CN110528314B - 一种含熔喷聚苯硫醚超细纤维的复合片材及其制备方法和应用 - Google Patents
一种含熔喷聚苯硫醚超细纤维的复合片材及其制备方法和应用 Download PDFInfo
- Publication number
- CN110528314B CN110528314B CN201910552417.1A CN201910552417A CN110528314B CN 110528314 B CN110528314 B CN 110528314B CN 201910552417 A CN201910552417 A CN 201910552417A CN 110528314 B CN110528314 B CN 110528314B
- Authority
- CN
- China
- Prior art keywords
- fiber
- polyphenylene sulfide
- composite sheet
- sulfide superfine
- melt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/05—Filamentary, e.g. strands
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/02—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines of the Fourdrinier type
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H13/00—Pulp or paper, comprising synthetic cellulose or non-cellulose fibres or web-forming material
- D21H13/10—Organic non-cellulose fibres
- D21H13/20—Organic non-cellulose fibres from macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/63—Inorganic compounds
- D21H17/67—Water-insoluble compounds, e.g. fillers, pigments
- D21H17/675—Oxides, hydroxides or carbonates
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/63—Inorganic compounds
- D21H17/67—Water-insoluble compounds, e.g. fillers, pigments
- D21H17/68—Water-insoluble compounds, e.g. fillers, pigments siliceous, e.g. clays
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/50—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by form
- D21H21/52—Additives of definite length or shape
Abstract
本发明公开了一种含有熔喷聚苯硫醚超细纤维的复合片材及其制备方法,利用熔喷聚苯硫醚超细纤维其他复合,制备获得新型复合片材。本发明制备的含有聚苯硫醚超细纤维的复合片材的制备方法简单,复合片材具有良好的尺寸和化学稳定性以及优良的阻燃和绝缘或导电性,同时能耐高温、耐水解、耐紫外线,该复合片材可用于制备耐高温绝缘材料、高性能阻燃材料、轻量化蜂窝结构材料、锂离子电池隔膜材料等。
Description
技术领域
本发明属于新型材料领域,尤其涉及一种熔喷聚苯硫醚超细纤维/添加改性材料复合片材及其制备方法。
背景技术
聚苯硫醚(Polyphenylene sulfide,缩写PPS)是分子中含有对亚苯基硫醚重复结构单元的聚合物,是一种新型功能性工程塑料。其结构式如下:

聚苯硫醚玻璃化转变温度为89℃,热变形温度大于260℃,具有较高的热稳定性,可以在220℃时连续使用。耐化学腐蚀性优异,不溶于170℃以下的大多数溶剂。其极限氧指数为35%-45%,具有很好的阻燃性、自熄性。除此之外,聚苯硫醚具有良好的机械性能,制品的尺寸稳定性好,耐辐射等优点。被广泛应用于制造电器零件、汽车零件、精密仪器零件、各种模型制品和层压材料等,通过填充、改性后已经广泛用作特种工程塑料。
造纸技术是一个较为成熟工业技术,其能通过原料的选取制备出特定功能性的片材,中国专利公布号CN105926168A的发明专利公开了“一种双向拉伸的聚苯硫醚纤维多孔膜的制备方法”,该方法将聚苯硫醚熔喷或纺粘纤维网进行多次热轧和双向拉伸,最后热定型制得聚苯硫醚纤维多孔薄膜,制备的薄膜熔点高、孔隙率高、厚度可控、阻燃性好、表面光洁、化学和尺寸稳定性好,但是这种方法也存在工艺复杂、量产成本高、只能制备单一的聚苯硫醚薄膜、不能和其它材料进行复合等缺陷,PPS膜的性能较单一,而且制备的膜的均匀性不能得到保证。
中国专利公开号CN101148841A的发明专利公开了一种“高性能聚苯硫醚纤维纸的制造方法”,该发明实施例2中采用熔融纺丝方法制成聚苯硫醚纤维原丝,然后经热牵伸定型、卷曲、短切,再将短纤维与对位芳纶一起湿法造纸制得高性能聚苯硫醚纤维/芳纶纤维复合纸,这类纸具有绝缘性能好、强度高、耐燃、耐化学腐蚀、耐水解、尺寸稳定性好等优点,但是由于采用的聚苯硫醚纤维和芳纶纤维较粗,导致纸张的匀度差、紧度较差、孔径较大;另分散工艺较复杂,其制浆过程中使用了大量助剂,增加了成本,助剂的残留还会影响纸张质量和性能。
中国专利公开号CN101537280A的发明专利公开了一种“纳米粒子改性聚苯硫醚滤料的制造方法”,将纳米粒子和抗氧剂分散成乳液,然后通过浸泡或者喷涂的方法将其与聚苯硫醚纤维滤料复合,这种方法使改性后的聚苯硫醚具有抗氧化耐高温性能,延长使用时间。但是,只对聚苯硫醚滤料表面进行改性处理,并不能提高滤料整体的性能,内部在高温是仍然会发生热氧化交联,使其除尘过滤效果下降。
中国专利公开号CN104894680A的发明专利公开了“一种PPS/石墨烯杂化复合纤维及其制备方法”,该方法将聚苯硫醚树脂与石墨烯共混造粒,制备PPS/石墨烯杂化复合切片,然后通过熔融纺丝制备PPS/石墨烯复合纤维,提高了PPS纤维的光稳定性。由于石墨烯容易团聚,共混造粒很难将石墨烯和PPS均匀混合。而且该专利只涉及到纤维的改性,并没有提供一种具体的PPS纤维/石墨烯纸的制备方法,如果采用这种纤维去造纸,由于熔纺聚苯硫醚纤维较粗,对纸张的匀度、耐破度、紧度、抗张强度会有影响,在作为过滤材料时过滤效率不能满足要求。
可见,现有技术中已经存在聚苯硫醚片材以及聚苯硫醚/添加改性材料复合片材的相关研究,但是具体的研究中,片材还是存在许多问题并未解决,如制备的工艺、机械强度、混合均匀性、纸张均匀度、性能的稳定性以及工艺环保型上还存在或多或少的问题,本发明旨在对具体的添加改性材料进行深入研究,旨在解决添加改性材料与聚苯硫醚的各项性能所存在的技术问题。
发明内容
针对现有技术的不足,本发明的目的在于提供一种聚苯硫醚超细纤维/添加改性材料复合片材及其制备方法,该制备方法能够减少或避免造片材过程中助剂的使用,并且造纸工艺简单,同时所制备出的片材具有较好的混合均匀度,纸张均匀性好,机械性能得到显著提高。
本发明制备出了一种含聚苯硫醚超细纤维的复合片材,其特征在于:复合片材包括熔喷聚苯硫醚超细纤维与添加改性材料,按照重量组分如下:
熔喷聚苯硫醚超细纤维 10-100份
添加改性材料 0.5-90份。
所述熔喷聚苯硫醚超细纤维的直径为0.8-5μm;所制备出的复合片材均度指数90-120。
具体的,所述无机粒子为石墨烯、纳米二氧化硅、纳米二氧化钛、纳米氧化铝、纳米氧化锌、蒙脱土、云母石中的一种或多种,粒径为20-100nm,复合片材包括熔喷聚苯硫醚超细纤维100份,无机纳米粒子0.5-15份,得到的复合片材机械强度达到15-20MPa。
具体的,所述纤维材料为有机纤维和无机纤维,其中有机纤维为芳纶纤维、纤维素纤维的一种或多种;所述聚苯硫醚超细纤维的用量优选为50-100份;进一步优选为55-80份;更优选为70-75份。所述纤维素材料的用量优选为5-50份;优选为5-20;优选为20-45份;更优选为25-30份。更具体的,纤维材料为芳纶纤维,复合片材包括熔喷聚苯硫醚超细纤维100份,芳纶纤维5-20份,所制复合片材匀度指数90-110,机械强度13-20MPa。更具体的纤维材料为纤维素纤维,纤维素纤维的长度为1μm-1300μm,直径为60nm-22μm,长径比为10-133。复合片材匀度指数达到90-120,机械强度达到15-25MPa,复合片材在200℃的收缩率小于0.2%,所制备得到的复合片材的孔隙率为50-60%。
具体的,所述添加剂为无机纤维,无机纤维为维璃纤维、玄武岩纤维、碳化硅纤维中的一种或多种;复合片材包括熔喷聚苯硫醚超细纤维和碳纤维10-70份;碳纤维30-90份,无机纤维长度为3-30mm,无机纤维的直径为5-15μm;所制备出的含有无机纤维的复合片材均度指数达到80-110,机械强度达到120-300MPa。
具体的,对于添加改性材料为碳纤维时,复合片材包括熔喷聚苯硫醚超细纤维和碳纤维10-70份;碳纤维30-90份。更优选所述聚苯硫醚超细纤维为10-30份。碳纤维的直径为5~10μm;碳纤维的长径比为300~5000,得到的片材机械强度为30-48MPa。
本发明公开了一种聚苯硫醚超细纤维/改性添加剂复合片材的制备方法:包括以下步骤:
1)聚苯硫醚超细纤维毡的制备
聚苯硫醚树脂熔融挤出,经过喷丝孔,热风牵伸,冷却,凝网成毡,制得聚苯硫醚超细纤维毡。
其中,所述的聚苯硫醚超细纤维网的纤维直径为0.8-5μm,纤维毡克重为50-800g/m2;
本发明使用熔喷法直接制备纤维毡,显著的降低了纤维的直径,进而使制备聚苯硫醚纤维浆料工艺简单,同时能够保证浆料分散均匀,极大的提高成品纸张的均匀度。并且保证后续片材制备工艺中,聚苯硫醚纤维能够与芳纶纳米纤维共混均匀,进而提高制备片材的机械性能。
纤维毡的克重主要由接收网帘的运行速度决定,速率越慢,纤维克重越大。当纤维克重过大,纤维毡中纤维的黏结点增多,不利于后续纤维的疏解,进而会影响到所制备的片材的均匀度。
2)聚苯硫醚超细纤维毡的热处理
将制备好的聚苯硫醚超细纤维毡可以进行热处理,也可以不进行热处理,热处理的条件是在90-180℃,热处理6-30分钟;
本发明制备得到的聚苯硫醚超细纤维毡可在高温条件下热处理,其能够促进聚苯硫醚纤维结构取向和定型,提高纤维的机械性能,固定纤维的形态,能够进一步提高复合片材的形态稳定性能。
3)聚苯硫醚超细纤维/添加改性材料打浆
将经步骤2)热处理或不经步骤2)热处理的聚苯硫醚超细纤维毡开松,将聚苯硫醚超细纤维与添加改性材料混合,以水为分散介质打浆,打浆浓度为0.1-4%wt;
本发明使用聚苯硫醚纤维毡直接进行开松,简化原料获得的工艺流程,结合聚苯硫醚的超细纤维结构,以及纤维毡中聚苯硫醚之间的交联和纠结,开松后的聚苯硫醚存在三维结构,并且尺寸微小,不影响超细纤维的分散。当添加改性材料为纤维类材料时,如纤维素纤维、芳纶纤维和碳纤维,开松后的聚苯硫醚超细纤维以及纤维材料由于小尺寸效应,使得聚苯硫醚和纤维添加改性材料能均匀分散,在不使用表面活性剂的情况下,得到的浆料稳定性高。
当所述改性添加剂为无机纳米粒子,其中无机纳米粒子为纳米二氧化硅、纳米二氧化钛、纳米氧化铝、纳米氧化锌、蒙脱土、石墨烯中的一种或多种,粒径为20-100nm,含量为聚苯硫醚纤维重量的1-15%wt;所述无机纳米粒子的用量优选为3-10%wt;更加优选为6-10%wt。
由于无机粒子与聚苯硫醚的密度存在差异,并且无机粒子表面缺乏活性基团,以及无机粒子硬度大,因此聚苯硫醚与无机粒子在打浆过程中会存在分散不均匀的性能。虽然聚苯硫醚的三维结构以及小尺寸规格能够大幅度的提高浆料分散性,但是混合浆料中,只有复合原料之间均能均匀分散,最终才能够提高最终纸张匀度和机械性能。
本发明具体选择无机纳米粒子二氧化硅、纳米二氧化钛、纳米氧化铝、纳米氧化锌、蒙脱土中的一种或多种。并通过对无机粒子的尺寸选择,控制无机粒子的质量降低,使其在浆料中能够均匀的分散的同时更加容易被聚苯硫醚超细纤维吸附,进而提高打浆后复合浆料的均匀分散稳定性。但是我们实验的过程发现,无机粒子的尺寸不能过小,当纳米粒子尺寸进一步的减小,无机纳米粒子的表面能过高,无机粒子难以分散,容易发生团聚,在打浆的过程中也难以进一步将团聚的无机粒子分散。
由于无机纳米粒子粒径较小,本发明首先对无机纳米粒子进行超声分散,提高无机纳米粒子的分散性能,同时在与聚苯硫醚超细纤维共混时,由于聚苯硫醚超细纤维的尺寸小,比表面积大,无机纳米粒子能迅速的吸附到聚苯硫醚纤维表面。
更具体的,当所述添加改性剂为石墨烯,所述石墨烯为聚苯硫醚超细纤维重量优选为3-10%wt;更加优选为5-10%wt。
由于石墨烯粉体颗粒较小,本发明首先对石墨烯进行超声分散,提高石墨烯的分散性能,同时在与聚苯硫醚纤维共混时,由于聚苯硫醚超细纤维的尺寸小,比表面积大,石墨烯能迅速的吸附到聚苯硫醚纤维表面。
本发明利用聚苯硫醚的小尺寸效应吸附石墨烯,为了节约成本,本发明对石墨烯的用量进行了具体的调整,使得石墨烯在分散过程中不至于团聚,从而影响纸张的机械性能,并且能够有效的分散在聚苯硫醚超细纤维上。若大量使用石墨烯,会出现脱落现象,因此纸张性能得不到提高并且浪费原料。
另一种情况,当所述添加剂为芳纶纤维或芳纶纳米纤维,发明人发现在聚苯硫醚主体纤维中引入了芳纶时,利用芳纶所特有的性能,能够改善复合片材的机械性能、热稳定性和热尺寸稳定性、提高复合片材的耐疲劳、耐剪切、电绝缘性性能。
当添加剂为纤维素纤维,所述纤维素纤维为棉浆、木浆、竹浆、甲壳素纤维、粘胶纤维、莫代尔纤维、醋酸纤维中的一种或多种。本发明发现纤维素纤维的添加一方面可以降低聚苯硫醚片材的成本,另一方面,纤维素纤维由于自身具备一定的亲水性,能够改善复合片材的相容性。
但是纤维素纤维由于与聚苯硫醚的组成和结构存在加大的差异,聚苯硫醚超细纤维通过熔喷方法制备,其纤维尺寸非常细小,而纤维素纤维的直径明显大于聚苯硫醚超细纤维,因此在纸张制备过程中,纤维素纤维与聚苯硫醚超细纤维的相容性存在一定问题,如果相容性差,在纸张制备过程中会造成分散不均匀,进而使得制备得到的纸张均匀性较差,同时会严重的影响到复合片材的机械性能。本发明所具体选择的纤维素纤维的长度为1μm-1300μm,直径为60nm-22μm,长径比为10-133。
本发明为了解决浆料分散性的问题,对纤维素纤维的用量、纤维素纤维的长径比以及浆料的浓度进行了系统的研究,设置了上述的工艺参数,该参数整体的能够使得浆料分散均匀,得到的纸张的柔性和机械性能有较大的改善。
另一种情况,纤维材料为无机纤维,所述无机纤维为玻璃纤维、玄武岩纤维、碳化硅纤维中的一种或多种,所述无机纤维的长度为3-30mm,单丝直径为5~15um,无机纤维的长径比为200~3000。
本发明发现由于无机纤维与聚苯硫醚的密度存在差异,并且无机纤维表面缺乏活性基团,以及无机纤维的韧性一般较差,硬度大,因此聚苯硫醚与无机纤维在打浆过程中会存在分散不均匀的性能。虽然聚苯硫醚的三维结构以及小尺寸规格能够大幅度的提高浆料分散性,但是混合浆料中,只有复合原料之间均能均匀分散,最终才能够提高最终纸张匀度和机械性能。
本发明还可以对无机纤维进行预处理,具体的通过超声波振荡法处理提高其表面粗糙度,有利于无机纤维和聚苯硫醚纤维之间的机械嵌合,增强锚锭效应;液相氧化表面处理或使用硅烷偶联剂对其进行表面处理增加无机纤维表面活性,通过氧化法或硅烷偶联剂处理,可以对无机纤维表面进行活化,赋予无机纤维表面一定的基团,能够与聚苯硫醚超细纤维产生一定的作用力,有利于两者之间相互分散;最后加入阳离子型聚丙烯酰胺分散剂提高体系分散稳定性。无机纤维具体的表面处理方法为:首先将无机纤维平均分成若干份,每份均使用超声波振荡仪,在30~50℃水温下以600~4000W振荡,振荡时间为10~40min,最后再一起以600~4000W超声振荡10~50min;然后再将无机纤维置于质量分数为5%的KH560偶联剂酒精溶液中,使其完全处于溶液表面以下4h。每隔30min对其进行搅拌,使其充分与溶液接触。取出并用蒸馏水反复清洗后,放入烘箱中烘干;液相氧化表面处理的具体方法为:将无机纤维置于浓硝酸溶液中,室温条件下处理90min,后经自来水、去离子水清洗数遍,干燥后得到表面处理后的无机纤维。
本发明发现,无机纤维的长径比也对浆料的分散性会产生一定影响,因此,本发明选择长径比范围为200~3000的无机纤维,这种规格的无机纤维由于尺寸更长,显然会降低其分散性,但是可以增强其在二维结构上的有序性,提高其机械性能。所制备出的含有无机纤维的复合片材均度指数达到80-110,机械强度达到120-300MPa。
具体的,当所述添加改性剂为碳纤维,熔喷聚苯硫醚超细纤维10-70份;碳纤维30-90份;所述碳纤维的长度为3-25mm,所述碳纤维的单丝直径为5~10μm,碳纤维的长径比为300~5000。
为增加相容性,使用前可以对碳纤维进行超声振荡处理、硅烷偶联剂或液相氧化表面处理。为进一步的增加浆料的均匀分散性,可以同时加入4%纤维重量的阳离子型聚丙烯酰胺(CPAM)。
聚苯硫醚超细纤维属于有机纤维,而碳纤维属于无机纤维的一种,两者结合的相容性不好,同时碳纤维不同于天然植物纤维,其不能通过机械搅拌的方法使其细纤维化,即分丝帚化,而且其表面一般较为光滑,缺少活性基团,呈憎水性,更进一步的增加两者之间的相互分散难度,容易造成制备的片材均匀性差,力学性能得不到保障。
为增加浆料的相容性,本发明可以对碳纤维表面进行改性,通过超声波振荡法处理提高其表面粗糙度,有利于碳纤维和聚苯硫醚纤维之间的机械嵌合,增强锚锭效应;液相氧化表面处理或使用硅烷偶联剂对其进行表面处理增加碳纤维表面活性,通过氧化法或硅烷偶联剂处理,可以对碳纤维表面进行活化,赋予碳纤维表面一定的亲水基团,使得碳纤维表面具有活性基团,能够与聚苯硫醚超细纤维产生一定的氢键,有利于两者之间相互分散;最后加入阳离子型聚丙烯酰胺分散剂提高体系分散稳定性。
碳纤维具体的表面处理方法为:首先将碳纤维平均分成若干份,每份均使用超声波振荡仪,在30~50℃水温下以600~4000W振荡,振荡时间为10~40min,最后再一起以600~4000W超声振荡10~50min;然后再将碳纤维置于质量分数为5%的KH560偶联剂酒精溶液中,使其完全处于溶液表面以下4h。每隔30min对其进行搅拌,使其充分与溶液接触。取出并用蒸馏水反复清洗后,放入烘箱中烘干;液相氧化表面处理的具体方法为:将碳纤维置于浓硝酸溶液中,室温条件下处理90min,后经自来水、去离子水清洗数遍,干燥后得到表面处理后的碳纤维。
本发明发现,为了增加浆料的分散效果,必须控制碳纤维的规格,而对于聚苯硫醚纤维的规格,通过熔喷纺丝、热处理以及疏解都可以进行调整,但是碳纤维的机械性能好,通过疏解并不能很好的分散,本发明发现通过对碳纤维的长度以及长径比的控制,会对浆料的分散效果产生较大的影响,一般较短较细的纤维更加有利于分散,但是制备得到的纸张性难以得到显著提高。本发明通过对碳纤维的尺寸进行研究,选择长径比范围为300~5000的碳纤维,这种规格的碳纤维由于尺寸更长,显然会降低其分散性,但是可以增强其在二维结构上的有序性,提高其机械性能,机械性能能达到30-48Mpa。
4)聚苯硫醚超细纤维/添加改性材料疏解
将经步骤3)制得的复合浆液用纤维疏解机疏解,搅拌叶轮转速为2000-3500rad/min,疏解时间为10-30min,疏解完毕后便得到聚苯硫醚超细纤维/改性材料复合浆液。
高转速条件下疏解,能使得聚苯硫醚纤维与改性材料充分混合,提高浆液的均一性,进而提高片材的均匀度以及机械性能。
本发明使用聚苯硫醚超细纤维和芳纶纳米纤维均具备极小的纤维尺寸,使得通过简单的疏解工艺即能达到良好的分散效果,无需使用水力射流分散、水力碎浆、离心筛浆等工艺。
5)抄纸
将4)中得到的浆液,直接在抄纸机上进行湿法抄造,其中,上网浓度为0.01-0.1%;
6)压榨和干燥
在2-5MPa压力下压榨1-5min,在温度为80-120℃干燥3-10min,得到聚苯硫醚超细纤维/添加改性材料复合原片材;
7)热压。
将原片材在热压机上进行热压,热压压力控制在5-30MPa,热压温度为150-310℃,热压次数为1-5次。得到聚苯硫醚超细纤维/添加改性材料复合片材。
所述热压温度优选为150-310℃;优选为170-180℃;热压次数优选为2-5次,更加优选为3-4次。
在片材制备过程中,本发明对热压的条件进行调整,使用了较高的压力和温度,能够使得聚苯硫醚超细纤维的外层发生热塑变化,纤维发生一定的膨胀,并在压力和热作用的条件下,添加改性材料和聚苯硫醚发生一定的融通,添加改性材料能够进入到聚苯硫醚纤维表层,进而将添加改性材料嵌入到聚苯硫醚纤维表面,防止了添加改性材料后续使用过程中的脱落,另外添加改性材料的小尺寸效应对聚苯硫醚纤维的结构进行改善,又反过来提高聚苯硫醚超细纤维的机械性能,并且在热压作用下有利于制备出均一性高的纸张,提高纸张的机械性能。
对于具体的添加剂为无机纤维,具体的无机纤维为碳纤维玻璃纤维、玄武岩纤维、碳化硅纤维、碳纤维中的一种或多种,热压温度优选为280-310℃。更有选的,所述无机纤维为碳纤维,所述热压温度为290-310℃。由于碳纤维之间缺乏纠缠和粘结能力,在此温度条件下,聚苯硫醚熔融,起到粘结剂的作用,使得碳纤维固着成为片材,也因此,针对于碳纤维的技术方案,本案碳纤维的用量要远大于聚苯硫醚的用量。
本发明还可以使用表面活性剂,进一步的提高浆液的分散性,有助于提高最终聚苯硫醚片材的均一性和机械强度。具体操作为在步骤4)得到的浆液中加入1-4%纤维重量的十二烷基硫酸钠(SDS)、2-10%纤维重量的聚氧化乙烯(PEO)和2.5-5%纤维重量的阴离子聚丙烯酰胺(APAM),将三种助剂分别配成浓度为10%-15%wt的溶液后依次加入。
本发明制备得到的复合片材根据添加改性材料的性能,可以赋予复合片材良好的尺寸和化学稳定性以及优良的阻燃和绝缘或导电性,同时能耐高温、耐水解、耐紫外线,该复合片材可用于制备耐高温绝缘材料、高性能阻燃材料、轻量化蜂窝结构材料、锂离子电池隔膜材料、包装材料、过滤材料、电子电路片材基材等。本发明制备得到的聚苯硫醚超细纤维和添加改性材料混合得更均匀,使其整体性能得到加强;以熔喷聚苯硫醚超细纤维毡为原料,相对于熔融纺丝纤维,片材中纤维直径更细,比表面积更高,使片材具有更高致密度、挺度、匀度,提高了片材的抗张强度、撕裂度、耐磨性等机械性能;减少了对化学助剂的依赖,由于添加改性材料的规格选择,可以使得浆料在水中能够很好的分散,其分散液对聚苯硫醚纤维的分散有促进作用,而且聚苯硫醚纤维为熔喷超细纤维,所以在浆液制备过程中,可以不使用任何化学助剂或者使用少量助剂就可以实现复合浆料的均匀分散,降低了生产成本,减少了化学助剂对片材性能的影响。
附图说明
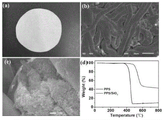
图1:聚苯硫醚超细纤维/芳纶纳米纤维复合片材,其中,(a)PPS超细纤维毡外观图;(b)PPS超细纤维扫描电镜图;(c)PPS/芳纶纳米纤维扫描电镜图;(d)PPS/芳纶纤维扫描电镜图。
图2:聚苯硫醚超细纤维/纳米二氧化硅复合片材图,其中,(a)PPS/纳米二氧化硅复合片材外观图;(b)、(c)PPS/纳米二氧化硅复合片材扫描电镜图;(d)纯PPS纤维、PPS/纳米二氧化硅复合片材热重图。
图3:聚苯硫醚超细纤维/石墨烯复合片材图,其中(a)PPS/石墨烯复合片材外观图;(b)PPS/石墨烯扫描电镜图。
图4:聚苯硫醚超细纤维/碳纤维复合片材图,其中(a)PPS/碳纤维外观图;(b)PPS/碳纤维应力-应变曲线。
图5:聚苯硫醚超细纤维/玻璃纤维复合片材图,其中(a)PPS/玻璃纤维(长径比大)扫描电镜图;图(b)PPS/玻璃纤维(长径比小)扫描电镜图。
图6:聚苯硫醚超细纤维/纤维素纤维复合片材图,其(a)、(b)PPS/细菌纤维素扫描电镜图。
具体实施例
下面通过具体实施例详述本发明,各实施例中的复合片材采用以下方法进行性能测试。
匀度指数:采用匀度仪(2D LAB F/SENSOR)测试匀度,具体方法为:首先在匀度仪的测试口处固定一张背景纸样,背景纸样上有相应的定位标识。然后依据背景上的标识将待测试样进行放置,每个尺寸取32个样,随机变换试样摆放的位置,测试其匀度指数值,最后取平均值得到相应的匀度指数。
孔隙率测试方法:将片材裁剪成直径为1.8cm的圆片,量其厚度。将样品放在正丁醇溶液中浸泡2h,称量前后的质量。隔膜的孔隙率通过公式孔隙率(%)=(Wt-W0)/ρV中W0和Wt是隔膜在正丁醇中浸泡前后的质量,ρ是正丁醇的密度,V是隔膜的体积。
碘吸附值测试方法:将片材和碘颗粒放在密闭容器中,在80℃下加热30min,碘吸附值(g/g)=(Wt-W0)/W0,其中W0和Wt是片材吸附碘前后的质量。
采用四探针低阻抗率计(MCP-T360型)测电阻率,首先由纸张厚度仪测得石墨烯复合导电片材样品厚度后,采用四探针法测定复合导电纸的电阻率,将四点电极插入将四点电极插入聚苯硫醚超细纤维/石墨烯复合片材的平整表面测试电阻率,对于每个样品,取不同位置和方向测量10次后取平均值。
采用万能拉伸测试仪(Instron-5967)测试拉伸强度,拉伸速率为10mm/min。
热收缩性能测试方法:将片材剪成2.5cm×2.5cm的正方形,置于200℃烘箱中30min,根据尺寸变化计算热收缩率。
一)第一组实施例:聚苯硫醚超细纤维/芳纶纳米纤维复合片材
实施例1
一种聚苯硫醚超细纤维/芳纶纳米纤维复合片材的制备方法,包括如下步骤:
1)聚苯硫醚超细纤维毡的制备
干燥后的聚苯硫醚树脂由熔融挤出,经过喷丝孔成纤后由热风牵伸,冷却,凝网成毡,制得聚苯硫醚超细纤维毡。
其中,所述的聚苯硫醚超细纤维网的纤维直径为0.8-5μm,纤维毡克重为50g/m2;
2)聚苯硫醚超细纤维毡的热处理
将制备好的聚苯硫醚超细纤维毡在120℃条件下,热处理10分钟;
3)聚苯硫醚超细纤维/芳纶纳米纤维打浆
将上述聚苯硫醚超细纤维毡开松,将聚苯硫醚超细纤维与芳纶纳米纤维混合,其中芳纶纳米纤维为聚苯硫醚超细纤维重量的5%wt。以水为分散介质打浆,打浆浓度为4%wt;
4)聚苯硫醚超细纤维/芳纶纳米纤维疏解
将经步骤3)制得的复合浆液用纤维疏解机疏解,搅拌叶轮转速为:2500rad/min,疏解时间为10min。疏解完毕后便得到聚苯硫醚超细纤维/芳纶纳米纤维复合浆液;
5)抄纸
将上述浆液,直接在斜网纸机上进行湿法抄造。其中,上网浓度为0.08%;
6)压榨和干燥
在5MPa压力下压榨2min,在温度为90℃干燥9min。得到聚苯硫醚超细纤维/芳纶纳米纤维复合原片材;
7)热压
将原片材在热压机上进行热压,热压压力控制在10MPa,热压温度为150℃,热压次数为2次。得到聚苯硫醚超细纤维/芳纶纳米纤维复合片材。
实施例2
具体操作和工艺参数与实施例1相同,具体区别在于省略步骤2)聚苯硫醚超细纤维毡的热处理。
实施例3
具体操作和工艺参数与实施例1相同,具体区别在于步骤1)聚苯硫醚超细纤维毡的制备所得到纤维毡的克重为140g/m2。
实施例4
具体操作和工艺参数与实施例1相同,具体区别在于步骤4)疏解完毕后在得到的浆液中加入2%纤维重量的十二烷基硫酸钠(SDS)、5%纤维重量的聚氧化乙烯(PEO)和3%纤维重量的阴离子聚丙烯酰胺(APAM),将三种助剂分别配成浓度为10%wt的溶液后依次加入。加入后搅拌,最终得到分散均匀的聚苯硫醚超细纤维/芳纶纳米纤维复合浆液。
实施例5
具体工艺流程与实施例1相同,具体区别在于步骤3)聚苯硫醚超细纤维/芳纶纳米纤维打浆,将经步骤2)热处理的聚苯硫醚超细纤维毡开松,将聚苯硫醚超细纤维与芳纶纳米纤维混合,其中芳纶纳米纤维为聚苯硫醚超细纤维重量的15%wt。以水为分散介质打浆,打浆浓度为2%wt。
实施例6
具体工艺流程与实施例1相同,具体区别在于步骤6)压榨和干燥,在5MPa压力下压榨2min,在温度为120℃干燥6min。得到聚苯硫醚超细纤维/芳纶纳米纤维复合原片材;
实施例7
具体工艺流程与实施例1相同,具体区别在于步骤7)热压将原片材在热压机上进行热压,热压压力控制在10MPa,热压温度为170℃,热压次数为2次。得到聚苯硫醚超细纤维/芳纶纳米纤维复合片材。
实施例8
具体工艺流程与实施例1相同,具体区别在于步骤4)聚苯硫醚超细纤维/芳纶纳米纤维疏解,其搅拌叶轮转速为:3500rad/min,疏解时间为10min。
实施例9
具体工艺流程与实施例1相同,具体区别在于步骤5)抄纸,上网浓度为0.03%。
实施例10
将实施例1制备得到的复合片材,作为电池隔膜材料。
实施例11
将实施例1制备得到的复合片材作为电子电路基材,即在片材上设计电路,作为柔性电路板。
对比例1
一种聚苯硫醚纤维/芳纶纳米纤维复合片材的制备方法,包括如下步骤:
1)聚苯硫醚纤维/芳纶纳米纤维打浆
取聚苯硫醚纤维开松,聚苯硫醚的直径为19-29μm,将聚苯硫醚纤维与芳纶纳米纤维混合,其中芳纶纳米纤维为聚苯硫醚纤维重量的5%wt。以水为分散介质打浆,打浆浓度为4%wt;
2)聚苯硫醚纤维/芳纶纳米纤维疏解
将经步骤1)制得的复合浆液用纤维疏解机疏解,搅拌叶轮转速为:2500rad/min,疏解时间为10min。疏解完毕后便得到聚苯硫醚纤维/芳纶纳米纤维复合浆液;
3)抄纸
将上述纸浆,直接在斜网纸机上进行湿法抄造。其中,上网浓度为0.08%;
4)压榨和干燥
在5MPa压力下压榨2min,在温度为90℃干燥9min。得到聚苯硫醚纤维/芳纶纳米纤维复合原片材;
5)热压
将原片材在热压机上进行热压,热压压力控制在10MPa,热压温度为150℃,热压次数为2次。得到聚苯硫醚纤维/芳纶纳米纤维复合片材。
对比例2
一种聚苯硫醚纤维/芳纶纳米纤维复合片材的制备方法,包括如下步骤:
1)聚苯硫醚纤维/芳纶纳米纤维打浆
取聚苯硫醚纤维开松,聚苯硫醚的直径20-28μm,将聚苯硫醚纤维与芳纶纳米纤维混合,其中芳纶纳米纤维为聚苯硫醚纤维重量的5%wt;以水为分散介质打浆,打浆浓度为4%wt。
2)聚苯硫醚纤维/芳纶纳米纤维疏解
将经步骤1)制得的复合浆液用纤维疏解机疏解,搅拌叶轮转速为:2500rad/min,疏解时间为10min。疏解完毕后便得到聚苯硫醚纤维/芳纶纳米纤维复合浆液;
疏解完毕后在得到的浆液中加入2%纤维重量的十二烷基硫酸钠(SDS)、5%纤维重量的聚氧化乙烯(PEO)和3%纤维重量的阴离子聚丙烯酰胺(APAM),将三种助剂分别配成浓度为10%wt的溶液后依次加入。加入后搅拌,最终得到聚苯硫醚纤维/芳纶纳米纤维复合浆液。
3)抄纸
将上述浆液,直接在斜网纸机上进行湿法抄造。其中,上网浓度为0.08%;
4)压榨和干燥
在5MPa压力下压榨2min,在温度为90℃干燥9min。得到聚苯硫醚纤维/芳纶纳米纤维复合原片材;
5)热压
将原片材在热压机上进行热压,热压压力控制在10MPa,热压温度为150℃,热压次数为2次。得到聚苯硫醚纤维/芳纶纳米纤维复合片材。
对比例3
一种聚苯硫醚纤维/芳纶纤维复合片材的制备方法,包括如下步骤:
1)聚苯硫醚纤维/芳纶纤维打浆
取聚苯硫醚纤维开松,聚苯硫醚的直径为70-100μm,将聚苯硫醚纤维与芳纶纤维混合,芳纶纤维直径90-110μm,其中芳纶纤维为聚苯硫醚纤维重量的5%wt。以水为分散介质打浆,打浆浓度为4%wt;
2)聚苯硫醚纤维/芳纶纤维疏解
将经步骤1)制得的复合浆液用纤维疏解机疏解,搅拌叶轮转速为:2500rad/min,疏解时间为10min。疏解完毕后便得到聚苯硫醚纤维/芳纶纤维复合浆液;
3)抄纸
将上述浆液,直接在斜网纸机上进行湿法抄造。其中,上网浓度为0.08%;
4)压榨和干燥
在5MPa压力下压榨2min,在温度为90℃干燥9min。得到聚苯硫醚纤维/芳纶纤维复合原片材;
5)热压
将原片材在热压机上进行热压,热压压力控制在10MPa,热压温度为150℃,热压次数为2次。得到聚苯硫醚纤维/芳纶纤维复合片材。
对比例4
与对比例3的操作步骤相同,区别在于芳纶纤维的直径为50-70μm。
对比例5
与对比例3的操作步骤相同,区别在于芳纶纤维的直径为30-50μm。
对比例6
与对比例3的操作步骤相同,区别在于芳纶纤维的直径为15-25μm。
对比例7
一种聚苯硫醚超细纤维/芳纶纳米纤维复合片材的制备方法,包括如下步骤:
1)聚苯硫醚超细纤维毡的制备
干燥后的聚苯硫醚树脂由熔融挤出,经过喷丝孔成纤后由热风牵伸,冷却,凝网成毡,制得聚苯硫醚超细纤维毡。
其中,所述的聚苯硫醚超细纤维网的纤维直径为0.8-5μm,纤维毡克重为50g/m2;
2)聚苯硫醚超细纤维/芳纶纳米纤维打浆
将上述聚苯硫醚超细纤维毡开松,将聚苯硫醚超细纤维与芳纶纳米纤维混合,其中芳纶纳米纤维为聚苯硫醚超细纤维重量的5%wt。以水为分散介质打浆,打浆浓度为4%wt;
3)聚苯硫醚超细纤维/芳纶纳米纤维疏解
将经步骤2)制得的复合浆液用纤维疏解机疏解,搅拌叶轮转速为:2500rad/min,疏解时间为10min。疏解完毕后便得到聚苯硫醚超细纤维/芳纶纳米纤维复合浆液;
4)抄纸
将上述浆液,直接在斜网纸机上进行湿法抄造。其中,上网浓度为0.08%;
5)压榨和干燥
在5MPa压力下压榨2min,在温度为90℃干燥9min。得到聚苯硫醚超细纤维/芳纶纳米纤维复合原片材;
6)热压
将原片材在热压机上进行热压,热压压力控制在5MPa,热压温度为110℃,热压次数为2次。得到聚苯硫醚超细纤维/芳纶纳米纤维复合片材。
其中对第一组实施例和对比例制得的聚苯硫醚超细纤维/芳纶纳米纤维复合片材性能如下
| 实1 | 实2 | 实3 | 实4 | 实5 | 实6 | 实7 | 实8 | 实9 | 对1 | 对2 | 对3 | 对4 | 对5 | 对6 | 对7 | |
| 匀度指数 | 101 | 96 | 98 | 120 | 103 | 98 | 107 | 112 | 104 | 62 | 70 | 65 | 68 | 67 | 69 | 95 |
| 孔隙率% | 57.64 | 55.32 | 46.7 | 58.2 | 55.3 | 56.73 | 45.23 | 57.66 | 56.2 | 43.2 | 41.68 | 40.07 | 44.43 | 47.54 | 48.31 | 56.89 |
| 拉伸强度MPa | 13.99 | 12.43 | 12.14 | 14.92 | 14.86 | 13.53 | 14.76 | 14.86 | 14.27 | 7.25 | 8.08 | 15.24 | 14.61 | 14.43 | 13.87 | 14.89 |
| 热收缩率% | 0.15 | 0.16 | 0.19 | 0.12 | 0.1 | 0.13 | 0.11 | 0.14 | 0.12 | 0.21 | 0.23 | 0.19 | 0.2 | 0.23 | 0.17 | 0.14 |
二、第二组实施例,聚苯硫醚/无机粒子复合片材及其制备方法,其中选择无机粒子为二氧化硅
实施例1
一种聚苯硫醚超细纤维/纳米二氧化硅复合片材的制备方法,包括如下步骤:
1)聚苯硫醚超细纤维毡的制备
聚苯硫醚树脂由熔融挤出,经过喷丝孔,热风牵伸,冷却,凝网成毡,制得聚苯硫醚超细纤维毡。
其中,所述的聚苯硫醚超细纤维毡的纤维直径为0.8-5μm,纤维毡克重为50g/m2。
2)聚苯硫醚超细纤维毡的热处理
将制备好的聚苯硫醚超细纤维毡在120℃条件下,热处理10min。
3)聚苯硫醚超细纤维/纳米二氧化硅打浆
将上述聚苯硫醚超细纤维毡开松,将聚苯硫醚超细纤维与含量为聚苯硫醚纤维重量的2%wt、粒径为20-100nm的纳米二氧化硅分散液(预先通过超声分散仪将纳米二氧化硅进行循环超声分散1h制备纳米二氧化硅分散液)混合。以水为分散介质打浆,打浆浓度为4%wt。
4)聚苯硫醚超细纤维/纳米二氧化硅的疏解和制浆
将经步骤3)制得的复合浆液用纤维疏解机疏解,搅拌叶轮转速为:2500rad/min,疏解时间为10min。疏解完毕后便得到聚苯硫醚超细纤维/纳米二氧化硅复合浆液。
5)抄纸
将上述复合纸浆,直接在斜网抄纸机上进行湿法抄造。其中,上网浓度为0.08%。
6)压榨和干燥
在5MPa压力下压榨2min,在温度为90℃干燥9min。得到聚苯硫醚超细纤维/纳米二氧化硅复合原片材。
7)热压
将原纸在热压机上进行热压,热压压力控制在10MPa,热压温度为150℃,热压次数为2次。得到聚苯硫醚超细纤维/纳米二氧化硅复合片材。
实施例2
具体操作和工艺参数与实施例1相同,具体区别在于步骤1)聚苯硫醚超细纤维毡的制备,所得到纤维毡的克重为140g/m2。
实施例3
具体操作和工艺参数与实施例1相同,具体区别在于省略步骤2)聚苯硫醚超细纤维毡的热处理。
实施例4
具体操作和工艺参数与实施例1相同,具体区别在于步骤4)疏解完毕后在得到的浆液中加入2%纤维重量的十二烷基硫酸钠(SDS)、5%纤维重量的聚氧化乙烯(PEO)和3%纤维重量的阴离子聚丙烯酰胺(APAM),将三种助剂分别配成浓度为10%wt的溶液后依次加入。加入后搅拌,最终得到分散均匀的聚苯硫醚超细纤维/纳米二氧化硅复合纸浆。
实施例5
具体操作和工艺参数与实施例1相同,具体区别在于步骤3)聚苯硫醚超细纤维/纳米二氧化硅打浆,将经步骤2)热处理的聚苯硫醚超细纤维毡开松,将聚苯硫醚超细纤维与含量为聚苯硫醚纤维重量的分别为0.5%,5%,10%,20%wt、粒径为20-100nm的纳米二氧化硅分散液(预先通过超声分散仪将纳米二氧化硅进行循环超声分散1h制备纳米二氧化硅分散液)混合。以水为分散介质打浆,打浆浓度为2%wt。
制备得到的片材性能如下:
| 0.5% | 5% | 10% | 20% | |
| 匀度指数 | 102 | 99 | 96 | 72 |
| 孔隙率% | 68.42 | 76.8 | 80.53 | 82.15 |
| 碘吸附值g/g | 0.2 | 0.65 | 1.17 | 0.83 |
| 拉伸强度MPa | 15.73 | 16.3 | 19.12 | 21.9 |
| 热收缩率%(200℃) | 0.12 | 0.09 | 0.04 | 0 |
实施例6
具体操作和工艺参数与实施例1相同,具体区别在于步骤3)聚苯硫醚超细纤维/纳米二氧化硅打浆,其中二氧化硅的粒径为1-5μm,20-50μm。
制得的聚苯硫醚超细纤维/纳米二氧化硅复合片材性能如下
| 1-5μm | 20-50μm | |
| 匀度指数 | 82 | 110 |
| 孔隙率% | 66.35 | 74.67 |
| 碘吸附值g/g | 0.2 | 0.5 |
| 拉伸强度MPa | 13.85 | 17.11 |
| 热收缩率% | 0.14 | 0.1 |
实施例7
具体操作和工艺参数与实施例1相同,具体区别在于步骤6)压榨和干燥,在5MPa压力下压榨2min,在温度为120℃干燥6min。得到聚苯硫醚超细纤维/纳米二氧化硅复合原片材。
实施例8
具体操作和工艺参数与实施例1相同,具体区别在于步骤7)热压,将原纸在热压机上进行热压,热压压力控制在25MPa,热压温度为150℃,热压次数为2次。得到聚苯硫醚超细纤维/纳米二氧化硅复合片材。
实施例9
具体操作和工艺参数与实施例1相同,具体区别在于步骤7)热压,将原纸在热压机上进行热压,热压压力控制在10MPa,热压温度为120℃,170℃,230℃,热压次数为2次。得到聚苯硫醚超细纤维/纳米二氧化硅复合片材。
制得的聚苯硫醚超细纤维/纳米二氧化硅复合片材性能分别如下
| 120℃ | 170℃ | 230℃ | |
| 匀度指数 | 96 | 97 | 114 |
| 孔隙率% | 73.9 | 72 | 37.63 |
| 碘吸附值g/g | 0.37 | 0.34 | 0.04 |
| 拉伸强度MPa | 12.26 | 18.83 | 25.47 |
| 热收缩率% | 0.11 | 0.04 | 0.01 |
实施例10
具体操作和工艺参数与实施例1相同,具体区别在于步骤4)聚苯硫醚超细纤维/纳米二氧化硅疏解,其搅拌叶轮转速为:3500rad/min,疏解时间为10min。
实施例11
具体操作和工艺参数与实施例1相同,具体区别在于步骤5)抄纸,上网浓度为0.03%。
实施例12
将实施例1制备得到的复合片材,作为抗菌包装材料。
对比例1
一种聚苯硫醚纤维/纳米二氧化硅复合片材的制备方法,包括如下步骤:
1)聚苯硫醚纤维/纳米二氧化硅打浆
取聚苯硫醚纤维开松,聚苯硫醚纤维的直径为20-50μm,将聚苯硫醚纤维与含量为聚苯硫醚纤维重量的2%wt、粒径为20nm的纳米二氧化硅分散液(预先通过超声分散仪将纳米二氧化硅进行循环超声分散1h制备纳米二氧化硅分散液)混合。以水为分散介质打浆,打浆浓度为4%wt。
2)聚苯硫醚纤维/纳米二氧化硅疏解和制浆
将经步骤1)制得的复合浆液用纤维疏解机疏解,搅拌叶轮转速为:2500rad/min,疏解时间为10min。疏解完毕后便得到聚苯硫醚纤维/纳米二氧化硅复合浆液。
3)抄纸
将上述纸浆,直接在斜网抄纸机上进行湿法抄造。其中,上网浓度为0.08%。
4)压榨和干燥
在5MPa压力下压榨2min,在温度为90℃干燥9min。得到聚苯硫醚纤维/纳米二氧化硅复合原片材。
5)热压
将原纸在热压机上进行热压,热压压力控制在10MPa,热压温度为150℃,热压次数为2次。得到聚苯硫醚纤维/纳米二氧化硅复合片材。
对比例2
一种聚苯硫醚纤维/纳米二氧化硅复合片材的制备方法,包括如下步骤:
1)聚苯硫醚纤维/纳米二氧化硅打浆
取聚苯硫醚纤维开松,聚苯硫醚的直径20-50μm,将聚苯硫醚纤维与含量为聚苯硫醚纤维重量的2%wt、粒径为20nm的纳米二氧化硅分散液(预先通过超声分散仪将纳米二氧化硅进行循环超声分散1h制备纳米二氧化硅分散液)混合。以水为分散介质打浆,打浆浓度为4%wt。
2)聚苯硫醚纤维/纳米二氧化硅疏解和制浆
将经步骤1)制得的复合浆液用纤维疏解机疏解,搅拌叶轮转速为:2500rad/min,疏解时间为10min。疏解完毕后在得到的浆液中加入2%纤维重量的十二烷基硫酸钠(SDS)、5%纤维重量的聚氧化乙烯(PEO)和3%纤维重量的阴离子聚丙烯酰胺(APAM),将三种助剂分别配成浓度为10%wt的溶液后依次加入。加入后搅拌,最终得到分散均匀的聚苯硫醚纤维/纳米二氧化硅复合浆液。
3)抄纸
将上述纸浆,直接在斜网抄纸机上进行湿法抄造。其中,上网浓度为0.08%。
4)压榨和干燥
在5MPa压力下压榨2min,在温度为90℃干燥9min。得到聚苯硫醚纤维/纳米二氧化硅复合原片材;
5)热压
将原纸在热压机上进行热压,热压压力控制在10MPa,热压温度为150℃,热压次数为2次。得到聚苯硫醚纤维/纳米二氧化硅复合片材。
其中第二组实施例中,制备得到的聚苯硫醚/无机粒子复合片材的性能如下表,其中选择无机粒子为二氧化硅
| 实1 | 实2 | 实3 | 实4 | 实7 | 实8 | 实10 | 实11 | 对1 | 对2 | |
| 匀度指数 | 96 | 98 | 95 | 110 | 96 | 95 | 108 | 105 | 67 | 70 |
| 孔隙率% | 73.64 | 72.73 | 71.98 | 75.34 | 72.94 | 72.53 | 75.94 | 74.4 | 47.54 | 48.42 |
| 碘吸附值g/g | 0.4 | 0.7 | 0.3 | 0.5 | 0.35 | 0.35 | 0.7 | 0.57 | 0.07 | 0.1 |
| 拉伸强度MPa | 15.97 | 16.32 | 15.18 | 17.11 | 17.52 | 17.84 | 16.15 | 16.29 | 6.93 | 7.05 |
| 热收缩率% | 0.1 | 0.08 | 0.13 | 0.1 | 0.07 | 0.02 | 0.14 | 0.13 | 0.25 | 0.3 |
三)第三组实施例:聚苯硫醚超细纤维/无机粒子复合片材的制备,其中无机粒子为石墨烯。
实施例1
一种聚苯硫醚超细纤维/石墨烯复合片材的制备方法,包括如下步骤:
1)聚苯硫醚超细纤维毡的制备
干燥后的聚苯硫醚树脂由熔融挤出,经过喷丝孔成纤后由热风牵伸,冷却,凝网成毡,制得聚苯硫醚超细纤维毡。
其中,所述的聚苯硫醚超细纤维网的纤维直径为0.8-5μm,纤维毡克重为50g/m2;
2)聚苯硫醚超细纤维毡的热处理
将制备好的聚苯硫醚超细纤维毡在120℃条件下,热处理10min;
3)聚苯硫醚超细纤维/石墨烯打浆
将上述聚苯硫醚超细纤维毡开松,将聚苯硫醚超细纤维与石墨烯混合,石墨烯预先通过超声分散仪将石墨烯进行循环超声分散2h制备石墨烯溶液,其中石墨烯为聚苯硫醚超细纤维重量的4%wt。以水为分散介质打浆,打浆浓度为4%wt;
4)聚苯硫醚超细纤维/石墨烯的疏解
将经步骤3)制得的复合浆液用纤维疏解机疏解,搅拌叶轮转速为:2500rad/min,疏解时间为30min。疏解完毕后便得到聚苯硫醚超细纤维/石墨烯复合纸浆;
5)抄纸
将上述纸浆,直接在斜网纸机上进行湿法抄造。其中,上网浓度为0.05%;
6)压榨和干燥
在4MPa压力下压榨3min,在温度为80℃干燥10min。得到聚苯硫醚超细纤维/石墨烯复合原纸;
7)热压
将原纸在热压机上进行热压,热压压力控制在10MPa,热压温度为150℃,热压次数为4次。得到聚苯硫醚超细纤维/石墨烯复合片材。
实施例2
具体操作和工艺参数与实施例1相同,具体区别在于省略步骤2)聚苯硫醚超细纤维毡的热处理。
实施例3
具体操作和工艺参数与实施例1相同,具体区别在于步骤1)聚苯硫醚超细纤维毡的制备所得到纤维毡的克重为180g/m2。
实施例4
具体工艺流程与实施例1相同,具体区别在于步骤3)聚苯硫醚超细纤维/石墨烯打浆,将经步骤2)热处理的聚苯硫醚超细纤维毡开松,将聚苯硫醚超细纤维与石墨烯混合,预先通过超声分散仪将石墨烯进行循环超声分散2h制备石墨烯溶液,其中石墨烯分别为聚苯硫醚超细纤维重量的1%,3%,6%,12%。以水为分散介质,用造纸打浆机进行打浆,打浆浓度为1.5%wt。
制得的聚苯硫醚超细纤维/石墨烯复合片材性能如下
| 1% | 3% | 6% | 12% | |
| 匀度指数 | 99 | 97 | 93 | 90 |
| 孔隙率% | 77.3 | 77.02 | 76.54 | 76.37 |
| 电阻率Ω·cm | 1.65×10<sup>15</sup> | 9.5×10<sup>12</sup> | 2.3×10<sup>6</sup> | 9.32×10<sup>3</sup> |
| 拉伸强度MPa | 15.1 | 16.85 | 18.63 | 23.4 |
| 热收缩率% | 0.09 | 0.04 | 0.01 | 0 |
实施例5
具体工艺流程与实施例1相同,具体区别在于步骤4)聚苯硫醚超细纤维/石墨烯疏解,其搅拌叶轮转速为:3500rad/min,疏解时间为20min。
实施例6
具体工艺流程与实施例1相同,具体区别在于步骤3)聚苯硫醚超细纤维/石墨烯打浆,打浆浓度分别为0.1%,5%、8%。
制得的聚苯硫醚超细纤维/石墨烯复合片材性能如下
| 0.1% | 5% | 8% | |
| 匀度指数 | 97 | 94 | 78 |
| 孔隙率% | 75.86 | 70.91 | 66.7 |
| 电阻率Ω·cm | 2.24×10<sup>6</sup> | 2.32×10<sup>6</sup> | 2.35×10<sup>6</sup> |
| 拉伸强度MPa | 15.42 | 15.12 | 14.78 |
| 热收缩率% | 0.06 | 0.08 | 0.1 |
实施例7
具体操作和工艺参数与实施例1相同,具体区别在于步骤4)疏解完毕后在得到的浆液中加入2%纤维重量的十二烷基硫酸钠(SDS)、5%纤维重量的聚氧化乙烯(PEO)和3%纤维重量的阴离子聚丙烯酰胺(APAM),将三种助剂分别配成浓度为10%wt的溶液后依次加入。加入后搅拌,最终得到分散均匀的聚苯硫醚超细纤维/石墨烯复合纸浆。
实施例8
具体工艺流程与实施例1相同,具体区别在于步骤5)抄纸,上网浓度为0.09%。
实施例9
具体工艺流程与实施例1相同,具体区别在于步骤6)压榨和干燥,在5MPa压力下压榨1min,在温度为100℃干燥6min。得到聚苯硫醚超细纤维/石墨烯复合原纸;
实施例10
具体工艺流程与实施例1相同,具体区别在于步骤7)热压,将原纸在热压机上进行热压,热压压力控制在20MPa,热压温度为170℃,热压次数为2次。得到聚苯硫醚超细纤维/石墨烯复合片材。
实施例11
具体工艺流程与实施例1相同,具体区别在于步骤7)热压,将原纸在热压机上进行热压,热压压力控制在10MPa,热压温度为170℃,热压次数为4次。得到聚苯硫醚超细纤维/石墨烯复合片材。
实施例12
将实施例1制备得到的复合片材,作为导热导电材料。
对比例1
一种聚苯硫醚纤维/石墨烯复合片材的制备方法,包括如下步骤:
1)聚苯硫醚纤维/石墨烯打浆
取聚苯硫醚纤维开松,聚苯硫醚的直径20-40μm,将聚苯硫醚纤维与石墨烯(预先通过超声分散仪将石墨烯进行循环超声分散2h制备石墨烯溶液)混合,其中石墨烯为聚苯硫醚纤维重量的4%wt。以水为分散介质打浆,打浆浓度为4%wt;
2)聚苯硫醚纤维/石墨烯的疏解
将经步骤1)制得的复合浆液用纤维疏解机疏解,搅拌叶轮转速为:2500rad/min,疏解时间为30min。疏解完毕后在得到聚苯硫醚纤维/石墨烯复合浆液;
3)抄纸
将上述纸浆,直接在斜网纸机上进行湿法抄造。其中,上网浓度为0.05%;
4)压榨和干燥
在4MPa压力下压榨3min,在温度为80℃干燥10min。得到聚苯硫醚超细纤维/石墨烯复合原纸;
5)热压
将原纸在热压机上进行热压,热压压力控制在10MPa,热压温度为150℃,热压次数为4次。得到聚苯硫醚纤维/石墨烯复合纸。
对比例2
一种聚苯硫醚纤维/石墨烯复合片材的制备方法,包括如下步骤:
1)聚苯硫醚纤维/石墨烯打浆
取聚苯硫醚纤维开松,聚苯硫醚的直径20-40μm,将聚苯硫醚纤维与石墨烯(预先通过超声分散仪将石墨烯进行循环超声分散2h制备石墨烯溶液)混合,其中石墨烯为聚苯硫醚纤维重量的4%wt。以水为分散介质,用造纸打浆机进行打浆,打浆浓度为4%wt;
2)聚苯硫醚纤维/石墨烯疏解
将经步骤1)制得的复合浆液用纤维疏解机疏解,搅拌叶轮转速为:2500rad/min,疏解时间为10min。疏解完毕后便得到聚苯硫醚纤维/石墨烯复合纸浆;
疏解完毕后在得到的浆液中加入2%纤维重量的十二烷基硫酸钠(SDS)、5%纤维重量的聚氧化乙烯(PEO)和3%纤维重量的阴离子聚丙烯酰胺(APAM),将三种助剂分别配成浓度为10%wt的溶液后依次加入。加入后搅拌,最终得到分散均匀的聚苯硫醚纤维/石墨烯复合纸浆。
3)抄纸
将上述纸浆,直接在斜网纸机上进行湿法抄造。其中,上网浓度为0.05%;
4)压榨和干燥
在4MPa压力下压榨3min,在温度为80℃干燥10min。得到聚苯硫醚纤维/石墨烯复合原片材;
5)热压
将原纸在热压机上进行热压,热压压力控制在10MPa,热压温度为150℃,热压次数为4次。得到聚苯硫醚纤维/石墨烯复合片材。

四)第四组实施例,使用如第一组实施例的方法制备聚苯硫醚/碳纤维复合片材。
五)第五组实施例,使用如第一组实施例的方法制备聚苯硫醚/无机纤维纤维复合片材。
六)第六组实施例,使用如第一组实施例的方法制备聚苯硫醚/纤维素纤维纤维复合片材。
应当指出的是,实施例中聚苯硫醚纤维毡的热处理和浆液中加入化学助剂为优选方案,可不进行相应处理;实施例中抄纸机也可采用圆网抄纸机,斜网纸机为优选方案。
Claims (9)
1.一种含聚苯硫醚超细纤维的复合片材,其特征在于:
复合片材包括熔喷聚苯硫醚超细纤维与添加改性材料,按照重量组分如下:
熔喷聚苯硫醚超细纤维10-100份;
添加改性材料 0.5-90份;
所述熔喷聚苯硫醚超细纤维的直径为0.8-5μm;所制备出的复合片材匀度指数90-120;
所述复合片材的制备方法包括以下步骤:
1)聚苯硫醚超细纤维毡的制备,其中纤维毡克重为50-800g/m2;
2)聚苯硫醚超细纤维毡的热处理;
3)聚苯硫醚超细纤维/添加改性材料打浆,其中将经步骤2)得到的熔喷聚苯硫醚超细纤维毡开松,将熔喷聚苯硫醚超细纤维与添加改性材料混合,其中添加改性材料为熔喷聚苯硫醚超细纤维重量的5-20%wt,以水为分散介质,打浆,打浆浓度为0.1-4%wt;
4)聚苯硫醚超细纤维/添加改性材料疏解和制浆;
5)抄纸;
6)压榨和干燥,在2-5MPa压力下压榨1-5min,在温度为80-120℃干燥3-10min,得到聚苯硫醚超细纤维/添加改性材料复合原片材;
7)热压,其中将原片材在热压机上进行热压,热压压力控制在5-30MPa,热压温度为150-310℃,热压次数为1-5次,得到聚苯硫醚超细纤维/添加改性材料复合片材。
2.一种如权利要求1所述的含聚苯硫醚超细纤维的复合片材,其特征在于:
所述添加改性材料为纤维材料、无机粒子中的一种或两种;所述纤维材料为有机纤维,其中有机纤维为芳纶纤维、纤维素纤维一种或多种;所述无机粒子为石墨烯、纳米二氧化硅、纳米二氧化钛、纳米氧化铝、纳米氧化锌、蒙脱土、云母石中的一种或多种;其中,熔喷聚苯硫醚超细纤维100份,添加改性材料5-20份,所制备出的复合片材匀度指数90-120,机械强度10-19MPa。
3.一种如权利要求1所述的含聚苯硫醚超细纤维的复合片材,其特征在于:
复合片材包括熔喷聚苯硫醚超细纤维与添加改性材料,所述添加改性材料为无机纤维,熔喷聚苯硫醚超细纤维10-70份,添加改性材料30-90份;无机纤维为玻璃纤维、玄武岩纤维、碳化硅纤维、碳纤维中的一种或多种;无机纤维长度为3-30mm,无机纤维的直径为5-15μm。
4.一种如权利要求3所述的含聚苯硫醚超细纤维的复合片材,其特征在于:
无机纤维为碳纤维,碳纤维的直径为5~10μm;碳纤维的长径比为300~5000,所制备出的复合片材匀度指数90-120,机械强度30-48MPa;
无机纤维为玻璃纤维、玄武岩纤维、碳化硅纤维中的一种或多种,所制备出的含有无机纤维的复合片材匀度指数达到80-110。
5.一种如权利要求1所述的含聚苯硫醚超细纤维的复合片材,其特征在于:
所述的热处理的条件为90-180℃,热处理6-30分钟。
6.一种如权利要求1-4任一项所述的含聚苯硫醚超细纤维的复合片材,其特征在于:
复合片材原料还包括1-4%纤维重量的十二烷基硫酸钠(SDS)、2-10%纤维重量的聚氧化乙烯(PEO)和2.5-5%纤维重量的阴离子聚丙烯酰胺(APAM)。
7.一种如权利要求1所述的含聚苯硫醚超细纤维的复合片材的制备方法,其特征在于:包括以下步骤:
1)聚苯硫醚超细纤维毡的制备,
聚苯硫醚树脂由熔融挤出,经过喷丝孔后,热风牵伸,冷却,凝网成毡,制得熔喷聚苯硫醚超细纤维毡;
2)聚苯硫醚超细纤维毡的热处理,
其中热处理的条件是在90-180℃,热处理6-30分钟;
3)聚苯硫醚超细纤维/添加改性材料打浆,
将经步骤2)得到的熔喷聚苯硫醚超细纤维毡开松,将熔喷聚苯硫醚超细纤维与添加改性材料混合,其中添加改性材料为熔喷聚苯硫醚超细纤维重量的5-20%wt,以水为分散介质,打浆,打浆浓度为0.1-4%wt;
4)聚苯硫醚超细纤维/添加改性材料疏解和制浆,
将经步骤3)制得的复合浆液用纤维疏解机疏解,搅拌叶轮转速为2500-2900rad/min,疏解时间为10-30min;疏解完毕后便得到聚苯硫醚超细纤维/添加改性材料复合浆液;
5)抄纸,
将4)得到的复合浆液,直接在斜网或圆网纸机上进行湿法抄造;其中,上网浓度为0.01-0.1%;
6)压榨和干燥,
在2-5MPa压力下压榨1-5min,在温度为80-120℃干燥3-10min,得到聚苯硫醚超细纤维/添加改性材料复合原片材;
7)热压,
将原片材在热压机上进行热压,热压压力控制在5-30MPa,热压温度为150-310℃,热压次数为1-5次,得到聚苯硫醚超细纤维/添加改性材料复合片材;
所述添加改性材料为纤维材料、无机粒子的一种或两种;所述纤维材料为有机纤维和无机纤维,其中有机纤维为芳纶纤维、纤维素纤维一种或多种;无机纤维为玻璃纤维、玄武岩纤维、碳化硅纤维、碳纤维中的一种或多种;所述无机粒子为石墨烯、纳米二氧化硅、纳米二氧化钛、纳米氧化铝、纳米氧化锌、蒙脱土、云母石中的一种或多种。
8.一种如权利要求7所述的含聚苯硫醚超细纤维的复合片材的制备方法,其特征在于:
步骤1)制备得到熔喷聚苯硫醚超细纤维毡后,对熔喷聚苯硫醚超细纤维毡进行热处理,热处理温度90-180℃,热处理时间6-30分钟;在步骤3)浆液中加入1-4%纤维重量的十二烷基硫酸钠(SDS)、2-10%纤维重量的聚氧化乙烯(PEO)和2.5-5%纤维重量的阴离子聚丙烯酰胺(APAM),将三种助剂分别配成浓度为10%-15%wt的溶液后依次加入。
9.一种如权利要求1所述的含聚苯硫醚超细纤维的复合片材的应用,其特征在于,
所述复合片材能够应用于高温绝缘片材、高性能阻燃片材、轻量化蜂窝结构片材、电池隔膜片材、包装片材、过滤片材、纺织面料、电子电路片材基材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910552417.1A CN110528314B (zh) | 2019-06-19 | 2019-06-19 | 一种含熔喷聚苯硫醚超细纤维的复合片材及其制备方法和应用 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910552417.1A CN110528314B (zh) | 2019-06-19 | 2019-06-19 | 一种含熔喷聚苯硫醚超细纤维的复合片材及其制备方法和应用 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110528314A CN110528314A (zh) | 2019-12-03 |
| CN110528314B true CN110528314B (zh) | 2022-07-01 |
Family
ID=68659910
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910552417.1A Active CN110528314B (zh) | 2019-06-19 | 2019-06-19 | 一种含熔喷聚苯硫醚超细纤维的复合片材及其制备方法和应用 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110528314B (zh) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111235958B (zh) * | 2020-02-20 | 2022-02-25 | 陕西科技大学 | 一种玄武岩纤维分散及采用玄武岩纤维制造绝缘纸的方法 |
| CN111876850B (zh) * | 2020-08-27 | 2022-04-19 | 安徽工程大学 | 一种复合抗氧剂梯度分散的聚苯硫醚复合熔纺纤维及其制备方法 |
| CN112054245A (zh) * | 2020-09-16 | 2020-12-08 | 昆山宝创新能源科技有限公司 | 复合电解质膜及其制备方法和应用 |
| CN112252022B (zh) * | 2020-10-25 | 2022-04-29 | 天津工业大学 | 一种超亲水pps复合纤维膜的制备方法 |
| CN112397849B (zh) * | 2020-10-28 | 2022-11-15 | 中国地质大学(北京) | 一种耐高温阻燃电池隔膜及其制备方法和应用 |
| CN112310557B (zh) * | 2020-11-03 | 2022-12-23 | 天津工业大学 | 一种基于粘流改性技术的聚苯硫醚基隔膜的制备方法 |
| CN112501949A (zh) * | 2020-11-23 | 2021-03-16 | 江苏展宝新材料有限公司 | 一种聚芳噁二唑纤维玄武岩复合材料及其制备方法 |
| CN113285174B (zh) * | 2021-05-20 | 2022-11-11 | 东华大学 | 海岛型聚苯硫醚复合电池隔膜及其制备方法 |
| CN113285173A (zh) * | 2021-05-20 | 2021-08-20 | 东华大学 | 阻燃玻璃纳米纤维复合电池隔膜及其制备方法 |
| CN113285175B (zh) * | 2021-05-20 | 2022-12-06 | 东华大学 | 海岛型聚苯硫醚超细纤维纸基电池隔膜及其制备方法 |
| CN114232379A (zh) * | 2021-11-29 | 2022-03-25 | 大连工业大学 | 一种高性能聚苯硫醚纤维纸的制备方法 |
| CN114808538A (zh) * | 2022-05-12 | 2022-07-29 | 江西龙泰新材料股份有限公司 | 一种高阻燃芳纶复合纸及其制备方法 |
| CN114960297B (zh) * | 2022-05-12 | 2023-04-25 | 江西龙泰新材料股份有限公司 | 一种具有钉扎效应的芳纶复合纸及其制备方法 |
| CN115852743A (zh) * | 2022-11-30 | 2023-03-28 | 武汉纺织大学 | 一种高压缩性和阻燃碳纤维吸油毡及其制备方法 |
| CN116200961A (zh) * | 2023-03-31 | 2023-06-02 | 陕西科技大学 | 一种耐高温芳纶电池隔膜纸及其制备方法和应用 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101148841A (zh) * | 2006-09-18 | 2008-03-26 | 四川得阳化学有限公司 | 高性能聚苯硫醚纤维纸的制造方法 |
| CN102888781A (zh) * | 2011-07-18 | 2013-01-23 | 四川得阳特种新材料有限公司 | 高性能聚苯硫醚纤维纸的制造工艺 |
| WO2015033697A1 (ja) * | 2013-09-04 | 2015-03-12 | デュポン帝人アドバンスドペーパー株式会社 | 導電性アラミド紙及びその製造方法 |
| CN104795525A (zh) * | 2015-05-13 | 2015-07-22 | 武汉纺织大学 | 一种熔喷聚苯硫醚无纺布锂电池隔膜及其制备方法 |
| CN105280863A (zh) * | 2015-10-12 | 2016-01-27 | 武汉纺织大学 | 一种锂离子电池用聚苯硫醚陶瓷复合隔膜的制备方法 |
| CN105789536A (zh) * | 2016-03-24 | 2016-07-20 | 武汉纺织大学 | 一种熔喷聚苯硫醚无纺布/芳纶纳米纤维复合隔膜的制备 |
| CN106362484A (zh) * | 2016-11-18 | 2017-02-01 | 四川省纺织科学研究院 | 一种提高聚苯硫醚无纺布复合滤料层间结合强度的方法 |
| CN108963166A (zh) * | 2018-07-18 | 2018-12-07 | 江苏卓高新材料科技有限公司 | 含石墨层的陶瓷复合隔膜及锂电池 |
-
2019
- 2019-06-19 CN CN201910552417.1A patent/CN110528314B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101148841A (zh) * | 2006-09-18 | 2008-03-26 | 四川得阳化学有限公司 | 高性能聚苯硫醚纤维纸的制造方法 |
| CN102888781A (zh) * | 2011-07-18 | 2013-01-23 | 四川得阳特种新材料有限公司 | 高性能聚苯硫醚纤维纸的制造工艺 |
| WO2015033697A1 (ja) * | 2013-09-04 | 2015-03-12 | デュポン帝人アドバンスドペーパー株式会社 | 導電性アラミド紙及びその製造方法 |
| CN104795525A (zh) * | 2015-05-13 | 2015-07-22 | 武汉纺织大学 | 一种熔喷聚苯硫醚无纺布锂电池隔膜及其制备方法 |
| CN105280863A (zh) * | 2015-10-12 | 2016-01-27 | 武汉纺织大学 | 一种锂离子电池用聚苯硫醚陶瓷复合隔膜的制备方法 |
| CN105789536A (zh) * | 2016-03-24 | 2016-07-20 | 武汉纺织大学 | 一种熔喷聚苯硫醚无纺布/芳纶纳米纤维复合隔膜的制备 |
| CN106362484A (zh) * | 2016-11-18 | 2017-02-01 | 四川省纺织科学研究院 | 一种提高聚苯硫醚无纺布复合滤料层间结合强度的方法 |
| CN108963166A (zh) * | 2018-07-18 | 2018-12-07 | 江苏卓高新材料科技有限公司 | 含石墨层的陶瓷复合隔膜及锂电池 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110528314A (zh) | 2019-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110528314B (zh) | 一种含熔喷聚苯硫醚超细纤维的复合片材及其制备方法和应用 | |
| CN106009056B (zh) | 一种聚合物纳米纤维基气凝胶材料及其制备方法 | |
| Zhang et al. | Preparation and characterization of a Lithium-ion battery separator from cellulose nanofibers | |
| CN101380535B (zh) | 一种多层复合微孔过滤分离材料及其制备方法与应用 | |
| CN100567633C (zh) | 以对位芳纶短切纤维为原料的芳纶纸及其制备方法 | |
| CN1834342A (zh) | 一种间位芳纶纸及其制备方法 | |
| CN105002595B (zh) | 一种含部分还原石墨烯的高分子复合功能纤维及其制备方法 | |
| JP2010202987A (ja) | 複合シート材料及びその製法 | |
| JP5948544B2 (ja) | 複合シート材料の製法 | |
| CN1974925A (zh) | 含有聚苯硫醚及芳纶纤维的合成纤维纸及其制备方法 | |
| CN108611918B (zh) | 碳纳米复合导电纸及其制备方法 | |
| CN105063796A (zh) | 一种高分子复合导电纤维及其制备方法 | |
| RU2315827C2 (ru) | Изделия, содержащие волокна и/или фибриды, волокна и фибриды и способ их получения | |
| CN106567192A (zh) | 一种多功能的保健纳米纤维膜的制备方法 | |
| CN110295413A (zh) | 一种多孔型并列功能性复合纤维及其制备方法 | |
| CN112941965B (zh) | 碳纤维滤纸及其制备方法 | |
| CN111172608A (zh) | 一种导热凉感、吸湿排汗聚酰胺纤维材料及其制备方法 | |
| CN106003934A (zh) | 一种抗静电纳米纤维非织造材料及制备方法 | |
| CN110016822B (zh) | 染料组合物及其制备方法以及导电发热纤维及其制备方法和导电发热织物 | |
| CN114263069B (zh) | 一种低压低损耗电解电容器纸及其制备方法和应用 | |
| CN106592011A (zh) | 一种纳米木浆纤维素纤维增强超细丙纶的生产工艺 | |
| CN105297524B (zh) | 跨尺度纤维纸及其湿法抄造方法 | |
| CN109457322A (zh) | 一种防晒凉感纤维及其制备方法 | |
| CN108570883B (zh) | 碳纳米管复合滤纸及其制备方法 | |
| CN106995601B (zh) | 一种可生物降解聚合物复合材料及其制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |