |
| CN1055504A (zh) | 注塑成型机的注塑控制方法 | |
| CN1063133C (zh) | 中空注塑成型一体化轴型回转件的方法 | |
| CN1723109A (zh) | 成形方法及树脂成形体 | |
| CN1539619A (zh) | 注塑品的制造参数确定方法和制造方法、注塑装置及程序 | |
| CN1917995A (zh) | 注塑成型机 | |
| CN1280909A (zh) | 通过预先确定其硫化程度来硫化轮胎的方法 | |
| CN1319744C (zh) | 液体喷射头 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20030423 Termination date: 20100129 |