CN110082865B - 用于将连接器附接到光纤上的便携设备 - Google Patents
用于将连接器附接到光纤上的便携设备 Download PDFInfo
- Publication number
- CN110082865B CN110082865B CN201910129328.6A CN201910129328A CN110082865B CN 110082865 B CN110082865 B CN 110082865B CN 201910129328 A CN201910129328 A CN 201910129328A CN 110082865 B CN110082865 B CN 110082865B
- Authority
- CN
- China
- Prior art keywords
- optical fiber
- fiber
- connector
- heat
- optical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



































Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/36—Mechanical coupling means
- G02B6/38—Mechanical coupling means having fibre to fibre mating means
- G02B6/3807—Dismountable connectors, i.e. comprising plugs
- G02B6/3833—Details of mounting fibres in ferrules; Assembly methods; Manufacture
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/36—Mechanical coupling means
- G02B6/38—Mechanical coupling means having fibre to fibre mating means
- G02B6/3807—Dismountable connectors, i.e. comprising plugs
- G02B6/381—Dismountable connectors, i.e. comprising plugs of the ferrule type, e.g. fibre ends embedded in ferrules, connecting a pair of fibres
- G02B6/3825—Dismountable connectors, i.e. comprising plugs of the ferrule type, e.g. fibre ends embedded in ferrules, connecting a pair of fibres with an intermediate part, e.g. adapter, receptacle, linking two plugs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/72—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by combined operations or combined techniques, e.g. welding and stitching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00663—Production of light guides
- B29D11/00711—Production of light guides by shrinking the sleeve or cladding onto the core
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/255—Splicing of light guides, e.g. by fusion or bonding
- G02B6/2552—Splicing of light guides, e.g. by fusion or bonding reshaping or reforming of light guides for coupling using thermal heating, e.g. tapering, forming of a lens on light guide ends
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/36—Mechanical coupling means
- G02B6/38—Mechanical coupling means having fibre to fibre mating means
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/36—Mechanical coupling means
- G02B6/38—Mechanical coupling means having fibre to fibre mating means
- G02B6/3801—Permanent connections, i.e. wherein fibres are kept aligned by mechanical means
- G02B6/3802—Assembly tools, e.g. crimping tool or pressing bench
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/36—Mechanical coupling means
- G02B6/38—Mechanical coupling means having fibre to fibre mating means
- G02B6/3807—Dismountable connectors, i.e. comprising plugs
- G02B6/3809—Dismountable connectors, i.e. comprising plugs without a ferrule embedding the fibre end, i.e. with bare fibre end
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/36—Mechanical coupling means
- G02B6/38—Mechanical coupling means having fibre to fibre mating means
- G02B6/3807—Dismountable connectors, i.e. comprising plugs
- G02B6/3833—Details of mounting fibres in ferrules; Assembly methods; Manufacture
- G02B6/3866—Devices, tools or methods for cleaning connectors
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/36—Mechanical coupling means
- G02B6/38—Mechanical coupling means having fibre to fibre mating means
- G02B6/3807—Dismountable connectors, i.e. comprising plugs
- G02B6/3873—Connectors using guide surfaces for aligning ferrule ends, e.g. tubes, sleeves, V-grooves, rods, pins, balls
- G02B6/3874—Connectors using guide surfaces for aligning ferrule ends, e.g. tubes, sleeves, V-grooves, rods, pins, balls using tubes, sleeves to align ferrules
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/36—Mechanical coupling means
- G02B6/38—Mechanical coupling means having fibre to fibre mating means
- G02B6/3807—Dismountable connectors, i.e. comprising plugs
- G02B6/3898—Tools, e.g. handheld; Tuning wrenches; Jigs used with connectors, e.g. for extracting, removing or inserting in a panel, for engaging or coupling connectors, for assembling or disassembling components within the connector, for applying clips to hold two connectors together or for crimping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0049—Heat shrinkable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/32—Optical fibres or optical cables
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B27/00—Optical systems or apparatus not provided for by any of the groups G02B1/00 - G02B26/00, G02B30/00
- G02B27/0006—Optical systems or apparatus not provided for by any of the groups G02B1/00 - G02B26/00, G02B30/00 with means to keep optical surfaces clean, e.g. by preventing or removing dirt, stains, contamination, condensation
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/245—Removing protective coverings of light guides before coupling
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/36—Mechanical coupling means
- G02B6/38—Mechanical coupling means having fibre to fibre mating means
- G02B6/3807—Dismountable connectors, i.e. comprising plugs
- G02B6/3833—Details of mounting fibres in ferrules; Assembly methods; Manufacture
- G02B6/3846—Details of mounting fibres in ferrules; Assembly methods; Manufacture with fibre stubs
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
Abstract
一种用于将连接器附接到光纤上的便携设备,该光纤具有端部,该设备包括:用于在光纤的端部接收光纤的装置;以及用于自主地将连接器附接到光纤上的连接器工位。
Description
本申请是于2016年7月1日提交的分案申请(国家申请号为201610510366.2)的分案申请。该2016年7月1日提交的分案申请是于2013年8月19日进入中国国家阶段的PCT专利申请PCT/US2012/024189(国际申请日为2012年2月7日,中国专利申请号为201280009462.9,发明名称为“用于将连接器附接到光纤上的便携设备”)的分案申请。
技术领域
本申请在2012年2月7日作为PCT国际专利申请提交,除美国以外的所有指定国的申请人为名称为Tyco Electronics Raychem BVBA的比利时公司和名称为TycoElectronics Corporation的美国公司,而仅指定美国的申请人为比利时公民Danny WillyAugust Verheyden、美国公民David Donald Erdman、美国公民Michael Gurreri、美国公民Randall Bobby Paul、比利时公民Jan Watte、美国公民Robert Charles Flaig、美国公民Alan Edward Plotts、美国公民Michael Aaron Kadar-Kallen、美国公民Shelly AnneBuchter、比利时公民Jan Vandenbroeck、比利时公民Patrick Billet、意大利公民StefanoBeri、荷兰公民Andre Johannes Maria Hilderink、荷兰公民Hernes Jacobs、荷兰公民Petrus Theodorus Rutger、荷兰公民Petrus Theodorus Krechting、荷兰公民MartijnJohannes Wolbers和比利时公民Walter Mattheus,并且要求2011年2月17日提交的美国专利申请序列号61/443,933 、2011年2月17日提交的美国专利申请序列号61/443,942、2011年7月18日提交的欧洲专利申请序列号11174376.1、2011年10月7日提交的美国专利申请序列号61/544,880、2012年1月20日提交的欧洲专利申请序列号12151987.0和2012年1月20日提交的欧洲专利申请序列号12151988.8的优先权,这些专利申请的公开内容通过全文引用的方式并入本文中。
本发明涉及光纤的处理,且更具体地涉及用于将连接器附接到光纤上的便携设备,并且涉及用于自动处理光纤的装置以及用于光纤的单独处理设备和方法。
背景技术
光纤处理设备可在平地上使用,但也在困难条件下例如在梯子上、电线杆上、屋顶上使用。
当通过例如剥离、清洁、劈开来处理光纤时,必须使用适合所选择的处理步骤的不同设备。因此,当采用上述过程中的一个时,剥离设备、清洁设备和劈开设备必须分开存放并且在通常困难的环境中携带。例如,当在梯子上进行作业时,工人使用有关设备进行期望处理,且此后他/她在已将前一个设备放置在其初始位置之后必须拉出另一设备。因此,工人必须负担若干设备的重量工作。此外,对于每个处理操作而言,工人必须是本领域技术人员以便正确处理精密的光纤。
此外,传统光纤切割设备不具有用于收集可作为处理光纤例如切割缓冲材料、涂层、小和较大的玻璃部分(取决于玻璃断裂位置)的结果而出现的碎屑的特定一体结构。因此,光纤碎屑在施工现场被直接扔弃,从而引起环境污染。
专利申请WO2006/112675公开了一种用于借助若干处理单元例如剥离单元、光纤切割单元、用于焊接两根光纤的接合部分的焊接单元来处理光纤的便携设备。剥离、切割、清洁和焊接全部可使用单个设备来执行。
仍然存在对方便和容易地使用便携设备来处理光纤的需求。
发明内容
本发明的一个目的是提供一种用于自主地将连接器附接到光纤上的方法和便携设备以及用于光纤的单独的处理设备和方法。
通过根据本发明的独立权利要求的方法和装置来实现此目的。从属权利要求涉及优选实施例。
在一个实施例中,本发明提供了一种用于将连接器附接到具有端部的光纤上的便携设备,该设备包括用于在光纤端部接收光纤的装置;以及用于自主地将连接器附接到光纤上的工位(station)。
本发明的另一实施例提供了一种用于借助便携工具将连接器附接到光纤上的方法,该方法包括由便携工具在光纤的端部接收光纤;将便携工具的一个工位联接到光纤的端部上以将连接器附接到光纤上;以及在该工位将连接器自主地附接到光纤上。
根据本发明的设备的一个重要优点在于,它可由不熟练的操作者使用,而对光纤的操作通常需要高技能。另一优点在于,该设备使用起来方便且很容易。
在根据本发明的设备的一些实施例中,连接器附接到光纤上。
在本发明的一些实施例中,执行一个或多个准备步骤以准备好光纤用于连接器的附接。
在本发明的实施例中,准备好光纤用于连接器的附接且随后附接连接器。
本发明的一个优点在于,设备的高自动化程度。
本公开包括可集成在一个组件(toll)中或者可以是涉及光纤连接器、光纤连接器处理系统和光纤连接器处理方法的单独设备的各个方面。将了解,这样的方面理想地适合于具有用于预处理和附接光纤连接器到光纤上的便携设备的应用。然而,还将了解,本文公开的各种连接器、系统和方法还可单独使用或者在它们对这种便携设备的应用以外的各种组合中使用。因此,本文公开的连接器、系统和方法具有对任意类型的光纤和连接器处理操作的宽泛应用,并且当然不限于与便携连接器安装设备联用。
本公开还涉及一种包括壳的设备,所述壳限定用于接收光纤的光纤插入开口。该设备可在壳内包括用于在光纤被插入光纤插入开口中时将连接器本体固定在光纤上的机构。在某些实施例中,该设备还可在壳内包括用于在将连接器本体固定到光纤上之前预处理光纤的一个或多个工位。一个示例工位包括电弧处理工位。另一示例工位包括剥离工位。又一示例性位包括劈开工位。另一示例工位包括试验工位。又一示例工位包括连接器本体保持和加热工位。在某些实施例中,在壳内可装设有保持多个连接器本体的连接器卡盘(cartridge)。在某些实施例中,连接器卡盘可充当用于使连接器本体连续定位在分配位置的旋转传送器(carousel),在该分配位置,连接器本体从连接器卡盘单独装载至连接器本体和加热工位。在某些实施例中,至少其中一些工位由托架承载,该托架可在沿着光纤插入轴线的定向上来回移动(即,托架往复运动)。在某些实施例中,光纤夹具装设在托架上并且可沿着光纤的插入轴线移动。在某些实施例中,夹具用来沿着插入轴线将预定长度的光纤拉入壳内。在某些实施例中,第一夹具设置在托架上,第二光纤夹具相对于壳轴向固定,而第三光纤夹具定位在第一和第二光纤夹具之间。在某些实施例中,托架可绕平行于光纤插入轴线的枢转轴线枢转。在某些实施例中,托架包括旋转头,其可围绕大体横向于光纤插入轴线的旋转轴线变位(index)。在某些实施例中,电弧处理工位、试验工位以及连接器保持和加热工位可装设在旋转头上,并且旋转头充当用于使各工位定位成与光纤插入轴线对齐的旋转传送器。在任意上述实施例中,废料收集系统可设置在壳内,以收集碎屑,例如剥离的涂层和劈裂的碎屑。任意上述特征可单独地或互相任意组合地设置。
本公开还涉及一种包括壳的设备,所述壳限定用于接收光纤的光纤插入开口。该设备可在壳内包括用于剥离光纤和用于对光纤的未拼接端进行电弧处理的机构。
在根据本发明的一个实施例中,由设备接收光纤,执行用以准备光纤的所有要求操作,并且随后附接光纤;该完整过程完全是自动的,即光纤被输入至设备,并且设备的输出是附接有连接器的光纤,并且这里不存在来自例如操作者的任何手动操作。该过程可耗时约40秒。
在根据本发明的另一实施例中,设备的不同工位中的操作被自主地执行,但在操作之间,存在来自例如操作者的操作。例如在检查显示器上的前次操作状态之后,操作者可例如按压按钮以起动下一次操作。因此,所述操作仍自主地执行,但整个过程不完全是自动的。
在本发明的又一实施例中,并非所有准备步骤都是在设备中执行的,而是在设备外部执行一个或多个预处理和/或后处理步骤。这种预处理步骤的一个示例是从光纤去除外部增强涂层(比方说例如Kevlar涂层)。不在设备中执行的后处理步骤的一个示例是将套管(boot)附接到连接器上:该套管可在光纤准备好且可通过工具附接连接器之前由操作者在光纤上滑动,并且此后由操作者将套管附接到连接器上。在另一实施例中,套管可由设备自动附接。
根据本发明的设备的另一优点是其高可靠性:准备光纤并以很高的可靠度附接连接器,并且这与很高的自动化程度结合。
根据本发明的设备的一些实施例的又一优点在于,可处理具有不同直径的光纤。
根据本发明的设备的一些实施例的一个优点在于,可处理不同类型的光纤,包括紧密式和半紧密式。
另一优点在于,根据本发明的设备的一些实施例仅需要自由长度为30cm的光纤来准备光纤并附接连接器。对于现有技术机械拼接,需要1.5至2m光纤。
根据本发明的设备是便携的。优选地,该设备是手持式的。在根据本发明的一些实施例中,该设备可装设在三脚架上。在一些实施例中,该设备可放置在桌子上。在一些实施例中,设备可以放置在坚固的盒子上,例如以在运输时保护设备。在一个实施例中,根据本发明的设备具有大致圆柱形,具有约8cm的直径和约30cm的长度。
可在根据本发明的设备中执行不同处理步骤,以准备好光纤以附接连接器,并且附接连接器。下文将更详细论述的这些处理步骤可包括:
- 剥离
- 清洁
- 拉伸试验
- 劈开
- 热处理,例如电弧处理
- 检查
- 安置连接器并附接连接器。
不是所有这些处理步骤都必须包括在内。执行步骤的次序可变化。可包括其它步骤。连接器可包括可在不同子步骤中安置的若干部件(例如“引擎”或内部件,和“外壳”)。
本发明提供了一种方法,例如用于以机械方式连接光纤的热处理,例如电弧处理,其中光纤具有高配对耐力(mating endurance),即对多次连接和分离操作的高耐力,连接和分离操作在本文献中也称为“配对”和“拆开”。本发明的实施例的另一优点是提供具有高配对耐力的光学连接器。光学连接器可以是无箍连接器。已发现,以机械方式劈开的光纤的配对耐力在对光纤的裸露端(即从其去除涂层的光纤的覆层和芯部)进行特定热处理时明显改善。根据本发明的实施例,特定热处理可以是特定电弧处理。根据本发明的实施例,根据本发明被以机械方式劈开并随后进行热处理的光纤可被多次(例如多达50次和更多次)连接和分离。这允许非常适合用于FTTx段(例如FTTH,“光纤到户”)中的新型无箍连接器。在该段中,很容易的现场安装是优点。
无箍连接是已知的。然而,将无箍连接器引入所谓的外部设备(即总局外部的网络设施)中的早期尝试并不成功。
根据本发明的实施例的低损耗、易于安装的无箍连接器的成功开发提供了显著的优点。
通过本发明的实施例提供的其中一个主要优点是在配对和拆卸的顺序之后具有耐久性的连接器。在根据本发明的实施例中,连接在多达50个配对-拆开循环之后具有低插入损耗和高回波损耗。
本发明在一实施例中提供了一种用于与另一光纤连接器机械连接的光纤连接器,该光纤连接器包括具有裸露端的光纤,该裸露端具有端面且包括芯部和包围芯部的覆层,其中该覆层在端面处具有在从0.4mm至4mm的范围内的曲率半径。所述覆层的曲率半径可通过所述端面的热处理获得。芯部可在所述端面处具有在从0.14mm至4mm的范围内的曲率半径。芯部的曲率半径可小于覆层的曲率半径。
本发明的实施例提供了一种光纤连接器,其中芯部以在从10至200nm的范围内、优选地在从10至150nm的范围内、更优选地在从30至60nm的范围内的突出高度从覆层突出。芯部从覆层的突出可通过所述端面的热处理获得。
在根据本发明的光纤连接器的一个实施例中,所述光纤具有轴线,并且所述端面相对于与所述轴线垂直的平面形成一定角度,其中所述角度在从5°至50°的范围内,优选地在从5°至15°的范围内。
在本发明的实施例中,本发明还提供了一种光纤连接器组合,其包括根据本发明的第一光纤连接器、根据本发明的第二光纤连接器和用于连接所述第一光纤连接器和所述第二光纤连接器的适配器。
在本发明的另一实施例中,提供了一种光纤连接器组合,其包括根据本发明的第一光纤连接器和根据本发明的第二光纤连接器,其中所述第一光纤连接器是阳连接器且所述第二光纤连接器是阴连接器。
本发明的实施例提供了一种用于与另一光纤连接器机械连接的光纤连接器,所述光纤连接器包括具有裸露端的光纤,所述裸露端具有端面且包括芯部和包围芯部的覆层,其中所述芯部在所述端面处具有在从0.14mm至4mm的范围内的曲率半径。所述芯部的所述曲率半径可通过所述端面的热处理来获得。所述覆层可在所述端面处具有在从0.4mm至4mm的范围内的曲率半径。所述芯部的所述曲率半径可小于所述覆层的所述曲率半径。
本发明在一实施例中提供了一种光纤连接器,其中所述覆层在所述端面处具有在从0.4mm至4mm的范围内的曲率半径。芯部可在所述端面处具有在从0.14mm至4mm的范围内的曲率半径。所述芯部的曲率半径可小于所述覆层的所述曲率半径。
在一个实施例中,本发明提供了一种用于以机械方式连接第一和第二光纤连接器的方法,第一光纤连接器包括第一光纤,该第一光纤具有第一裸露端且包括顶部和包围芯部的覆层,该方法包括以下步骤:以机械方式劈开所述第一裸露端,从而获得所述第一裸露端的第一端面;以及对所述第一端面进行热处理。在实施例中,该方法还包括对所述第一端面进行热处理,使得所述覆层在所述热处理之后在所述第一端面处具有在从0.14mm至4mm的范围内的曲率半径。所述第二光纤连接器可以是有箍光纤连接器,该方法还包括经由转换器将所述第一光纤连接器连接到所述第二光纤连接器上。所述第二光纤连接器可包括具有第二裸露端的第二光纤,该方法还包括以下步骤:以机械方式劈开所述第二裸露端,从而获得所述第二裸露端的第二端面;以及对所述第二端面进行热处理。该方法还可包括对所述第二端面进行热处理,使得所述覆层在所述热处理之后在所述第二端面处具有在从0.14mm至4mm的范围内的曲率半径。该方法还可包括将所述第一光纤连接器连接到所述第二光纤连接器上且随后使所述第一光纤连接器与所述第二光纤连接器分离的步骤,其中所述连接和随后的分离被执行多次,例如至少10次,或至少50次。
在一个实施例中,本发明提供了一种方法,其包括经由适配器将所述第一光纤连接器连接到所述第二光纤连接器上。所述适配器可包括折射指数匹配材料,该方法还包括经由所述折射指数匹配材料将所述第一光纤连接器连接到所述第二光纤连接器上。
于是,本发明在一实施例中提供了一种方法,其中所述第一光纤连接器为阳连接器且所述第二光纤连接器为阴连接器。
在一个实施例中,本发明提供了一种方法,该方法包括在从120ms至280ms的范围内的时间段期间、优选地在从150ms至250ms的范围内的时间段期间施加所述电弧处理。所述电弧处理可使用具有分离距离的阴极和阳极来施加,且其中所述分离距离在从1.5mm至4mm的范围内。
本发明在一实施例中提供了一种方法,其中所述机械劈开为成角度的劈开。所述成角度的劈开可以是在从5°至50°的范围内、优选地在从5°至15°的范围内的角度下的劈开。
本发明在一个实施例中提供了一种用于将第一和第二光纤连接器以机械方式连接的方法,第一光纤连接器包括具有裸露端的光纤,该方法包括以下步骤:以机械方式劈开裸露端,从而获得裸露端的端面;以及对该端面进行热处理。
在以上公开的实施例中,热处理可为电弧处理。
本发明还在一实施例中提供了一种光纤连接器,该光纤连接器包括具有裸露端的光纤,裸露端具有端面,端面具有圆形边缘。两个所述光纤连接器的连接的插入损耗小于0.25dB。光纤连接器的此实施例通过根据本发明的方法的实施例获得。
本发明的实施例可具有一个或多个如以下更详细说明的以下优点。连接相对廉价。连接具有低插入损耗和高回波损耗。可以进行很多次连接和分离而不会使光学连接器的质量明显恶化。端面的热处理所需的功率比较低,使得该方法可被用作用于准备光纤端部以附接连接器(可能包括通过工具来附接连接器)的便携工具、甚至手持式工具中的光纤端部处理步骤中的一个。
当将根据本发明的实施例与上文公开的现有技术激光切割和同步抛光法进行比较时,本发明的实施例使用机械劈开且仅使用热处理来处理端面,而不切割。端面的热处理因此可使用较低功率水平来完成。端面的边缘通过热处理而变圆。较低功率水平允许获得具有较小曲率半径的圆形边缘。与激光切割和抛光法相比,当使用根据本发明的热处理时,插入损耗也较低。在不受理论束缚的情况下,我们认为较小的曲率半径将引起较小的插入损耗。
对端面施加的热处理可以是作为激光辐照的结果的激光加热,或等离子体电弧处理,或电弧处理,或如本领域中已知的另一种热处理。
辐照还可在不同角度和位置下施加,例如从正面辐照光纤端面或者从侧面辐照光纤端部。激光器可以以脉冲模式或者以连续模式操作;激光器可分类为根据功率输出随着时间的推移是否基本为连续的或者其输出是否在适合的时间尺度上采取光脉冲形式而以连续模式或脉冲模式操作。
在本发明的优选实施例中,使用电弧处理作为用于光纤端面的热处理。电弧处理具有低功耗。
根据本发明的具有经热处理的端面的光纤呈现非常好的连接和分离特性。将光纤的裸露端插入光纤对齐元件中、与另一光纤形成连接且随后收回光纤端部可重复数十次(例如50次和更多次),而不会明显影响光纤连接的质量。
在本发明的一些实施例中,光纤端部的机械劈开是垂直劈开,即被劈开的端面与裸露光纤的轴线垂直。
在本发明的其它实施例中,机械劈开是成角度的劈开。在这种情况下,被劈开的端面与垂直于光纤轴线的平面形成大于0°的角度。结果,光纤不再旋转对称,并且沿着平行于光纤轴线的方向具有略微不同的长度。在一个实施例中,该角度在从5°至50°的范围内。在另一实施例中,该角度在从5°至15°的范围内,并且优选地在从6°至10°的范围内,例如8°。如上文已公开的,折射指数匹配材料例如折射指数匹配凝胶可用于机械光纤连接,以改善光从一个光纤端部到另一光纤端部的耦合。光纤的裸露端部通常仅在它们的端面的有限面积上彼此接触。折射指数匹配凝胶可填充端面之间可能的“间隙”并因此减少菲涅尔反射且提高光学连接的效率。
本发明的实施例包括一种用于连接第一和第二光纤连接器的方法,每个连接器具有裸露端,裸露端被以机械方式劈开并具有经热处理的端面。
本发明还涉及一种用于经由适配器连接这种第一和第二连接器的方法。该适配器可包括折射指数匹配材料。
本发明还包括一种用于连接这种第一和第二连接器的方法,其中第一连接器是阳(插入)连接器且第二连接器是阴(接收)型光纤连接器。
本发明的又一实施例包括一种用于经由转换器将具有裸露端的第一光纤连接器连接到有箍光纤上的方法,所述裸露端被以机械方式劈开且具有根据本发明的经热处理的端面。转换器可包括特殊过渡元件,其包括在一端带箍而在另一端无箍的一小段光纤。第一光纤然后连接到转换器中的过渡元件的无箍端部上,并且有箍光纤连接到转换器中的箍上。过渡元件的无箍端部可被以机械方式劈开且具有根据本发明的经加热的端面。
根据本发明的另一方面,提供了一种附接到光纤上的光纤连接器,其中光纤连接器包括:外壳,例如连接器本体;内部部件,例如插入所述连接器本体中的光纤附接元件;以及将光纤附接到所述光纤附接元件上的可热成型材料,其中所述可热成型材料具有处理温度;并且其中所述连接器本体由具有低于所述处理温度的弱化温度的一种或多种材料制成。
根据本发明的另一方面,提供了一种用于将光纤附接到光纤连接器上的设备,其中该光纤连接器包括第一附接元件和连接器本体,该设备包括:用于接收光纤连接器和光纤的装置;用于将光纤附接到光纤附接元件上的装置;以及用于使光纤附接元件从附接位置移动至操作位置的移动装置,其中附接位置用于所述将光纤附接到光纤附接元件上,其中附接位置设置在连接器本体的外侧,且其中操作位置设置在连接器本体的内侧。
此外,移动装置可适合于使光纤附接元件从预备位置移动至附接位置,其中预备位置设置在连接器本体的内侧。
在根据本发明的一些实施例中,一种光纤连接器包括连接器本体和光纤待附接到其上的光纤附接元件。在根据本发明的方法的实施例中,光纤附接元件可相对于连接器本体具有至少两个位置。这些位置中的一个为操作位置,其中光纤连接器适合于连接到另一光学设备例如另一光学连接器上,或者连接到如本领域中已知的任意其它光学设备上,例如发光设备如LED、用以将光学连接器连接到另一类型的连接器上的转换器等。在操作位置,光纤附接到光纤附接元件上,并且连接器本体将光纤附接元件和所附接的光纤与外部环境、即与污染隔离。除操作位置以外,光纤附接元件可具有相对于连接器本体的与操作位置不同的附接位置,以及预备位置,该预备位置优选地不同于操作位置但在一些实施例中可与操作位置一致。在预备位置,光纤附接元件通过连接器本体与外部环境、即与污染隔离;光纤在此位置还没有附接到光纤附接元件上。
在附接位置,光纤附接元件位于连接器本体的外侧。这意味着,优选地,光纤附接元件的一部分仍联接到连接器本体上,更优选地,该部分仍处于连接器本体中,而光纤附接元件的另一部分(光纤待附接到该部分上)处于连接器本体的外侧。为了将光纤附接到连接器上,然后可使光纤附接元件从预备位置移动至附接位置,此处光纤被附接。在附接之后,然后使光纤附接元件在连接器本体内侧再次移动至操作位置,该操作位置如上所述可与预备位置不同。光纤附接元件在操作位置可被锁定在连接器本体中,使得其不能从连接器本体被去除;可使用例如扣合紧固件或如本领域中已知的另一系统来将它锁定。此外,连接器可包括“软锁定”系统,该系统锁定光纤附接元件,使得其在预备位置不会从连接本体移出(例如通过重力)。该锁定系统是“软的”,这意味着通过施加较小的力,可使第一附接模块从连接器本体移出。此外,连接器本体可包括止挡部,以在使光纤附接元件移动至附接位置时保持光纤附接元件。
根据本发明的连接器的实施例具有许多优点。光纤附接元件在大部分时间通过连接器本体与外部环境、即与污染隔离。如果通过使用可热成型的材料例如热收缩管来将光纤附接到连接器上,则仅光纤附接元件的材料必须能够耐受附接所需的高温,例如120℃,并且可对连接器本体使用不同类型的材料。
为了将光纤附接到光纤附接元件上,可使用若干方法。一种优选方法是施加可热成型材料,例如热收缩材料如热收缩线带或优选地热收缩管。另一优选方法是施加热熔材料,并且在所施加的热熔材料上施加热收缩材料,例如热收缩管。还可使用粘合剂、可能地UV硬化粘合剂或者本领域中已知的其它合适附接方法来进行机械压接。
连接器优选地被预装配在连接器卡盘中,使得光纤附接元件优选地在预备位置位于连接器本体中。
本发明的实施例的另一优点在于,附接能够容易地例如在便携设备、甚至在手持设备中自动化。
本发明的实施例可用来将光纤附接到用于无箍系统或用于有箍光纤系统的光纤连接器上。使用热收缩管的一个优点在于,如果从被涂覆光纤到裸露光纤的过渡发生在光纤附接元件内(通常会是这种情况),则它可通过搭接例如1000μm的涂层直径与例如125μm的覆层直径之间的间隙来提供应变消除。
用于将光纤附接在光纤连接器中的本文公开的设备和方法的实施例可以是可靠、方便、避免污染和廉价中的任意一者。此外,在热活化前无需使用IPA或其它醇类来清洁光纤。在本发明的一些实施例中,裸露光纤即芯部和覆层(参见下文对芯部和覆层的含义的“定义”)的位置相对于连接器被固定;这称为光纤固定。“光纤固定”与“光纤终端”不同;在光纤终端中,光纤例如通过将涂层的外侧附接到连接器壳上而简单地附接到连接器上;在这种情况下,光纤的玻璃部分即覆层和芯部仍可相对于连接器移动而未被固定。
本文公开的实施例可利用可恢复尺寸的元件来协助光纤保持。可恢复尺寸的元件是在经受热处理时可使其尺寸构型显著变化的元件。通常,这些元件朝已事先使它们从其变形的原始形状恢复,但如本文所用的术语“可恢复的”还包括即使未事先变形也采取新构型的元件。在本发明的实施例中,可热恢复的元件以封装和保持形式特别是以光纤保持形式朝原始形状恢复。
本发明的一些实施例的优点在于,防止了光纤伸出(grow out)。聚合物护套即光纤外涂层的收缩行为导致光纤伸出。由于温差(要求光纤在-40℃与70℃之间稳定),光纤聚合物护套可能收缩回,从而导致芯部和覆层以及通常还有内涂层(其可为丙烯酸层)伸出聚合物护套。
在某些实施例中,可热恢复的元件为可包括纵向接缝或者可以无缝的套筒(例如,管)。在某些实施例中,套筒具有包括外部可热恢复的环形层和内部环形粘合层的双壁结构。在某些实施例中,内部环形粘合层包括热熔粘合层。
优选地,粘合剂可供用于光纤在连接器内的主要保持。可热恢复的壳套(sheath)用于容纳粘合剂并导致粘合剂流入光纤附接元件与光纤之间的空隙区域内,以确保与光纤的裸露玻璃部分、光纤的被涂覆部分和光纤附接元件形成有效的粘合接触。使用相对大量的粘合剂。例如,该过程与配合在内壁内侧以提供用于填充空隙的更多粘合剂的单独粘合套筒相结合使用具有可热恢复的材料的外壁(即,层)和粘合剂内壁(即,层)的热收缩管。备选地,可使内壁更厚以提供另外的粘合剂容积。
在一个实施例中,套筒最初从正常、尺寸稳定的直径膨胀至比正常直径大的受热尺寸不稳定的直径。套筒定形为受热尺寸不稳定的直径。这通常在工厂/制造设备中发生。受热尺寸不稳定的直径大小确定为允许套筒插入到期望联接在一起的两个构件上。在插入两个构件上之后,套筒被加热,由此使套筒朝正常直径收缩回,使得套筒径向压靠在两个构件上以将两个构件固定在一起。粘合层优选地在套筒加热期间被热活化。在某些实施例中,套筒可用来将被涂覆光纤固定至适合被固定在连接器本体内的衬底例如附接部件上。在某些实施例中,套筒内的粘合剂可直接结合至衬底和被涂覆光纤,并且被涂覆光纤可具有小于300微米的直径。在某些实施例中,被涂覆光纤的裸露玻璃部分轴向向外延伸超出套筒的一端。在某些实施例中,套筒可用来将光纤的涂层部分锚固/轴向固定至光纤的裸露玻璃部分。在某些实施例中,套筒内的粘合剂可直接结合至光纤的涂层部分和裸露玻璃部分,并且光纤的裸露玻璃部分可轴向向外延伸超出套筒的一端。涂层部分可具有小于300微米的直径。
本发明的有利效果在于,即使在光纤与可热恢复的元件之间存在污染,例如灰尘和尘粒,光纤到光纤附接元件的附接也仍将足以引起良好的光学特性。此外,本发明防止了由微弯曲导致的模态噪声,这对于机械压接系统常常是一个问题。
本发明的另一方面包括一种用于将光纤附接在光纤连接器中的方法。在实施例中,光纤连接器包括第一附接元件、包围所述光纤附接元件的可热成型材料(例如可热恢复的元件)、以及包围所述可热成型材料的连接器本体,并且该方法包括以下步骤:将光纤插入光纤连接器中;以及使可热成型的材料活化,从而将光纤附接到光纤附接元件上。
使可热成型的材料活化可例如通过加热它来完成。可热成型的材料可以是热收缩材料。热收缩材料可以是热收缩管。它可以是热收缩线带。
在用以将光纤附接到光纤附接元件上的方法的一个实施例中,使用诸如可热恢复元件的可热成型材料,例如,诸如热收缩线带或优选地热收缩套筒或热收缩管的热收缩材料。另一优选方法是使用热熔材料以及诸如热收缩管的热收缩材料。热熔材料可位于热收缩套筒或管的内表面上,和/或作为热收缩套筒或管的单独衬套。
本发明的又一方面提供了一种光纤连接器,其包括:具有界面端的连接器本体;以及通过由粘合剂保持的至少一个构件附连在连接器本体内的光纤,该光纤具有可在连接器本体的界面端接近的未受支承的端部,其中光纤连接器是无箍的。优选地,未受支承的端部是裸露的玻璃部分。
在一些实施例中,光纤粘附性地附连至连接到连接器本体上的附接元件。在其它实施例中,光纤包含包括主涂层的第一部分和不包括主涂层的第二部分,其中光纤的未受支承端部由第二部分形成,且其中第一和第二部分通过粘合剂粘附性地附连至附接元件。优选地,光纤的第二部分包括信号传送结构,其包括芯部和覆层,其中光纤的第一部分包括由主和二级涂层覆盖的信号传送结构,且其中粘合剂限制信号传送结构与二级涂层之间的轴向移动。
在备选实施例中,套筒覆盖粘合剂,并且优选地,套筒是可热恢复的套筒,且其中粘合剂被热活化。
在一些实施例中,光纤连接器具有第一构型,其中未受支承端部被包封在连接器本体内以保护未受支承端部的端面免于污染,以及第二构型,其中未受支承端部的端面能够在连接器本体的界面端接近以允许与另一光纤光学连接。
优选地,粘合剂将光纤附连在连接器本体内,并且套筒包围粘合剂和光纤。更具体地,套筒可以是可热恢复的套筒,并且粘合剂优选地被热活化。在一些实施例中,套筒包围粘附性地与光纤结合的附接元件。
本发明还提供了一种用于使用诸如热收缩套筒的可热恢复材料来进行微装配的设备和方法。可热恢复材料例如可用来将光纤和元件装配在光纤连接器中。
本文公开的用于装配的设备和方法的实施例可以是可靠、方便、避免污染和便宜中的任何一者。在一些实施例中,可热恢复的材料用于装配元件。装配可使用可热恢复的材料来完成。然后可以以如下所述避免夹杂空气的方式加热可热恢复的材料。
本发明的一方面是提供一种用于装配部件并用于向可热恢复的材料传热的设备,该设备包括第一预先安装或预先装配的元件且适合接收待装配的第二元件,还包括用于向所述可热恢复的材料传热的热分配装置,其中所述热分配装置具有用于接收可热恢复材料的空腔和包围所述可热恢复材料的导热部分,由此该设备适合使可热恢复材料收缩在第二元件上,并且其中,所述热分配装置包括局部加热部分,在局部加热部分与可热恢复材料之间存在预先限定的物理关系。
第一预先安装或预先装配的元件(适合接收待装配的第二元件)可以是例如构件(例如连接器筒体(barrel)、连接器壳、光纤附接元件)的微装配布置,其中第一预先安装或预先装配的元件优选地适合包括可热恢复材料,其以可热恢复材料的热恢复将预先安装或预先装配的元件附接到第二元件上的方式附接。特别地,预先安装或预先装配的元件和第二元件可以可选地与无箍光纤连接有关。
本发明还提供了一种光纤连接器,该光纤连接器包括:
- 具有界面端的连接器本体;以及
- 通过热恢复后的材料附连在连接器本体内的光纤,
其中,该光纤连接器是无箍的,还包括用于向可热恢复材料传热的热分配装置,其中所述热分配装置具有接收热恢复后的材料的空腔和包围所述热恢复后的材料的导热部分。
本发明的一些实施例的优点是防止了光纤伸出。聚合物光纤护套即光纤的外涂层的收缩行为导致光纤伸出。由于温差(要求光纤在-40℃与70℃之间稳定),光纤聚合物护套可能收缩回,从而导致芯部和覆层以及通常还有内涂层(其可为丙烯酸层)伸出聚合物护套。在某些实施例中,可热恢复的元件为可包括纵向接缝或者可以无缝的套筒(例如,管)。在某些实施例中,套筒具有包括外部可热恢复的环形层和内部环形粘合层的双壁结构。在某些实施例中,内部环形粘合层包括热熔粘合层。
优选地,粘合剂提供了光纤在连接器内的主要保持。可热恢复的壳套用于容纳粘合剂并导致粘合剂流入光纤附接元件与光纤之间的空隙区域内,以确保与光纤的裸露玻璃部分、光纤的被涂覆部分和光纤附接元件形成有效的粘合剂接触。使用相对大量的粘合剂。例如,该过程与配合在内壁内侧以提供更多用于填充空隙的粘合剂的单独粘合套筒相结合使用具有可热恢复材料的外壁(即,层)和粘合内壁(即,层)的热收缩管。备选地,可使内壁更厚以提供另外的粘合剂容积。
在一个实施例中,套筒最初从正常、尺寸稳定的直径膨胀至比正常直径大的受热尺寸不稳定的直径。套筒定形为受热尺寸不稳定的直径。这通常在工厂/制造设备中发生。受热尺寸不稳定的直径大小确定为允许套筒插入期望联接在一起的两个构件上。在插入到两个构件上之后,套筒被加热,由此导致套筒朝正常直径收缩回,使得套筒径向压靠在两个构件上以将两个构件固定在一起。粘合层优选地在套筒加热期间被热活化。在某些实施例中,套筒可用来将被涂覆光纤固定至适合固定在连接器本体内的衬底例如附接部件上。在某些实施例中,套筒内的粘合剂可与衬底和被涂覆光纤直接结合,并且被涂覆光纤可具有小于300微米的直径。在某些实施例中,被涂覆光纤的裸露玻璃部分轴向向外延伸超出套筒的一端。在某些实施例中,套筒可用来将光纤的涂层部分锚固/轴向固定在光纤的裸露玻璃部分上。在某些实施例中,套筒内的粘合剂可与光纤的涂层部分和裸露玻璃部分直接结合,并且光纤的裸露玻璃部分可轴向向外延伸超出套筒的一端。涂层部分可具有小于300微米的直径。
在一些实施例中,提供了一种光纤连接器,其中在该光纤连接器的内侧使用诸如热收缩套筒、优选地热收缩管的可热恢复材料。可热恢复材料可用来将光纤和光纤附接元件装配在光纤连接器的内侧。附接的目的可以是固定光纤相对于连接器壳的位置。光纤附接元件和可热恢复材料处于光纤连接器的内侧意味着光纤连接器的另一部分(例如连接器本体包围光纤附接元件)。为了加热光纤连接器内侧的可热恢复材料并进行可靠的附接而不使空气夹杂在可热恢复材料中,可使用热分配器,其具有包围可热恢复材料的导热部分。光纤连接器可包括光纤附接元件;其可包括可热恢复材料。导热部分可具有向其施加来自热源的热的局部加热部分。连接器本体可具有一位置,例如允许热源加热局部加热部分的开口。该热源可通过辐射(例如通过红外线辐射)和/或通过对流来供热。优选地使用加热器,例如电阻加热器。导热部分也可以导电,使得通过使来自电源的电流通过导热部分而在导热部分中产生热。为了装配部件,光纤被插入连接器中,进入热收缩管。热收缩管包围光纤和光纤附接元件。通过加热器向局部加热部分供热;优选地,加热器与导热部分的局部加热部分形成物理接触。供应至局部加热部分的热通过沿着可为管状金属部件的导热部分传导而被分配。热从导热部分传递至可热恢复材料,其在供热的局部加热部分处开始收缩,且然后沿着导热部分进一步收缩,使得光纤被附接到光纤附接元件上。可热恢复材料在邻近局部加热部分的已知位置开始收缩,使得可热恢复材料内的空气朝可热恢复材料的端部推出。热前缘在导热部分中蔓延,并且收缩前缘在可热恢复材料中蔓延。导热部分的尺寸和热性质以及可热恢复材料的尺寸和物理性质优选是这样:导热部分中的热前缘的蔓延跟随可热恢复材料中的收缩前缘的蔓延。于是在收缩过程期间不会夹杂空气。
一些实施例的另一优点在于,部件和可热恢复材料的预先装配或预先安装可在受控状态下例如在工厂状态下完成,从而避免污染。然后可在现场将光纤插入光纤连接器中,并且为了执行微装配必须要做的仅仅是向可热恢复材料供热。
此外,被装配的部件可能非常小(已知在收缩之前带有约1mm的外径的热收缩管)。如上所述,在一些实施例中,供热很容易和方便,因为可例如通过与加热器物理接触来向局部加热部分供热。又一优点在于,可在连接器中使用不耐受处理可热恢复材料所需的高温的材料,因为热局部施加至局部加热部分,并且由热分配器引导到光纤连接器的内侧。热可以以受控方式分配和传递至可热恢复材料。
可热恢复材料的一端可在热分配器的局部加热部分处定位;可热恢复材料的中心可在局部加热部分处定位;可热恢复材料在一端与其中心之间的部分可在局部加热部分处定位。
热分配器的导热部分可具有用于可热恢复材料的空腔。在优选实施例中,导热部分具有圆柱形。导热部分可具有管状。它还可具有圆锥形。一般而言,优选地,导热部分的形状例如应该允许在热收缩管的整个圆周上和其全长上向空腔中的热收缩管传热;具有圆柱形、圆锥形或管状的导热部分满足这些要求。
可热恢复材料优选为热收缩套筒(其不必在其长度上具有相同直径)。可热恢复材料可以是热收缩管。
根据本发明的设备的实施例可用于光纤连接器中。另一应用是SMOUV套筒(SMOUV是TE Connectivity的注册商标)。SMOUV套筒可用于光纤熔接;它们可在熔解区域周围施加,以保护熔解区域和邻近熔解区域的区域。SMOUV套筒包括可热收缩的管和用于增强拼接的杆。
在一些实施例中,该设备还可包括用于预先对齐待插入的光纤的预先对齐元件。预先对齐元件可包括圆锥形开口,光纤的裸露端在到达对齐部分之前被插入该圆锥形开口中。
本发明的实施例提供了用于例如在由于光纤的操作诸如剥离操作、清洁操作、劈开操作而产生碎屑时从光纤排空碎屑的备选设备和方法。本文公开的用于从光纤排空碎屑的设备和方法的实施例可靠且方便。此外,所公开的设备或方法特别适合集成在自动化工具中。优选地,碎屑以使设备及其内部机构不被碎屑弄脏或者显著减少该弄脏的方式被卡住并排空,这在自动化工具中尤其有利。
本发明在一个实施例中提供了一种用于从光纤排空碎屑的设备,该设备包括用于引导线带的引导元件,其中所述设备适合折叠线带、覆盖光纤且将碎屑捕集在线带中,从而形成单线带夹包(sandwich)。碎屑因此以可靠和方便的方式在夹包中排空。在备选实施例中,该设备还可包括第二一次性线带和第二引导装置,其中该设备适合移动第一和第二线带而覆盖光纤并且将碎屑捕集在呈双线带夹包形式的第一和第二线带之间。根据本发明的一个方面,该设备包括线带卡盘,其除一个或两个引导元件外分别还包括一个或两个线带。优选地,线带卡盘可容易地互换且线带是一次性的。线带针对廉价和短期方便而设计且优选地意在一次性使用。根据本发明的另一方面,该设备除引导元件外还包括用以接收线带卡盘的元件。根据本发明的另一方面,该设备在无线带卡盘的情况下工作;线带例如可作为线带辊装设在设备中。
在这些实施例中,碎屑被至少一个线带捕集,且然后立即被卡在一个线带的匹配两侧之间或由形成夹包的两个线带卡住,使得碎屑被安全地捕集在夹包中的一个或多个线带之间且不弄脏设备。引导(多个)线带的(多个)引导元件可以是线带卡盘的一部分,或者它们可以是适合接收线带卡盘的设备的一部分,或者它们可以是在无线带卡盘的情况下工作的设备的一部分,或者一些引导元件可以是适合接收线带卡盘的设备的一部分,而其它引导元件是线带卡盘本身的一部分。
在一些实施例中,用于从光纤排空碎屑的设备包括用于驱动线带的驱动元件。该驱动元件可适合于排空线带。用于线带的(多个)引导元件可设置在设备中和/或构造成与设备协作的线带卡盘中。驱动元件和/或(多个)引导元件可适合于驱动线带,以及用于引导和折叠线带、用于将碎屑捕集在线带的两个匹配侧之间和用于在捕集碎屑后夹住线带的两侧的引导元件。
在其它实施例中,用于从光纤排空碎屑的设备包括用于驱动第一线带的第一驱动元件和用于驱动第二线带的第二驱动元件。第一和第二驱动元件可适合于排空第一和第二线带。用于第一和第二线带的引导元件可设置在设备中和/或在构造成与设备协作的线带卡盘中。驱动元件和/或引导元件可适合于驱动第一和第二线带,且引导元件用于引导第一和第二线带、用于将碎屑捕集在第一和第二线带之间以及用于在捕集碎屑后夹住第一和第二线带。
用于从光纤排空碎屑的设备可包括用以执行从光纤产生碎屑的操作的一个或多个系统。该设备可包括用于执行碎屑产生操作例如剥离操作的系统,和/或用于执行清洁操作的系统,和/或用于执行劈开操作的系统。
在一些实施例中,用于从光纤排空碎屑的设备包括用于加热光纤的至少一个加热器,以及用于驱动用于接触光纤的线带使得线带保护加热器以免接触光纤的驱动元件,其中驱动元件适合于排空线带和通过线带收集的碎屑。
本发明还提供用于将光纤插入用于光纤处理的器件中的设备和/或方法,其中所述器件适合对光纤执行操作,例如剥离操作、清洁操作或劈开操作。
本发明的实施例的优点可在于,光纤通过使用线带而以受保护的方式被引导到用于光纤处理的器件中,其中光纤利用线带移动被夹在线带之间。本发明的实施例的另一优点可在于,光纤可在处理之前被预先对齐。结果,通过本文公开的设备和方法消除或减少了与现有技术设备和方法相关联的一个或多个缺陷和问题。
本文公开的用于将光纤插入用于光纤处理的器件中的设备和方法的实施例可靠且方便。此外,所公开的设备或方法特别适合集成在自动化工具中。优选地,光纤以使器件及其内部机构可由于通过使用线带对光纤施加的引导操作而以正确的方式施加所述操作的方式插入,这在自动工具中尤其有利。
本发明在一个实施例中提供了一种用于将光纤(其中该光纤具有光纤轴线)插入用于光纤处理的器件中的设备,该设备包括引导装置,其中该设备适合移动线带,其中所述引导装置适合拉引线带以给光纤供给线带且通过线带的移动将光纤夹在线带中。光纤因此使用呈线带夹包形式的线带通过拉引运动以可靠和方便的方式被引导并预先对齐。优选地,通过线带的移动速率与光纤的插入速率之差来提供该拉引运动。更具体而言,线带的移动速度比典型地介于5至20mm/s之间、更具体而言10mm/s的光纤的插入速度更高。在优选实施例中,线带的移动速度比光纤的插入速率高5-10%。
有利地,作为上述拉引运动的结果,线带引导光纤且光纤自动对齐,例如拉直。结果,当执行光纤处理操作时,光纤处于正确的位置。该拉直将改善所执行操作的质量,从而导致带有更佳性能的光纤。
在备选实施例中,该设备还可包括第二引导装置,且其中该设备适合移动第二线带,其中所述第一和第二引导装置适合拉引线带以将光纤供给到第一和第二线带之间且通过第一和第二线带的移动将光纤夹在第一和第二线带之间。根据本发明的一个方面,该设备包括线带卡盘,其除一个或两个引导元件外分别还包括一个或两个线带。优选地,线带卡盘可容易地互换且线带是一次性的。线带针对廉价和短期方便而设计且优选意在一次性使用。根据本发明的另一方面,该设备除引导元件外还包括用以接收线带卡盘的元件。根据本发明的又一方面,该设备在无线带卡盘的情况下工作;线带例如可作为线带辊装设在设备中。
在一些实施例中,用于插入光纤的设备包括用于驱动线带的驱动元件。该驱动元件可适合于排空线带。用于线带的(多个)引导元件可设置在设备中和/或在构造成与设备协作的线带卡盘中。驱动元件和/或(多个)引导元件可适合于驱动线带,以及用于引导和折叠线带的引导元件。
用于插入光纤的设备可包括用以执行从光纤产生碎屑的操作的一个或多个系统。该设备可包括用于执行碎屑产生操作诸如剥离操作的系统,和/或用于执行清洁操作的系统,和/或用于执行劈开操作的系统。
本发明另外提供了一种用于从被涂覆光纤去除涂层的处理设备,该被涂覆光纤具有覆层、芯部和轴线,覆层包围芯部且涂层包围覆层,该设备包括用于在夹住被涂覆光纤的同时加热被涂覆光纤的装置、用于驱动保护装置以覆盖被涂覆光纤且适合于插入被涂覆光纤与用于加热的装置之间的驱动装置、以及移动装置,该移动装置用于在用于加热的装置正夹住被涂覆光纤且覆盖被涂覆光纤的保护装置被插入被涂覆光纤与加热装置之间时执行用于加热的装置相对于覆层沿光纤轴线的轴向方向的相对移动,从而从被涂覆光纤去除涂层。
在另一方面,本发明提供了一种用于从被涂覆光纤去除涂层的处理设备,该被涂覆光纤具有覆层、芯部和轴线,覆层包围芯部且涂层包围覆层,该设备包括用于在夹住被涂覆光纤的同时加热被涂覆光纤的装置、用于驱动保护装置以覆盖被涂覆光纤且适合于插入被涂覆光纤与用于加热的装置之间的驱动装置、以及移动装置,该移动装置用于在用于加热的装置正夹住被涂覆光纤且覆盖被涂覆光纤的保护装置被插入被涂覆光纤与用于加热的装置之间时执行用于加热的装置相对于覆层沿光纤轴线的垂直方向的相对移动,从而从被涂覆光纤去除涂层。
光纤拉伸强度可以是在从被涂覆光纤去除涂层时要考虑的一个重要参数,因为被剥离光纤的拉伸强度越高,光纤就越牢固且所获得光纤的质量就越好。因此可变得重要的另一参数是光纤在其在剥离的同时移动时的相对移动的速度。关于光纤强度,优选地,相对移动具有在10至20mm/s的范围内的速度。该比较高的速度在表面产生的玻璃缺陷中可具有有益影响。
优选地,该设备还包括用于在光纤的涂层中插入切口的装置。用于在光纤的涂层中形成切口的装置例如可以是带有异型刀片的刀具或经加热的突出元件或经加热的异型刀片。
在实施例中,用于驱动保护装置以覆盖被涂覆光纤的驱动装置还可适合于插入被涂覆光纤与加热装置和/或用于在光纤中形成切口的装置之间。优选地,加热装置和用于在光纤中形成切口的装置两者被保护与被涂覆光纤隔离。在其它实施例中,用于在光纤的涂层中形成切口的装置可以是可退回的。结果,通过在用于加热的装置正夹住被涂覆光纤时执行用于加热的装置相对于覆层的相对移动来剥离光纤。
在备选实施例中,其中用于形成切口的装置不是可退回的,通过在用于形成切口的装置正夹住被涂覆光纤时执行用于形成切口的装置相对于光纤的相对移动来剥离光纤。结果,用于形成切口的装置刮掉被涂覆光纤的涂层。优选地,被涂覆的光纤在执行相对移动之前由加热装置加热。
在其它实施例中,用于从光纤去除涂层的处理设备还包括用于清洁所述光纤的被剥离部分的清洁装置,其中清洁装置可以是可退回的或可枢转的。优选地,通过在用于加热的装置或用于形成切口的装置正夹住被涂覆光纤且用于清洁的装置正夹住光纤的被剥离部分时执行清洁装置相对于被剥离光纤的相对移动来清洁光纤的被剥离部分。
用以保护光纤处理工具例如剥离夹具、刀具、经加热的异型刀片、清洁装置等的装置或保护装置防止至少其中一些光纤处理工具直接接触光纤的涂层。以此方式,避免了光纤处理工具被涂层的残留物污染。在优选实施例中,使用线带作为保护装置。如果在光纤的每一侧上使用两个光纤处理工具,例如使用两个剥离夹具;可使用单个或可选地两个线带,每个剥离夹具由线带保护。在另一实施例中,使用单个线带,该线带在插入夹具之间时卷绕在光纤上,使得其保护两个剥离夹具。在本说明书的其余部分,在大部分情况下术语线带将被用作用以保护剥离夹具的装置。然而,应该理解,代替线带,也可使用其它种类的保护装置。另一种类的保护装置是薄壁式塑料管元件。该管元件可安置在夹具之间且包围光纤,并且被允许连同剥离设备一起沿着光纤移动。以此方式,夹具未被污染,并且管可用来捕获和排空光纤的被剥离涂层。优选地,为每个剥离步骤使用新管。
有利地,可例如包括平板的剥离夹具可对称地打开以有利于光纤进入夹具之间,并且可另外设置引导装置。尤其是,引导装置可供用于以在光纤端部与线带之间不建立接触的方式在剥离夹具中引导光纤端部。处理设备然后优选地如下操作。被涂覆光纤被夹住并加热,而经加热的板由线带保护以免与被涂覆光纤进行接触。在下一步骤中,夹具在预先限定的距离上沿着光纤轴线平移离开固定夹具,结果,被加热的涂层在经加热部分与未经加热部分之间的边界处断裂。然后借助夹具与涂层之间的摩擦力从光纤去除涂层。光纤的被捕获涂层可以可选地通过线带排空,而未经加热的部分以及芯部和覆层被保持在原位。优选地,在被涂覆光纤被夹住之前或与此同时,在预定距离处在光纤的涂层上形成切口。
结果,光纤的脆性玻璃元件没有机会以任何方式被损伤,并且使用线带来保护夹具以免被经加热涂层污染,从而引起设备的更长使用寿命。此外,剥离导致的碎屑被运走。后者引起非常可靠的设备并且使设备能够集成在自动工具中,该自动工具能够向光纤施加另外的处理步骤,例如:劈开、清洁、光纤端部处理、附接连接器、检查处理后的光纤等。
本发明的另一优选实施例提供了一种用于从被涂覆光纤去除涂层的剥离设备,该被涂覆光纤具有涂层,设备包括夹具,该夹具包括可被加热的两个平板、用以形成切口的可退回装置和用以保护夹具和/或用于形成切口的装置的线带。有利地,夹具可对称地打开以有利于光纤进入夹具。该设备然后优选地操作如下。可退回的刀具构造成紧挨平板在光纤中形成切口,触及覆层。在执行该切开之后,装置可退回。被涂覆的光纤被夹住并加热,而经加热的板受到保护以免与被涂覆的光纤接触。执行切开可发生在加热之前或加热期间。光纤的被夹住涂层然后移动,而未经加热的部分以及芯部和覆层被保持在原位。涂层在切口的位置断裂并且借助夹具与涂层之间的摩擦力从光纤被去除。当用于形成切口的装置未退回时,光纤的涂层被夹住且加热。用于形成切口的装置刮掉光纤的经加热涂层,而未经加热的部分以及芯部和覆层被保持在原位。
在光纤进入剥离夹具之前,在另一实施例中,可设置引导装置,以用于以在光纤端部与线带之间不建立接触的方式在剥离夹具中引导光纤端部。例如,通过在固定夹具与剥离夹具之间使用可动夹具。
在光纤进入剥离夹具之后,可在如下四个步骤中执行使用用于形成切口的可退回装置来剥离光纤。在第一步骤中,可通过例如可退回的刀具或经加热的异型刀片在切口中形成切口,但不触及覆层,并且在下一步骤中,将被线带保护与光纤隔离的夹具加热至例如高达120℃,然后使夹具在预定距离上沿着光纤轴线平移离开固定夹具,结果,涂层在切口位置断裂并借助加热后的夹具与涂层之间的摩擦力从光纤被去除。尤其是,加热器将在光纤上施加均匀的剪切力,从而获得大的剥离长度。在第三步骤中,未通过可退回的刀具在光纤中形成切口,而是加热夹具和保护装置以便剥离光纤的具有在200-300μm之间的厚度的剩余主涂层。在可选的最终步骤中,同样未形成切口,而是加热夹具和线带以便剥离覆层上的任何残留物。
在光纤进入剥离夹具之后,可在如下四个步骤中执行使用用于形成切口的不可退回装置来剥离光纤。在第一步骤中,可通过例如刀具或经加热的异型刀片在第二涂层中形成切口,但不触及覆层,并且在下一步骤中将夹具加热至例如高达120℃。用于形成切口的装置和加热后的夹具两者都可被线带保护与光纤隔离。经加热的夹具向被软化和弱化的光纤涂层传热,并且当未退回的用于形成切口的装置在预定距离上沿着光纤轴线平移离开固定夹具时,用于形成切口的装置从切口位置刮掉软化涂层,并且借助用于形成切口的装置与涂层之间的摩擦力将其从光纤去除。用于形成切口的装置沿着光纤的平移将涂层从光纤剥离且将推离表面。尤其是,用于形成切口的装置将在光纤上施加均匀的剪切力,从而引起大的剥离长度。在第三步骤中,未在光纤中形成切口,而是可加热夹具和保护装置,以便剥离光纤的具有在200-300μm之间的厚度的剩余主涂层。在可选的最终步骤中,同样未形成切口,而是加热夹具和线带以便剥离覆层上的任何残留物。
如果光纤具有外涂层和内涂层,则外涂层可在第一剥离步骤中被去除且内涂层在第二剥离步骤中被去除。在第一剥离步骤之后,打开剥离夹具,优选地分配新保护装置,例如新线带,并且剥离夹具移回到它们可加热待去除的内涂层的位置。剥离夹具闭合,且再次移动以去除内涂层。最后,可执行第三加热和移动步骤,以去除可能仍存在于光纤的覆层上的任何碎屑,从而对被剥离的光纤执行清洁操作。
光纤可仅具有内涂层。其一个示例是增强光纤在外涂层与内涂层之间包括Kevlar的特殊情况。在这种情况下,可通过另一设备在预处理步骤中去除外涂层和Kevlar层。然后在上述第一剥离步骤中去除内涂层,同时最后的剥离步骤于是将为“空”步骤。该方法的优点在于,以相同方式处理不同类型的光纤,使得操作者不必将相对于光纤种类的信息输入剥离设备。
备选地,剥离设备可包括检测待剥离的光纤的种类的传感器。
结果,可剥离具有主涂层或二级涂层或两者的任意光纤。此外,操作者将不必指定剥离设备的任何设置,从而引起光纤的剥离独立于操作该设备的人。后者引起更高的工作效率且有利于设备的操作。
此外,在该设备的一个实施例中,可使用两种不同类型的线带,即粘合线带和非粘合线带。粘合线带的一面是粘性的,而另一面是无粘性的。粘性面面对被涂覆的光纤。剥离设备包括用于驱动线带的驱动装置。在从光纤去除涂层之后,被去除的涂层被夹在粘合带与非粘合带之间,并且通过驱动装置被输送离开剥离夹具。线带还可用来排出剥离光纤带来的任何碎屑。这是一种很方便的排空涂层碎屑的方式。它也是安全的:剥离夹具附近不会保留碎屑,其中碎屑在操作中可损坏设备。有利地,可使用线带卡盘,其可容纳可被驱动的三个辊:带有粘合线带的辊、带有非粘合线带的辊和可卷起粘合线带和非粘合线带的夹包的辊。
然而,当光纤插入两层线带之间时,光纤端部的点可能是锐利的且它可穿透线带而不是滑过线带,或者光纤可在插入工具之前由于缓冲层的塑性变形而弯曲。有利地,在该设备的另一实施例中,可通过使用引导元件(如可动夹具)而在插入线带期间支承光纤。可动夹具可提供对光纤端部的引导,并且可在固定夹具与剥离夹具之间移动。
在一些实施例中,根据本发明的设备包括多个工位,其中,在每个工位中执行这些处理步骤中的一个或多个。在实施例中,在同一工位中执行剥离和清洁。在一个实施例中,在同一工位中执行拉伸试验和劈开操作。
附图说明
本发明的更多特征将从附图变得显而易见,在附图中:
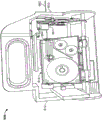
图1是根据本发明的实施例的设备的示意图。
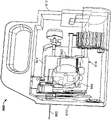
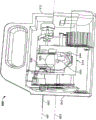
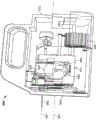
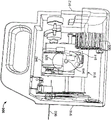
图2示出根据本发明的实施例的设备的内部。
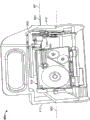
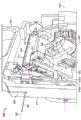
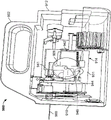
图3示出根据本公开的原理的工具。
图4-25示出通过图3的工具执行以预处理和连接化光纤的一系列操作步骤/阶段。
图26示出根据本发明的原理的光纤附接元件的实施例;
图27示出根据本发明的实施例的连接器的预先对齐设备的放大视图;
图28至30示出根据本发明的原理的光纤附接元件的实施例。
图31示出根据本发明的附接到光纤上的光纤连接器的实施例。
图32a-32c示意性示出与用于不同类型光纤的完整涂层范围联用的包括根据本发明的实施例的光纤附接元件的连接器本体。
图33示出包括根据本发明的实施例的光纤附接元件的连接器本体的实施例;
图34a和34c示出在热收缩材料的活化之前包括光纤附接元件的第一部分的连接器本体的实施例的截面。
图34b和34d示出在热收缩材料的活化之前包括光纤附接元件的第二部分的连接器本体的实施例的截面。
图35a和35c示出在热收缩材料的活化之后包括光纤附接元件的第一部分的连接器本体的实施例的截面。
图35b和35d示出在热收缩材料的活化之后包括光纤附接元件的第二部分的连接器本体的实施例的截面。
图36a至36e示意性地示出根据本发明的原理的后续阶段,其中热由设备传递至可热恢复的材料;
图37示出根据本发明的原理的连接器的实施例。
图38a-38b示出根据本发明的实施例的用于与光纤包括或产生碎屑的工位联用的一种线带布置。
图39示意性地示出根据本发明的实施例的包括线带卡盘的设备;
图40a和40b示出根据本发明的实施例的适合捕集和排空碎屑的剥离操作;
图41a和41b示意性地示出根据本发明的实施例的剥离设备的操作;
图42示意性地示出根据本发明的实施例的剥离设备的实施例的操作;
图43a和43b示意性地示出根据本发明的优选实施例的剥离刀片;
图44a和44b分别示意性地示出根据本发明的实施例的与直剥离刀片相比之下的异型剥离刀片。
图45a示出垂直线带输送,且图45b示出根据本发明的实施例的轴向线带输送;
图46a至46e示出根据本发明的实施例的利用轴向线带输送的剥离操作;
图47a至47e示出根据本发明的实施例的利用轴向线带输送的剥离操作;
图48示出根据本发明的原理的线带卡盘的实施例;
图49a-49c示出其中使用单个线带的本发明的实施例。
图50示出如用于本发明的实施例中的凸轮板的实施例。
图51和52示出根据本发明的设备的实施例中的工位的可能布置。
图53示出根据本发明的实施例的热处理工位。
图54a是在施加电弧处理之前被以机械方式劈开的光纤端部的图片;
图54b是在施加根据本发明的实施例的电弧处理之后的光纤端部的图像;
图55是示出两个未经处理的光纤在失效之前可连接和分离的次数的曲线图;
图56是示出根据本发明的优选实施例的经电弧处理的光纤在失效之前可连接和分离的次数的曲线图;
图57和58示出未经处理的光纤的SEM图像;
图59和60示出经热处理的光纤的SEM图像;
图61a示出未经处理的光纤的端面的干涉测量;
图61b示出经处理的光纤的端面的干涉测量;
图62示出未经处理的光纤和经处理的光纤的截面;
图63a示出经处理的光纤的截面;
图63b作为用于经处理的光纤的电弧处理持续时间的函数示出覆层和芯部的曲率;
图63c作为用于来自不同供应商的光纤的电弧处理持续时间的函数示出覆层曲率;
图64示出用于将无箍光纤连接器连接到有箍连接器上的转换器;
图65示出用于将无箍光纤连接器连接到有箍连接器上的集成有转换器的适配器;
图66示出根据本发明的方法的步骤。
定义
如文中所用的术语“插入损耗”是指设备插入传输线或光纤中引起的信号功率的损耗。插入损耗通常以分贝(dB)表达。
“回波损耗”或“反射损耗”是设备插入传输线和光纤中引起的信号功率的反射。其通常被表达为入射信号功率相对于所反射的信号功率的以dB为单位的比率(以便获得正数值)。有利的是获得低反射信号功率,即高回波损耗。
文中的“联接”意味着执行工位与光纤端部之间的相对移动;使得在相对移动之后,可通过该工位对光纤执行操作,在这种情况下为附接。该相对移动可以是:将光纤的端部保持在相对于工具固定的位置且移动工位,或者将工位保持在固定的位置且移动光纤的端部,或者移动工位和光纤的端部两者。
如文中所用的术语“光纤”是指单个光传输元件,其具有直径例如为8μm的芯部和直径例如为125μm的覆层,其中芯部是光纤的中央光传输区域,且覆层是包围芯部以形成用于芯部内的光传播的引导结构的材料。尺寸当然可以不同;对于多模光纤,50μm或62.5μm的芯部直径最普遍。芯部和覆层可涂覆有主涂层,其通常包括包围覆层的一个或多个有机或聚合物层以向光传输区域提供机械和环境的保护。主涂层可以具有例如在200与300μm之间的范围内的直径。芯部、覆层和主涂层通常被涂覆有第二涂层,即所谓的“缓冲层”,其为不具有在主涂层上施加的光特性的聚合物保护层。缓冲层或第二涂层通常具有在300-1100μm之间的范围内的直径,视光缆制造商而定。
如文中所用的术语“连接器”是指用来终止光纤以使得光纤可连接到另一光纤或设备上的元件。光纤连接器基本上是由将筒体保持在其匹配插口中的套筒包围的刚性圆柱形筒体。匹配机构可以例如是“推击(push and click)”、“转动并锁闭(turn and latch)”等。连接的光纤的良好对齐极为重要,以便获得带有低光信号损耗的高质量连接。通常,使用所谓的有箍连接器,其中被剥离的光纤在箍中共轴地定位。箍可由陶瓷、金属或有时由塑料制成,并且具有钻出的中心孔。然而,有箍连接器是昂贵的。为了光纤的良好对齐,必须很精确地钻出中心孔。此外,光纤的端面被抛光,使得两个有箍连接器中的光纤形成良好的物理接触。抛光步骤是昂贵的。包含无箍连接器的备选对齐方案廉价很多。“连接器”在本文献中优选为无箍连接器,不过用于机械拼接的连接器是一种可选方案。机械拼接是用以连接两根光纤的方法,其中光纤端部对齐并由精确制造的连接器保持在一起。机械拼接通常用于永久连接,不过光纤偶尔仍可分离且然后再次连接。机械拼接系统的示例是来自泰科电子公司的RECORDspliceTM。在形成机械拼接之前,将光纤剥去它们的涂层,以便获得裸露的光纤端部。为了获得然后可在机械拼接中对接的完好端面,使用诸如在RECORDspliceCleaver and Assembly Tool(RCAT)中使用的精确劈开工具来以机械方式劈开端部。
工位“自主地”执行操作在本文献中意味着它独立地工作:一旦操作开始,其便继续到操作终止为止,不存在手动干预,但可能在控制器的控制之下。“自主地”与“自动地”非常相似,但在本文中,“自主地”用于便携设备的工位,而“自动地”在更高的级别上用于便携设备,以指示在无任何手动干预或手动动作的情况下工作。因此,该便携设备可以自动工作。备选地,该设备的工位可自主地工作,并且便携设备可非自动地工作,这意味着例如由操作者在自主操作的工位的操作之间执行动作一次或若干次。
如果在一定长度上从光纤的一部分去除一个或多个涂层,使得仅仅芯部和覆层保持裸露,则光纤的该部分如在本文献中所称是“裸露的”。
如文中所用的术语“光”是指电磁辐射,其包括按波长分类为红外、可见区域和紫外的电磁频谱的一部分。
本文公开的实施例可利用可恢复尺寸的元件来协助光纤保持。可恢复尺寸的元件是在经受热处理时可使其尺寸构型显著变化的元件。通常,这些元件朝已预先使它们从其变形的原始形状恢复,但如本文所用的术语“可恢复的”还包括即使未预先使其变形也采取新构型的元件。在本发明的实施例中,可热恢复的元件以封装和保持形式特别是以光纤保持形式朝原始形状恢复。
可恢复尺寸的元件的典型形式是可热恢复的元件,其尺寸构型可通过使该元件经受热处理而改变。在它们的最普通形式中,这样的元件包括如例如在美国专利No.2,027,962(Currie)、No.3,086,242(Cook et al)和No.3,597,372 (Cook)中所述的呈现弹性或塑性记忆的特性的聚合材料制成的可热收缩的套筒,这些专利的公开内容在此通过引用并入。聚合材料在制造过程期间已被交联,以便增强期望的尺寸恢复。一种制造可热恢复元件的方法包括使聚合材料成形为期望的热稳定形式,随后使聚合材料交联,将元件加热至高于晶体熔点(或对于非晶态材料而言,聚合物的软化点)的温度,使元件变形,以及在处于变形状态的同时冷却元件以便保持元件的变形状态。在使用中,由于元件的变形状态是热不稳定的,因此加热将使元件呈现其本来的热稳定形状。
如文中所用的术语“剥离”是指从光传输元件去除涂层。
如文中所用的术语“排空”是指从光纤可靠地去除废料,使得碎屑不会再污染光纤。
具体实施方式
将关于特定实施例且参照某些附图描述本发明,但本发明并不由其限制,而是仅由权利要求限制。所述的附图仅仅是示意性的而非限制性的。在附图中,出于说明的目的,其中一些元件的尺寸可能被夸大且未按比例绘制。在术语“包括”用于本说明书和权利要求中的情况下,其不排除其它元件或步骤。在谈及单数名词例如“一”、“一个”或“该”时使用不定冠词或定冠词的情况下,其包括多个该名词,除非特别陈述了其它事情。
在权利要求中使用的术语“包括”不应当解释为局限于其后列举的装置;其不排除其它元件或步骤。因此,措辞“包括装置A和B的设备”的范围不应当局限于仅由构件A和B组成的设备。其意味着关于本发明,该设备唯一有关的构件为A和B。
此外,说明书和权利要求中的术语“第一”、“第二”、“第三”等用于在类似元件之间进行区分且不一定用于描述先后或时间顺序。应理解,这样使用的术语在适合的情形下可互换,并且文中所述的本发明的实施例能够以不同于文中描述或示出的顺序操作。
此外,说明书和权利要求中的术语“顶部”、“底部”、“上方”、“下方”等出于描述的目的使用,并且不一定用于描述相对位置。应理解,这样使用的术语在适合的情形下可互换,并且文中所述的本发明的实施例能够在不同于文中描述或示出的其它定向上操作。
在附图中,相似的附图标记表示相似的特征;并且在多于一个附图中出现的附图标记指相同元件。
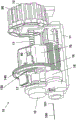
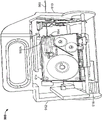
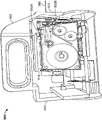
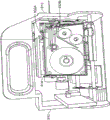
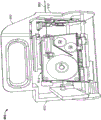
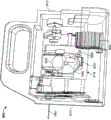
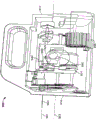
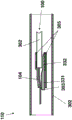
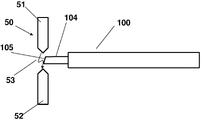
图1示出根据本发明的便携设备10的实施例的示意图。在此说明全局规划和构造;该设备的实施例的运行在下文详细地说明。图2示出对应于图1的示意图的设备10的实施例的内部的视图。
具有端部101的光纤100被设备10接收。设备的部件装设在设备的框架11上。
在图1的实施例中,光纤100被固定夹具10接收,固定夹具10引导且然后夹住光纤。在处理期间,光纤不会相对于便携设备移动;其被固定的进入夹具10夹住。不同的处理工位30、40、50、60装设在旋转的回转器头部14上;这些工位可通过使头部旋转和平移而相继在光纤100的位置上定位。回转器头部14由马达16(其可为步进马达)和齿轮18旋转。为了使回转器头部平移,回转器平移马达15(其也可以是步进马达)被致动。这使心轴17转动,并且使回转器头部14朝向或远离光纤100平移,取决于回转器平移马达15的旋转方向。在优选实施例中,设备10包括线带卡盘70。在光纤涂层的剥离期间而且还在劈开期间产生碎屑。该碎屑可包括缓冲层、涂层、玻璃颗粒(带有高达25mm的长度的芯片、覆层/芯部)。线带卡盘中的线带的其中一个功能是抓获碎屑并去除它。在一个优选实施例中,该设备包括连接器卡盘80。可包括两个或甚至更多待连续装设在所准备光纤100上的部件的连接器110储存在连接器卡盘80中。典型地,连接器卡盘可容纳例如8至12个连接器。连接器附接工位30将连接器110附接到光纤100。可由优选为可充电电池的电池12给设备10供应能量。
光纤100由设备10中的不同装置对齐和引导。在一些实施例中,这些装置中的一个为可动夹具22。光纤由固定夹具20且还由可动夹具22保持。此外,在优选实施例中,可动夹具可具有另外的功能:在操作开始时,操作者可刚刚将光纤插入设备中(在图1的实施例中固定夹具20的开口中)数毫米,由此光纤被检测到,被可动夹具22捕获,并且被可动夹具进一步拉入设备中。因此可将总长度为例如70mm的光纤插入工具中。
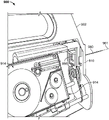
图3至图25示出了根据本公开的原理的工具900。工具900包括用于将连接器本体附接在光纤上的内部机构。优选地,工具900相对紧凑且便携。在某些实施例中,工具900具有小于5千克或小于3千克或小于2千克的总重量。如图3所示,工具900包括具有用于方便携带工具900的手柄904的外壳902。壳902允许工具900容易被携带至偏远地点(即,远离制造设施或工厂的地点)并且用来在现场将连接器本体附连至光纤。工具900还可用来在将光纤插入连接器本体内之前预处理光纤。壳902可具有各种可去除部分,其可从壳的本体去除以允许接近内部构件用于维护。此外,可去除部分可允许诸如连接器卡盘906的卡盘(参见图15)根据需要装载到壳902中。返回参照图3,壳902还可限定光纤插入开口908以允许将光纤960(参见图4)插入壳902中。光纤960可沿着插入轴线961插入壳902中。应了解,光纤插入开口908优选足够大,以允许一旦连接器本体已被附连至对应的光纤便从壳902的内部去除连接器本体。在某些实施例中,柔性垫片可设置于光纤插入开口908以降低污染物进入壳的可能性。
图4至图25示出去除了侧面板以便绘出工具900的内部构件的壳902。如图5所示,壳902包括定位成与第二端912相对的第一端910。在壳902内设置有各种机械构件(例如,机构、装置、设备等)。构件包括装设在线性轴承916(即,滑杆)上的托架914(即,托架)。线性轴承916在壳902的第一端部910和第二端部912之间延伸。在工具900的操作期间,驱动机构用来使托架914沿着线性轴承916来回滑动。托架914在线性轴承916上的移动沿着平行于光纤插入轴线961的托架滑动轴线963。轴承916包括上轴承916A和下轴承916B。使用枢转机构来使上线性轴承916A和托架914围绕延伸穿过下线性轴承916B(参见图14和15)的枢转轴线920枢转。通过使托架914围绕枢转轴线920枢转,由托架914承载的不同操作工位可在由工具900执行的连接器处理和附连操作的不同阶段与光纤插入开口908对齐。通过使托架914沿着托架滑动轴线963来回滑动,由托架914承载的各种构件可轴向朝向光纤960以及轴向离开光纤960沿着光纤插入轴线961移动。将了解,在壳902内可使用任意数量的不同机械驱动机构以提供部件的期望自动化和移动。示例驱动机构包括伺服马达、步进马达、丝杠传动装置和其它已知的传动机构。在壳内还可设置有用于给各种机械构件供电的电池或其它功率装置。
参照图14,托架914包括可滑动地装设在线性轴承916A、916B上并且可围绕枢转轴线920枢转的基部922。托架914还包括装设在基部922的一侧的板924和装设在基部922的相对侧的旋转头部926。板924的第一侧930(参见图5)背对基部922,并且板924的第二侧931(参见图14)面对基部922。各种操作构件由托架914承载。例如,剥离工位928(参见图5)装设于板924的第一侧930。将了解,剥离工位928可具有在文中其它地方描述的剥离工位的任意特征。如图所示,剥离工位928包括经加热的夹持部件932A、932B,其可在开启位置(参见图5至图8)与闭合位置(参见图9)之间移动。在板924的第一侧930还装设有连续的卷轴废料收集设备934(即,废料排空设备)。将了解,废料收集设备934可具有在文中其它地方描述的废料排空设备的任意特征。如图所示,废料收集设备934包括从分配卷轴938A、938B分配且在经加热的夹持部件932A、932B之间传送的线带936A、936B。线带936A、936B适合捕获由剥离和劈开操作产生的碎屑且将碎屑以线带夹包形式包封在线带936A、936B之间。被夹住的线带穿过经加热的夹持部件932A、932B之间的间隙且被收集在收集卷轴940上。线带936A在板924的周边周围传送并由引导辊942引导到邻近经加热的夹持部件932A的位置。线带936B被更直接地传送至经加热的夹持部件932B。线带936A、936B在经加热的夹持部件932A、932B处合并,并且经过经加热的夹持部件932A、932B之间。
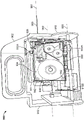
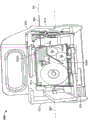
托架914的旋转头部926可围绕大体横向于枢转轴线920、光纤插入轴线961和托架滑动轴线463的旋转轴线946(参见图17)旋转。各种构件/级装设在旋转头部926上。构件可在围绕旋转轴线946径向隔开的位置处装设在旋转头部926上。以此方式,通过使旋转头部926围绕旋转轴线946旋转/变位(index),旋转头部926可充当用于使各种构件相继地与光纤910的插入轴线轴向对齐的旋转传送器。如图16所示,由旋转头部926承载的其中一个构件是在文中其它地方描述的类型的电弧处理工位941。另外,光测试工位942和连接器本体承载和加热工位944装设在旋转头部926上。通过使托架914围绕枢转轴线920枢转至给定位置,并且使旋转头部926围绕旋转轴线946旋转/变位至期望位置,电弧处理工位942、光学测试工位942以及连接器本体承载和加热工位944可在光纤的处理和连接化期间相继与光纤插入开口908和光纤插入轴线961对齐。
各种附加机构和构件也装设在壳902内。例如,劈开工位950(参见图12)装设在壳902的顶壁上。驱动机构优选设置用于使劈开工位950相对于光纤960的插入轴线961伸出和退回(例如,降下和升起)。在壳902内还设置有光纤夹具的布置。在一个实施例中,夹具的布置可包括第一夹具954(参见图6和7)、第二夹具956(参见图4)和第三夹具957(参见图12)。第一夹具954在邻近剥离工位的位置装设在托架914上。由于第一夹具954装设在托架914上,因而托架914沿其滑动轴线963的移动使第一夹具954沿着滑动轴线963且还沿着光纤插入轴线961移动。因此,驱动机构设置用于使第一夹具954沿着光纤的插入轴线961移动。第一夹具954可称作可轴向移动的夹具,因为它可沿着光纤的插入轴线961移动。第二夹具956邻近插入开口908装设在壳902的第一端910上。在所示的实施例中,第二夹具956不可沿着光纤960的插入轴线961移动,且因此可称作轴向固定的夹具或固定夹具。第三夹具957定位在第一夹具954与第二夹具956之间,并且可称作中间夹具。
工具900的连接器卡盘906优选地装载有连接器本体958(参见图15)。连接器卡盘906可包括连接器本体可被单独保持在其中的多个槽或位置。在一个实施例中,连接器卡盘906可以是旋转传送器,其通过驱动机构变位以使容纳连接器本体958的槽连续地定位在连接器本体拾取位置,在此,连接器本体958可从连接器卡盘906供给(例如,通过推进器装置)至连接器本体承载和加热工位944。当所有连接器本体958已从连接器卡盘906分配时,连接器卡盘906可从壳902去除并用充分装载的连接器卡盘906更换。
在优选实施例中,包含热活化粘合剂的可热恢复的套筒优选地预先装设在每个连接器958内。如在文中其它地方所述,可热恢复的套筒优选地定位在附连或以其它方式连接在连接器本体958内的附接元件上。一旦连接器卡盘902已被装载在壳902内,工具900便准备好用于处理光纤且用于将连接器本体附连至光纤。
为了处理和连接化光纤960,仅需沿着插入轴线961经光纤插入开口908将光纤960插入到壳902中。图4示出正被插入壳902中的光纤960。一旦光纤960被插入壳902中,托架914便沿着线性轴承916(即,沿着托架滑动轴线963)朝在壳902的第一端910处的光纤960滑动(参见图5)。第一夹具954然后夹持在光纤960上,并且托架914沿着线性轴承916朝壳902的第二端912滑回以将预定长度的光纤960拉入到壳902中(参见图6)。一旦该预定长度的光纤已被拉入到壳902中,第二夹具956便被致动以相对于壳902轴向固定光纤。第一夹具954然后开启(参见图7)且托架914朝壳902的第一端910滑回,使得光纤960在经加热的夹持元件932A、932B之间移动(参见图8)。经加热的夹持元件932A、932B然后从开启位置移动至闭合位置(参见图9)并被加热。以此方式,经加热的夹持元件932A、932B加热并夹住光纤960的外涂层。线带936A、936B在光纤960与它们各自的经加热的夹持元件932A、932B之间定位,并且充当保护层/屏障以及提供碎屑捕获功能。
一旦光纤960的涂层已被加热并在剥离工位以其它方式处理(例如,刻痕),托架914便沿着线性轴承916朝第二端912(即,轴向离开光纤960)回移,使得光纤960的被加热和夹住的部分被轴向拉动并由此从光纤960的裸露玻璃部分被剥离。涂层的被剥离部分被捕获在废料收集设备934的线带936A、936B之间。图10示出涂层的端部从裸露玻璃部分被剥离的光纤。
在剥离之后,光纤960被第三夹具957和第一夹具954夹住(参见图11)。第一夹具954夹在光纤960的裸露玻璃部分上且第三夹具957夹持在光纤的被涂覆部分上。劈开工位950然后伸出,由此将劈开工位950降低至与光纤960的插入轴线961对齐的劈开位置(参见图12)。光纤960然后被劈开工位950劈开。光纤的废端部和任何其它劈开碎屑被废料收集设备934捕获。在劈开之后,劈开工位950退回(参见图13)且托架914围绕枢转轴线920枢转(参见图14和15),以使劈开工位与光纤插入轴线961偏离且将旋转头部926定向成与光纤插入轴线961对齐。当这样定位时,由旋转头部926承载的电弧处理工位941与光纤960对齐(参见图15和16)。
托架914然后沿着托架滑动轴线963朝壳902的第一端910滑回(即,朝光纤960向后),使得光纤960被接收/定位/插入在电弧处理工位941内(参见图17)。在光纤960定位于电弧处理工位941内的情况下,光纤960的被劈开端部通过文中另外描述的类型的电弧处理过程进行处理。在电弧处理过程已完成之后,托架914沿着托架滑动轴线963滑回离开光纤960,使得光纤960从电弧处理工位去除(参见图18)。旋转头部926围绕旋转轴线946变位,以使光学测试工位942与光纤960轴向对齐(参见图19)。托架914然后再次沿着托架轴线963朝光纤960滑动,使得光纤960被接收在光学试验工位942中以进行光学测试(参见图20)。
在光学测试之后,托架914沿着托架滑动轴线463滑动离开光纤960到达光纤960从光学试验工位942去除且连接器本体承载和加热工位944直接邻近连接器卡盘906定位的位置(参见图21)。连接器本体958然后从连接器卡盘906被分配到连接器本体承载和加热工位944中(参见图22)。将了解,可使用机械推进器或其它结构来将连接器本体958从连接器卡盘906传递到连接器本体承载和加热工位944。还将了解,连接器卡盘906可以旋转地变位,使得给定连接器本体958准备好被分配给连接器本体承载和加热工位944。
一旦连接器本体958已被装载到连接器本体承载和加热工位944中,旋转头部926便围绕旋转轴线946变位,以使由连接器本体承载和加热工位944保持的连接器本体958与光纤960对齐(参见图23)。托架914然后沿着托架滑动轴线963朝光纤960滑回,使得光纤960被接收在连接器本体958中(参见图24)。当连接器本体958在光纤960上滑动时,将了解,光纤960配合在可热恢复的套筒内,该可热恢复的套筒在连接于连接器本体958内的附接部件上定位。在光纤960在可热恢复的部件内延伸的情况下,可热恢复的部件如文中另外所述被连接器本体承载和加热工位944加热,以使可热恢复的套筒在光纤上向下收缩并激活位于可热恢复的套筒内的热活化粘合剂。一旦粘合剂已适当固化,粘合剂和可热恢复的套筒便与附接部件协作以将光纤960轴向附连在连接器本体958内。然后释放壳902内的各种夹具,由此允许操作者将连接器本体958附接到其上的光纤960从壳902拉动穿过光纤插入开口908(参见图25)。然后重置壳902内的各种机构且工具900准备好以与上述相同的方式处理和连接化另一光纤。
在某些实施例中,在光纤960的被劈开端部执行电弧处理以便提供光纤的经电弧处理、未拼接的端部。这种处理特别适合于无箍连接器。在这样的实施例中,可热恢复的套筒和粘合剂可与附接部件协作将光纤附连至连接器本体,并且未在可热恢复的套筒内设置光学拼接。在其它实施例中,可通过将箍预先安装在每个连接器本体958中的光纤尾纤内且然后将光纤尾纤拼接(例如熔接)至光纤960来制造有箍连接器。拼接部可由包含热活化粘合剂的可热恢复的套筒来保护和增强。
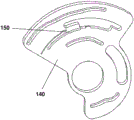
在一些实施例中,另一对齐装置是图50中所示的凸轮板140中的凸轮板开口150。也在图2中示出的凸轮板140的功能是致动设备10中的特定夹具。此外,凸轮板开口150用来在光纤100的端部101附近对齐光纤100。
在图1和2的实施例中,用来执行准备光纤100的操作的不同工位以旋转对称的布局构成。
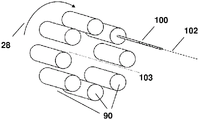
图51示出这种布局:工位90围绕与光纤100的轴线102平行的轴线103例如沿箭头28的方向旋转。如上文已经描述的,相对移动很重要;因此在另一实施例中,工位可保持固定且光纤可旋转。
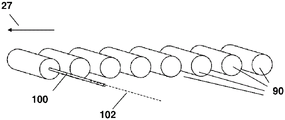
图52示出另一种可能的布局,其中工位90沿与光纤100的轴线102垂直的箭头27的方向平移。在图52中,工位沿着单排布置。在另一优选实施例中,工位沿着多于一排、优选地沿着平行的两排对齐。工位然后可通过平移而移动至光纤100的位置。这种沿着两排的布局是紧凑的,图51中所示的旋转布局也是这种情况。
现在将论述可在便携工具的不同工位中执行的不同操作。
图39示出了剥离工位40和线带卡盘70。在剥离工位中,从光纤去除一个或多个涂层。通过可靠的剥离过程执行剥离;这由于设备的高自动化程度而被要求。在一个实施例中,以如下方式剥离光纤。在两个或更多步骤中执行剥离:在第一步骤中,剥离缓冲层,在后续的一个或多个步骤中剥离涂层。优选地,使用剥离刀具及加热器:由加热器加热缓冲层和涂层,且随后用刀具在涂层中形成切口,但不触及覆层。使刀具退回,并且加热器在夹住光纤的同时在沿着光纤轴线的方向上移动。因此,由加热器在光纤上施加摩擦力,同时夹住光纤覆层和芯部(用固定夹具20),使得涂层被去除。在实施例中,去除一组具有900μm和250μm的直径的涂层。在一个实施例中,在35mm的长度上去除涂层。优选地,加热器具有平坦夹具的形式。在优选实施例中,通过线带防止加热器与被涂覆光纤直接接触。这防止了加热器被热涂层残留物污染。
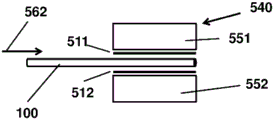
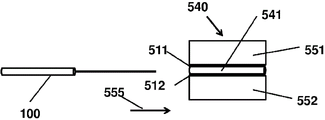
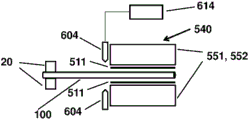
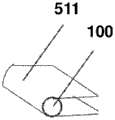
图41a和41b示意性地示出根据本发明的剥离设备540的实施例的操作。图41a和41b示出处于两个不同位置的剥离设备540的侧视图。在图41a中,光纤100由固定夹具20保持且定位在经加热的剥离夹具551、552之间。剥离夹具闭合且夹住光纤100。它们由保护装置511保护,使得它们不会接触涂覆光纤100。固定夹具20可在整个剥离过程中连续地支承光纤100。在光纤进入剥离夹具551、552之前,可设置可动夹具(未示出)以便以如下方式在剥离夹具551、552之间引导光纤端部:在光纤端部与线带之间不建立接触。优选地,首先可通过用于形成切口的装置(例如可退回的刀具或经加热的异型刀片或经加热的突出元件604)在涂层中形成切口,但不触及覆层。在形成切口之后,可使用于形成切口的装置604退回。该退回可由诸如马达的致动移动装置614控制。夹具在100与120℃之间例如120℃的温度下被加热。光纤100的涂层因此被加热并弱化,优选地,经加热的板和用于形成切口的装置始终受保护装置511保护。通过用于形成切口的装置604形成切口可发生在加热之前或期间。剥离夹具551、552夹住光纤100和保护装置511,从而使两个带511粘合在一起并捕获涂层。剥离夹具551、552通过剥离设备540中包括的致动移动装置(例如马达)相对于光纤的覆层移动。在图41b中,剥离夹具551、552在预定距离上沿着光纤轴线平移离开固定夹具。涂层也由于涂层与受保护的剥离夹具之间的摩擦力而平移,并且结果,涂层在被加热的部分与未被加热的部分之间的位置断裂。光纤的被捕获的涂层541被夹在保护装置511之间。保护装置511可以是线带,其中单个线带可在光纤周围被引导成使得其形成卷绕,并且被捕获的涂层541卡在该单个线带的彼此面对并形成夹包的两个部分之间。在一些实施例中,可使用两个线带,每个线带保护剥离夹具和用于形成切口的装置,例如一个粘合性线带和一个非粘合性线带,使得夹包可被排空并使被捕获的涂层541移动离开剥离夹具。由于保护装置511,热剥离夹具551、552和用于形成切口的装置604未被涂层碎屑污染。另一优点在于,该剥离过程可容易地在自动化设备中执行,因为涂层碎屑被安全地排空。
在一些实施例中,线带材料优选具有高强度和对高达例如220℃的温度的良好抗性。此外,它优选地相对于玻璃具有低摩擦系数,从而防止在剥离操作之后在光纤上的高夹持力。可使用由无纺材料构成的线带,例如纤维素基材料。
用于根据本发明的实施例的其它材料可以是例如Kapton线带,该线带为在从-273至+400℃的宽温度范围内可保持稳定的聚酰亚胺薄膜(poly[4,4'-oxydiphenylene-pyromellitimide])。还可以使用其它不同类型的线带基底,例如可以在较低温度(高达120℃)下使用的PET(聚乙烯)。在使用异型刀片的实施例中,可使用由纺织织物材料组成的线带。例如,可使用可商购到的两种类型:(1) Optipop RS,其为用在由NTT AT制造的光纤连接器清洁器中的线带材料,以及(2) 如用于由韩国公司TheFibers Inc.制造的ReelClean500光纤连接器清洁器中的纺织织物线带材料。
在垂直线带输送的情况下,线带可具有约为剥离长度的约25mm的宽度。线带还可具有用来在正确的距离上卷绕线带并指示线带端部的标记。线带可被承载在卡盘中,该卡盘可以比线带宽以容纳从线带突出的碎屑。
此外,当在本发明的一些实施例中使用单个线带和/或第二线带以在使用加热器时保护光纤时,可使用不包括粘性或粘合区域的线带。加热器所产生的热优选地产生线带的有助于碎屑捕集的粘性。在备选实施例中,线带可包括带有粘合剂的区域,其中粘合剂在热活化之后变得粘性,因此热活化的线带通常保持无粘性,直到其被热源活化。
在其它实施例中,第一或第二线带可包括浮凸的区域,其中所述浮凸区域适合覆盖其它线带的穿孔区域。第一或第二线带的浮凸区域和另一线带的穿孔区域定位成使得当两个线带帮助捕集碎屑时形成夹包。
可使用两个线带作为保护装置511,每一个用于一个经加热的夹具。两个线带可属于相同类型或不同类型。备选地,可使用单个线带,该线带在插入夹具之间时卷绕在光纤周围,使得其保护两个剥离夹具。线带511可在与光纤轴线垂直的方向上在剥离夹具之间被驱动,如图45a中所示。备选地,线带511可在平行于光纤100轴线的方向上被驱动,如图45b中所示。
在光纤541的被剥离涂层的排空之后,光纤的被剥离部分可被引导回来(未示出)且在剥离夹具551、552之间定位,然后剥离夹具闭合,其夹住光纤100。同样,夹具和刀具优选地均由保护装置511保护,使得它们不接触光纤的被剥离部分。固定夹具20可在整个剥离过程中连续地支承光纤100。加热夹具在例如120℃的温度下被加热,并且被剥离的光纤100上任何残留的碎屑因此被加热并弱化。剥离夹具551、552通过剥离设备540中包括的致动移动装置(例如马达)而相对于被剥离的光纤移动。剥离夹具551、552在预定距离上沿着光纤轴线平移离开固定夹具。光纤的被剥离部分上残留的碎屑也由于涂层与被保护剥离夹具之间的摩擦力而平移,并且结果,被剥离光纤的残留碎屑被捕获并夹在保护装置511之间。结果,清洁了光纤的被剥离部分,并且可在下一个步骤中安全地排空残留的碎屑。在此实施例中,优选地不施加可退回的刀具。
在图42中示意性地示出的本发明的另一实施例中,剥离设备540还可包括根据本发明的实施例的清洁装置640。在剥离夹具1或形成切口的装置604沿着光纤轴线在预定距离上平移离开固定夹具之前,清洁装置640沿如箭头641、642所示的方向枢转。当剥离夹具或用于形成切口的装置604沿着光纤轴线平移时,覆盖光纤的被剥离部分的清洁装置沿着光纤的轴线清洁光纤的被剥离部分。清洁装置640略微在光纤的被剥离部分上施加压力,并且作为剥离夹具的平移的结果,清洁了光纤的被剥离部分。
每个清洁装置优选地可包括可充填有清洁液的容器。清洁液优选地在夹具或用于形成切口的装置的加热期间工作并且无害。优选地使用具有合适的火焰点和/或沸点的苯甲醇。例如,可使用具有203-205℃的沸点、98℃的火焰点、436℃的点火温度的苯甲醇,其优选为无毒的。其它示例可以是基于苯甲醇的改进的配方和混合物,例如:
- 苯甲醇与TEGMBE(三乙二醇丁基醚)的50%混合物,或
- 苯甲醇与1%表面活性剂Byk333(聚醚改性聚二甲基硅氧烷)的混合物。优选地选择两种添加物质以便通过将混合物的表面张力减小为低于苯甲醇的表面张力而改进清洁性能,以便仿制IPA(异丙醇)的表现,但也选择成使得沸点和火焰点将相当于或高于苯甲醇的那些。
清洁装置可由橡胶材料制成,使得以受控方式执行清洁液在被剥离光纤上的处置。还可使用海绵材料作为清洁装置;然而控制清洁液的处置或铺展会比橡胶材料更困难。当使剥离夹具或用于形成切口的装置沿着光纤轴线平移时,清洁了光纤的被剥离部分,优选地,在此实施例中使用的保护装置可以是由织物材料制成的线带,使得其可以以最佳方式将清洁液传递至光纤的被剥离部分。
在其它实施例中,清洁装置可退回而不是可枢转,其中当光纤平移而引起光纤的被剥离部分的清洁时,清洁装置在光纤的被剥离部分上定位。可退回的清洁装置可由诸如马达的致动移动装置(未示出)控制。在清洁操作之后,清洁装置可退回到它们的原始位置。然而,可枢转的清洁装置是优选的,因为它们有利地占用较少空间且导致较小的剥离设备。
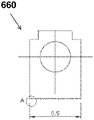
图43a示意性地示出根据本发明的另一实施例的用于形成切口的装置,例如异型刀片或刀具。异型刀片包括有边缘的轮廓,其中表面轮廓适合在光纤的涂层或覆层上与保护装置配合。异型刀片660的边缘轮廓包括具有0.3mm的周期的沿着与光纤轴线垂直的方向彼此并排重复定位的弓形凹槽,优选半圆形剥离凹槽,其具有适合配合在例如具有0.0625mm的半径的光纤周围的尺寸。表面轮廓成形为使得自由光纤端部位于其中一个弓形元件中,即由其捕集。图43b示出异型表面刀片的细节A的放大视图。
异型刀片的形状设计成使得弯曲边缘的较大半径部分以也就是0.05mm的光纤周围的圆形间隙与裸露光纤的外径(即0.125mm)匹配,以容纳清洁装置和/或保护装置(即清洁织物)。当使用两个异型刀片时,得到的孔直径优选是这样的:它将充分切入涂层中但不会接触覆层。这防止了用于形成切口的装置损伤玻璃光纤。
图44a和44b示意性地示出与用于形成切口的平直装置相比使用用于形成切口的异型装置的优点。当使用保护装置例如线带材料511时,用于形成切口的异型装置使保护装置能够覆盖光纤100的表面的较大部分。结果,光纤100的涂层的较大部分被加热并弱化,从而引起被涂覆光纤的更高效加热。
代替两个加热器或两个用于形成切口的装置,可设置更多加热器或用于形成切口的装置,或刚好单个加热器或用于形成切口的装置。一个或多个引导元件优选地适合于引导保护装置,例如一个或多个线带,以保护(多个)加热器和可选地用于形成切口的装置避免接触光纤。如上所述,这防止了(多个)加热器或用于形成切口的装置被经加热的涂层弄脏。线带因此可具有两个功能:一方面排空碎屑,且另一方面保护(多个)加热器和可选地用于形成切口的装置免于接触光纤。
线带或可选地多个线带的不同定向是可能的。线带511、512可在与光纤100的轴线垂直的方向上被引导,如图45a中所示。备选地,线带511、512可在平行于于光纤100的轴线的方向上被引导,如图45b中所示。
图47a至47e示意性地示出在平行于光纤轴线的方向上的剥离操作以及随后的碎屑排空的实施例。在图47a中,光纤100沿箭头556的方向插入由线带511和512(或由单个折叠线带)保护的加热器551和552之间。优选地,光纤100在10至70cm的距离上插入加热器551和552之间。通过用于形成切口的装置604例如带有异型刀片或经加热的异型刀片的可退回刀具,优选地在涂层中但不触及覆层对光纤100执行第一次切开,如图47b中所示。在形成切口之后,可使用于形成切口的装置604退回。在其它实施例中,用于形成切口的装置可以是不可退回的,即在形成切口之后,用于形成切口的装置保持与光纤接触。结果,当使用不可退回的用于形成切口的装置时,夹具和用于形成切口的装置604在相对移动中平移;用于形成切口的装置还从光纤刮掉经加热和弱化的涂层。切口的形成因此可以机械方式或通过在例如200℃的温度下加热刀片来获得。在使用可退回的用于形成切口的装置的实施例中,退回可由诸如马达的致动移动装置(未示出)控制。加热器551和552沿箭头558的方向朝彼此移动,如图47c中所示,并且光纤的涂层被加热(图47c)。夹具优选地在100与120℃之间例如120℃的温度下被加热,而可退回的刀具在例如200℃的温度下加热。随后,通过合适的拉拔装置沿箭头557的方向拉出光纤。在平移之前,清洁装置540沿如箭头641、642所示的方向枢转,使得在光纤如图47d所示在预定距离上从固定夹具被拉出的同时,清洁装置沿着该轴线覆盖光纤的被剥离部分。清洁装置640略微在光纤的被剥离部分上施加压力,并且作为剥离夹具的平移的结果,清洁了光纤的被剥离部分。被剥离的涂层如图47e中所示作为碎屑541留在线带之间。代替将光纤拉出,加热器551、552可沿与箭头557的方向相反的方向移动;仅需要相对移动。然后,加热器551和552沿箭头559的方向远离彼此移动,并且优选地清洁装置在它们的原始位置枢转回来(图47d),且最终线带511和512(或单个折叠线带)沿箭头563的方向移动,从而排空碎屑541。
线带材料优选地具有高强度和对高达220℃的温度的良好抗性。此外,它优选地相对于玻璃具有低摩擦系数,从而防止在剥离操作之后光纤上的高夹持力。可使用无纺材料的线带,例如擦镜纸。尤其是在垂直线带输送的情况下,线带可具有约为剥离长度的大约25mm的宽度。线带还可具有用来在正确的距离上卷绕线带且指示线带端部的标记。线带可被承载可比线带宽的卡盘中,以容纳从线带突出的碎屑。
有利的是,为用于剥离加热器的保护装置例如线带卡盘70提供单独、可更换的单元。这样,仅仅通过用新单元更换旧单元,即在图39的实施例中通过更换卡盘70,当所有保护装置用尽时,易于提供新的保护装置。此外,废料因此被去除。在优选实施例中,线带卡盘足够用于多于60个连接器附接。
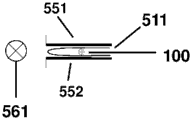
图38a示出了根据本发明的实施例的用于与碎屑形成工位联用的第一线带布置。例如,可使用一个线带511,使得碎屑被捕集在一个线带511的两个部分之间。该工位适合形成线带夹包,其中夹包由一个线带511的使用横向于线带的折痕折叠以形成夹包的两个不同纵向部分形成,并且碎屑沿箭头561的方向排空。为了实现这一点,线带插入两个夹具551、552之间,使得其纵向自相折叠以由此在夹具闭合从而捕集碎屑时形成夹包。
图38b示出了根据本发明的实施例的用于与碎屑形成工位联用的第二线带布置。例如,可使用一个线带511,使得碎屑被捕集在一个线带511的两个部分之间。该工位适合形成线带夹包,其中夹包由一个线带511的两个部分形成,如图38b中示意性地示出,并且碎屑沿箭头561的方向排空。为了实现这一点,线带可被引导成使得其通过沿着纵向轴线的折痕自相折叠以由此形成在光纤100上的卷绕。通过闭合卷绕部的开口侧,例如通过用辊闭合该侧,形成夹包,从而捕集碎屑。
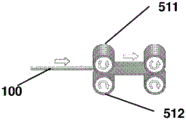
图39示意性地示出用于从光纤100排空碎屑541的设备540。在工位90中,在光纤100上执行产生碎屑541的操作。碎屑在工位90中从光纤100去除并卡在第一线带511与第二线带521之间。第一和第二线带形成夹包531,其沿箭头536的方向输送且排空碎屑541,即被可靠地保持使得所排空的碎屑不会再次与光纤接触。在此实施例中,设备90包括线带卡盘70。线带卡盘包括带有第一线带511供应的第一辊514和带有第二线带521供应的第二辊524。两个线带在工位90中合并,并且在捕集碎屑之后形成捕集有碎屑541的线带夹包531,其卷绕在卷收辊534上且其因此排空碎屑541。在此实施例中,第一线带511由引导辊513并在工位90的加热器551的边缘由小辊(未示出)引导,并且第二线带521由引导辊523引导,而夹包531在完成时由引导辊533引导。第一和第二带的引导辊定位成使得碎屑541被卡在工位90中的线带511、521之间。引导辊513被驱动元件512例如电动机驱动,并且引导辊23由驱动元件522驱动。此外,夹包531由引导辊33引导并由驱动元件532驱动。驱动元件通过任意合适的方法驱动引导元件,例如,驱动元件可与其驱动的引导元件同心。
优选地,图39的实施例中的驱动元件512、522和532未形成线带卡盘70的一部分,而是设备540的一部分。线带卡盘70优选地仅仅是包括第一和第二线带的消耗品。其中的线带被用尽的线带卡盘70然后可容易地用装满的新卡盘更换。使用这种线带卡盘因此非常方便。在另一实施例中,用于线带的一个或多个驱动元件可以是线带卡盘的一部分。优选地,线带卡盘70包括用于引导线带的装置。由引导装置决定的线带的路径和夹包的路径优选为使得第一线带511和第二线带521在碎屑541被卡在第一和第二线带之间之后立即形成夹包531。以此方式,碎屑安全地排空,并且不会弄脏设备540或再污染光纤100。碎屑541被安全地排空在设备540被自动化或集成在自动化工具中时尤为有利。
优选地,第一线带511和/或第二线带521具有用于接触另一线带521或511的粘性或粘合区域。一个或两个线带可以在其面对其它线带的整个表面上是粘性的或具有粘合能力(例如,本来就有或来自涂层),或者它可仅包括粘性或粘合区域。优选地,一个线带具有粘性或粘合区域,而另一线带不具有。这有助于捕集碎屑541,以及形成夹包531。此外,当在本发明的一些实施例中使用单个线带和/或第二线带以在使用加热器时保护光纤时,可使用不包括粘性或粘合区域的线带。由加热器产生的热优选地产生线带的帮助碎屑捕集的粘性表现。在备选实施例中,线带可包括带有粘合剂的区域,其中所述粘合剂在热活化之后变成粘性,因此热活化的线带在其被热源活化之前通常保持无粘性。
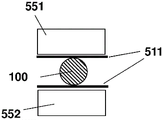
在如图39所示的设备的一个实施例中,工位90是用于从光纤去除至少一个涂层的剥离工位40。工位40包括第一加热器551和第二加热器552。两个加热器551、552用来加热光纤100的涂层,使得其可更容易地从光纤去除。线带511保护加热器551避免接触经加热的光纤100,从而避免加热器551被经加热涂层的残留物污染。线带512保护加热器552避免接触经加热的光纤100,以避免加热器552的污染。
剥离操作的另一实施例在图40a和图40b中更详细地示出。图40a和图40b示出图39的剥离工位40的示意性侧视图。光纤100沿箭头562的方向插入设备540中,并且线带511和521的输送方向与图面垂直。在图40a中,光纤100被示出为插入加热器551和552之间。线带511和521保护加热器551和552以免接触光纤100。然后,加热器551和552移向彼此,使得它们夹住光纤100,并且随后加热器551、552沿箭头555的方向移动,如图40b中所示。光纤100的端部因此被剥去作为碎屑541留在第一线带511与第二线带512之间的至少一个涂层。加热器551和552移动离开彼此,且然后线带511、512的移动如上文参照图39所述排空碎屑。线带511和512在一定距离上被驱动且然后线带输送停止,使得可在工位40获得新线带用于另一次剥离操作。
代替两个加热器,可提供更多加热器或仅仅一个加热器。一个活多个引导元件优选地适合于引导线带,以保护一个或多个加热器免于接触光纤。如上所述,这防止了(多个)加热器被经加热的涂层弄脏。线带因此可具有两个功能:一方面排空碎屑,以及另一方面保护(多个)加热器免于接触光纤。
如果使用单独的线带卡盘70,则设备540优选地适于接收这种线带卡盘70。根据本发明的另一方面,设备540本身包括用于线带的驱动元件和/或引导元件。引导元件于是可适于将碎屑捕集在第一和第二线带之间,从而形成夹包,如上所述。于是不需要提供线带卡盘;所有驱动和引导元件于是设置在设备540中。备选地,一些用于线带的引导元件可设置在线带卡盘中,并且其它引导元件在设备中。一般而言,用于线带的引导元件可设置在设备中,或者它们可设置在线带卡盘中,或者一些引导元件可设置在设备中而其它在线带卡盘中。
可例如通过驱动夹包而间接地执行驱动第一和第二线带卡盘。在这种实施例中,通过驱动完成的夹包来驱动一个线带或者第一或第二线带。
在图39中,工位40配设成执行剥离操作。同一工位还可配设成执行包括准备光纤的任意其它处理。因此,同一工位还可配设成对光纤执行清洁操作。备选地,另一工位可设置在执行清洁操作的设备中。可设置执行劈开操作的另一工位。在随后的步骤中,这些工位可定位在光纤的位置(或者,在另一实施例中,光纤可随后定位在工位的位置),使得线带可用于通过不同操作、例如从剥离操作和/或清洁操作和/或劈开操作排空碎屑。
在一个实施例中,执行清洁操作以将被剥离的光纤清洗掉可能残留的涂层残留物和/或在光纤的制造工艺期间使用的处理流体,例如油。清洁操作可在剥离单元中执行:例如,通过使加热器如在剥离过程中那样再次沿着光纤移动,可使用额外量的线带来清洁加热器551、552之间的光纤。这就是干式清洁。如果线带用于清洁,则粘合线带可包含例如10mm的非粘合性的区域;这些区域随后可用于清洁。在另一实施例中,另外使用少量异丙醇;对于每一次清洁动作,可在线带上分配这种量。这称为湿式清洁。在包括清洁的任意实施例中,可使用线带夹包来捕集从清洁操作回收的任何废料。
图43以及图44a和44b示出线带511、512在与光纤的纵向轴线的方向垂直的方向上被引导的实施例。
图46a至46e示意性地示出在平行于光纤轴线的方向上的剥离操作以及随后的碎屑排空的实施例。在图46a中,光纤100沿箭头556的方向插入由线带511和512(或由单个折叠线带)保护的加热器551和552之间。加热器551和552沿箭头558的方向朝彼此移动,如图46b中所示,并且光纤的涂层被加热(图46c)。随后,通过合适的拉拔装置沿箭头557的方向(图46c和46d)拉出光纤,将被剥离的涂层作为碎屑541留在多个线带(或一个线带)之间。代替将光纤拉出,加热器551、552可沿与箭头557的方向相反的方向移动;仅需要相对移动。然后,加热器551和552沿箭头559的方向(图46d)彼此移动离开,并且最终线带511和512(或单个折叠线带)沿箭头563的方向移动,从而排空碎屑541。
图48示意性地示出线带卡盘70的实施例,其中线带511、512(或线带(未示出))在平行于光纤100的轴线的方向上被引导。第一线带被供应到第一线带辊514上,且第二线带521被供应到第二线带辊524上。线带511由小引导辊513沿着第一加热器551并且然后由被驱动的引导辊513引导,而线带512由小引导辊523沿着第二加热器552并由被驱动的引导辊523引导。加热器551和552优选地未形成线带卡盘的一部分,而是设备的插入线带卡盘70(将线带卡盘70插入到设备中例如可在与图面垂直的方向上完成)的部分。涂层现在如参照图46a至46e所述被剥离,并且通过将夹包531推入(通过被驱动的引导辊)隔室535中来排空夹包531,隔室535优选设计成以便允许排空的夹包531的高效堆叠。在另一实施例中,不存在排空隔室535,但夹包531经线带卡盘中的排空开口排空,并且被切割成具有例如10cm的长度的条带,使得这些条带在设备操作时掉落在地上。此后,设备的操作者将条带作为废料收集。
在所有上述实施例中,第一和第二线带也可以是完全相同的。单个线带可在光纤周围被引导成使得其形成卷绕部,如图38b中所示,并且碎屑被卡在单个线带的彼此面对并形成夹包的两个部分之间。在光纤周围被引导的单个线带然后可在使用加热器时被用作保护装置。
图49a、49b和49c示出根据本发明的实施例的用于与光纤包括或产生碎屑的工位(例如,与碎屑形成工位或在之后)联用的第一线带布置。例如,可使用一个线带511,使得光纤插入一个线带511的两个折叠部分之间。该工位适合形成线带夹包,其中通过在线带的纵向轴线周围折叠一个线带511的两个部分而形成夹包。为了实现这一点,线带滞留在两个夹具551、552之间,使得其纵向自相折叠以由此形成夹包。折叠在光纤正被接合并被拉引到线带夹包中和两个垫之间的同一位置刚好在线带进入两个夹具之间时开始。优选地,光纤在呈线带夹包形式的线带之间通过拉引运动在方向561上被引导,其中拉引运动通过线带的移动速率与光纤的插入速率之差提供。线带的移动速度比典型地介于5至20mm/s之间、更具体而言10mm/s的光纤的插入速度更高。在优选实施例中,线带的移动速度比光纤的插入速度高5-10%。作为速率差的结果,光纤被拉引到线带中心,即,光纤对齐使得光纤相对于水平和竖直两轴线的偏心被防止。
在所有上述实施例中,第一和第二线带也可以是完全相同的。单个线带可在被插入的光纤周围被引导成使得其形成卷绕部,如图49b中所示,并且碎屑被卡在单个线带的彼此面对并形成夹包的两个部分之间。在光纤周围被引导的单个线带然后可在使用加热器时被用作保护装置。在便携设备的实施例中,回转器头部旋转以例如在控制单元和软件的控制下给光纤带来下一工位,以对光纤执行下一次操作。
在一个实施例中,下一次操作可以是清洁操作,以将被剥离光纤清洗掉可能残留的涂层残留物或在光纤的制造工艺期间使用的处理流体,例如油。在本发明的一些实施例中,清洁操作可在剥离单元中执行:例如,通过使经加热的夹具如在剥离过程中那样再次沿着光纤移动,可使用额外量的线带来清洁经加热的夹具之间的光纤。这就是干式清洁。如果线带用于清洁,则粘合线带可包含例如10mm的非粘合区域;这些区域随后可用于清洁。在另一实施例中,另外使用少量异丙醇;对于每次清洁动作,可在线带上分配这种量(湿式清洁)。
随后,可执行拉伸试验。拉伸试验的目的是检查光纤可承受特定力。如果例如光纤表面受损,则拉力将在损伤位置产生应力集中,并且光纤将断裂。在特定实施例中,光纤在拉伸试验中的预拉紧和劈开在同一工位中执行;通过同一致动器并使用同一夹具(优选地平坦夹具)。在一个实施例中,用于拉伸试验的拉力为约5N,而在劈开期间的拉力在1.2至1.5N的范围内。此外,在一个实施例中,劈开角度为8°(这是在劈开平面与垂直于光纤轴线的平面之间的角度)。光纤可以以21mm的长度被劈开,从而保留21mm的裸露光纤(不带涂层的光纤,仅仅芯部和覆层)。
劈开原理可与上述的RCAT工具中相同。
另一工位中的另一操作可以是对光纤裸露端的端面执行的热处理,例如电弧处理。这在图53中示出。在剥离光纤100之后,光纤的裸露端104(不带任何涂层,仅芯部和覆层)保留。在热处理工位50中,光纤裸露端的端面105经受热处理,例如电弧处理。这种热处理的一个优点在于,对于带有以此方式处理的光纤的连接器而言,当与未经热处理的光纤连接器相比时,可以进行很多次连接和分离而不会使光学连接的质量显著恶化。热处理的另一优点在于,该连接具有低插入损耗。
在图53中,示出了当在阴极51与阳极52之间插入电弧设备50中时的光纤100的被劈开的裸露端104的端面105。在优选实施例中,阳极和阴极具有在从1.5mm至4mm的范围内的分隔距离,以用于最佳电弧稳定性。在光纤端部被插入电弧设备中之后,产生电弧53,其温度足以基本熔化或略微软化光纤端部。典型地,这种电弧的温度在从1200至1800℃的范围内。在实施例中,电弧持续时间在从120ms至280ms的范围内,优选地在从150ms至250ms的范围内。用于电弧的其它设置可以是典型地6kV的电压,以及例如在频率为125kHz的情况下从0.35至0.45A rms的范围内的电流。
代替电弧,可对光纤的裸露端的端面105施加另一类型的低功率热处理。该热处理还可以是作为激光辐照的结果的激光加热或如本领域中已知的另一热处理。功耗优选地足够低,即与电弧的功耗相当,使得可在便携工具中结合热处理。辐照还可在不同角度和位置下施加,例如从正面辐照光纤端面或者从侧面辐照光纤端部。激光器可以以脉冲模式或者以连续模式操作;激光器可分类为根据功率输出随着时间推移是否基本为连续的或者其输出是否采取适当时间尺度上的光脉冲形式而以连续模式或脉冲模式操作。
在图53中,示出了当在阴极51与阳极52之间插入电弧设备50中时的光纤100的被劈开裸露端104的端面105。在一个实施例中,阳极和阴极具有在从1.5mm至4mm的范围内的分隔距离,以用于最佳电弧稳定性。分隔距离可以是2mm。在光纤端部插入电弧设备中之后,产生电弧53,其温度足以基本熔化或略微软化光纤端部。典型地,这种电弧的温度在从1200至1800℃的范围内。优选地,芯部和覆层两者都至少达到通常高于1500℃的软化点。在实施例中,电弧持续时间在从120ms至280ms的范围内,优选地在从150ms至250ms的范围内。用于电弧的其它设置可以是典型地6kV的电压,以及例如在频率为125kHz的情况下从0.35至0.45A rms的范围内的电流。代替施加单次电弧放电,可施加多次连续电弧放电;这在本文献中解读为等同于具有等于单独连续电弧放电的持续时间之和的总持续时间的单次电弧放电。
裸露的光纤端部104可被垂直地劈开。在优选实施例中,通过成角度的劈开来劈开光纤端部104。在一个实施例中,该角度在从5°至50°的范围内。在另一实施例中,该角度在从5°至15°的范围内,且优选地在从6°至10°的范围内,例如8°。
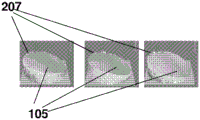
图54a量化地示出在施加热处理之前被以机械方式劈开的光纤端部的端面105。端面105的边缘207是锐利的。这些锐利的边缘可损伤被劈开光纤插入其中的对齐结构,例如V形凹槽。另一方面,注意到箍给光纤提供了对其可能承受的机械力的保护;在不带箍的情况下,直接作用在光纤上的力会非常高。这种情况下,光纤未受箍保护,并且作用在锐利边缘207上的力可能非常高且可能损伤光纤。
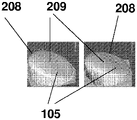
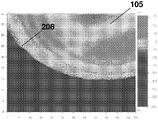
图54b示出了在施加根据本发明的实施例的电弧处理之后的光纤端面105。端面的边缘208现在通过热处理而变圆。当将带有圆形边缘的光纤插入对齐结构中时,避免了对对齐结构的损伤,并且作用在光纤上的力小得多。除边缘208变圆以外,在一些实施例中,可注意到端面的中央区域208在光纤轴线周围的凸起。
当然,包括光纤端面的热处理的本发明的方法并不限于单光纤连接器。本发明还包括具有多根光纤的多光纤连接器,其例如可成一列布置,例如布置在一维(线性布置)上或在二维上。多光纤连接器的示例为MPO连接器;MPO连接器可具有例如12根光纤。
本发明的实施例还包括两个这样的光纤连接器(单光纤或多光纤)的光纤连接器组合和用于连接它们的适配器。
本发明的实施例还包括两个这样的光纤连接器的光纤连接器组合,其中第一光纤连接器是阳连接器且第二个是阴连接器。
在对裸露光纤施加特定电弧端部处理之后,其连接/分离特性与未经处理的裸露光纤端部相比大幅提高,如在分别针对未经处理和经处理的光纤的图55和56中所示。在图55和56中,作为连续的连接/分离或配对/拆开的次数的函数,曲线221示出光纤连接的回波损耗(RL)且曲线222示出光纤连接的插入损耗(IL)。图55中的数据在以下耐力试验中获得。以机械方式劈开两根裸露的光纤。光纤为单模光纤并具有9μm的芯部直径和125μm的覆层直径。除非另有所指,这种单模光纤用于下述试验和测量。对于机械劈开,使用如上文公开的RCAT设备(RECORDsplice劈开和装配工具)。以8°角劈开光纤。然后将光纤安装在RECORDsplice(也如上所述)中并对齐。第一根光纤保持固定,其端面在RECORDsplice的V形凹槽中突出一半,并且V形凹槽被填充折射指数匹配的凝胶。一再将第二根光纤重新安装在第一根光纤上,即连接和分离。在该过程中,测量连接的光学性能。作为光传输信号,使用具有1310nm的波长的红外线。该耐力试验针对若干组两根光纤做出。一组的结果在图55中示出。在若干次连接之后,如图55中的曲线222所示,IL增大到0.5dB以上,而RL(参见曲线221)减小到40dB左右,表明连接失效。典型地,对于未经处理的光纤而言,IL增大到0.5dB以上,而RL减小到40dB以下。在失效之后,使用光学显微镜执行光纤的目视检查,并且观察端面的损伤。在劈开操作之后,根据本发明,借助电弧放电对进行了热处理的多组两根光纤重复该实验。对于经处理的光纤,可重复配对/拆开数十次,例如50次和更多,甚至如图56中所示多于70次,而不会显著影响光纤连接的质量。
在另一测试中,将未经处理的光纤的断裂强度与根据本发明的经热处理的光纤的断裂强度进行比较。准备样品并使光纤与蓝宝石光学平面配对,同时监测压缩力。被劈开且未经处理的样品具有通常小于1N的失效载荷,而根据本发明进行了热处理的样品支持10N的载荷而没有损伤。
为了在结合图55和56所述的耐力试验之后评估光纤的失效模式,使用扫描电子显微镜(SEM)研究端面损伤。准备每批次15个样品的两个批次。第一批次包括已在耐力试验中失效的未经处理的光纤,而第二批次包括已进行热处理220ms的光纤。在SEM观察之前,用40nm金覆盖层涂覆样品,以在测量期间避免充入过程。在金属化之前利用空气喷射和乙醇擦拭来清洁光纤。在涂覆光纤上未观察到灰尘或污染物。
图57和58示出受损、未经处理的光纤的SEM图像。端面10的芯部区域未受损,而失效始于被劈开的边缘207。未经处理光纤中的失效始于端面105的边缘207,在此覆层的一部分被劈掉。如图57中所示,受损区域具有锐利边缘,表明微裂纹的快速蔓延。另一方面,端面105的包含芯部的中央区域看上去未受损。对裂纹的进一步研究表明在端面105的边缘207处的撕开部分下方存在疲劳凹槽。此外,在受损的玻璃上可见劈开平面。所有这些特征通常具有由于光纤覆层中存在剪应力而诱发的脆性失效模式。
当制造光纤时,它们目前以约1km/min的速度被拉引并在约1秒内从超过2000℃冷却至常温。这允许高产量生产。然而,快速拉引过程引起约10MPa的残余拉伸应力冻结在光纤中。典型地,芯部中的残余应力和覆层中的残余应力具有相反的标记:覆层中的拉伸应力和芯部中的压缩应力。
已发现,未经处理光纤的脆性破坏模式是由于这些冻结应力的存在而导致的。
图59和60示出经热处理的光纤在连接性试验之后的SEM图像。断裂看上去始于端面105的内部中,而端面105的边缘207未受损。在经处理的光纤中未观察到劈开平面或微凹槽的迹象,从而得出经处理的光纤中的失效模式非脆性的结论。
根据SEM测量我们推断,光纤端面105的热处理存在两种独立的效果。一方面,热处理例如电弧放电通过去除失效引发因子(initiator)而作用在端面105的边缘207上。另一方面,该处理通过使其更耐疲劳而影响玻璃本身。
为了排除热处理引起玻璃的可能的结构变化,执行微拉曼光谱分析。在经处理和未经处理的光纤之间未观察到差异。
因此我们推断,可通过一方面去除失效引发因子以及另一方面通过根据本发明的热处理显著减小光纤中冻结的粘弹性应力的作用来解释光纤的提高的耐力。
通过未对其执行耐力试验的未经处理和经处理的光纤的端面进行干涉测量,进一步研究通过热处理来去除失效引发因子。使用联接到高分辨率显微镜物镜上的白光Mirau干涉仪。使用两个显微镜物镜:允许318nm/像素的空间分辨率的20x物镜和允许75nm/像素的分辨率的100x物镜。在两种情况下,竖直分辨率为3nm。使用联接到允许378nm/像素的空间分辨率的显微镜上的Michelson干涉仪执行第二组测量。干涉测量无破坏性,因此允许在热处理前后进行端面的评估。测量成角度的(8°)和平直(0°)的两种劈开。典型结果在图61a和61b中示出。
在未经处理的被劈开光纤上我们观察到,尽管光纤的中央区域很平滑——引起良好的光学性能,但端面的边缘非常不规则。图61a示出了未经处理的被劈开光纤的细节。在端面105的被劈开边缘207处明显存在参差不齐。这些参差不齐可充当裂纹引发因子,从而限制光纤的耐力。利用电弧放电对同一光纤热处理220ms。经处理表面的细节在图61b中示出。在隔开2mm的两个钨电极之间执行电弧放电。光纤端部在两个电极之间对称地定位,即与每个电极相距1mm的距离。电流在125kHz的频率下为I=0.42A rms(使用电流变换器测量电流)。如图61b中所示,在电弧处理之后,光纤的端面10随着参差不齐和其它缺陷被退火而看上去更平滑。端面105的边缘208现在是圆形的。图61a和61b中的图像的分辨率是75nm/像素。竖直分辨率为3nm。参差不齐区域内的表面粗糙度在处理之后从图61a中的Rq=56.9nm减小为图61b中的Rq=21.5nm。评估整个外表面的表面粗糙度,并且处理引起粗糙度在处理之后从对于未经处理光纤的Rq=246nm改进至210nm。
该处理影响端面的整体形状。图62示出未经处理、被0°劈开的光纤的截面223和同一光纤在电弧处理之后的截面224。通过与如上文结合图61a和61b所述相同的干涉测量获得这些截面。该处理显然通过引入曲率而修改了端面的形状。弯曲表面是通过在拉引过程期间冻结的应力由于热处理而消除所导致的。
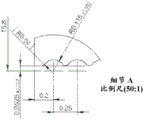
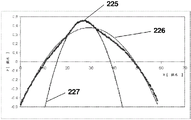
使用100x放大物镜,我们研究了被劈开端面的中央区域。电弧处理了220ms(在I=0.42A下)的Corning SMF-28光纤的典型截面在图63a中示出。根据测量数据225显而易见的是,覆层和芯部具有不同曲率。为了确定覆层的曲率和芯部的曲率,我们发现二次拟合提供了很好的结果,如图63a中所示。曲线226代表覆层的二次拟合,并且曲线227是芯部的二次拟合。在本文献中,将覆层的曲率和芯部的曲率限定为从二次拟合确定的值,并且半径是这些曲率的倒数。对于图63a中的经处理光纤,这产生覆层的0.6mm-1的曲率(和1.67mm的对应半径),以及芯部的2.55mm-1的曲率。此外,我们注意到芯部从覆层略微突出;突出量为约60nm。
已作为处理的持续时间(在125kHz的频率下以恒定电弧电流I=0.42A rms)的函数研究芯部和覆层的曲率的依赖性。图63b作为电弧处理的持续时间的函数示出覆层的曲率231和芯部的曲率232。我们观察曲率随着处理持续时间增加的类临界(threshold-like)表现。处理时间不足约150ms的样品未呈现曲率。这意味着未将足够的能量输入到光纤中以引发该效应。由于仅仅处理持续时间变化,输入到光纤中的能量与处理持续时间成正比。通过热处理输入的能量的量存在临界值,低于该临界值,光纤不会变得足够粘滞。只要能量的量足够高,光纤端部就会变得粘滞并且在光纤拉引过程中冻结的应力发生消除;该应力消除引起端面的曲率。从图63b可见,覆层曲率231以及芯部曲率232代表处理的持续时间,并因此代表传递至光纤的能量的量。图63b显示,在150ms以上,覆层曲率231和芯部曲率232随着处理持续时间增加而接近线性地增大。对于所有处理持续时间而言,芯部曲率恒定大于覆层的曲率(注意:图63b中用于曲率值的负标记不重要;它在该特定情况下仅仅是一种凸起/凹陷的曲率)。
为了评估对来自不同制造商的光纤的处理的效果,我们对来自均为电信市场知名光纤供应商的Corning、Jena和OFS的光纤执行处理。图63c作为处理持续时间的函数示出这些光纤的覆层的测得曲率231。测量结果表明,处理的效果在制造商间是一致的。
以与曲率相似的方式,光纤芯部的突出呈现类临界表现。对于低于180ms的处理持续时间,未观察到芯部突出,而对于被处理260ms的光纤,其线性地增加至高达约100nm。我们推断,突出是冻结在芯部中的粘弹性压缩应力的消除的结果。如在“Residual stressprofiles in optical fibers determined by the two-waveplate-compensatormethod,” Opt. Commun. Vol. 265, pp. 29-32, 2006, C. C. Montarou、T. K. Gaylord和A. I. Dachevski中测出的,在拉引过程之后,芯部中存在大约10MPa的压缩应力。我们已发现,光纤芯部的大约L=0.5mm的长度被加热到热处理中的应力退火点以上。突出因此可量化为:∆L = L*应力/E = 68 nm
其中“应力”=10MPa,且E=73GPa为SiO2的弹性模量。该突出值与我们的干涉测量一致,从而确认应力消除是突出的诱因。通过光纤的较大部分随着处理持续时间增加而达到应力退火点的事实来解释突出随着处理持续时间的增加。
芯部从覆层略微突出是一个优点,因为它增强了根据本发明在两个连接器之间连接的两根光纤的接触。在如上文已提到的US6963687中公开的光纤端面的激光切割和抛光中,未发生芯部的突出。相反,我们已证实芯部在覆层中下沉。
根据我们的实验,我们推断,为了获得很多次数的配对和拆开,光纤端面处的覆层的曲率半径优选地在从0.4mm至4mm的范围内,更优选地在从0.6mm至3mm的范围内。光纤端面处的芯部的曲率半径优选地在从0.14mm至4mm的范围内,更优选地在从0.2mm至3mm的范围内。
因此,我们已发现,通过根据本发明的热处理,配对和拆开的次数在仍允许很好连接质量的同时非常显著地增加。我们研究了通过哪一种具体的热处理可以获得该期望结果。因此,我们研究了在配对/拆开之后失效的诱因。我们发现,光纤失效的一个重要诱因是冻结的应力。为了将冻结的应力减小到可接受的极限内,必须向光纤传递一定量的能量。我们发现,经处理光纤的覆层曲率(或覆层半径)代表能量的传递量,并且具有在特定范围内的覆层半径的连接器因此可耐受很多次的配对和拆开。
在上文中,公开了用于将具有裸露端的第一光纤连接器经由转换器连接到有箍光纤上的方法,该裸露端被以机械方式劈开并具有根据本发明进行了热处理的端面。公开了转换器可包括特殊过渡元件。
一般而言,如例如在图64中所示的转换器可用来将无箍光纤连接器连接到有箍光纤连接器上,其中转换器可包括或不包括特殊过渡元件。无箍光纤连接器可以是根据本发明的连接器,或一般而言仅仅是无箍光纤连接器。图64示出了箍基SC连接器213,其经由转换器模块211通过标准SC-连接器214连接到无箍连接器212上。
相似但不同的用以将有箍连接器连接到无箍连接器上的方案在图65中示出。图65示出了集成有转换器216的适配器,转换器216用来将箍基LC连接器215与无箍连接器217连接。图65中所示的集成有转换器216的适配器可用来连接两组光纤连接器。
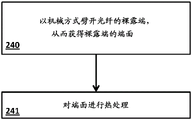
图66是根据本发明的方法的实施例的流程图,其中光纤的裸露端被以机械方式劈开240,从而获得裸露端的端面,并且进行热处理241。
优选地,在将连接器附接到光纤上之前,可借助例如在回转器头部中被致动的检查工位检查光纤端部。该检查工位可检测在附接到连接器上时将危害性能的各种类型的光纤缺陷。此外,可在检查工位中执行光纤劈开角度的验证。在光纤检查工位中,可使用非基于成像的检测概念来验证光纤的质量,例如借助光检测器或基于成像的检测概念例如照相机。
如果检查表明光纤的质量不合意,则可以重做,即重复对光纤执行的操作。这可能需要另外25mm的光纤。如果拉伸试验失败,也可执行重做。
在实施例中,工具向操作者提供了对检查结果的反馈。该工具可具有触摸屏作为用户界面。该工具可具有用以读取控制信息的读出端口。此外,该工具可具有专家模式,其中向用户提供更详细的与工具有关的信息。安置连接器且将其附接到光纤上可以在连接器附接工位30中以如下方式完成。在一个实施例中,连接器包括两个部分:内部,或“引擎”,以及外罩。
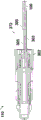
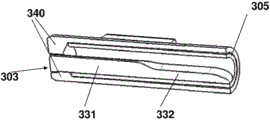
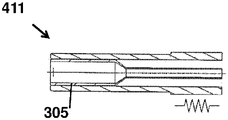
图26示出根据本发明的方法的实施例,其中光纤附接元件303相对于连接器110的连接器本体302位于附接位置372。热收缩管205已经就位。
此外,在另一实施例中,光纤连接器110的接收端可具有预对齐元件400,其在图27中被示出为用于接收光纤的裸露端104的圆锥形开口。在设备110的另一端,箍可在通道中设置有V形凹槽,以将光纤插芯(stub)接收在该V形凹槽中。
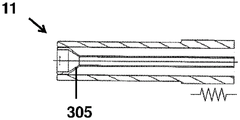
在附接位置372,在图28中,光纤100插入光纤附接元件303中,并且在图29中热收缩管305在光纤100和光纤附接元件303上收缩。
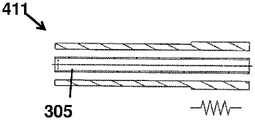
在图30中,示出了在使其移动至操作位置373之后的光纤附接元件,操作位置373可如上所述与预备位置371一致。图27至31示出在应用于用于无箍系统的连接器时的本发明的实施例。光纤100的裸露端104由连接器1保护,并且现在可连接到另一光学器件,例如到另一光学连接器。
在图31中,套管306在被涂覆的光纤上附接到连接器,以提供应变和弯曲消除。
在其中光纤附接元件303处于连接器本体302的外侧的附接位置372采用可热成型材料305的一个优点在于,如图27中所示,一种或多种材料325可用于连接器本体302,例如热塑性材料,其具有低于施加可热成型材料的处理温度例如120℃的弱化温度。
根据本发明的又一方面,提供了一种用于将光纤100附接到光纤连接器110上的设备。该设备可包括用于接收光纤连接器110和光纤100的装置、用于将光纤附接到光纤附接元件上的装置、和用于使光纤附接元件在不同位置之间移动的移动装置。这些移动装置(其可包括夹钳和例如电动机)适合于使光纤附接元件303从光纤附接到光纤附接元件上且光纤附接元件处于连接器本体外侧的附接位置移动至光纤附接元件处于连接器本体内侧的操作位置。在实施例中,移动装置还适合于使光纤附接元件从其在连接器内侧的预备位置移动至附接位置。在优选实施例中,附接包括施加如上所述的可热成型材料。用于附接的装置于是可包括一个或多个用于加热可热成型材料的装置。
图32a-32c示意性地示出根据本发明的实施例沿着光纤的纵向轴线的方向的截面。光学连接器110包括连接器本体302和由连接器本体302包围的光纤附接元件303。连接器本体302具有界面端105。
光纤60插入连接器110中。在所示实施例中为热收缩管305的可热恢复元件包围光纤100和光纤附接元件303。热收缩管305在恢复时将光纤保持或压靠在光纤附接元件303上,并因此将光纤100保持在光纤附接元件303上。光纤100具有裸露部分104和涂层,或被涂覆、即未剥离的部分362。
光纤附接元件303优选地具有带第一平台的阶梯构型,第一平台的高度以大体等于光纤的第二涂层的厚度的距离偏离第二平台。光纤的被涂覆部分与第一平台结合,并且光纤的裸露玻璃部分与第二平台结合。第一平台可包括尺寸确定为用于接收光纤的被涂覆部分的通道,并且第二平台可包括尺寸确定为用于接收光纤的裸露光纤部分的通道。
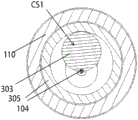
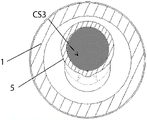
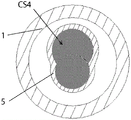
在图32a和图35a中所示的实施例中,通过使用热收缩管305而将光纤附接到光纤附接元件303上,并且光纤附接元件具有用于与光纤的裸露部分接触的第一部分331和用于与光纤的被涂覆部分接触的第二部分332。光纤附接元件303可与中间元件例如屏蔽件迫压、扣合、焊接、胶粘或共注塑。此外,光纤附接元件303和所谓的中间元件甚至可以是单个元件。该中间元件优选装设在连接器本体110中。
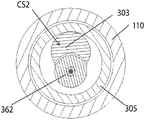
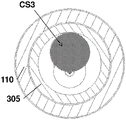
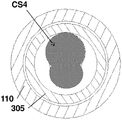
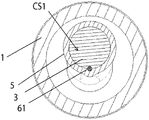
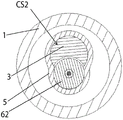
第一部分331具有如图35a中所示的第一截面区域CS1,图35a示出与光纤的纵向方向垂直的截面图。第二部分332具有如图35b中所示的第二截面区域CS2。在所示实施例中,第一截面区域(CS1)大于第二截面区域(CS2)。另一方面,在第一部分331中,光纤附接元件连同裸露光纤61的截面区域一起的组合截面区域(CS3)(参见图35c)小于光纤附接元件在光纤362的第二部分332和被涂覆部分中的组合截面区域(CS4)(参见图35d)。用于未附接光纤的光纤附接元件的尺寸特性保持与图35a-35d中所示类似。
另外,在施加可热成型材料例如可热恢复元件之前,可将热熔材料施加至光纤和光纤附接元件。在一个实施例中,可热成型材料例如可热恢复的元件(例如热收缩管)在其内表面内或内表面上包括热熔材料,使得热熔材料在热收缩管被加热或“活化”时熔化。
在参照图32a所述的实施例中,在可热成型材料例如可热恢复元件的活化完成之后,光纤的裸露部分104相对于涂层362被固定。此外,裸露部分104相对于光纤附接元件303被固定。光纤附接元件本身相对于连接器被固定(以未示出但如本领域中已知的方式)。优选地,热收缩管305在其内表面上具有改善光纤固定的热熔材料。
在此实施例中,通过光纤的裸露部分61相对于涂层362的固定而防止光纤伸出。
光纤附接元件303的使用明显改善了光纤固定,以相对于涂层固定裸露部分,并且相对于连接器固定裸露部分。
光纤附接元件在光纤待被插入的一侧的端部可以是圆形的,以改善插入。
我们已发现,通过仅使用热收缩管和热熔材料,并不能防止光纤伸出。
此外,已发现热收缩管(优选地设置有热熔性)和光纤附接元件的单个套件足以提供用于具有125μm的覆层直径和在250至1100μm的范围内的涂层直径(即缓冲层或第二涂层的直径)的光纤的光纤固定。用于从250μm至1100μm的不同类型的光纤的整个涂层范围因此可由单个套件覆盖。不必为带有小涂层的光纤和带有大涂层的光纤准备不同套件。图32b示意性地示出根据本发明的实施例的连接器本体的沿着光纤纵向轴线的方向的截面,其中具有小于900μm、更具体地250μm的涂层直径的光纤100附接到被连接器本体302包围的光纤附接元件303上。如图所示,光纤的裸露部分在将光纤附接到光纤附接元件上之后被给予很轻微的弯曲,然而实际测试表明,250μm光纤中的弯曲并不会导致任何光学损耗,并且老化不会导致光纤断裂。图36c示意性地示出根据本发明的实施例的连接器本体的沿着光纤纵向轴线的方向的截面,其中具有大于900μm、更具体地1100μm的涂层的光纤100附接到被连接器本体302包围的光纤附接元件303上。再次通过应用根据本发明的实施例的方法,光纤的裸露部分发生弯曲,但试验表明,1100μm的弯曲部也不会导致任何光学损耗。
这种套件的示例如下:
- 光纤附接元件优选地由金属、更具体地完全阳极化的铝6061-T6、完全阳极化的铝2024-T4或Xyloy M950制成,或者其可由热塑性材料例如聚苯砜、更具体地Radel R5100或Valox 420SEO制成。光纤附接元件优选地具有导致在0.6与1.2mm2之间的截面积的0.9与1.2mm之间的外径。
- 热收缩管优选地由两种材料形成或包括两种材料,其中一种材料用于热收缩管的外表面且优选地另一种材料用于其内表面,第一示例可以是连同作为内表面的DWR 9763(Lucalen A2920)化合物一起的外表面上的513-X (MT-LWA)化合物,第二示例可以是连同作为内表面的463-N (TAT-125 粘合剂)化合物一起的外表面上的521-X (RNF100A)化合物,第三示例可以是连同作为内表面的DWR 9763 (Lucalen A2920)化合物一起的外表面上的521-X (RNF100A)化合物,第四示例可以是连同作为内表面的增粘乙基丁烯丙烯酸酯粘合剂一起的外表面上的聚乙烯化合物护套类型513,还可使用例如DWR9940。
- 热收缩管的尺寸优选为10与15mm之间的长度、2.6mm的外径、0.25mm的壁厚和4/1收缩比率(即,如果其可自由收缩,则热收缩管将收缩至2.6/4mm=0.525mm)。
本发明的一些实施例的另一优点在于,避免或至少明显减少了污染。所有部件例如光纤附接元件和可热成型材料(例如可热恢复的元件)可例如通过在出厂状态下预装配而存在于连接器本体中,使得在现场仅须将光纤插入连接器中。
本发明的一些实施例的另一优点在于,在光纤上未施加拉力或仅施加很小的拉力,与例如使用例如楔形件的机械附接方法相反;这种明显的拉力水平的缺乏引起通过光纤的光传输的良好光学特性,例如低插入损耗和低模态噪音。
此外,容易使该附接方法自动化;所有要在现场完成的仅仅是例如通过加热来使可热恢复的元件活化。
图33示出了光纤附接元件303的实施例的对半切开的3D视图。示出了光纤附接元件的第一部分331和第二部分332。热收缩管305包围光纤附接元件303。连接器本体302包括止挡元件340,其中止挡元件340优选邻靠热收缩管305的第一部分331。有利地,当将热收缩管附接到光纤上时,止挡元件防止热收缩管沿着光纤纵向方向的任何位移。
图31示出了其中附接了光纤100的光纤连接器110的实施例。还示出了连接器本体302和光纤附接元件303。该连接器优选为“无箍”连接器,其中光纤的端部未由箍支承(即,光纤的端部未受到支承)。在某些实施例中,光纤的未受支承的端部是裸露的玻璃并且仅包括被玻璃覆层包围的玻璃芯部。在某些实施例中,光纤被固定在具有界面端的连接器本体(即,连接器壳)内。连接器可具有第一构型,其中未受支承的端部被包封并保护在连接器本体内。连接器还可具有第二构型,其中未受支承端部的端面可在连接器本体的界面端接近以与另一光纤光学连接。在某些实施例中,连接器可包括可在第一位置与第二位置之间相对于连接器本体移动的保护盖,在第一位置,光纤的未受支承端部被包封在连接器本体内且受到保护以免污染,在第二位置,光纤的未受支承端部的端面可接近以与另一光纤光学连接。可使用粘合剂来使光纤的裸露玻璃和二级覆层粘合地附连/结合至连接器本体内的附接结构。以此方式,光纤在连接器本体内的期望位置被轴向锚定,并且光纤的裸露玻璃相对于二级涂层被轴向锚定。粘合剂可以是热活化的粘合剂。
在一些实施例中,光纤的未受支承端部的最小长度优选地在10-15mm之间。
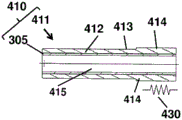
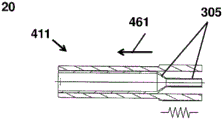
图36a至36e示意性地示出了后续阶段,其中热通过设备410传递至可热恢复的材料305。图36a中所示的设备410包括热分配器411和热收缩管305。热分配器411包括导热部分412,其具有外表面413,并且在该外表面413上具有两个局部加热部分414。局部加热部分414中的至少一个由热源430加热,热源430在图36a-36e中由用于电阻的符号表示。热沿图36b中的箭头61的方向经导热部412从经加热的局部加热部分414传递。可热恢复的材料305被导热部分412包围。在图36a中,其在热分配器411的空腔415中。在图36a的实施例中为热收缩管420的可热恢复材料被热分配器411逐渐加热。热收缩管420首先在加热处、即在经加热的局部加热部分414的位置收缩。收缩前部然后随着热经导热部分412传递而如图36b至36e中所示沿箭头461的方向蔓延。图36e示出了完全收缩后的热收缩管。热收缩管420适合于接收至少一个元件100,热收缩管然后在(多个)这些元件和预先安装或预先装配的元件例如光纤附接元件303(参见图37)周围收缩。
收缩将开始的位置是已知的。在图36a-36e的实施例中,导热部分412的尺寸尤其是厚度和热特性(例如导热率和热容量)以及热收缩管305的尺寸和物理性质是这样的:热前缘经导热部分412蔓延,并且后面跟着经热收缩管305蔓延的收缩前缘。以此方式,空气未被截留在热收缩管305与接收在热收缩管305中以由其装配的元件之间。
此外,不需要昂贵的炉,并且当然不需要带有专用加热区域、带有用于每个区域的专用加热器和控制单元的炉。
作为加热源430,可使用红外线辐射或另一辐射加热源。也可使用对流加热,或者如本领域中已知的另一加热装置。优选地,热通过传导从热源430传递至局部加热部分414。优选地,局部加热部分414适合于物理接触热源430。热源430可包括电阻器。还可使用这些加热装置的组合。
图36a至36e中所示的设备具有两个局部加热部分414,其中单单一个被加热。可加热两个局部加热部分。该设备可具有单个局部加热部分。该设备可具有多于两个局部加热部分。
热分配器可具有圆柱形。在优选实施例中,热分配器412具有管状,如图36a-36e中所示。热分配器可大致由金属制成。
可热恢复的材料可以是热收缩管。可热恢复的材料可以是热收缩线带。
图37示意性地示出包括用于装配部件的设备的光纤连接器110,例如可现场安装的连接器。图37中的连接器是在热分配器411的导热部分412的空腔415中包括被热收缩管305包围的光纤100和光纤附接元件303例如预先安装或预先装配的光纤附接元件303的无箍连接器。导热部分可以是圆柱形的。连接器本体302具有界面端105,光纤的端部可在此露出。热分配器411包围热收缩管305且在导热部分412的外表面上具有两个局部加热部分414。每个局部加热部分可在光纤连接器110的连接器本体302中的位置456接近,该位置在所示的实施例中为连接器本体302中的开口456。连接器本体302保护光纤连接器110的内部与环境隔离。当一个或两个局部加热部分414优选地通过经开口456与加热器形成物理接触而被加热时,热收缩管305将开始收缩,如上文参照图36a-36e所述。当收缩过程完成时,光纤100通过热收缩管305装配在光纤附接元件303上。
完成的连接器优选为“无箍”连接器,其中光纤的端部未由箍支承(即,光纤的端部未受到支承)。在某些实施例中,光纤的未受支承端部是裸露的玻璃并且仅包括被玻璃覆层包围的玻璃芯部。在某些实施例中,光纤被固定在具有界面端的连接器本体(即,连接器壳)内。连接器可具有第一构型,其中未受支承的端部被包封且保护在连接器本体内。连接器还可具有第二构型,其中未受支承端部的端面可在连接器本体的界面端接近以与另一光纤光学连接。在某些实施例中,连接器可包括可在第一位置与第二位置之间相对于连接器本体移动的保护盖,在第一位置,光纤的未受支承端部被包封在连接器本体内且受到保护以免污染,在第二位置,光纤的未受支承端部的端面可接近以与另一光纤光学连接。可使用粘合剂来使光纤的裸露玻璃和二级涂层粘合地附连/结合至连接器本体内的附接结构。以此方式,光纤在连接器本体内的期望位置被轴向锚定,并且光纤的裸露玻璃相对于第二涂层被轴向锚定。粘合剂可以是热活化的粘合剂。
光纤附接元件优选地具有带第一平台的阶梯构型,第一平台的高度以大体等于光纤的第二涂层的厚度的距离偏离第二平台。例如通过恢复时的热收缩管,光纤的被涂覆部分与第一平台结合且光纤的裸露玻璃部分与第二平台结合。第一平台可包括尺寸确定为用于接收光纤的被涂覆部分的通道,并且第二平台可包括尺寸确定为用于接收光纤的裸露光纤部分的通道。光纤附接元件可与中间元件例如屏蔽件迫压、扣合、焊接、胶粘或共注塑。此外,光纤附接元件和所谓的中间元件甚至可以是单个元件。该中间元件优选地装设在连接器本体中。
在一些实施例中,光纤的未受支承端部的最小长度优选地在10-15mm之间。
在一个示例中,如图37中所示的连接器110可具有以下尺寸和材料选择:
- 热分配器装置具有包括在3与5mm之间的外径和在2与4mm之间的内径的管状形式,其可由金属、更具体地完全阳极化的铝6061-T6、完全阳极化的铝2024-T4或Xyloy M950制成。
- 每个局部加热部分优选地具有在1与5mm2之间的表面积,
- 热收缩管优选地由两种材料制成或包括两种材料,其中一种材料用于热收缩管的外表面且优选地另一种材料用于其内表面,第一示例可以是连同作为内表面的DWR 9763(Lucalen A2920)化合物一起的外表面上的513-X (MT-LWA)化合物,第二示例可以是连同作为内表面的463-N (TAT-125 粘合剂)化合物一起的外表面上的521-X (RNF100A)化合物,第三示例可以是连同作为内表面的DWR 9763 (Lucalen A2920)化合物一起的外表面上的521-X (RNF100A)化合物,第四示例可以是连同作为内表面的增粘乙基丁烯丙烯酸酯粘合剂一起的外表面上的聚乙烯化合物护套类型513,还可使用例如DWR9940,
- 热收缩管优选地具有10与15mm之间的长度、2.6mm的外径、0.25mm的壁厚和4/1收缩比率(即,如果其可自由收缩,则热收缩管将收缩至2.6/4mm=0.525mm)。
光纤:覆层直径为125μm且涂层直径在200μm与1100μm之间。
当使热收缩管活化时,优选地应用在120℃与220℃之间的温度范围。
该热收缩管以在120至220℃的范围内的温度被加热。本发明的一个优点在于,可在光纤连接器110中使用不耐受这些温度的材料,因为来自热源的热由热分配器411直接引导到光纤连接器110的内部且到可热恢复的材料305。例如,图37中的外壳465或后本体可由热塑性材料例如PP或LDPE制成。
另一优点在于,连接器可在工厂内预先装配,包括例如热收缩管,使得当在现场将连接器附接到光纤上时不存在松动的小部件。
在根据本发明的工具的实施例中,从连接器卡盘80装载连接器110(其可包括多于一个部件)。如果连接器包括引擎和外壳,则首先将引擎附接到光纤上。这可经由热收缩系统或优选热收缩和热熔系统的组合来完成。在一个实施例中,附接如下完成。热收缩管和热熔材料被加热至约120℃。从加热器至热收缩管和热熔材料的热传递可以是辐射和空气传导的组合。尤其是,保持加热器与热收缩管之间的间隙尽可能小。加热器可由两个半部组成,其中每个半部被分开加热。加热器在连接器引擎被安置在加热位置之前可以开启并被加热至正确的温度。然后闭合加热器并且将热收缩管和热熔材料加热至正确的温度。热收缩向光纤提供了应变消除;该应变消除系统可搭接1000μm涂层直径与125μm覆层直径之间的间隙。在将引擎固定在光纤上之后,将外壳附接到发动机上。得到的光纤的裸露端的长度优选为8mm。
连接器110可借助连接器卡盘80自动地供应,连接器卡盘80可包括托架和小卡盘,每一者包含一个连接器。在一个实施例中,连接器卡盘可包括8至12个连接器。卡盘可用薄箔例如铝箔密封。因此保护连接器与灰尘、水分和机械负荷隔离。连接器部件可具有明确的定向。可以在连接器卡盘用空之前更换它。在一个实施例中,回转器头部设置有刀具,该刀具可切割并弯曲卡盘的箔,以便连接器送料器将连接器从卡盘拉入回转器头部中,而不存在黏住风险。
应理解,本发明并不限于所述的装置和/或方法的过程步骤的具体特征,因为这样的装置和方法可变化。还应理解,文中使用的术语仅仅是出于描述具体实施例的目的,且并非意图进行限制。必须指出,如在说明书和所附权利要求中所用,单数形式“一”,“一个”和“该”包括单数和/或复数的指代对象,除非在上下文中另外明确说明。还应理解,复数形式包括单数和/或复数的指代对象,除非在上下文中另外明确说明。而且应理解,如果给出由数值界定的参数范围,则认为这些范围包括这些极限值。
以上详述的实施例中的元件和特征的特定组合仅仅是示例性的。如本领域技术人员将认识到的,在不偏离如要求保护的发明的精神和范围的前提下,本领域的普通技术人员可想到文中所述内容的变型、改型和其它实施方案。因此,前面的描述仅仅通过示例的方式进行且并非意图加以限制。本发明的范围限定在所附权利要求及其等同方案中。此外,说明书和权利要求中所用的附图标记并不限制如要求保护的发明的范围。
Claims (18)
1.一种用于从光纤排空碎屑的方法,所述方法包括以下步骤:
利用线带覆盖所述光纤;
将所述线带沿着其纵向轴线折叠,以形成线带夹包;
将所述碎屑捕集在呈所述线带夹包形式的所述线带之间;以及
驱动所述线带以使所述线带夹包移动离开,从而将所述碎屑在所述线带夹包中排空。
2.根据权利要求1所述的方法,其特征在于,还包括在所述光纤上执行操作,从而产生所述碎屑。
3.根据权利要求2所述的方法,其特征在于,所述操作是剥离操作、清洁操作或者劈开操作。
4.根据权利要求1所述的方法,其特征在于,还包括引导所述线带。
5.根据权利要求1所述的方法,其特征在于,所述线带是热活化的且是非粘性的,直到热的施加产生粘性。
6.根据权利要求1所述的方法,其特征在于,所述线带包括粘性的区域。
7.根据权利要求6所述的方法,其特征在于,所述粘性的区域是热活化的。
8.一种用于从光纤排空碎屑的方法,所述方法包括以下步骤:
利用第一线带和第二线带覆盖所述光纤;
将所述碎屑捕集在呈双线带夹包形式的所述第一线带和所述第二线带之间,所述双线带夹包包括所述第一线带和所述第二线带以及所述碎屑;以及
驱动所述第一线带和所述第二线带以使所述双线带夹包移动离开,从而将所述碎屑在所述双线带夹包中排空。
9.根据权利要求8所述的方法,其特征在于,还包括在所述光纤上执行操作,从而产生所述碎屑。
10.根据权利要求9所述的方法,其特征在于,所述操作是剥离操作、清洁操作或者劈开操作。
11.根据权利要求8所述的方法,其特征在于,还包括引导所述第一线带和所述第二线带。
12.根据权利要求8所述的方法,其特征在于,所述第一线带和所述第二线带各自在整个一侧上是粘性的。
13.根据权利要求8所述的方法,其特征在于,所述第一线带在整个一侧上是粘性的,而所述第二线带是非粘性的。
14.根据权利要求8所述的方法,其特征在于,所述第一线带和所述第二线带各自包括粘性的区域。
15.根据权利要求8所述的方法,其特征在于,所述第一线带包括粘性的区域,而所述第二线带是非粘性的。
16.根据权利要求8所述的方法,其特征在于,所述第一线带和所述第二线带中的一者或两者是热活化的且是非粘性的,直到热的施加产生粘性。
17.根据权利要求14所述的方法,其特征在于,所述粘性的区域是热活化的。
18.根据权利要求15所述的方法,其特征在于,所述粘性的区域是热活化的。
Applications Claiming Priority (14)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161443933P | 2011-02-17 | 2011-02-17 | |
| US201161443942P | 2011-02-17 | 2011-02-17 | |
| US61/443942 | 2011-02-17 | ||
| US61/443933 | 2011-02-17 | ||
| EP11174376 | 2011-07-18 | ||
| EP11174376.1 | 2011-07-18 | ||
| US201161544880P | 2011-10-07 | 2011-10-07 | |
| US61/544880 | 2011-10-07 | ||
| EP12151987.0 | 2012-01-20 | ||
| EP12151988.8 | 2012-01-20 | ||
| EP12151988 | 2012-01-20 | ||
| EP12151987.0A EP2549315B1 (en) | 2011-07-18 | 2012-01-20 | Method, device and kit of parts for attaching an optical fiber in an optical fiber connector |
| PCT/US2012/024189 WO2012112344A1 (en) | 2011-02-17 | 2012-02-07 | Portable device for attaching a connector to an optical fiber |
| CN201280009462.9A CN103597388B (zh) | 2011-02-17 | 2012-02-07 | 用于将连接器附接到光纤上的便携设备 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201280009462.9A Division CN103597388B (zh) | 2011-02-17 | 2012-02-07 | 用于将连接器附接到光纤上的便携设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110082865A CN110082865A (zh) | 2019-08-02 |
| CN110082865B true CN110082865B (zh) | 2022-03-01 |
Family
ID=48221723
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201610510366.2A Expired - Fee Related CN106249358B (zh) | 2011-02-17 | 2012-02-07 | 用于将连接器附接到光纤上的便携设备 |
| CN201280009462.9A Expired - Fee Related CN103597388B (zh) | 2011-02-17 | 2012-02-07 | 用于将连接器附接到光纤上的便携设备 |
| CN201910129328.6A Active CN110082865B (zh) | 2011-02-17 | 2012-02-07 | 用于将连接器附接到光纤上的便携设备 |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201610510366.2A Expired - Fee Related CN106249358B (zh) | 2011-02-17 | 2012-02-07 | 用于将连接器附接到光纤上的便携设备 |
| CN201280009462.9A Expired - Fee Related CN103597388B (zh) | 2011-02-17 | 2012-02-07 | 用于将连接器附接到光纤上的便携设备 |
Country Status (11)
| Country | Link |
|---|---|
| US (4) | US9481129B2 (zh) |
| EP (2) | EP2678726B1 (zh) |
| JP (2) | JP2014508967A (zh) |
| KR (1) | KR20140004759A (zh) |
| CN (3) | CN106249358B (zh) |
| AU (1) | AU2012218003B2 (zh) |
| BR (1) | BR112013021016A2 (zh) |
| MX (1) | MX348743B (zh) |
| PE (2) | PE20141720A1 (zh) |
| RU (1) | RU2640096C2 (zh) |
| WO (1) | WO2012112344A1 (zh) |
Families Citing this family (58)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2640096C2 (ru) | 2011-02-17 | 2017-12-26 | Тайко Электроникс Райхем Бвба | Портативное устройство для прикрепления разъема к оптическому волокну |
| DE102011106293B3 (de) * | 2011-05-18 | 2012-05-24 | Harting Kgaa | Steckverbindergehäuse |
| US8985867B2 (en) | 2011-09-07 | 2015-03-24 | Adc Telecommunications, Inc. | Optical fiber connection system |
| US8979395B2 (en) | 2011-09-07 | 2015-03-17 | Adc Telecommunications, Inc. | Tools and methods for preparing a ferrule-less optical fiber connector |
| US8985864B2 (en) | 2011-09-07 | 2015-03-24 | Adc Telecommunications, Inc. | Optical fiber alignment device and method |
| RU2619816C2 (ru) | 2012-02-07 | 2017-05-18 | Тайко Электроникс Райхем Бвба | Кабельное концевое устройство в сборе и способ крепления оптоволоконного кабеля к разъему |
| MX343974B (es) | 2012-02-07 | 2016-11-30 | Tyco Electronics Corp | Sistema de conexion de fibra optica que incluye dispositivo de alineacion de fibra optica. |
| US8998503B2 (en) * | 2012-05-16 | 2015-04-07 | Corning Cable Systems Llc | Fiber optic connector and bonded cover |
| CN105324696B (zh) | 2012-12-19 | 2019-05-17 | 泰科电子瑞侃有限公司 | 具有逐渐增加的分路器的分配装置 |
| ES2904515T3 (es) | 2013-01-29 | 2022-04-05 | CommScope Connectivity Belgium BVBA | Conector de fibra óptica con protección de fibra en el extremo |
| WO2014118224A1 (en) | 2013-01-29 | 2014-08-07 | Tyco Electronics Raychem Bvba | Optical fiber connection system including optical fiber alignment device with optical fiber cleaner |
| US9028154B2 (en) * | 2013-02-01 | 2015-05-12 | Avago Technologies General Ip (Singapore) Pte. Ltd. | Adapter for cleaning an optical junction and reducing optical back reflection |
| US9411110B2 (en) * | 2013-02-06 | 2016-08-09 | Corning Optical Communications LLC | Fiber optic connector cover and fiber optic assembly including same |
| CN103529515B (zh) * | 2013-10-30 | 2016-08-17 | 上海电缆研究所 | 光纤涂覆层端面处理方法及装置 |
| EP3066503A1 (en) | 2013-11-04 | 2016-09-14 | Tyco Electronics Raychem BVBA | Fiber optic connector having an optical fiber that is axially moveable within a ferrule |
| US9720185B2 (en) | 2014-05-23 | 2017-08-01 | Commscope Technologies Llc | Systems and method for processing optical cable assemblies |
| AU2015276109B2 (en) | 2014-06-17 | 2020-11-19 | Adc Czech Republic, S.R.O. | Cable distribution system |
| EP3201930B1 (en) | 2014-10-02 | 2019-08-14 | Corning Research & Development Corporation | Disposable optical fiber coating removal tool |
| US10345526B2 (en) * | 2014-12-14 | 2019-07-09 | Telescent Inc. | High reliability robotic cross-connect systems |
| US20160238800A1 (en) * | 2015-02-13 | 2016-08-18 | 3M Innovative Properties Company | Telecommunication enclosure having integrated termination tools |
| WO2016191094A1 (en) * | 2015-05-27 | 2016-12-01 | 3M Innovative Properties Company | Fiber management assemblies and network interface devices incorporating such assemblies |
| USD800660S1 (en) | 2015-06-05 | 2017-10-24 | Corning Optical Communications LLC | Fiber optic connector |
| USD800659S1 (en) | 2015-06-05 | 2017-10-24 | Corning Optical Communications LLC | Fiber optic connector |
| WO2017024982A1 (zh) * | 2015-08-07 | 2017-02-16 | 爱德奇电讯国际贸易(上海)有限公司 | 光纤接续辅助设备 |
| CN106707418A (zh) * | 2015-08-07 | 2017-05-24 | 泰科电子(上海)有限公司 | 光纤接续辅助设备 |
| CN106468804B (zh) * | 2015-08-17 | 2019-10-29 | 泰科电子(上海)有限公司 | 自动剥纤系统和方法 |
| WO2017058629A1 (en) | 2015-09-28 | 2017-04-06 | Commscope Technologies Llc | End face protection tape for fiber optic connector; and methods |
| EP3365716A4 (en) | 2015-10-22 | 2019-06-26 | Commscope Technologies LLC | LOCKING SYSTEM FOR AN OPTICAL CONNECTOR AND ADAPTER |
| AU2016352929B2 (en) | 2015-11-13 | 2021-07-29 | CommScope Connectivity Belgium BVBA | Adapter shutter with integrated connector lock |
| AU2016354633A1 (en) | 2015-11-13 | 2018-04-26 | CommScope Connectivity Belgium BVBA | Fiber optic connection system |
| MX2018005231A (es) | 2015-11-18 | 2019-04-29 | Commscope Technologies Llc | Metodos para procesar casquillos y/o fibras opticas. |
| US10606009B2 (en) | 2015-12-01 | 2020-03-31 | CommScope Connectivity Belgium BVBA | Cable distribution system with fan out devices |
| EP3408701B1 (en) | 2016-01-28 | 2023-04-26 | CommScope Connectivity Belgium BVBA | Modular telecommunications enclosure |
| US11187616B2 (en) | 2016-01-28 | 2021-11-30 | Commscope Technologies Llc | Optical power detector and reader |
| WO2017192461A2 (en) | 2016-05-02 | 2017-11-09 | Commscope Technologies Llc | Optical connector and adapter |
| US9995649B2 (en) | 2016-05-04 | 2018-06-12 | Fluke Corporation | Dual purpose optical test instrument |
| WO2017223072A1 (en) | 2016-06-20 | 2017-12-28 | Commscope Technologies Llc | Ferrule-less fiber optic connector |
| WO2017223461A1 (en) | 2016-06-24 | 2017-12-28 | Commscope, Inc. Of North Carolina | Elastomeric optical fiber alignment and coupling device |
| WO2018017883A1 (en) | 2016-07-22 | 2018-01-25 | Commscope Technologies Llc | Ferrule-less fiber optic connector having multiple optical fibers |
| EP3491439A1 (en) | 2016-07-29 | 2019-06-05 | CommScope Connectivity Belgium BVBA | Device for aligning optical fibers |
| EP3535613B1 (en) * | 2016-11-07 | 2024-03-20 | Commscope Technologies LLC | Method of manufacturing flexible fiber optic circuits |
| US10908366B2 (en) | 2016-12-05 | 2021-02-02 | Commscope Technologies Llc | Multi-fiber ferrule-less duplex fiber optic connectors with multi-fiber alignment devices |
| WO2018183496A1 (en) | 2017-03-29 | 2018-10-04 | Commscope Technologies Llc | Multi-fiber fiber optic connector |
| US11561357B2 (en) | 2017-04-21 | 2023-01-24 | CommScope Connectivity Belgium BVBA | Fiber optic connection modules |
| EP3632131A4 (en) | 2017-05-30 | 2021-03-24 | Commscope Technologies LLC | RECONFIGURABLE OPTICAL NETWORKS |
| US10598864B2 (en) | 2017-05-31 | 2020-03-24 | Commscope Technologies Llc | Ferrule-less optical fiber signal detection by an optical detector mounted within the housing receives the optical fiber |
| CN110709744B (zh) | 2017-06-06 | 2021-09-10 | 康普技术有限责任公司 | 具有自修复折光指数匹配凝胶的光学纤维对准装置 |
| WO2019079326A1 (en) | 2017-10-17 | 2019-04-25 | Commscope Technologies Llc | SHUTTER CONFIGURATION FOR AN OPTICAL FIBER CONNECTOR PORT WITH MODULAR FIBER SUPPORTS; AND CONNECTION SYSTEM |
| CN107962621B (zh) * | 2018-01-10 | 2024-04-16 | 一诺仪器(中国)有限公司 | 一种光纤切割刀用光纤回收装置及光纤切割刀 |
| US11543597B2 (en) | 2018-01-12 | 2023-01-03 | Commscope Technologies Llc | Ferrule-less fiber optic connector with re-coat layer to protect buckling portion of optical fiber |
| WO2019178181A1 (en) | 2018-03-14 | 2019-09-19 | Commscope Technologies Llc | A fiber alignment device with curved portions |
| EP3788348B1 (en) * | 2018-05-02 | 2023-08-02 | Corning Research & Development Corporation | Methods for detection of contaminants on optical fiber connectors |
| CN112424660A (zh) | 2018-07-19 | 2021-02-26 | 康普技术有限责任公司 | 用于使用多模光纤的模分复用的光纤连接器 |
| MX2021002248A (es) | 2018-08-29 | 2021-05-27 | Commscope Technologies Llc | Conectores de fibra optica, adaptadores de fibra optica y sistemas de conexion de fibra optica relacionados. |
| WO2020150395A1 (en) | 2019-01-18 | 2020-07-23 | Commscope Technologies Llc | Multi-fiber assembly for a ferrule-less fiber optic connector |
| EP4024101A4 (en) * | 2019-09-16 | 2022-10-05 | Signal Fire Technology Co., Ltd. | FIBER FUSION SPLICER |
| CN116134358A (zh) * | 2020-07-29 | 2023-05-16 | 住友电气工业株式会社 | 间歇连结型光纤带芯线的制造方法及间歇连结型光纤带芯线 |
| CN113109903B (zh) * | 2021-03-10 | 2022-08-19 | 重庆川宏电子有限公司 | 一种用于光纤带电割接的开剥器 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5735013A (en) * | 1995-04-13 | 1998-04-07 | Fujikura Ltd. | Apparatus for cleaning optical fiber |
| CN1205776A (zh) * | 1995-12-22 | 1999-01-20 | 美国3M公司 | 光缆清洁器 |
| CN1836180A (zh) * | 2003-08-13 | 2006-09-20 | 株式会社精工技研 | 光纤连接器用清洁器及光纤连接器的连接面的清理方法 |
| CN1966164A (zh) * | 2005-11-16 | 2007-05-23 | 林文一 | 光纤接头专用清洁器的定长传动装置 |
Family Cites Families (86)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2027962A (en) | 1933-03-03 | 1936-01-14 | Nat Carbon Co Inc | Production of articles from plastic compositions |
| NL130678C (zh) | 1960-07-15 | 1900-01-01 | ||
| BE609815A (zh) | 1960-10-31 | |||
| JPS6028325B2 (ja) * | 1977-01-19 | 1985-07-04 | 日本電信電話株式会社 | 光ファイバ端部の製造方法 |
| DE2967608D1 (en) | 1978-09-20 | 1986-08-28 | Nippon Telegraph & Telephone | Optical fiber alignment mechanism and connectors using the same |
| JPS55138706A (en) * | 1979-04-16 | 1980-10-29 | Nippon Telegr & Teleph Corp <Ntt> | End face treating method of optical fiber for connector |
| US4645295A (en) * | 1980-02-04 | 1987-02-24 | Allied Corporation | Fiber optic connector |
| US4728169A (en) | 1981-04-27 | 1988-03-01 | Raychem Corp. | Methods and apparatus for optical fiber systems |
| JPS5891416A (ja) | 1981-11-27 | 1983-05-31 | Dai Ichi Seiko Co Ltd | 光コネクタ− |
| DE3407413A1 (de) * | 1984-02-29 | 1985-08-29 | Standard Elektrik Lorenz Ag, 7000 Stuttgart | Lichtwellenleiter mit ankopplungsoptik |
| JP2545231B2 (ja) * | 1987-06-18 | 1996-10-16 | 日本ケミカルリサ−チ株式会社 | ウロキナ−ゼの加熱による低分子化抑制法 |
| DE3842848A1 (de) * | 1988-12-20 | 1990-06-21 | Philips Patentverwaltung | Verfahren zur herstellung einer balligen kontakt-stirnflaeche eines lichtwellenleiters |
| CA2073720C (en) | 1991-07-15 | 1997-06-24 | Isamu Kinoshita | Method and apparatus for assembly and inspection of optical fiber connectors |
| JPH05231988A (ja) * | 1991-07-15 | 1993-09-07 | Furukawa Electric Co Ltd:The | 光ファイバー用コネクタの取り付け検査方法および取り付け検査装置 |
| JP3133454B2 (ja) * | 1992-01-30 | 2001-02-05 | 古河電気工業株式会社 | 光ファイバ心線の皮剥ぎ失敗の検知方法 |
| EP0583986B1 (en) * | 1992-08-20 | 1999-02-10 | Nippon Sheet Glass Co., Ltd. | Shockproof optical waveguide device |
| JPH06210015A (ja) | 1993-01-19 | 1994-08-02 | Goto Setsubi Kogyo Kk | 流体散布用配管設備における配管施工方法 |
| US5283849A (en) * | 1993-02-01 | 1994-02-01 | Siecor Corporation | Optical connector preassembly |
| JP3301253B2 (ja) * | 1995-02-24 | 2002-07-15 | 日本電信電話株式会社 | 光コネクタ自動組立・検査システム |
| JPH0926512A (ja) | 1995-07-11 | 1997-01-28 | Tokki Kk | 携帯型光ファイバ端末処理機 |
| JPH09178975A (ja) * | 1995-12-27 | 1997-07-11 | Sumitomo Electric Ind Ltd | 光コネクタおよびその製造方法 |
| US5668904A (en) * | 1996-07-25 | 1997-09-16 | Northwest Fiberoptic Technologies Inc. | Fiber optic cable connector apparatus and method |
| WO1998014810A2 (en) * | 1996-09-30 | 1998-04-09 | Sang Van Nguyen | Automatic fiber optic connectorization and inspection system (afocis) |
| US5966485A (en) * | 1996-11-22 | 1999-10-12 | Siecor Corporation | Method of producing core protrusion relative to cladding in an optical fiber of a fiber optic connector |
| JP2001514577A (ja) * | 1997-03-10 | 2001-09-11 | ミネソタ・マイニング・アンド・マニュファクチャリング・カンパニー | 光ファイバケーブル掃除器 |
| WO1998040772A1 (fr) * | 1997-03-13 | 1998-09-17 | Sumitomo Electric Industries, Ltd. | Element de transmission optique et son procede de production |
| US6142676A (en) | 1997-05-20 | 2000-11-07 | Adc Telecommunications, Inc. | Fiber connector and adaptor |
| DE19736077A1 (de) | 1997-08-20 | 1999-03-04 | Bosch Gmbh Robert | Abmantelvorrichtung für ein optisches Kabel |
| EP1058859A1 (de) | 1998-02-23 | 2000-12-13 | Huber & Suhner Ag | Positioniervorrichtung zum positionieren und fixieren von optischen fasern sowie steckverbinder mit einer solchen positioniervorrichtung |
| US6122936A (en) * | 1998-03-26 | 2000-09-26 | Ciena Corporation | Apparatus for integrating steps of a process for interconnecting optical fibers |
| JP3965783B2 (ja) * | 1998-06-12 | 2007-08-29 | 住友電気工業株式会社 | 光コネクタ |
| JP2000019342A (ja) * | 1998-06-29 | 2000-01-21 | Sumitomo Electric Ind Ltd | 光コネクタ |
| US6963687B2 (en) | 1998-09-18 | 2005-11-08 | The Whitaker Corporation | Process for cutting an optical fiber |
| WO2000019253A1 (fr) * | 1998-09-29 | 2000-04-06 | The Furukawa Electric Co., Ltd. | Fibre optique |
| CN1330773A (zh) * | 1998-11-13 | 2002-01-09 | 巴特勒纪念研究院 | 用于端接光缆的系统 |
| JP2000206360A (ja) * | 1999-01-18 | 2000-07-28 | Alps Electric Co Ltd | 光ファイバ結合装置 |
| JP4059606B2 (ja) * | 2000-03-03 | 2008-03-12 | パイロットプレシジョン株式会社 | 光コネクタ |
| JP4639420B2 (ja) | 2000-03-08 | 2011-02-23 | ソニー株式会社 | 信号伝送装置および信号伝送方法 |
| US6565265B2 (en) * | 2000-03-23 | 2003-05-20 | Sumitomo Electric Industries, Ltd. | Optical connector and method of assembling optical connector |
| WO2002003112A1 (fr) * | 2000-07-04 | 2002-01-10 | Namiki Seimitsu Houseki Kabushiki Kaisha | Fibre optique/micro-lentille, fibre optique et technique d'agencement de celle-ci |
| JP3786177B2 (ja) * | 2000-09-27 | 2006-06-14 | セイコーエプソン株式会社 | 光装置、光モジュール、およびその製造方法 |
| AU2002243312A1 (en) * | 2000-10-25 | 2002-07-24 | Tyco Electronics | Optical ferrule-less connector |
| US20020064355A1 (en) | 2000-11-29 | 2002-05-30 | Ware Scot K. | Automatic fiber preparation unit for splicing |
| US20020064354A1 (en) * | 2000-11-29 | 2002-05-30 | Ware Scot K. | Automatic fiber preparation unit for splicing |
| JP2002341188A (ja) * | 2001-05-15 | 2002-11-27 | Sumitomo Electric Ind Ltd | 多心光コネクタおよび多心光コネクタの端面研磨方法 |
| EP1395862A4 (en) * | 2001-06-15 | 2005-04-20 | Corning Inc | CONICAL LENGTH FIBER FOR FOCUSING AND CAPACITORING APPLICATIONS |
| US6964288B2 (en) | 2001-07-06 | 2005-11-15 | Ksaria Corporation | Apparatus and method for automated preparation of an optical fiber |
| US6895654B2 (en) * | 2001-07-06 | 2005-05-24 | Ksaria Corporation | Apparatus and method for attaching a component to a fiber |
| CN2503503Y (zh) | 2001-09-18 | 2002-07-31 | 台精科技股份有限公司 | 光纤连接器自动组装装置 |
| US6866429B2 (en) * | 2001-09-26 | 2005-03-15 | Np Photonics, Inc. | Method of angle fusion splicing silica fiber with low-temperature non-silica fiber |
| CN2533485Y (zh) * | 2001-09-27 | 2003-01-29 | 台精科技股份有限公司 | St光纤连接器的自动组装装置 |
| US20030159471A1 (en) | 2002-02-27 | 2003-08-28 | Wamin Optocomm Mfg. Corporation | Method for fabricating fiber optic joints |
| US6872008B2 (en) | 2002-03-22 | 2005-03-29 | Ykk Corporation | Conversion sleeve and optical adapter |
| JP2003294984A (ja) * | 2002-04-04 | 2003-10-15 | Ykk Corp | 光アダプタ |
| JP2003287648A (ja) * | 2002-03-28 | 2003-10-10 | Furukawa Electric Co Ltd:The | 光コネクタ |
| US6957920B2 (en) | 2002-06-24 | 2005-10-25 | Corning Cable Systems Llc | Ferrule assembly having highly protruding optical fibers and an associated fabrication method |
| US20040007690A1 (en) * | 2002-07-12 | 2004-01-15 | Cabot Microelectronics Corp. | Methods for polishing fiber optic connectors |
| US6904206B2 (en) * | 2002-10-15 | 2005-06-07 | Micron Optics, Inc. | Waferless fiber Fabry-Perot filters |
| US20060042321A1 (en) * | 2002-11-06 | 2006-03-02 | Aaron Lewis | Integrated simulation fabrication and characterization of micro and nano optical elements |
| US6829413B2 (en) * | 2002-12-02 | 2004-12-07 | International Business Machines Corporation | Ferrule-less optical fiber apparatus for optical backplane connector systems |
| KR100471083B1 (ko) | 2002-12-24 | 2005-03-10 | 삼성전자주식회사 | 광섬유 절단장치 |
| US7099535B2 (en) * | 2002-12-31 | 2006-08-29 | Corning Incorporated | Small mode-field fiber lens |
| JP4062110B2 (ja) * | 2003-01-30 | 2008-03-19 | 住友電気工業株式会社 | 光接続部品及び光接続方法並びに光通信機器 |
| US6984077B2 (en) * | 2003-03-25 | 2006-01-10 | Aurora Instruments, Inc. | System for joining polarization-maintaining optical fiber waveguides |
| JP2004325582A (ja) * | 2003-04-22 | 2004-11-18 | Kyocera Corp | 変換アダプタ用スリーブ |
| JP2006267130A (ja) * | 2003-06-27 | 2006-10-05 | Asahi Glass Co Ltd | 光ファイバコネクタの組立方法 |
| US7147384B2 (en) | 2004-03-26 | 2006-12-12 | 3M Innovative Properties Company | Small form factor optical connector with thermoplastic adhesive |
| CN101164001B (zh) | 2005-04-22 | 2012-11-21 | 日新技术株式会社 | 便携式光纤加工设备 |
| CN102122027B (zh) * | 2005-04-22 | 2013-10-02 | 日新技术株式会社 | 便携式光纤加工设备 |
| CN101833140B (zh) * | 2005-10-24 | 2012-09-05 | 3M创新有限公司 | 光纤端接平台和光纤端接方法 |
| US7393143B2 (en) * | 2006-02-21 | 2008-07-01 | Hitachi Cable, Ltd. | Optical connector and connection structure of optical fibers |
| US20080196450A1 (en) * | 2007-02-21 | 2008-08-21 | Nippon Telegraph And Telephone Corporation | Coated optical fiber endface preparation method and tool |
| US7660504B2 (en) * | 2007-05-03 | 2010-02-09 | Corning Cable Systems Llc | Connectorized nano-engineered optical fibers and methods of forming same |
| WO2009011675A1 (en) | 2007-07-16 | 2009-01-22 | Corning Incorporated | Method for local reversible glass swelling |
| CN102221726A (zh) | 2008-02-22 | 2011-10-19 | 住友电气工业株式会社 | 光纤及光缆 |
| JP4719755B2 (ja) * | 2008-02-29 | 2011-07-06 | 住友電気工業株式会社 | 光コネクタ |
| EP2299305A4 (en) * | 2008-06-13 | 2017-11-15 | Fujikura, Ltd. | Connection method, connection tool, and connection jig for optical fiber |
| CN201215592Y (zh) * | 2008-06-13 | 2009-04-01 | 深圳市恒捷丰光电科技有限公司 | 柔性金属套管光纤连接结构 |
| DE202008016860U1 (de) | 2008-12-19 | 2009-02-26 | CCS Technology, Inc., Wilmington | Anordnung zum Bearbeiten von Lichtwellenleitern |
| JP2010211382A (ja) * | 2009-03-09 | 2010-09-24 | Nitto Denko Corp | 光導波路および光学式タッチパネル |
| DE202009007026U1 (de) | 2009-05-15 | 2009-07-23 | CCS Technology, Inc., Wilmington | Endstück-Adapter für eine ummantelte optische Faser und Schutzgehäuse |
| US8824849B2 (en) * | 2010-04-16 | 2014-09-02 | Lastar, Inc. | Fiber optic connector processing apparatus |
| EP2423719A1 (en) | 2010-08-27 | 2012-02-29 | Tyco Electronics Raychem BVBA | Fiber stripping tool |
| JP5403758B2 (ja) * | 2010-09-28 | 2014-01-29 | 株式会社フジクラ | 光ファイバ切断装置の屑回収装置 |
| RU2640096C2 (ru) | 2011-02-17 | 2017-12-26 | Тайко Электроникс Райхем Бвба | Портативное устройство для прикрепления разъема к оптическому волокну |
| EP3729047A2 (en) | 2017-12-24 | 2020-10-28 | Ventana Medical Systems, Inc. | Eosin staining techniques |
-
2012
- 2012-02-07 RU RU2013142283A patent/RU2640096C2/ru not_active IP Right Cessation
- 2012-02-07 CN CN201610510366.2A patent/CN106249358B/zh not_active Expired - Fee Related
- 2012-02-07 PE PE2013001873A patent/PE20141720A1/es not_active Application Discontinuation
- 2012-02-07 PE PE2018000556A patent/PE20181235A1/es unknown
- 2012-02-07 US US14/000,345 patent/US9481129B2/en active Active
- 2012-02-07 AU AU2012218003A patent/AU2012218003B2/en not_active Ceased
- 2012-02-07 JP JP2013554479A patent/JP2014508967A/ja not_active Ceased
- 2012-02-07 CN CN201280009462.9A patent/CN103597388B/zh not_active Expired - Fee Related
- 2012-02-07 EP EP12705020.1A patent/EP2678726B1/en not_active Not-in-force
- 2012-02-07 BR BR112013021016A patent/BR112013021016A2/pt not_active Application Discontinuation
- 2012-02-07 CN CN201910129328.6A patent/CN110082865B/zh active Active
- 2012-02-07 KR KR1020137024610A patent/KR20140004759A/ko active IP Right Grant
- 2012-02-07 WO PCT/US2012/024189 patent/WO2012112344A1/en active Application Filing
- 2012-02-07 MX MX2013009469A patent/MX348743B/es active IP Right Grant
- 2012-02-07 EP EP17159958.2A patent/EP3208643A3/en not_active Withdrawn
-
2016
- 2016-05-18 JP JP2016099503A patent/JP6351658B2/ja not_active Expired - Fee Related
- 2016-10-28 US US15/338,003 patent/US10114178B2/en active Active
-
2018
- 2018-10-26 US US16/172,050 patent/US10788625B2/en active Active
-
2020
- 2020-09-28 US US17/034,979 patent/US11709322B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5735013A (en) * | 1995-04-13 | 1998-04-07 | Fujikura Ltd. | Apparatus for cleaning optical fiber |
| CN1205776A (zh) * | 1995-12-22 | 1999-01-20 | 美国3M公司 | 光缆清洁器 |
| CN1836180A (zh) * | 2003-08-13 | 2006-09-20 | 株式会社精工技研 | 光纤连接器用清洁器及光纤连接器的连接面的清理方法 |
| CN1966164A (zh) * | 2005-11-16 | 2007-05-23 | 林文一 | 光纤接头专用清洁器的定长传动装置 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110082865B (zh) | 用于将连接器附接到光纤上的便携设备 | |
| JP2014508967A5 (zh) | ||
| US11125951B2 (en) | Fiber optic connector, fiber optic connector and cable assembly, and methods for manufacturing | |
| US9720185B2 (en) | Systems and method for processing optical cable assemblies | |
| JPH0575084B2 (zh) | ||
| EP3215880A2 (en) | Field installed optical fiber connector for jacketed fiber cable | |
| EP2490053B1 (en) | Device for removing a coating from an optical fiber using heated clamps | |
| AU2018202989B2 (en) | Optical fiber connector and method of making an optical fiber connector | |
| US8915100B2 (en) | Optical fiber end processing method and optical fiber end processing apparatus | |
| NZ615535B2 (en) | Portable device for attaching a connector to an optical fiber | |
| JPH0690342B2 (ja) | 光フアイバ融着接続装置 | |
| RU2395107C2 (ru) | Оптический разъем для концевой заделки оптоволокна, содержащий его распределительный пункт, приспособление для концевой заделки оптоволокна и способ ее осуществления |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |