CN110536771B - 助焊剂组合物、焊膏组合物 - Google Patents
助焊剂组合物、焊膏组合物 Download PDFInfo
- Publication number
- CN110536771B CN110536771B CN201880025625.XA CN201880025625A CN110536771B CN 110536771 B CN110536771 B CN 110536771B CN 201880025625 A CN201880025625 A CN 201880025625A CN 110536771 B CN110536771 B CN 110536771B
- Authority
- CN
- China
- Prior art keywords
- flux
- composition
- solder paste
- paste composition
- examples
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/362—Selection of compositions of fluxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3612—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with organic compounds as principal constituents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/26—Selection of soldering or welding materials proper with the principal constituent melting at less than 400 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/26—Selection of soldering or welding materials proper with the principal constituent melting at less than 400 degrees C
- B23K35/262—Sn as the principal constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C13/00—Alloys based on tin
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3489—Composition of fluxes; Methods of application thereof; Other methods of activating the contact surfaces
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
本发明的目的在于提供助焊剂的飞散被抑制的助焊剂组合物和焊膏组合物。含有2,2’‑亚甲基双[6‑(1‑甲基环己基)‑对甲基苯酚]作为防飞散剂的助焊剂组合物。本发明的助焊剂组合物和焊膏组合物可抑制助焊剂的飞散,并且,可抑制经时的粘度升高。
Description
技术领域
本发明涉及助焊剂组合物、焊膏组合物和焊点(solder joint)。
背景技术
对于电子零件向电子设备的基板的接合、组装,使用焊膏组合物的焊接在成本方面和可靠性方面是最有利的,也是最普遍进行的。焊膏组合物是将焊剂粉末与松香、活化剂、触变剂、溶剂等焊剂粉末以外的成分即助焊剂组合物混炼而制成膏状的混合物。
若在向基板涂布焊膏组合物时助焊剂在基板上飞散,则导致对周边的电子零件的污染,因此需要抑制助焊剂的飞散。
另外,焊膏组合物向基板的涂布例如通过使用金属掩模的丝网印刷来进行。因此,为了确保焊膏组合物的印刷性,需要焊膏组合物的粘度适度。但是,有些焊膏组合物的保存稳定性差,且焊膏组合物的粘度有时会经时升高。
作为目前的焊膏组合物,例如提出了含有无铅系焊剂粉末、松香系树脂、活化剂、溶剂和由分子量至少为500的受阻酚系化合物组成的抗氧化剂的焊膏组合物(专利文献1)。
但是,在申请人对专利文献1所述的焊膏组合物进行研究时发现,会发生助焊剂的飞散。
如上所述,期望助焊剂的飞散被抑制的助焊剂组合物和焊膏组合物。
现有技术文献
专利文献
专利文献1:日本专利4447798号。
发明内容
发明所要解决的课题
本发明的目的在于,提供助焊剂的飞散被抑制的焊膏组合物及其所含有的助焊剂组合物。
另外,本发明的目的还在于,提供除了助焊剂的飞散被抑制以外,经时的粘度升高也被抑制的焊膏组合物及其所含有的助焊剂组合物。
解决课题的手段
本发明人为了解决上述课题而深入研究,结果发现,含有特定的防飞散剂的助焊剂组合物和焊膏组合物可抑制焊膏组合物使用时的助焊剂的飞散和经时的粘度升高,从而完成本发明,本发明的具体方案如下所述。
[1] 助焊剂组合物,其含有用下述式(1)表示的防飞散剂:
[化学式1]

式中,
Z为任选取代的亚烷基,
R1和R2各自独立地为任选取代的以下基团:烷基、芳烷基、芳基、杂芳基、环烷基或杂环烷基,
R3和R4各自独立地为任选取代的烷基。
[2] 根据[1]所述的助焊剂组合物,其中,
Z为C1~C6亚烷基,
R1和R2各自独立地为C1~C6烷基或烷基环烷基,
R3和R4各自独立地为C1~C6烷基。
[3] 根据[1]或[2]所述的助焊剂组合物,其中,所述防飞散剂为2,2’-亚甲基双[6-(1-甲基环己基)-对甲基苯酚]。
[4] 根据[1]~[3]中任一项所述的助焊剂组合物,其中,所述防飞散剂的重量比例为0.5~10重量%。
[5] 根据[1]~[4]中任一项所述的助焊剂组合物,其还含有松香、活化剂、触变剂和溶剂。
[6] 焊膏组合物,其含有根据[1]~[5]中任一项所述的助焊剂组合物和焊剂粉末。
[7] 焊点,其中,所述焊点由根据[6]所述的焊膏组合物形成。
发明的效果
本发明的助焊剂组合物和焊膏组合物可抑制助焊剂的飞散。
另外,本发明的助焊剂组合物和焊膏组合物可抑制助焊剂的飞散,并且,可抑制经时的粘度升高。
附图说明
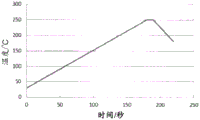
图1是表示飞散的评价试验中的回流焊曲线(reflow profile)的示意图。
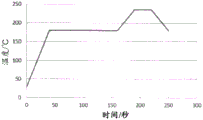
图2是表示焊接性的评价试验中的回流焊曲线的示意图。
具体实施方式
以下对本发明的助焊剂组合物和焊膏组合物进行说明。
本发明中的“助焊剂组合物”或“助焊剂”指焊膏组合物中的焊剂粉末以外的所有成分。在本发明的焊膏组合物中,焊剂粉末和助焊剂组合物的重量比(焊剂粉末:助焊剂组合物)优选80:20~90:10,更优选85:15~90:10。
本发明的助焊剂组合物含有用上述式(1)表示的防飞散剂。
在用式(1)表示的防飞散剂中,Z为任选取代的亚烷基,优选为C1~C6亚烷基,更优选为C1~C3亚烷基,最优选为亚甲基。R1和R2各自独立地为任选取代的以下基团:烷基、芳烷基、芳基、杂芳基、环烷基或杂环烷基,优选为C1~C6烷基或烷基环烷基,更优选为叔丁基或1-甲基环己基,最优选为1-甲基环己基。R3和R4各自独立地为C1~C6烷基,优选为C1~C3烷基,更优选为乙基或甲基,最优选为甲基。作为用式(1)表示的防飞散剂,例如可使用2,2’-亚甲基双(4-甲基-6-叔丁基苯酚)、2,2’-亚甲基双(4-乙基-6-叔丁基苯酚)、2,2’-亚甲基双[6-(1-甲基环己基)-对甲基苯酚],特别是从抑制助焊剂的飞散的观点出发,优选使用2,2’-亚甲基双[6-(1-甲基环己基)-对甲基苯酚]。用上述式(1)表示的防飞散剂相对于本发明中的助焊剂组合物的重量比例优选0.5~10重量%,更优选1~6重量%。
本发明的焊膏组合物含有焊剂粉末。
作为本发明中的焊剂粉末的合金组成,可使用Sn-Ag系合金、Sn-Cu系合金、Sn-Ag-Cu系合金、Sn-In系合金、Sn-Bi系合金、Sn-Sb系合金,和在这些合金中添加Ag、Cu、Ni、Co、P、Ge、Sb、In、Bi、Zn等得到的合金。
本发明的焊膏组合物除了焊剂粉末和用式(1)表示的防飞散剂以外,还可含有松香、活化剂、触变剂和溶剂。
作为松香,可使用氢化松香、酸改性松香、聚合松香、松香酯等。松香相对于本发明中的助焊剂组合物的重量比例优选10~70重量%,更优选30~60重量%。
作为活化剂,可列举出有机酸、胺氢卤酸盐、有机卤素化合物。这些活化剂期望为水溶性或醇可溶性。若示例出活化剂的具体例,则如下所示。作为有机酸,可列举出硬脂酸、琥珀酸、戊二酸、己二酸、壬二酸、癸二酸、二聚酸等。作为胺氢卤酸盐的胺化合物,可列举出乙胺、二乙胺、二丁胺、三丁胺、异丙胺、二苯胍、环己胺、苯胺等,作为氢卤酸,可列举出盐酸、氢溴酸、氢碘酸。作为有机卤素化合物,可列举出1-溴-2-丁醇、1-溴-2-丙醇、3-溴-1-丙醇、3-溴-1,2-丙二醇、1,4-二溴-2-丁醇、1,3-二溴-2-丙醇、2,3-二溴-1-丙醇、2,3-二溴-1,4-丁二醇、2,3-二溴-2-丁烯-1,4-二醇等。活化剂相对于本发明中的助焊剂组合物的重量比例优选0.1~50重量%,更优选1~40重量%,最优选5~30重量%。
作为触变剂,可使用高级脂肪酸酰胺、高级脂肪酸酯、氢化蓖麻油等。触变剂相对于本发明中的助焊剂组合物的重量比例优选1~15重量%。
作为溶剂,从通常已知的二醇醚系的化合物选择。若示例出溶剂的具体例,则可列举出二甘醇单丁基醚、二甘醇二丁基醚、二甘醇单己基醚、二甘醇单-2-乙基己基醚、乙二醇单苯基醚、二甘醇单苯基醚、一缩二丙二醇单丁基醚、二缩三丙二醇单丁基醚等。溶剂相对于本发明中的助焊剂组合物的重量比例优选10~50重量%,更优选20~40重量%。
在本发明中,通过调制含有用上述式(1)表示的防飞散剂、且含有松香、活化剂、触变剂和溶剂的助焊剂组合物,并将该助焊剂组合物和焊剂粉末混炼,来制备焊膏组合物。
就如上所述调制的本发明中的焊膏组合物而言,可在电子设备的精细结构的电路基板上,例如通过使用金属掩模的印刷法,通过使用分配器的排出法,或通过利用转印针的转印法,涂布在焊接部,并进行回流焊。
在本发明中焊接温度(回流焊温度)设定为比焊剂粉末的熔点高20~30℃的温度。
在本发明中,通过使用上述焊膏组合物,可形成焊点。
以下通过实施例对本发明具体地进行说明,但本发明并不限定于实施例所述的内容。
实施例
按以下表1所示的组成调配实施例1~4和比较例1~4的助焊剂组合物。将11重量%的实施例1~4和比较例1~4的助焊剂组合物和89重量%的焊剂合金的粉末混合,得到焊膏组合物。焊剂合金的组成采用Sn-3Ag-0.5Cu (各数值为重量%)。需说明的是,表1中的各成分的数值为各成分相对于助焊剂组合物的重量%。
[表1]
表1
| 实施例1 | 实施例2 | 实施例3 | 实施例4 | 比较例1 | 比较例2 | 比较例3 | 比较例4 | |
| 酸改性松香 | 45 | 45 | 45 | 43.5 | 45 | 38.5 | 45 | 45 |
| 癸二酸 | 7 | 7 | 7 | 7 | 7 | 7 | 7 | 7 |
| 2,3-二溴-2-丁烯-1,4-二醇 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
| 2,2’-亚甲基双[6-(1-甲基环己基)-对甲基苯酚] | 0.5 | 3.5 | 6 | 10 | 0.3 | 15 | ||
| 三甘醇-双[3-(3-叔丁基-5-甲基-4-羟基苯基)丙酸酯] | 3.5 | |||||||
| 氢化蓖麻油 | 7.5 | 7.5 | 7.5 | 7.5 | 7.5 | 7.5 | 7.5 | 7.5 |
| 溶剂 | 38 | 35 | 32.5 | 30 | 38.2 | 30 | 35 | 38.5 |
| 合计 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
(评价)
使用实施例1~4和比较例1~4的焊膏组合物,如下所示,进行(1) 助焊剂的飞散的评价、(2) 粘度变化的评价和(3) 焊接性的评价。将评价结果示出于以下表3中。
(1) 助焊剂的飞散的评价
在覆铜层压板(大小:105mm×105mm,厚度:1.0mm)上,使用金属掩模(掩模厚度:0.1mm,印刷图形:6.5mmφ的一个),分别印刷实施例1~4和比较例1~4的焊膏组合物,然后,按如图1所示的容易发生飞散的曲线(升温速度:1.3℃/秒,峰温度:250℃)进行回流焊,从而制备试验基板。观察试验基板,测定整个试验基板上的助焊剂飞散的发生数。对于实施例1~4和比较例1~4的焊膏组合物,各进行3次试验,计算助焊剂飞散的发生数的平均值。然后,按照以下表2的标准作为助焊剂的飞散的评价。
[表2]
表2
助焊剂飞散的发生数低于10个:○
助焊剂飞散的发生数为10个以上:×。
(2) 粘度变化的评价
关于焊膏的连续粘度测定
(a) 测定方法
测定所使用的粘度计为Malcom Co., Ltd.制PCU-205。在试验条件为转数:10rpm、测定温度:25℃下,连续测定粘度8小时。
(b) 判定标准
若8小时后的粘度为初始粘度的+20%以内的值,则认为有增粘抑制效果(○),若为超过初始粘度的+20%的值,则认为无增粘抑制效果(×)。
(3) 焊接性的评价
使用开口直径为280μm、开口数为64个、掩模厚度为0.1mm的金属掩模在基板上印刷焊膏组合物,使用如图2所示的回流焊曲线(预热温度:180℃下120秒,峰温度:235℃,220℃以上的熔融时间:40秒)进行空气回流焊,使焊剂合金的粉末熔融。对于焊接性的评价,将印刷的64个点全部熔融的样品记为合格(○),将印刷的64个点中1个点都未熔融的样品记为不合格(×)。
[表3]
表3
| 实施例1 | 实施例2 | 实施例3 | 实施例4 | 比较例1 | 比较例2 | 比较例3 | 比较例4 | |
| 飞散 | ○ | ○ | ○ | ○ | × | ○ | × | × |
| 增粘抑制 | ○ | ○ | ○ | ○ | × | ○ | ○ | × |
| 焊接性 | ○ | ○ | ○ | ○ | ○ | × | ○ | ○ |
根据上述表3的结果可知,在使用用式(1)表示的防飞散剂(2,2’-亚甲基双[6-(1-甲基环己基)-对甲基苯酚])的实施例1~4中,在助焊剂的飞散、粘度变化和焊接性的评价中均得到良好的结果。由于实施例1~4的焊膏组合物在回流焊中的加热时基板上的助焊剂不容易飞散,所以在安装时不容易使助焊剂附着在位于周边的电子零件上。另外,实施例1~4的焊膏组合物的保存稳定性优异,粘度不容易经时升高,可见有增粘抑制效果。
另一方面,在未使用实施例1~4的防飞散剂而使用抗氧化剂(三甘醇-双[3-(3-叔丁基-5-甲基-4-羟基苯基)丙酸酯])的比较例3中,虽然粘度变化和焊接性良好,但助焊剂的飞散多。
另外,在实施例1~4的防飞散剂和抗氧化剂均未使用的比较例4中,虽然焊接性良好,但助焊剂的飞散多,另外,粘度变化大,未见有增粘抑制效果。
此外,在相对于助焊剂组合物以低于0.5重量%的重量比例使用防飞散剂的比较例1中,虽然焊接性的评价良好,但助焊剂的飞散多,另外,粘度变化大,未见有增粘抑制效果。
此外,在相对于助焊剂组合物以超过10重量%的重量比例使用防飞散剂的比较例2中,虽然助焊剂的飞散和粘度变化的评价良好,但焊接性的评价差。
Claims (4)
1.助焊剂组合物,其含有2,2’-亚甲基双[6-(1-甲基环己基)-对甲基苯酚]作为防飞散剂。
2.根据权利要求1所述的助焊剂组合物,其中,所述防飞散剂的重量比例为0.5~10重量%。
3.根据权利要求1或2所述的助焊剂组合物,其还含有松香、活化剂、触变剂和溶剂。
4.焊膏组合物,其含有根据权利要求1~3中任一项所述的助焊剂组合物和焊剂粉末。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017081369A JP6531958B2 (ja) | 2017-04-17 | 2017-04-17 | フラックス組成物及びソルダペースト組成物 |
| JP2017-081369 | 2017-04-17 | ||
| PCT/JP2018/015366 WO2018193960A1 (ja) | 2017-04-17 | 2018-04-12 | フラックス組成物、ソルダペースト組成物、及びはんだ継手 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110536771A CN110536771A (zh) | 2019-12-03 |
| CN110536771B true CN110536771B (zh) | 2020-12-29 |
Family
ID=63856966
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201880025625.XA Active CN110536771B (zh) | 2017-04-17 | 2018-04-12 | 助焊剂组合物、焊膏组合物 |
Country Status (16)
| Country | Link |
|---|---|
| US (1) | US11370069B2 (zh) |
| EP (1) | EP3603879B1 (zh) |
| JP (1) | JP6531958B2 (zh) |
| KR (1) | KR102109667B1 (zh) |
| CN (1) | CN110536771B (zh) |
| BR (1) | BR112019020302B1 (zh) |
| CA (1) | CA3060036C (zh) |
| ES (1) | ES2844193T3 (zh) |
| HU (1) | HUE054047T2 (zh) |
| MX (1) | MX2019012366A (zh) |
| MY (1) | MY181237A (zh) |
| PH (1) | PH12019502350B1 (zh) |
| PL (1) | PL3603879T3 (zh) |
| PT (1) | PT3603879T (zh) |
| TW (1) | TWI704024B (zh) |
| WO (1) | WO2018193960A1 (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6721850B1 (ja) * | 2019-05-27 | 2020-07-15 | 千住金属工業株式会社 | ソルダペースト |
| TWI733301B (zh) * | 2020-01-09 | 2021-07-11 | 廣化科技股份有限公司 | 焊料膏組成物及包含其之焊接方法 |
| JP6993594B2 (ja) * | 2020-03-27 | 2022-02-04 | 千住金属工業株式会社 | フラックス及びソルダペースト |
| JP6845452B1 (ja) * | 2020-03-30 | 2021-03-17 | 千住金属工業株式会社 | はんだ接合不良抑制剤、フラックスおよびソルダペースト |
| EP4144476A1 (de) | 2021-09-07 | 2023-03-08 | Heraeus Deutschland GmbH & Co. KG | Lotpaste |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05185283A (ja) * | 1991-11-05 | 1993-07-27 | Metsuku Kk | はんだ付け用フラックス及びクリームはんだ |
| JPH0649272A (ja) * | 1992-07-31 | 1994-02-22 | Nippon Oil & Fats Co Ltd | 導電性組成物 |
| JP2007015945A (ja) * | 2005-07-05 | 2007-01-25 | Toto Kasei Co Ltd | ビニルベンジルエーテル化合物及び該化合物を必須成分とする樹脂組成物 |
| CN104439758A (zh) * | 2013-11-18 | 2015-03-25 | 哈利玛化成株式会社 | 钎焊助焊剂用松香及使用其的钎焊助焊剂 |
| CN108655610A (zh) * | 2018-04-17 | 2018-10-16 | 苏州捷德瑞精密机械有限公司 | 一种水基免洗抗菌防霉助焊剂及其制备方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4745037A (en) * | 1976-12-15 | 1988-05-17 | Allied Corporation | Homogeneous, ductile brazing foils |
| JP3066090B2 (ja) | 1991-01-22 | 2000-07-17 | 山栄化学株式会社 | 液状プリフラックス組成物及びプリント配線板 |
| JP3061449B2 (ja) | 1991-06-19 | 2000-07-10 | 勝田化工株式会社 | はんだ付け用フラックス |
| JPH1039453A (ja) * | 1996-07-18 | 1998-02-13 | Fuji Photo Film Co Ltd | 易開封性感光材料包装体及びその製造方法 |
| JP4447798B2 (ja) | 2001-03-23 | 2010-04-07 | タムラ化研株式会社 | ソルダペースト組成物及びリフローはんだ付方法 |
| JP2007069260A (ja) | 2005-09-09 | 2007-03-22 | Uchihashi Estec Co Ltd | ヤニ入りはんだ用フラックス組成物及びヤニ入りはんだ |
| CN101573343B (zh) | 2006-12-29 | 2016-02-24 | 爱尔兰詹森科学公司 | 抑制人免疫缺陷病毒的6-取代的嘧啶 |
| CN105451929B (zh) * | 2013-08-12 | 2017-06-13 | 千住金属工业株式会社 | 助焊剂、焊膏和钎焊接头 |
-
2017
- 2017-04-17 JP JP2017081369A patent/JP6531958B2/ja active Active
-
2018
- 2018-04-12 CN CN201880025625.XA patent/CN110536771B/zh active Active
- 2018-04-12 PL PL18787557T patent/PL3603879T3/pl unknown
- 2018-04-12 CA CA3060036A patent/CA3060036C/en active Active
- 2018-04-12 WO PCT/JP2018/015366 patent/WO2018193960A1/ja unknown
- 2018-04-12 US US16/605,459 patent/US11370069B2/en active Active
- 2018-04-12 ES ES18787557T patent/ES2844193T3/es active Active
- 2018-04-12 EP EP18787557.0A patent/EP3603879B1/en active Active
- 2018-04-12 BR BR112019020302-8A patent/BR112019020302B1/pt active IP Right Grant
- 2018-04-12 MX MX2019012366A patent/MX2019012366A/es active IP Right Grant
- 2018-04-12 PT PT187875570T patent/PT3603879T/pt unknown
- 2018-04-12 KR KR1020197033671A patent/KR102109667B1/ko active IP Right Grant
- 2018-04-12 MY MYPI2019006101A patent/MY181237A/en unknown
- 2018-04-12 HU HUE18787557A patent/HUE054047T2/hu unknown
- 2018-04-13 TW TW107112745A patent/TWI704024B/zh active
-
2019
- 2019-10-16 PH PH12019502350A patent/PH12019502350B1/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05185283A (ja) * | 1991-11-05 | 1993-07-27 | Metsuku Kk | はんだ付け用フラックス及びクリームはんだ |
| JPH0649272A (ja) * | 1992-07-31 | 1994-02-22 | Nippon Oil & Fats Co Ltd | 導電性組成物 |
| JP2007015945A (ja) * | 2005-07-05 | 2007-01-25 | Toto Kasei Co Ltd | ビニルベンジルエーテル化合物及び該化合物を必須成分とする樹脂組成物 |
| CN104439758A (zh) * | 2013-11-18 | 2015-03-25 | 哈利玛化成株式会社 | 钎焊助焊剂用松香及使用其的钎焊助焊剂 |
| CN108655610A (zh) * | 2018-04-17 | 2018-10-16 | 苏州捷德瑞精密机械有限公司 | 一种水基免洗抗菌防霉助焊剂及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| PH12019502350A1 (en) | 2020-12-07 |
| JP2018176238A (ja) | 2018-11-15 |
| EP3603879A1 (en) | 2020-02-05 |
| HUE054047T2 (hu) | 2021-08-30 |
| CN110536771A (zh) | 2019-12-03 |
| ES2844193T3 (es) | 2021-07-21 |
| CA3060036C (en) | 2021-01-26 |
| CA3060036A1 (en) | 2018-10-25 |
| US11370069B2 (en) | 2022-06-28 |
| WO2018193960A1 (ja) | 2018-10-25 |
| TW201843002A (zh) | 2018-12-16 |
| US20200353574A1 (en) | 2020-11-12 |
| BR112019020302A2 (pt) | 2020-04-28 |
| MX2019012366A (es) | 2019-11-28 |
| BR112019020302B1 (pt) | 2021-01-19 |
| MY181237A (en) | 2020-12-21 |
| TWI704024B (zh) | 2020-09-11 |
| EP3603879A4 (en) | 2020-02-05 |
| PL3603879T3 (pl) | 2021-06-28 |
| PT3603879T (pt) | 2021-03-17 |
| KR20200002914A (ko) | 2020-01-08 |
| EP3603879B1 (en) | 2021-01-06 |
| PH12019502350B1 (en) | 2020-12-07 |
| KR102109667B1 (ko) | 2020-05-12 |
| JP6531958B2 (ja) | 2019-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110536771B (zh) | 助焊剂组合物、焊膏组合物 | |
| JP6310894B2 (ja) | はんだ組成物および電子基板の製造方法 | |
| KR101436714B1 (ko) | 납프리 솔더 페이스트 | |
| JP6402213B2 (ja) | はんだ組成物および電子基板 | |
| EP3150326B1 (en) | Solder composition and electronic substrate | |
| JP4697599B2 (ja) | プリコート用鉛フリーソルダーペースト、プリコート用鉛フリーソルダーペーストに用いるフラックス | |
| TWI708759B (zh) | 助焊劑及焊接材料 | |
| JP5916674B2 (ja) | ジェットディスペンサー用はんだ組成物 | |
| JP6713027B2 (ja) | はんだ組成物および電子基板 | |
| JP6913064B2 (ja) | はんだ組成物および電子基板の製造方法 | |
| JP6346757B2 (ja) | プリント配線基板の製造方法 | |
| JP6293514B2 (ja) | はんだ組成物およびプリント配線基板の製造方法 | |
| JP6628759B2 (ja) | プリコート用はんだ組成物およびプリント配線基板の製造方法 | |
| JP6653686B2 (ja) | はんだ組成物および電子基板 | |
| EP1142666B1 (en) | Lead-free zinc-containing solder paste | |
| EP1724050B1 (en) | Solder paste | |
| JP5481753B2 (ja) | フラックス組成物及びはんだペースト組成物 | |
| JP7554218B2 (ja) | はんだ組成物および電子基板 | |
| JP2017064760A (ja) | はんだ組成物および電子基板 | |
| JP2024046455A (ja) | フラックス組成物、はんだ組成物、および電子基板 | |
| JP2004058104A (ja) | はんだ付け用フラックス及びはんだペースト | |
| JP2003117689A (ja) | はんだペースト |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |