CN110446903B - 热交换器 - Google Patents
热交换器 Download PDFInfo
- Publication number
- CN110446903B CN110446903B CN201880019411.1A CN201880019411A CN110446903B CN 110446903 B CN110446903 B CN 110446903B CN 201880019411 A CN201880019411 A CN 201880019411A CN 110446903 B CN110446903 B CN 110446903B
- Authority
- CN
- China
- Prior art keywords
- joint
- flow path
- header
- brazing
- heat exchanger
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005219 brazing Methods 0.000 claims abstract description 182
- 239000000463 material Substances 0.000 claims abstract description 118
- 239000012530 fluid Substances 0.000 claims abstract description 21
- 229910000679 solder Inorganic materials 0.000 claims abstract description 17
- 238000005304 joining Methods 0.000 abstract description 33
- 238000012360 testing method Methods 0.000 description 31
- 229910052751 metal Inorganic materials 0.000 description 15
- 239000002184 metal Substances 0.000 description 15
- 230000000694 effects Effects 0.000 description 14
- 239000000945 filler Substances 0.000 description 13
- 238000010438 heat treatment Methods 0.000 description 12
- 238000002474 experimental method Methods 0.000 description 10
- 239000007788 liquid Substances 0.000 description 10
- 239000000498 cooling water Substances 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 7
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 239000003507 refrigerant Substances 0.000 description 6
- 230000009467 reduction Effects 0.000 description 5
- 238000005057 refrigeration Methods 0.000 description 5
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 238000005452 bending Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000000903 blocking effect Effects 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000638 solvent extraction Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
Images
















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/0233—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with air flow channels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/001—Casings in the form of plate-like arrangements; Frames enclosing a heat exchange core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0012—Brazing heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/008—Soldering within a furnace
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/19—Soldering, e.g. brazing, or unsoldering taking account of the properties of the materials to be soldered
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/05316—Assemblies of conduits connected to common headers, e.g. core type radiators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/14—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending longitudinally
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/24—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely
- F28F1/32—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely the means having portions engaging further tubular elements
- F28F1/325—Fins with openings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/089—Coatings, claddings or bonding layers made from metals or metal alloys
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/0219—Arrangements for sealing end plates into casing or header box; Header box sub-elements
- F28F9/0224—Header boxes formed by sealing end plates into covers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/04—Arrangements for sealing elements into header boxes or end plates
- F28F9/16—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling
- F28F9/18—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/006—Vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/14—Heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/10—Aluminium or alloys thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/03—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits
- F28D1/0391—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits a single plate being bent to form one or more conduits
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/0535—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight the conduits having a non-circular cross-section
- F28D1/05366—Assemblies of conduits connected to common headers, e.g. core type radiators
- F28D1/05375—Assemblies of conduits connected to common headers, e.g. core type radiators with particular pattern of flow, e.g. change of flow direction
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D21/00—Heat-exchange apparatus not covered by any of the groups F28D1/00 - F28D20/00
- F28D2021/0019—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for
- F28D2021/008—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for for vehicles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D9/00—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D9/0031—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by paired plates touching each other
- F28D9/0043—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by paired plates touching each other the plates having openings therein for circulation of at least one heat-exchange medium from one conduit to another
- F28D9/0056—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by paired plates touching each other the plates having openings therein for circulation of at least one heat-exchange medium from one conduit to another with U-flow or serpentine-flow inside conduits; with centrally arranged openings on the plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2265/00—Safety or protection arrangements; Arrangements for preventing malfunction
- F28F2265/26—Safety or protection arrangements; Arrangements for preventing malfunction for allowing differential expansion between elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/04—Fastening; Joining by brazing
- F28F2275/045—Fastening; Joining by brazing with particular processing steps, e.g. by allowing displacement of parts during brazing or by using a reservoir for storing brazing material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Geometry (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Details Of Heat-Exchange And Heat-Transfer (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
多个流路部件(15、14、20、30、80、90、101)形成供流体流动的流路。第一接合部(17)是设置于规定的流路部件(15、90、101)的面方向的一侧的、将规定的流路部件与其他的流路部件(14、20、30、80、101)通过钎焊进行接合的部位。第二接合部(19)是设置于规定的流路部件的面方向的另一侧的、将规定的流路部件与其他的流路部件通过钎焊进行接合的部位。钎料层(50)遍及规定的流路部件、第一接合部和第二接合部而设置。在垄部(60),规定的流路部件中的位于第一接合部与第二接合部之间的部位弯曲而向设置钎料的一侧突出,并沿着第一接合部或第二接合部延伸的方向延伸。
Description
关联申请的相互参照
本申请基于在2017年3月21日提交的日本专利申请号2017-54675号申请,这里通过参照而编入其记载内容。
技术领域
本发明涉及热交换器。
背景技术
以往,作为进行各种流体彼此的热交换的热交换器,公知有专利文献1所记载的结构。该热交换器具备:相对配置的2个联管箱、将该2个联管箱连通的多个管、设置在多个管的外侧的外翅片、以及设置在多个管的内侧的内翅片等。上述的联管箱和管等用于形成供流体向热交换器流动的流路的流路部件,在制造过程中主要是通过在由铝构成的母材的表面上压接钎料而成的钎焊片(日文:ブレージングシート)形成的。这些流路部件在临时组装之后,通过在加热炉内进行加热而被钎焊接合。
然而,在对热交换器的流路部件彼此进行钎焊时,若联管箱的内侧的钎料向管侧流动,箱部件与联管部件的接合部的角焊缝变小,则箱部件与联管部件的接合部有可能变得接合强度不足。另外,若联管箱的内侧的钎料向管内流入,管内的流路被钎料封堵,则有可能导致热交换器的性能降低。
因此,在专利文献1中提出如下结构,以使在管的内壁与内翅片的接合部形成的钎料角焊缝的曲率半径为在箱部件与联管部件的接合部形成的钎料角焊缝的曲率半径以下的方式形成各流路部件。由此,在对热交换器的流路部件彼此进行钎焊时,关于被加热熔融而成为液膜状的钎料,在管的内壁与内翅片的接合部形成的钎料的拉普拉斯压力为箱部件与联管部件的接合部的钎料的拉普拉斯压力以上。这里,被加热熔融而成为液膜状的钎料具有从拉普拉斯压力较高的一方向较低的一方流动的性质。因此,联管箱的内侧的钎料向管侧的流动受到抑制。另外,在以下的说明中,将拉普拉斯压力简称为压力。
专利文献1:日本特开2007-125590号公报
然而,在专利文献1所记载的热交换器中,箱部件与联管部件的接合部的形状、管的内部尺寸和内翅片的形状等产生设计上的制约。因此,期望如下的技术:在不会大幅变更热交换器的流路部件的形状的情况下抑制钎料的流动。
然而,在热交换器的制造工序中,期望不仅抑制钎料从上述的联管箱向管内的流动,而且也抑制钎料在其他的流路部件中的流动。由此,能够防止在构成热交换器的规定的流路部件的面方向的一方的接合部产生强度不足,能够防止在另一方的接合部钎料过多。
发明内容
本发明的目的在于,提供一种热交换器,能够在对流路部件彼此进行钎焊时抑制钎料的流动。
根据本发明的一个观点,在进行流体的热交换的热交换器中,具备:多个流路部件,该多个流路部件形成供流体流动的流路;第一接合部,该第一接合部是设置于规定的所述流路部件的面方向的一侧的、将规定的流路部件与其他的流路部件通过钎焊进行接合的部位;第二接合部,该第二接合部是设置于规定的流路部件的面方向的另一侧的、将规定的流路部件与其他的流路部件通过钎焊进行接合的部位;钎料层,该钎料层遍及规定的流路部件、第一接合部和第二接合部而设置;以及垄部,在该垄部,规定的流路部件中的位于第一接合部与第二接合部之间的部位弯曲而向设置钎料的一侧突出,并沿着第一接合部或第二接合部延伸的方向延伸。
由此,在对构成热交换器的规定的流路部件和其他的流路部件进行钎焊时,关于在流路部件的表面熔融而成为液膜状的钎料,垄部的顶部部位的钎料的压力比其周围的部位的钎料的压力高。因此,垄部的顶部的钎料容易向其周围的部位流动。即,在钎焊时,在规定的流路部件的表面上跨越垄部而流动的钎料的流动阻力变大。因此,在钎焊时,钎料从第一接合部和第二接合部的一方跨越垄部而向另一方的流动得到抑制。其结果为,该热交换器能够防止由于第一接合部或第二接合部的一方的角焊缝的缩小而导致的接合强度不足,并且能够防止第一接合部或第二接合部的另一方的钎料过多。
另外,上述的记载中的其他的流路部件,是指构成热交换器的各种部件中的、除了规定的流路部件之外的流路部件。因此,构成第一接合部的其他的流路部件与构成第二接合部的其他的流路部件可以是相同的部件,或者也可以是不同的部件。
附图说明
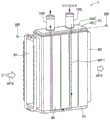
图1是第一实施方式的热交换器的立体图。
图2是图1的II―II线的剖视图。
图3是图1的III―III线的剖视图。
图4是图3的IV部分的放大图。
图5是钎料的流动抑制的实验所使用的试件的立体图。
图6是钎料的流动抑制的实验所使用的试件的剖视图。
图7是表示钎料的流动抑制的实验结果的图表。
图8是第一试件的局部放大图。
图9是第二试件的局部放大图。
图10是第三试件的局部放大图。
图11是第二实施方式的热交换器的垄部的放大剖视图。
图12是第三实施方式的热交换器的垄部的放大剖视图。
图13是第四实施方式的热交换器的立体图。
图14是图13的XIV―XIV线的剖视图。
图15是图14的XV―XV线的剖视图。
图16是第五实施方式的热交换器的主视图。
图17是图16的XVII部分的剖视图。
具体实施方式
以下,基于附图对本发明的实施方式进行说明。另外,在以下的各实施方式相互之间,对相互相同或均等的部分标注相同符号而进行说明。
(第一实施方式)
一边参照附图一边对第一实施方式进行说明。本实施方式的热交换器例如适用于搭载在车辆的构成未图示的制冷循环的冷凝器或蒸发器等。这种热交换器能够进行在该制冷循环中循环的制冷剂与空气的热交换。
如图1和图2所示,热交换器1具备2个联管箱10、多个管20、外翅片30以及内翅片40等。多个管20将2个联管箱10连通。外翅片30设置在多个管20的外侧。内翅片40设置在多个管20的内侧。这些部件都是用于构成供流体流动的流路的流路部件。在制造过程中,这些部件例如是通过在由铝构成的母材的表面压接钎料而成的钎焊片形成的。
2个联管箱10都形成为筒状,平行地配置在相互分开的位置。在2个联管箱10分别设置有将制冷循环的配管连接的接头11。在一方的接头11形成有用于从制冷循环的配管供给制冷剂的流入口12。在另一方的接头11形成有用于使制冷剂向制冷循环的配管流出的流出口13。另外,在2个联管箱10的内侧设置有用于在轴向上分割内部的空间的未图示的隔板。因此,如图1的虚线箭头LF1所示,从流入口12供给到一方的联管箱10的制冷剂在联管箱10和多个管20流动之后,从设置于另一方的联管箱10的流出口13流出。
多个管20被设置为层叠在一方的联管箱10与另一方的联管箱10之间,将一方的联管箱10和另一方的联管箱10连通。如图2所示,通过将钎焊片折弯而将管20形成为剖面为扁平状的管形。在管20的内侧形成有供制冷剂流动的流路。另外,在管20的内侧设置有内翅片40。内翅片40是将金属薄板向板厚方向的一方和另一方交替地折弯而形成的波纹翅片,通过钎焊而固定在管20的内壁。管20的内壁与内翅片40的接合部是在这些部件彼此呈锐角的状态下接合的。
如图1所示,在多个管20彼此之间设置有外翅片30。外翅片30是将金属薄板向板厚方向的一方和另一方交替地折弯而形成的波纹翅片,通过钎焊而固定在管20的外壁。另外,在图1中,省略外翅片30中的纸面左侧的一部分的图示。另外,在图1和图2中,用箭头AF1表示通过外翅片30的空气的流动方向。
如图3所示,联管箱10由箱部件14和联管部件15构成。箱部件14的剖面大致形成为U字状。箱部件14在其U字状的两端部具有嵌合部16。嵌合部16形成为向联管箱10的流路的径向外侧折弯成曲柄状。嵌合部16覆盖在联管部件15的端部的外侧,通过钎焊而与联管部件15的端部接合。在联管箱10的内周面,箱部件14与联管部件15在几乎没有阶梯差、或阶梯差较小的状态下进行接合。在本实施方式中,将箱部件14与联管部件15的接合部称为第一接合部17。另外,箱部件14与联管部件15的接合部的形状(即,第一接合部17的形状)并不局限于上述的形状,能够采用各种形状。
联管部件15具有供多个管20插入的孔18。多个管20在被插入于联管部件15的孔18的状态下通过钎焊而被固定。联管部件15的内周面与管20在呈直角或接近直角的状态下进行接合。在本实施方式中,将联管部件15与管20的接合部称为第二接合部19。另外,联管部件15与管20的接合部的形状(即,第二接合部19的形状)也并不局限于上述形状,能够采用各种形状。
在联管箱10的内周面设置有钎料层50。如上所述,箱部件14、联管部件15和管20等部件是在制造过程中通过钎焊片形成的。在热交换器1的制造过程中,对各流路部件进行临时组装,在加热炉内加热到比钎料的熔点高的温度之后,钎料凝固,由此流路部件彼此通过钎焊而被固定。钎料层50是在该钎焊片的钎料熔融之后凝固而成的。钎料层50遍及联管箱10、第一接合部17和第二接合部19而设置。另外,在图3和图4中,为了进行说明,图示为钎料层50的厚度比实际的厚度大。
然而,当在加热炉内对热交换器1进行钎焊时,钎焊片的钎料熔融,有时会在母材表面流动。在该情况下,被加热熔融而成为液膜状的钎料存在从2个流路部件所成的角较大的接合部向2个流路部件所成的角较小的接合部侧流动的倾向。这是由于被加热熔融而成为液膜状的钎料因钎料的液面的曲率而导致钎料的压力变化而产生的。在本实施方式中,关于被加热熔融而成为液膜状的钎料,管20的内壁与内翅片40的第二接合部19的钎料的压力比箱部件14与联管部件15的第一接合部17的钎料的压力低。因此,可考虑钎料从箱部件14与联管部件15的第一接合部17向管20的内壁与内翅片40的第二接合部19流动。另外,可考虑钎料以从箱部件14与联管部件15的第一接合部17向形成在管20的内侧的管20的内壁与内翅片40的接合部侧被吸入的方式流动。
因此,如图3和图4所示,在本实施方式中,在联管部件15设置垄部60。垄部60是指联管部件15中的、位于第一接合部17与第二接合部19之间的部位弯曲而向设置钎料的一侧突出的部位。垄部60沿着箱部件14与联管部件15接合的第一接合部17延伸的方向(即,图3和图4的纸面垂直方向)延伸。在本实施方式中,设置有该垄部60的联管部件15是本发明的一个观点等所记载的“规定的流路部件”的一例。另外,箱部件14和管20分别是本发明的一个观点等所记载的“其他的流路部件”的一例。
详细地说,垄部60具有凸部61、第一凹部62和第二凹部63。凸部61是指形成于垄部60的顶部的部位,剖面形成为相对于设置钎料的一侧凸出(即,正的曲率)。第一凹部62是形成在垄部60中的第一接合部17侧的山脚的部位。第二凹部63是形成在垄部60中的第二接合部19侧的山脚的部位。第一凹部62和第二凹部63的剖面都形成为相对于设置钎料的一侧凹陷(即,负的曲率)。
另外,在本说明书中,如下述那样定义垄部60的高度h。即,如图3所示,垄部60的高度h是指,在垄部60的剖面观察时,第一凹部62的钎料层―母材的界面与第二凹部63的钎料层―母材的界面的公切线CT到平行于该公切线CT且与凸部61的钎料层的外表面相切的线LT的距离。
在本实施方式中,通过在联管部件15设置垄部60,当在加热炉内对热交换器1进行钎焊时,关于被加热熔融而成为液膜状的钎料,垄部60的凸部61的表面的钎料的压力比第一凹部62和第二凹部63的钎料的压力高。另外,垄部60的凸部61的表面的钎料的压力比该凸部61的周围的联管部件15的表面的钎料的压力高。因此,垄部60的凸部61的钎料容易向其周围的部位流动。即,在钎焊时,在联管部件15的表面上跨越垄部60而流动的钎料的流动阻力变大。因此,在钎焊时,钎料在联管部件15的表面上从第一接合部17跨越垄部60而向第二接合部19的流动得到抑制。其结果为,该热交换器1能够防止由于第一接合部17的角焊缝的缩小而导致的接合强度不足,并且能够防止第二接合部19的钎料过多。另外,能够防止在钎焊时,钎料从联管箱10的内侧向管20内被吸入而导致管20内的流路封堵。
接下来,针对与垄部的曲率和高度对应的钎料的流动抑制效果,对发明者进行的实验结果进行说明。
该实验是通过图5和图6所示的试件7来进行的。试件7由横向尺寸30mm进深60mm的水平板70、高度10mm进深50mm的第一垂直板71、和高度10mm进深50mm的第二垂直板72构成。水平板70和第一垂直板71使用在由铝构成的母材的表面压接钎料73而成的钎焊片。第二垂直板72使用没有压接钎料的铝所构成的所谓的裸材料。在水平板70中的、第一垂直板71与第二垂直板72之间设置有在板厚方向上弯曲的垄部60。而且,将第一垂直板71与第二垂直板72的间隔作为10mm,成为将第一垂直板71和第二垂直板72垂直地竖立在水平板70上的状态。实验所使用的试件7假定了联管箱10的内径为例如5mm~100mm的热交换器1。即,水平板70相当于第一实施方式的热交换器1的联管箱10。水平板70与第一垂直板71的接合部74相当于第一实施方式的热交换器1的第一接合部17。水平板70与第二垂直板72的接合部75相当于第一实施方式的热交换器1的第二接合部19。
实验所使用的试件7至少为下面的10种。即,关于试件7,至少在垄部60的高度h为1mm、2mm、5mm的情况下,分别使用曲率半径为0.2mm、0.5mm、1.5mm的试件。另外,为了进行比较,还使用了在水平板70未设置垄部60的试件7。若将这些试件7设置于加热炉而进行加热,则预料到加热熔融后的钎料73在水平板70的表面上从第一垂直板71侧向第二垂直板72侧移动。
图7的图表是将对10种试件7进行了实验的结果曲线化的图。在该图表中,将垄部60的凸部61的曲率设为横轴,将在水平板70的表面上从第一垂直板71侧向第二垂直板72侧移动的钎料的流动率设为纵轴。另外,钎料的流动率是指各试件7的钎料的流动量相对于在水平板70未设置垄部60的试件7的钎料的流动量的比率。另外,在图7的图表中,将在水平板70未设置垄部60的试件7的钎料的流动率设为1,在图表中用标注了符号D的四边形示出。
用实线A表示垄部60的高度h为1mm的试件7的流动率的变化。在该试件7中,曲率1/1.5(1/mm)(即曲率半径为1.5mm)的流动率比0.4稍小。曲率2(1/mm)(即曲率半径为0.5mm)的流动率比0.2稍大。曲率5(1/mm)(即曲率半径为0.2mm)的流动率为约0.1。
用点划线B表示垄部60的高度h为2mm的试件7的流动率的变化。在该试件7中,曲率1/1.5(1/mm)的流动率比0.2稍大。曲率2(1/mm)的流动率处于0.1与0.2之间。曲率5(1/mm)的流动率比0.1稍大。
用虚线C表示垄部60的高度h为5mm的试件7的流动率的变化。在该试件7中,曲率1/1.5(1/mm)的流动率比0.2稍大。曲率2(1/mm)的流动率处于0.1与0.2之间。曲率5(1/mm)的流动率比0.1稍小。
根据该实验结果,可知通过使垄部60的凸部61的曲率为1/1.5(1/mm)以上(即曲率半径1.5mm以下),能够显著地提高抑制钎料的流动的效果。在该实验中,可知在使垄部60的凸部61的曲率为1/1.5(1/mm)以上时,相对于在水平板70未设置垄部60的情况,钎料的流动率为4成以下,在应用于实际的热交换器1的情况下,也能够发挥充分的抑制效果。
另一方面,即使使垄部60的凸部61的曲率大于5(即,即使使曲率半径小于0.2mm),钎料的流动的抑制效果也是大致恒定的。因此,通过使凸部61的曲率为5以下,能够减少垄部60的加工工时。
另外,根据该实验结果,可知通过使垄部60的高度h为1mm以上,能够充分地发挥抑制钎料的流动的效果。另一方面,即使使垄部60的凸部61的曲率半径大于5mm,钎料的流动的抑制效果也是大致恒定的。因此,通过使曲率半径为5mm以下,能够减少在流路中流动的流体的压力损失。
接着,图8~图10分别示出针对试件7中的、垄部60的高度h都为1mm且凸部61的直径d分别不同的试件,在加热炉内进行了钎焊之后的垄部60的表面的钎料的状态。图8的试件7的垄部60的直径d为0.4mm。图9的试件7的垄部60的直径d为1.0mm。图10的试件7的垄部60的直径d为3.0mm。即,图8的试件7的垄部60的曲率半径为0.2mm。图9的试件7的垄部60的曲率半径为0.5mm。图10的试件7的垄部60的曲率半径为1.5mm。
如图8~图10所示,对于任意的试件7,都观察到在垄部60的顶部附近几乎没有钎料73。即,在垄部60的顶部附近,加热熔融后的钎料的压力比其周围的部位的钎料的压力高,因此能够通过垄部60来抑制钎料的流动。
以上说明的第一实施方式的热交换器1能够起到下面的作用效果。
(1)在第一实施方式中,在作为规定的流路部件的联管部件15中的、位于第一接合部17与第二接合部19之间的部位设置垄部60。垄部60采用联管部件15弯曲而向设置钎料的一侧突出的形状,并沿着第一接合部17延伸的方向延伸。
由此,在对热交换器1的流路部件彼此进行钎焊时,关于在各流路部件的表面熔融而成为液膜状的钎料,垄部60的顶部的部位的钎料的压力比其周围的部位的钎料的压力高。因此,在联管部件15的表面上跨越垄部60而流动的钎料的流动阻力变大。因此,在钎焊时,钎料从联管部件15与箱部件14的接合部即第一接合部17侧跨越垄部60而向联管部件15与管20的接合部即第二接合部19侧的流动得到抑制。其结果为,该热交换器1能够防止由于第一接合部17的角焊缝的缩小而导致的接合强度不足,并且能够防止第二接合部19的钎料过多。另外,能够防止在钎焊时,钎料从联管箱10的内侧向管20内吸入而导致管20内的流路封堵。
(2)在第一实施方式中,垄部60具有:形成在垄部60的顶部的凸部61、形成在垄部60的山脚的第一凹部62和第二凹部63。
由此,在钎焊时,关于加热熔融后的钎料,凸部61的钎料的压力比第一凹部62和第二凹部63的钎料的压力高。因此,凸部61的钎料容易向第一凹部62和第二凹部63流动。因此,能够抑制在钎焊时钎料在联管部件15的表面上跨越垄部60而流动。
(3)在第一实施方式中,优选垄部60的凸部61的与垄部60延伸的方向垂直的剖面的曲率半径为0.2mm以上且1.5mm以下。
由此,通过使垄部60的凸部61的曲率半径为1.5mm以下,与其曲率半径大于1.5mm的情况相比,能够显著地提高抑制钎料的流动的效果。另一方面,即使使垄部60的凸部61的曲率半径小于0.2mm,钎料的流动的抑制效果也是大致恒定的。因此,通过使曲率半径为0.2mm以上,能够减少加工工时。
(4)在第一实施方式中,优选垄部60的从山脚到顶部的高度为1mm以上且5mm以下。
由此,通过使垄部60的高度为1mm以上,能够充分地发挥抑制钎料的流动的效果。另一方面,即使使垄部60的凸部61的曲率半径大于5mm,钎料的流动的抑制效果也是大致恒定的。因此,通过使曲率半径为5mm以下,能够减少在联管箱10内的流路中流动的制冷剂的压力损失。
(第二实施方式)
对第二实施方式进行说明。第二实施方式相对于第一实施方式变更了垄部60的结构,关于其他方面与第一实施方式相同,因此仅对与第一实施方式不同的部分进行说明。
如图11所示,在第二实施方式中,在热交换器1中的构成供流体流动的流路的规定的流路部件设置有多个垄部60。另外,虽然未图示,但在该规定的流路部件的面方向的一侧(即纸面右侧或左侧的一方)配置有通过钎焊将该规定的流路部件和其他的流路部件接合的第一接合部17。另外,在规定的流路部件的面方向的另一侧(即纸面右侧或左侧的另一方)配置有通过钎焊将该规定的流路部件和其他的流路部件接合的第二接合部19。因此,在第二实施方式中,在规定的流路部件中的、第一接合部17与第二接合部19之间设置有多个垄部60。多个垄部60沿着该第一接合部17或第二接合部19延伸的方向延伸。
多个垄部60都优选为,与垄部60延伸的方向垂直的剖面中的凸部61的曲率半径为0.2mm以上且1.5mm以下。另外,多个垄部60都优选为,从垄部60的山脚到顶部的高度为1mm以上且5mm以下。另外,将多个垄部60中的至少一个垄部60的曲率半径设为0.2mm以上且1.5mm以下,将至少一个垄部60的从山脚到顶部的高度设为1mm以上且5mm以下。
在以上说明的第二实施方式中,通过在规定的流路部件设置有多个垄部60,能够在钎焊时,使在流路部件的表面上跨越多个垄部60而流动的钎料的流动阻力更大。因此,能够可靠地抑制钎料在流路部件的表面上跨越多个垄部60而流动。
(第三实施方式)
对第三实施方式进行说明。第三实施方式也相对于第一实施方式变更了垄部60的结构,关于其他方面与第一实施方式相同,因此仅对与第一实施方式不同的部分进行说明。
如图12所示,在第三实施方式中也是,在热交换器1中的构成供流体流动的流路的规定的流路部件设置有垄部60。另外,虽然未图示,但在该规定的流路部件的面方向的一侧配置有第一接合部17。另外,在规定的流路部件的面方向的另一侧配置有第二接合部19。垄部60沿着该第一接合部17或第二接合部19延伸的方向延伸。
在第三实施方式中,垄部60在凸部61的中央具有平面部64。平面部64的大小能够通过实验等而适当地设定。以上说明的第三实施方式也能够起到与上述的第一和第二实施方式相同的作用效果。
(第四实施方式)
对第四实施方式进行说明。第四实施方式相对于第一实施方式变更了热交换器1的结构。
如图13~图15所示,第四实施方式的热交换器1为搭载于具备未图示的增压器的车辆的中间冷却器。该热交换器1进行由增压器压缩后的进气与冷却水的热交换。
热交换器1具备2个联管箱10、将该2个联管箱10连通的多个管20、设置在多个管20的外侧的外翅片30以及覆盖多个管20的外侧的管道板80等。这些部件都是用于构成供流体流动的流路的流路部件。另外,在制造过程中,这些部件例如是通过在由铝构成的母材的表面压接钎料而成的钎焊片形成的。
2个联管箱10平行地配置在相互分开的位置。联管箱10通过将形成为方型的盘状的芯板101和形成为方型的盘状的箱主体部102的开口部彼此组合,而构成为扁平的方筒状。
在构成一方的联管箱10的箱主体部102设置有供给冷却水的流入管103和供冷却水流出的流出管104。另外,在一方的联管箱10的内侧设置有用于将内部的空间分隔成流入室和流出室的未图示的隔板。
如图13的虚线箭头WF1所示,从流入管103流入到一方的联管箱10的流入室的冷却水在多个管20和另一方的联管箱10中流动之后,从一方的联管箱10的流出室通过流出管104而流出。
图14是在将构成一方的联管箱10的箱主体部102取下的状态下,从构成该联管箱10的芯板101侧观察热交换器1的图。另外,图15是图14的XV-XV线的剖视图。如图15所示,多个管20在插入于在联管箱10的芯板101设置的孔105的状态下,通过钎焊而与芯板101接合。
管道板80形成为各筒状,被设置为覆盖多个管20的外侧。如图13和图14所示,在管道板80中的与2个联管箱10相对的方向交叉的方向的一侧形成有供进气流入的进气流入口81,在另一侧形成有供进气流出的进气流出口82。如图13和图14的箭头AF2所示,从进气流入口81流入到管道的内侧的进气在管道内与在管20的内侧流动的冷却水进行了热交换之后,从进气流出口82流出,朝向未图示的发动机流动。
如图15所示,管道板80的端部通过钎焊而与设置于芯板101的外缘的凸缘部106接合。在第四实施方式中,将芯板101的凸缘部106与管道板80的接合部称为第一接合部17。
像上述那样,多个管20在插入于在联管箱10的芯板101设置的孔105的状态下,通过钎焊而与芯板101接合。在第四实施方式中,将芯板101与管20的接合部称为第二接合部19。
另外,在多个管20彼此之间设置有外翅片30。另外,在管道板80与外翅片30之间设置有加强板85。外翅片30通过钎焊而固定于管20的外壁和加强板85。
构成热交换器1的流路部件彼此通过钎焊而被固定。因此,虽然未图示,但在第四实施方式中也与第一实施方式同样,在各流路部件的表面设置有钎料层。在图15中,仅图示出钎料层中的、第一接合部17与第二接合部19的钎料的角焊缝51、52。
这里,在第四实施方式中,在联管箱10的芯板101设置有垄部60。垄部60是指芯板101中的、位于第一接合部17与第二接合部19之间的部位弯曲而向设置钎料的一侧突出的部位。该垄部60沿着第一接合部17和第二接合部19延伸的方向(即图15的纸面垂直方向)延伸。在第四实施方式中,设置有该垄部60的芯板101为本发明的一个观点等所记载的“规定的流路部件”的一例。另外,管道板80和管20分别为本发明的一个观点等所记载的“其他的流路部件”的一例。
在第四实施方式中,通过在芯板101设置有垄部60,从而抑制在加热炉内对热交换器1进行钎焊时,被加热熔融而成为液膜状的钎料在芯板101的表面上从第一接合部17向第二接合部19流动。因此,该热交换器1能够防止由于第一接合部17的角焊缝的缩小而导致的接合强度不足,并且能够防止第二接合部19的钎料过多。
(第五实施方式)
对第五实施方式进行说明。第五实施方式也相对于第一实施方式变更了热交换器1的结构。
如图16和图17所示,第五实施方式的热交换器1是进行发动机冷却水与外气的热交换的散热器。
热交换器1具备2个联管箱10、将该2个联管箱10连通的多个管20、设置在多个管20的外侧的外翅片30、以及设置在外翅片30的外侧的侧板90等。这些部件都是用于构成供流体流动的流路的流路部件。另外,在制造过程中,这些部件例如是通过在由铝构成的母材的表面压接钎料而成的钎焊片形成的。
2个联管箱10平行地配置在相互分开的位置。联管箱10是通过将形成为盘状的芯板101和形成为碗状的箱主体部102的开口部彼此组合而构成的。
在一方的联管箱10设置有供给冷却水的流入口12,在另一方的联管箱10设置有供冷却水流出的流出口13。从流入口12流入到一方的联管箱10的冷却水在多个管20和另一方的联管箱10中流动之后,从另一方的联管箱10的流出口13流出。
图17是在图16的XVII部分将箱主体部102取下后的状态的剖视图。如图17所示,多个管20在插入于在联管箱10的芯板101设置的孔105的状态下,通过钎焊而与芯板101接合。
在多个管20彼此之间设置有外翅片30。多个外翅片30中的位于外侧的外翅片30通过钎焊而固定于侧板90。在第五实施方式中,将侧板90与外翅片30的接合部称为第一接合部17。
侧板90通过钎焊而固定于在芯板101的外缘设置的凸缘部106。在第五实施方式中,将芯板101的凸缘部106与侧板90的接合部称为第二接合部19。
构成热交换器1的各部件通过钎焊而被固定。因此,虽然未图示,但在第五实施方式中也与第一实施方式同样,在各部件的表面设置有钎料层。
这里,在第五实施方式中,在侧板90设置有垄部60。垄部60是指侧板90中的、位于第一接合部17与第二接合部19之间的部位弯曲而向设置钎料的外气流路侧突出的部位。该垄部60沿着第一接合部17和第二接合部19延伸的方向(即图17的纸面垂直方向)延伸。在第五实施方式中,设置有该垄部60的侧板90为本发明的一个观点等所记载的“规定的流路部件”的一例。另外,外翅片30和芯板101分别为本发明的一个观点等所记载的“其他的流路部件”的一例。
在第五实施方式中,通过在侧板90设置有垄部60,从而抑制在加热炉内对热交换器1进行钎焊时,被加热熔融的钎料在侧板90的表面上从第一接合部17向第二接合部19流动。因此,该热交换器1能够防止由于第一接合部17的角焊缝的缩小而导致的接合强度不足,并且能够防止第二接合部19的钎料过多。
(其他的实施方式)
本发明不限定于上述的实施方式,能够适当地变更。另外,上述各实施方式并不是相互没有关系,除了明确地不能组合的情况之外,能够适当地组合。另外,在上述各实施方式中,构成实施方式的要素除了特别地指明是必须的情况以及原理上明确认为是必须的情况等之外,可以说未必是必须的。另外,在上述各实施方式中,在提到实施方式的构成要素的个数、数值、量、范围等数值的情况下,除了特别地指明是必须的情况以及原理上明确限定于特定的数的情况等之外,未必限定于该特定的数。另外,在上述各实施方式中,在提到构成要素等的形状、位置关系等时,除了特别地指明的情况以及原理上限定于特定的形状、位置关系等的情况等之外,不限定于该形状、位置关系等。
(1)在上述的实施方式中,在构成热交换器1的联管部件15、芯板101或侧板90设置有垄部60。与此相对,在其他的实施方式中,能够在构成热交换器1的各种流路部件设置垄部60。
(2)在上述的实施方式中,垄部60优选使曲率半径为0.2mm以上且1.5mm以下,优选使高度为1mm以上且5mm以下。与此相对,在其他的实施方式中,垄部60的曲率半径和高度能够与热交换器1的体格或钎料的性质和量对应地适当设定。
(总结)
根据上述各实施方式的一部分或全部所示的第一观点,热交换器具备流路部件、第一接合部、第二接合部、钎料层和垄部。流路部件形成供流体流动的流路。第一接合部是设置于规定的流路部件的面方向的一侧的、将规定的流路部件与其他的流路部件通过钎焊进行接合的部位。第二接合部是设置于规定的流路部件的面方向的另一侧的、将规定的流路部件与其他的流路部件通过钎焊进行接合的部位。钎料层遍及规定的流路部件、第一接合部和第二接合部而设置。在垄部,规定的流路部件中的位于第一接合部与第二接合部之间的部位弯曲而向设置钎料的一侧突出,并沿着第一接合部或第二接合部延伸的方向延伸。
根据第二观点,垄部具有凸部、第一凹部和第二凹部。凸部形成于垄部的顶部。第一凹部形成于垄部中的第一接合部侧的山脚。第二凹部形成于垄部中的第二接合部侧的山脚。
由此,在钎焊时,关于加热熔融的钎料,凸部的钎料的压力比第一凹部和第二凹部的钎料的压力高。因此,凸部的钎料容易向第一凹部和第二凹部流动。因此,能够抑制在钎焊时钎料在流路部件的表面上跨越垄部而流动。
根据第三观点,垄部的凸部的与垄部延伸的方向垂直的剖面的曲率半径为0.2mm以上且1.5mm以下。
由此,通过使垄部的凸部的曲率半径为1.5mm以下,与其曲率半径比1.5mm大的情况相比,能够显著地提高抑制钎料的流动的效果。另一方面,即使使垄部的凸部的曲率半径比0.2mm小,钎料的流动的抑制效果也是大致恒定的。因此,通过使曲率半径为0.2mm以上,能够减少加工工时。
根据第四观点,垄部的从山脚到顶部的高度为1mm以上且5mm以下。
由此,通过使垄部的高度为1mm以上,能够充分地发挥抑制钎料的流动的效果。另一方面,即使使垄部的凸部的高度比5mm大,钎料的流动的抑制效果也是大致恒定的。因此,通过使高度为5mm以下,能够减少在流路中流动的流体的压力损失。
另外,垄部的从山脚到顶部的高度是指,在垄部的剖面观察时,第一凹部的钎料层―母材的界面与第二凹部的钎料层―母材的界面的公切线到平行于该公切线且与凸部的钎料层的外表面相切的线的距离。
根据第五观点,垄部在第一接合部与第二接合部之间设置有多个。
由此,在钎焊时,在流路部件的表面上跨越多个垄部而流动的钎料的流动阻力能够更大。
根据第六观点,多个垄部的与垄部延伸的方向垂直的剖面中的凸部的曲率半径都为0.2mm以上且1.5mm以下,多个垄部的从山脚到顶部的高度都为1mm以上且5mm以下。
由此,能够可靠地抑制在钎焊时钎料在流路部件的表面上跨越多个垄部而流动。
根据第七观点,热交换器具备多个联管箱和多个管。多个联管箱由联管部件和箱部件形成,被供给或排出流体。多个管在插入于在联管部件设置的孔的状态下被固定,将多个联管箱中的一方的联管箱和另一方的联管箱连通。在该热交换器中,设置垄部的规定的流路部件为联管部件。第一接合部为箱部件与联管部件的接合部。第二接合部为联管部件的孔与管的接合部。
由此,垄部被设置为联管部件的一部分弯曲而向设置钎料的一侧突出,沿着箱部件与联管部件的接合部延伸的方向。因此,在钎焊时,通过该垄部而抑制钎料从箱部件与联管部件的接合部向联管部件的孔与管的接合部流动。因此,该热交换器能够防止箱部件与联管部件的接合部变得接合强度不足,并且能够防止联管部件的孔与管的接合部的钎料过多。
根据第八观点,热交换器具备多个联管箱、多个管和管道板。多个联管箱由芯板和箱主体部形成,被供给或排出流体。多个管在插入于在芯板设置的孔的状态下通过钎焊而被接合,将多个联管箱中的一方的联管箱和另一方的联管箱连通。管道板被设置为覆盖多个管的外侧,通过钎焊而与芯板接合。在该热交换器中,设置垄部的规定的流路部件为芯板。第一接合部为芯板与管道板的接合部。第二接合部为芯板的孔与管的接合部。
由此,垄部被设置为芯板的一部分弯曲而向设置钎料的一侧突出,沿着芯板与管道板的接合部延伸的方向。因此,在钎焊时,通过该垄部而抑制钎料从芯板与管道板的接合部向芯板的孔与管的接合部流动。因此,该热交换器能够防止芯板与管道板的接合部变得接合强度不足,并且能够防止芯板的孔与管的接合部的钎料过多。
根据第九观点,热交换器具备多个联管箱、多个管、翅片和侧板。多个联管箱由芯板和箱主体部形成,被供给或排出流体。多个管在插入于在芯板设置的孔的状态下通过钎焊而被接合,将多个联管箱中的一方的联管箱和另一方的联管箱连通。外翅片设置于多个管的外侧。侧板设置于多个管与多个外翅片交替地排列的方向的外侧,通过钎焊而与位于该排列的方向的外侧的外翅片和芯板接合。在该热交换器中,设置有垄部的规定的流路部件为侧板。第一接合部为侧板与外翅片的接合部。第二接合部为侧板与芯板的接合部。
由此,垄部被设置为侧板的一部分弯曲而向设置钎料的一侧突出,沿着侧板与外翅片的接合部延伸的方向、或侧板与芯板的接合部延伸的方向。因此,在钎焊时,通过该垄部而抑制钎料从侧板与外翅片的接合部向侧板与芯板的接合部流动。因此该热交换器能够防止侧板与外翅片的接合部变得接合强度不足,并能防止侧板与芯板的接合部的钎料过多。
Claims (6)
1.一种热交换器,进行流体的热交换,其特征在于,具备:
多个流路部件(15、14、20、80、90、101),该多个流路部件形成供流体流动的流路;
第一接合部(17),该第一接合部是设置于规定的所述流路部件(15、90、101)的隔着垄部(60)的一侧的、将规定的所述流路部件与其他的所述流路部件(14、20、80)通过钎焊进行接合的部位;
第二接合部(19),该第二接合部是设置于规定的所述流路部件的隔着所述垄部(60)的另一侧的、将规定的所述流路部件与其他的所述流路部件通过钎焊进行接合的部位;
钎料层(50),该钎料层遍及规定的所述流路部件、所述第一接合部和所述第二接合部而设置;以及
所述垄部(60),在该垄部,规定的所述流路部件中的位于所述第一接合部与所述第二接合部之间的部位弯曲而向设置有钎料的一侧突出,并沿着所述第一接合部或所述第二接合部延伸的方向延伸,
所述垄部具有:
凸部(61),该凸部形成于所述垄部的顶部;
第一凹部(62),该第一凹部形成于所述垄部中的所述第一接合部侧的山脚;以及
第二凹部(63),该第二凹部形成于所述垄部中的所述第二接合部侧的山脚,
所述垄部的所述凸部的与所述垄部延伸的方向垂直的剖面的曲率半径为0.2mm以上且1.5mm以下。
2.根据权利要求1所述的热交换器,其特征在于,
所述垄部的从山脚到顶部的高度为1mm以上且5mm以下。
3.根据权利要求1或2所述的热交换器,其特征在于,
所述垄部在所述第一接合部与所述第二接合部之间设置有多个。
4.根据权利要求1或2所述的热交换器,其特征在于,
所述热交换器具备:
两个联管箱,该两个联管箱由联管部件和箱部件形成,被供给或排出流体;以及
多个管,该多个管在插入于在所述联管部件设置的孔(18)的状态下被固定,将两个所述联管箱中的一方的所述联管箱和另一方的所述联管箱连通,
设置有所述垄部的规定的所述流路部件为所述联管部件,
所述第一接合部为所述箱部件与所述联管部件的接合部,
所述第二接合部为所述联管部件的所述孔与所述管的接合部。
5.根据权利要求1或2所述的热交换器,其特征在于,
所述热交换器具备:
两个联管箱,该两个联管箱由芯板和箱主体部形成,被供给或排出流体;
多个管,该多个管将两个所述联管箱中的一方的所述联管箱和另一方的所述联管箱连通,在插入于在所述芯板设置的孔的状态下通过钎焊而被接合;以及
管道板,该管道板被设置为覆盖多个所述管的外侧,通过钎焊而与所述芯板接合,
设置所述垄部的规定的所述流路部件为所述芯板,
所述第一接合部为所述芯板与所述管道板的接合部,
所述第二接合部为所述芯板的所述孔与所述管的接合部。
6.根据权利要求1或2所述的热交换器,其特征在于,
所述热交换器具备:
两个联管箱,该两个联管箱由芯板和箱主体部形成,被供给或排出流体;
多个管,该多个管将两个所述联管箱中的一方的所述联管箱和另一方的所述联管箱连通,在插入于在所述芯板设置的孔的状态下通过钎焊而被接合;
外翅片,该外翅片设置于多个所述管的外侧;以及
侧板,该侧板设置于多个所述管与多个所述外翅片交替地排列的方向的外侧,通过钎焊而与位于该排列的方向的外侧的所述外翅片和所述芯板接合,
设置有所述垄部的规定的所述流路部件为所述侧板,
所述第一接合部为所述侧板与所述外翅片的接合部,
所述第二接合部为所述侧板与所述芯板的接合部。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-054675 | 2017-03-21 | ||
| JP2017054675A JP6790948B2 (ja) | 2017-03-21 | 2017-03-21 | 熱交換器 |
| PCT/JP2018/004462 WO2018173536A1 (ja) | 2017-03-21 | 2018-02-08 | 熱交換器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110446903A CN110446903A (zh) | 2019-11-12 |
| CN110446903B true CN110446903B (zh) | 2021-03-30 |
Family
ID=63585946
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201880019411.1A Expired - Fee Related CN110446903B (zh) | 2017-03-21 | 2018-02-08 | 热交换器 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11137211B2 (zh) |
| JP (1) | JP6790948B2 (zh) |
| CN (1) | CN110446903B (zh) |
| DE (1) | DE112018001493T5 (zh) |
| WO (1) | WO2018173536A1 (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020189483A1 (ja) * | 2019-03-15 | 2020-09-24 | 三菱電機株式会社 | 熱交換器及び熱交換器の製造方法 |
| JP2020190370A (ja) | 2019-05-22 | 2020-11-26 | 有限会社和氣製作所 | マイクロ熱交換器およびその製造方法 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2720490B1 (fr) * | 1994-05-26 | 1996-07-12 | Valeo Thermique Moteur Sa | Plaque collectrice renforcée pour échangeur de chaleur. |
| JP3445905B2 (ja) * | 1995-09-30 | 2003-09-16 | ハラ クリメイト コントロール コーポレイション | 熱交換器およびそれに用いられるヘッダパイプの製造方法 |
| JP3414171B2 (ja) * | 1996-11-29 | 2003-06-09 | 株式会社デンソー | 熱交換器 |
| JPH10197190A (ja) | 1997-01-14 | 1998-07-31 | Zexel Corp | 熱交換器のヘッダパイプ |
| US20020057941A1 (en) * | 1999-06-15 | 2002-05-16 | Ichio Nakajima | Connection structure between a pipe and a tube for use in a heat exchanger |
| JP2001349690A (ja) * | 2000-06-02 | 2001-12-21 | Mitsubishi Alum Co Ltd | ろう付性に優れた熱交換器用チューブ及びそれを用いた熱交換器の製造方法 |
| JP4560902B2 (ja) * | 2000-06-27 | 2010-10-13 | 株式会社デンソー | 熱交換器およびその製造方法 |
| EP1359384B1 (en) * | 2001-01-16 | 2010-03-10 | Zexel Valeo Climate Control Corporation | Heat exchanger |
| JP3786840B2 (ja) * | 2001-01-16 | 2006-06-14 | 株式会社ヴァレオサーマルシステムズ | 熱交換器 |
| DE10204107B4 (de) * | 2002-02-01 | 2018-12-13 | Mahle International Gmbh | Abgaswärmeübertrager |
| JP2004301454A (ja) * | 2003-03-31 | 2004-10-28 | Calsonic Kansei Corp | 熱交換器用のヘッダタンク |
| JP2007125590A (ja) | 2005-11-04 | 2007-05-24 | Denso Corp | 熱交換器および熱交換器の製造方法 |
| DE102006042936A1 (de) | 2006-09-13 | 2008-03-27 | Modine Manufacturing Co., Racine | Wärmeaustauscher, insbesondere Abgaswärmeaustauscher |
| JP2009041799A (ja) * | 2007-08-07 | 2009-02-26 | Showa Denko Kk | 熱交換器およびその製造方法 |
| JP2009063229A (ja) * | 2007-09-06 | 2009-03-26 | Showa Denko Kk | 熱交換器およびその製造方法 |
| JP2009180468A (ja) * | 2008-01-31 | 2009-08-13 | Calsonic Kansei Corp | 熱交換器 |
| KR20130084178A (ko) * | 2012-01-16 | 2013-07-24 | 삼성전자주식회사 | 헤더 유닛 및 이를 가지는 열교환기 |
| JP5893450B2 (ja) | 2012-03-12 | 2016-03-23 | 株式会社Uacj | 熱交換器のヘッダ用アルミニウム合金製ブレージングシート、その製造方法及び熱交換器の製造方法 |
| JP6083272B2 (ja) | 2013-03-19 | 2017-02-22 | 株式会社デンソー | 熱交換器 |
| FR3015016B1 (fr) * | 2013-12-13 | 2019-05-17 | Valeo Systemes Thermiques | Boite collectrice et echangeur thermique correspondant |
| FR3022336B1 (fr) * | 2014-06-17 | 2019-03-22 | Valeo Systemes Thermiques | Echangeur de chaleur a fabrication facilitee par brasage |
| JP2016080236A (ja) * | 2014-10-15 | 2016-05-16 | 三菱重工オートモーティブサーマルシステムズ株式会社 | 熱交換器 |
| JP2016145662A (ja) | 2015-02-06 | 2016-08-12 | 株式会社デンソー | 熱交換器およびその製造方法 |
| JP2017054675A (ja) | 2015-09-09 | 2017-03-16 | 東芝ライテック株式会社 | 航空標識灯 |
| JP2017106661A (ja) | 2015-12-09 | 2017-06-15 | 株式会社デンソー | 熱交換器 |
-
2017
- 2017-03-21 JP JP2017054675A patent/JP6790948B2/ja not_active Expired - Fee Related
-
2018
- 2018-02-08 CN CN201880019411.1A patent/CN110446903B/zh not_active Expired - Fee Related
- 2018-02-08 WO PCT/JP2018/004462 patent/WO2018173536A1/ja active Application Filing
- 2018-02-08 DE DE112018001493.2T patent/DE112018001493T5/de not_active Withdrawn
-
2019
- 2019-09-16 US US16/571,935 patent/US11137211B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE112018001493T5 (de) | 2019-12-12 |
| CN110446903A (zh) | 2019-11-12 |
| JP2018155468A (ja) | 2018-10-04 |
| US11137211B2 (en) | 2021-10-05 |
| WO2018173536A1 (ja) | 2018-09-27 |
| JP6790948B2 (ja) | 2020-11-25 |
| US20200011604A1 (en) | 2020-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7044205B2 (en) | Layered heat exchangers | |
| US20080000626A1 (en) | Heat exchanger | |
| US20070227715A1 (en) | Heat exchanger | |
| US9827638B2 (en) | Heat exchanger and method of manufacturing the same | |
| US6920916B2 (en) | Layered heat exchangers | |
| JP5655676B2 (ja) | 凝縮器 | |
| US10337808B2 (en) | Condenser | |
| CN110446903B (zh) | 热交换器 | |
| WO2017013918A1 (ja) | 熱交換器 | |
| JP6843012B2 (ja) | 熱交換器用チューブ | |
| JP3683001B2 (ja) | 複式積層型熱交換器 | |
| JP2009150587A (ja) | 熱交換器 | |
| JP2008249241A (ja) | 熱交換器 | |
| JP2005195318A (ja) | エバポレータ | |
| JP2011163700A5 (zh) | ||
| EP2057434B1 (en) | Alternating plate headerless heat exchangers | |
| JP2017106661A (ja) | 熱交換器 | |
| JP5525805B2 (ja) | 熱交換器 | |
| CN218097332U (zh) | 换热器 | |
| JP5396255B2 (ja) | 熱交換器 | |
| JP2006090636A (ja) | 細径多管式熱交換器の細径伝熱管ユニット | |
| JP2011158130A (ja) | 熱交換器 | |
| JP5402527B2 (ja) | 複式熱交換器 | |
| JP6919472B2 (ja) | 熱交換器 | |
| WO2021024958A1 (ja) | 熱交換器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20210330 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |