CN109843450B - 用于活性粘合剂再循环控制的系统和方法 - Google Patents
用于活性粘合剂再循环控制的系统和方法 Download PDFInfo
- Publication number
- CN109843450B CN109843450B CN201780063052.5A CN201780063052A CN109843450B CN 109843450 B CN109843450 B CN 109843450B CN 201780063052 A CN201780063052 A CN 201780063052A CN 109843450 B CN109843450 B CN 109843450B
- Authority
- CN
- China
- Prior art keywords
- pump assembly
- recirculation
- adhesive
- recirculation pump
- speed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
- B05C11/1007—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves responsive to condition of liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0225—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work characterised by flow controlling means, e.g. valves, located proximate the outlet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B11/00—Single-unit hand-held apparatus in which flow of contents is produced by the muscular force of the operator at the moment of use
- B05B11/01—Single-unit hand-held apparatus in which flow of contents is produced by the muscular force of the operator at the moment of use characterised by the means producing the flow
- B05B11/10—Pump arrangements for transferring the contents from the container to a pump chamber by a sucking effect and forcing the contents out through the dispensing nozzle
- B05B11/1042—Components or details
- B05B11/1043—Sealing or attachment arrangements between pump and container
- B05B11/1049—Attachment arrangements comprising a deformable or resilient ferrule clamped or locked onto the neck of the container by displacing, e.g. sliding, a sleeve surrounding the ferrule
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/0278—Arrangement or mounting of spray heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B15/00—Details of spraying plant or spraying apparatus not otherwise provided for; Accessories
- B05B15/60—Arrangements for mounting, supporting or holding spraying apparatus
- B05B15/65—Mounting arrangements for fluid connection of the spraying apparatus or its outlets to flow conduits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/02—Spray pistols; Apparatus for discharge
- B05B7/025—Nozzles having elongated outlets, e.g. slots, for the material to be sprayed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/02—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface ; Controlling means therefor; Control of the thickness of a coating by spreading or distributing liquids or other fluent materials already applied to the coated surface
- B05C11/023—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface
- B05C11/025—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface with an essentially cylindrical body, e.g. roll or rod
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
- B05C11/1026—Valves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1042—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material provided with means for heating or cooling the liquid or other fluent material in the supplying means upstream of the applying apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1044—Apparatus or installations for supplying liquid or other fluent material to several applying apparatus or several dispensing outlets, e.g. to several extrusion nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C19/00—Apparatus specially adapted for applying particulate materials to surfaces
- B05C19/008—Accessories or implements for use in connection with applying particulate materials to surfaces; not provided elsewhere in B05C19/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/027—Coating heads with several outlets, e.g. aligned transversally to the moving direction of a web to be coated
- B05C5/0275—Coating heads with several outlets, e.g. aligned transversally to the moving direction of a web to be coated flow controlled, e.g. by a valve
- B05C5/0279—Coating heads with several outlets, e.g. aligned transversally to the moving direction of a web to be coated flow controlled, e.g. by a valve independently, e.g. individually, flow controlled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F25/00—Flow mixers; Mixers for falling materials, e.g. solid particles
- B01F25/50—Circulation mixers, e.g. wherein at least part of the mixture is discharged from and reintroduced into a receptacle
- B01F25/54—Circulation mixers, e.g. wherein at least part of the mixture is discharged from and reintroduced into a receptacle provided with a pump inside the receptacle to recirculate the material within the receptacle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F25/00—Flow mixers; Mixers for falling materials, e.g. solid particles
- B01F25/60—Pump mixers, i.e. mixing within a pump
- B01F25/62—Pump mixers, i.e. mixing within a pump of the gear type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B9/00—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour
- B05B9/03—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour characterised by means for supplying liquid or other fluent material
- B05B9/04—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour characterised by means for supplying liquid or other fluent material with pressurised or compressible container; with pump
- B05B9/0403—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour characterised by means for supplying liquid or other fluent material with pressurised or compressible container; with pump with pumps for liquids or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1039—Recovery of excess liquid or other fluent material; Controlling means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/001—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work incorporating means for heating or cooling the liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
- B05C5/0258—Coating heads with slot-shaped outlet flow controlled, e.g. by a valve
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/027—Coating heads with several outlets, e.g. aligned transversally to the moving direction of a web to be coated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B37/1284—Application of adhesive
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B49/00—Control, e.g. of pump delivery, or pump pressure of, or safety measures for, machines, pumps, or pumping installations, not otherwise provided for, or of interest apart from, groups F04B1/00 - F04B47/00
- F04B49/20—Control, e.g. of pump delivery, or pump pressure of, or safety measures for, machines, pumps, or pumping installations, not otherwise provided for, or of interest apart from, groups F04B1/00 - F04B47/00 by changing the driving speed
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C11/00—Combinations of two or more machines or pumps, each being of rotary-piston or oscillating-piston type; Pumping installations
- F04C11/001—Combinations of two or more machines or pumps, each being of rotary-piston or oscillating-piston type; Pumping installations of similar working principle
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C14/00—Control of, monitoring of, or safety arrangements for, machines, pumps or pumping installations
- F04C14/08—Control of, monitoring of, or safety arrangements for, machines, pumps or pumping installations characterised by varying the rotational speed
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2/00—Rotary-piston machines or pumps
- F04C2/08—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing
- F04C2/12—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type
- F04C2/14—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type with toothed rotary pistons
- F04C2/18—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type with toothed rotary pistons with similar tooth forms
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D15/00—Control, e.g. regulation, of pumps, pumping installations or systems
- F04D15/0066—Control, e.g. regulation, of pumps, pumping installations or systems by changing the speed, e.g. of the driving engine
Abstract
公开了一种用于控制再循环泵组件的方法。该方法包括接收过程相关特性,并基于该过程相关特性确定流向再循环泵组件的粘合剂的再循环流量。该方法进一步包括确定用于使用再循环流量将粘合剂泵送到供应通道的再循环泵组件的再循环泵速,以及调整再循环泵组件的运行速度,以匹配再循环泵速。还公开了用于执行上述方法的系统和存储设备。
Description
相关申请的交叉引用
本申请要求2016年9月8日提交的美国专利申请No.62/385,238 的权益,该申请以引用的方式并入到本文中。
技术领域
本发明涉及一种用于控制再循环泵组件的运行的系统以及操作方法。
背景技术
用于分配粘合剂的典型涂敷机可以从熔化器接收粘合剂,并且包括间歇地将粘合剂流涂敷到基板上的正排量流体分配器。流体分配器在接通循环和断开循环之间致动,在接通循环期间粘合剂流过分配器的喷嘴,在断开循环期间粘合剂被阻止流过分配器的喷嘴。在断开循环期间,未使用的粘合剂能够在涂敷机内积聚,这导致在涂敷机内的压力升高。在开始下一个接通循环时,涂敷机内积聚的粘合剂导致粘合剂以不一致的流量或与预期不同的流量离开分配器喷嘴。这导致基板上的粘合剂图案变形。
为了解决该问题,一些涂敷机包括再循环软管,该软管在流体分配器断开循环期间将未使用的粘合剂改向并输送回熔化器。然而,使用再循环软管会产生一些缺点。再循环软管阻止了对再循环粘合剂的流量的动态控制,这能够降低来自分配器喷嘴的粘合剂的流量的精度。另外,粘合剂能够硬化并在再循环软管内产生炭,该炭能够向下游流动并堵塞粘合剂流动路径。此外,再循环软管可能很昂贵,并且需要额外的温度控制系统,以将再循环粘合剂的流动保持在液体状态中。
因此,需要一种用于分配粘合剂的涂敷机,其允许动态管理和控制再循环粘合剂的流量。
发明内容
公开了一种用于控制再循环泵组件的方法。该方法包括接收过程相关特性,并基于该过程相关特性确定流向再循环泵组件的粘合剂的再循环流量。该方法进一步包括确定再循环泵组件的再循环泵速,用于使用再循环流量将粘合剂泵送到供应通道,以及调整再循环泵组件的运行速度,以匹配再循环泵速。还公开了用于执行上述方法的系统和存储设备。
总之,本发明提供了一种用于控制再循环泵组件的方法,所述方法包括:
接收过程相关特性;
基于所述过程相关特性,确定通过再循环通道流向所述再循环泵组件的粘合剂的再循环流量;
基于所述粘合剂的再循环流量,确定所述再循环泵组件的期望的再循环泵速,所述再循环泵组件被构造成将所述粘合剂泵送到供应通道,所述供应通道将所述粘合剂供应到独立于所述再循环泵组件的至少一个泵组件;并且
调整所述再循环泵组件的运行速度以匹配所述期望的再循环泵速。
本发明还提供了一种用于控制再循环泵组件的系统,所述系统包括与所述再循环泵组件电气通信的一个或多个处理器和一个或多个存储设备,所述系统被配置成:
接收过程相关特性;
基于所述过程相关特性,确定通过再循环通道流向所述再循环泵组件的粘合剂的再循环流量;
基于所述粘合剂的再循环流量,确定所述再循环泵组件的期望的再循环泵速,所述再循环泵组件被构造成将所述粘合剂泵送到供应通道,所述供应通道将所述粘合剂供应到独立于所述再循环泵组件的至少一个泵组件;并且
调整所述再循环泵组件的运行速度,以匹配所述期望的再循环泵速。
本发明还提供了一种存储计算机程序的存储设备,所述计算机程序用于控制再循环泵组件,所述计算机程序包括一个或多个代码段,所述一个或多个代码段当被执行时导致一个或多个处理器:
接收过程相关特性;
基于所述过程相关特性,确定通过再循环通道流向所述再循环泵组件的粘合剂的再循环流量;
基于所述粘合剂的再循环流量,确定所述再循环泵组件的期望的再循环泵速,所述再循环泵组件被构造成将所述粘合剂泵送到供应通道,所述供应通道将所述粘合剂供应到独立于所述再循环泵组件的另一个泵组件;并且
调整所述再循环泵组件的运行速度,以匹配所述期望的再循环泵速。
附图说明
当结合附图阅读时,将更好地理解前面的发明内容以及下面的详细描述。附图示出了本发明的说明性实施例。然而,应当理解的是,本申请不限于所示的精确布置和手段。
图1是根据本发明实施例的涂敷机的前透视图;
图2是图1中所示涂敷机的俯视图;
图3是图1中所示涂敷机的后视图;
图4是图1中所示涂敷机的侧视图;
图5是图1中所示涂敷机的后透视图,其中从该涂敷机移除了再循环泵组件;
图6是图1中所示涂敷机的水平横截面透视图;
图7是图6中所示圆圈区域的放大视图;
图8是示出根据本公开的实施例的控制粘合剂再循环的方法的工艺流程图;和
图9是根据本公开的实施例的控制再循环泵组件的方法的工艺流程图。
具体实施方式
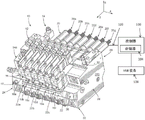
本文描述了一种涂敷机10,其包括分配模块16a-16f和泵组件 20a-20g,其中泵组件20g是专用的再循环泵组件。涂敷机10还包括控制器100和与再循环泵组件20g通信的人机交互(“HMI”)设备108,其中控制器100被构造成动态控制再循环泵组件20g的运行。控制器还包括存储器104,存储器104能够存储一种程序,该程序在由控制器的处理器执行时动态控制再循环泵组件20g的运行。
在下面的描述中,某些术语用于描述涂敷机10,这仅仅是为了方便,而非限制。词语“右”、“左”、“下”和“上”指定附图中所参照的方向。词语“内部”和“外部”分别指朝向和背对描述的几何中心的方向,以描述涂敷机10及其相关部件。词语“向前”和“向后”是指在沿着涂敷机10及其相关部件的纵向方向2上的方向和与该纵向方向2相反的方向。术语包括上面列出的词、其派生词和类似含义的词。
除非本文另有说明,术语“纵向”、“竖直”和“横向”用于描述由纵向方向2、横向方向4和竖直方向6所指定的涂敷机10的各种部件的正交方向分量。应当理解的是,虽然纵向方向2和横向方向4 被示出为沿着水平面延伸,并且竖直方向6被示出为沿着竖直平面延伸,但是在使用期间,包含所述各种方向的平面可以不同。
本发明的实施例包括涂敷机10,该涂敷机10用于在产品制造期间将粘合剂分配到基板上。参照图1-5,涂敷机10包括歧管12。涂敷机10具有:顶表面32;底表面30,该底表面30沿着竖直方向6与顶表面32相反;第一侧表面34a;第二侧表面34b,该第二侧表面34b沿着横向方向4与第一侧表面34a相反;前表面36以及后表面38,该后表面38沿着纵向方向2与前表面36相反。第一侧表面34a和第二侧表面 34b从前表面36延伸到后表面38,以及从底表面30延伸到顶表面32。歧管12由第一端板24、第二端板26和被布置在第一端板24与第二端板26之间的至少一个歧管段22限定。作为结果,第一端板24和第二端板26沿着横向方向4间隔开。第一端板24和第二端板26以及歧管段22可以可释放的方式连接,使得歧管段22可以根据操作条件的需要被添加到涂敷机10中或从涂敷机10中取出。作为结果,即使图1-5 将涂敷机10示出为包括三个歧管段22a-22c,涂敷机10也能够根据期望包括更多或更少的歧管段22。然而,在另一实施例中,歧管12可以是单一歧管。
参照图2-4,歧管12的第一侧表面34a位于第一平面P1内,而第二侧表面34b位于第二平面P2内。第二平面P2可以与第一平面P1平行。然而,如果第一侧表面34a和第二侧表面34b相对于彼此成角度,则第一平面P1和第二平面P2可以不平行。涂敷机10限定水平面X,使得横向方向4和纵向方向2位于水平面X内。泵组件20可以限定位于平面Y内的驱动轴轴线A。这些平面和坐标轴的相互关系将在下面进一步描述。
涂敷机10包括输入连接器14,粘合剂通过该输入连接器被泵入歧管12。歧管12可以进一步包括泄压阀17和分配模块16,泄压阀17 允许用户减弱由歧管内的粘合剂产生的压力,分配模块16用于将粘合剂涂敷到基板上。当泄压阀17打开时,粘合剂可以穿过排出口(未示出) 从歧管排出。涂敷机10还包括泵组件20,该泵组件20被以可移除的方式安装到歧管12。泵组件20将从歧管12的内部通道流动的粘合剂泵送到分配模块16,然后分配模块16通过喷嘴21将粘合剂从涂敷机分配出来。涂敷机10可以包括热元件23,其被构造为升高歧管12的温度,这又升高了每个泵组件20中的泵的温度。尽管图1-5将涂敷机 10描绘为包括五个热元件23a-23e,但是根据需要能够包括任何数量的热元件23。
在各种实施例中,涂敷机10包括多组泵组件20、分配模块16和喷嘴21。例如,如图1-5中所示,涂敷机10被描绘为包括七个泵组件 20a、20b、20c、20d、20e、20f和20g。虽然图1-5示出了七个泵组件 20a-20g,但是根据期望,涂敷机10能够包括任意数量的泵组件20。例如,涂敷机10能够包括两个泵组件、三个泵组件或三个以上的泵组件。泵组件20a-20g可以被以并排构造布置,以增加涂敷机10的加工宽度。为了清楚起见,下面描述单个泵组件20。然而,附图标记20能够与附图标记20a-20g互换使用。尽管泵组件20a-20g被描绘为尺寸相似,但是在涂敷机10中包括的单独泵组件20中的每一个都能够根据期望单独地定尺寸,以适合特定的目的。例如,将在下面被进一步描述的再循环泵组件20g可以比其它泵组件20a-20f更大。
另外,涂敷机10被描绘为包括六个分配模块16a、16b、16c、16d、 16e和16f。尽管图1-3示出了六个分配模块16a-16f,但是涂敷机10 能够根据期望包括任意数量的分配模块16。例如,涂敷机10能够包括一个分配模块、两个分配模块或两个以上的分配模块。类似地,下面描述单个分配模块16。然而,附图标记16能够与附图标记16a-16f互换使用。涂敷机10也被描绘为包括六个喷嘴21a、21b、21c、21d、21e 和21f。喷嘴21a-21f中的每一个可以从对应的分配模块16或者几个分配模块16a-16f的组合接收粘合剂进料。喷嘴21a-21f的构造能够根据运行条件的需要由用户来改变,这能够包括添加额外的喷嘴21或者移除已经被联接到涂敷机10的喷嘴21a-21f中的任何一个。另外,喷嘴 21a-21f能够是经选择以适合特定分配应用的不同的类型。例如,如图 3中所示,喷嘴21a、21b、21e和21f能够是一种类型的喷嘴,而喷嘴 21c和21d能够是不同类型的喷嘴。
继续图1-5,泵组件20a-20f中每一个都可以与分配模块16a-16f 中的对应一个相关联。在运行中,泵组件20a-20f中的每一个都可以将由歧管12供应的粘合剂泵送到分配模块16a-16f中的对应的分配模块,使得分配模块16a-16f通过喷嘴21a-21f将粘合剂涂敷到给定基板。然而,每个分配模块16可以不与单个泵组件20相对应,使得多个泵组件20将粘合剂泵送到单个分配模块16。另外,泵组件20中每一个和分配模块16中每一个都可以被联接到对应的歧管段22并与对应的歧管段22相关联。然而,两个或多个泵组件20和/或两个或多个分配模块16可以被联接到单个歧管段22。
然而,泵组件20g不与特定的分配模块16相关联,而是被指定为再循环泵组件。再循环泵组件20g的功能可以包括通过再循环通道236 泵送粘合剂,如下文将要描述的。因此,泵组件20g的入口与再循环通道236流体连通,并且泵组件20g的出口与供应通道200流体连通。尽管泵组件20g被示出为最靠近第二侧表面34b定位的泵组件20,但是再循环泵组件20g可以沿着一系列泵组件20a-20g被定位在任何位置。例如,再循环泵组件20g可以被定位为最靠近第一侧表面34a的泵组件,或者位于泵组件20a-20g中间的位置处。当泵组件20g被定位为最靠近涂敷机10的第一侧表面34a或第二侧表面34b的泵时,与泵组件20g邻接的第一端板24或第二端26中的特定一个端板可以被构造成接纳泵组件20g的一部分。例如,如图5中所示,第二端板26包括凹部25,凹部25的尺寸适于接纳泵组件20g。当泵组件20g被布置在凹部25中时,泵组件20g可以沿着纵向方向2和竖直方向6与其它泵组件20a-20f大致成一直线。
另外,尽管在该实施例中,泵组件20g被构造为涂敷机10的唯一再循环泵组件,但是设想的是,在其它实施例中,涂敷机10能够包括多个再循环泵组件(未示出),这些再循环泵组件中每一个都能够类似地被构造为泵组件20g。例如,每个分配模块16都能够与唯一的再循环泵组件相对应。替代地,涂敷机10能够包括多个再循环泵组件,这些再循环泵组件共同通过单个再循环通道泵送粘合剂。此外,在其它实施例中,涂敷机10能够包括泵组件,该泵组件包括将粘合剂泵送到分配模块16以及通过再循环通道泵送粘合剂的功能。这种泵组件可以被构造为单个双齿轮堆叠泵,其中一个齿轮堆叠的功能是用以将粘合剂泵送到分配模块16,而另一个齿轮堆叠的功能是用以通过再循环通道泵送粘合剂。每个齿轮堆叠能够包含一个主动齿轮和一个从动齿轮,并且每个齿轮堆叠都能够被包含在公共泵体内。替代地,每个齿轮堆叠都能够被包含在单独的相应的泵体内。此外,每个齿轮堆叠都能够由公共的马达驱动,或者替代地由单独的相应马达独立驱动。
尽管在图1-5中被示出为被安装在歧管12上,但是再循环泵组件 20g可以与歧管12间隔开。在该构造中,再循环泵组件20g通过一个或多个软管被连接到歧管12,这允许泵组件20g从歧管12接收粘合剂以及将粘合剂泵送到歧管12。例如,一个软管可将粘合剂从再循环通道236引导到再循环泵组件20g,而第二软管可以将粘合剂从再循环泵组件20g引导到供应通道200。
返回参照图1,再循环泵组件20g能够由控制器100和/或与控制器100通信的HMI设备108控制。控制器100可以包括一个或多个控制器,并且也可以被称为一个或多个处理器。控制器100和/或HMI设备108能够通过通信链路120与再循环泵组件20g有线和/或无线通信,并且能够被构造成通过通信链路120向再循环泵组件20g传送指令。控制器100能够是可编程逻辑控制器(PLC)、基于微处理器的控制器、个人计算机或能够执行本领域普通技术人员理解的在此描述的功能的另一常规控制设备。例如,控制器100能够执行与基于用户输入来控制再循环泵组件20g有关的各种方法,如下文详细描述的。另外,控制器100能够基于在控制器100的存储单元104中存储的操作循环或序列库来执行与控制再循环泵组件20g相关的各种方法。存储器单元 104可以包括一个或多个存储器单元,并且也可以被称为存储设备。根据期望,操作序列被调用并被置于在控制器100上执行的特定控制程序中。能够调整操作序列以适应不同的分配操作、不同类型的基板或不同类型的材料,例如通过HMI设备108。
HMI设备108以已知方式在操作上连接到控制器100。HMI设备 108可以包括输入设备和控件(诸如键盘、按钮、控制旋钮、触摸屏等) 以及输出设备(诸如显示器和其它视觉指示器),所述输入设备和控件以及输出设备由操作者使用,以控制控制器100的运行,并且,从而控制再循环泵组件20g的运行。HMI设备108可以进一步包括音频输出设备(诸如扬声器),通过该音频输出设备可以向操作者传达音频警报。使用HMI设备108,操作者能够输入参数,诸如最大流量、每个产品的图案长度、每分钟的图案、线速度、基板类型、基板标识符、基板描述、材料类型、基板与涂敷机10之间的距离等。另外,控制器100和/或HMI设备108能够与外部网络(未示出)有线和/或无线通信,使得操作者能够从单独的系统或设备远程访问控制器100。
继续图3和4,每个泵组件20都可以以多种不同的构造被安装到歧管12。在一个实施例中,每个泵组件20都被安装到歧管12,使得包括入口和出口的泵的底表面在与第一侧表面34a和第二侧表面34b 间隔开并位于它们之间的位置处面对歧管12。在该构造中,驱动马达轴线A既不与涂敷机10的第一侧表面34a相交,也不与涂敷机10的第二侧表面34b相交。相反,泵组件20被定位在歧管12上,使得驱动马达轴线A可以位于与第一侧表面34a所在的第一平面P1平行的平面Y内,如上所述。平面Y也可以与第二侧表面34b所在的第二平面 P2平行。每个泵组件20a-20g具有位于相应平面内的相应轴线A,该相应平面可以与第一平面P1和/或第二平面P2平行。此外,当被安装到歧管12时,泵组件20a-20f能够被定位成使得泵组件20a-20f中每一个的入口都沿着竖直方向6被定位在出口上方。然而,再循环泵组件20g能够被安装到歧管12,使得出口沿着竖直方向6被定位在入口上方。
每个泵组件20都被定位在歧管12上,使得驱动马达轴线A在平面Y内的任何特定方向上被定向。例如,泵组件20能够被定位在歧管 12上,使得驱动马达轴线A位于平面Y内,并且相对于平面X成角度地偏置。例如,泵组件20能够被定位在歧管12上,使得驱动马达轴线A与平面X限定角θ。角θ能够是任何期望的角度。在一个实施例中,角θ是锐角。替代地,角θ能够是钝角、大于180度的角或大致 90度的角。
参照图3,泵组件20a-20g中的每一个都以可移除的方式被附接到歧管12。在一个实施例中,每个泵组件20经由紧固件27被固定到板 28。板28的一端经由紧固件29被附接到第一端板24,并且相反端经由另一紧固件29被附接到第二端板26。紧固件29还能够将板28附接到歧管段22中的一个。紧固件27可以是螺纹的,使得从歧管12移除泵组件20就需要从泵组件20拧下紧固件27并且从歧管12移除泵组件20。然而,也可考虑将泵组件20以可释放的方式附接到歧管12的其它方法,诸如狭槽和沟槽系统、卡扣配合卡合等。因为泵组件20可以以上述方式以可释放的方式被联接到歧管12,所以特定的泵组件20 可以在不需要完全拆卸整个涂敷机10的情况下被单独替换。泵组件20 可能由于各种原因而需要替换,所述原因包括清洁、损坏或改变粘合剂泵送条件或要求。
继续图6-7,将描述粘合剂穿过涂敷机10的流动路径。粘合剂穿过任何特定元件的流动由相关联的图中出现的实线箭头表示。涂敷机 10可以通过软管(未示出)被附接到粘合剂供应源(未示出),该软管附接到输入连接器14(图5)。粘合剂供应源能够是能够将粘合剂供应到涂敷机10的任何设备。例如,粘合剂供应源可以是熔化器,该融化器被构造成将热熔粘合剂供应到涂敷机10。粘合剂从粘合剂供应源流出,穿过软管,穿过输入连接器14,并流入到由涂敷机10的歧管12限定的供应通道200中。供应通道200可从第一侧表面34a延伸穿过歧管段 22a-22c中的每一个,并延伸到第二侧表面34b。然而,供应通道200 可以不必完全从第一侧表面34a延伸到第二侧表面34b,但是可以终止于第一侧表面34a与第二侧表面34b之间的内部位置。另外,供应通道 200可以根据期望在歧管12的表面的其它组合之间延伸。
歧管12包括压力释放阀17,压力释放阀17调节与供应通道200 流体连通的压力释放通道(未示出)中的流量。压力释放阀17被描绘为位于歧管12的前表面36处。然而,压力释放阀也能够根据期望被定位在歧管12的任何表面上。压力释放阀17能够在打开位置与闭合位置之间交替。当操作者期望减轻供应通道200内的粘合剂压力时,压力释放阀17从闭合位置切换到打开位置。在打开位置中,粘合剂从供应通道200流出,通过压力释放通道,并通过排出口(未示出)流出涂敷机10。当操作者即将开始涂敷机10的维修或维护操作时,可能需要减压。
当供应通道200延伸穿过歧管12时,供应通道200向泵组件 20a-20f中的每一个供应粘合剂,其中指定的再循环泵组件20g除外。为了简单起见,图6-7所示的涂敷机10的横截面仅示出了向一个泵组件20和一个分配模块16供应粘合剂。然而,供应通道200可以类似地供应每个额外的泵组件20和分配模块16。歧管段22限定了第一段输入通道204,第一段输入通道204从供应通道200延伸到分流板208,分流板208可以位于泵组件20与歧管段22b之间的涂敷机10上。分流板208可以以可移除的方式被联接到涂敷机10,并且可以限定用于将粘合剂从歧管12运送到泵组件20和反向运送的各种通路。例如,如图6中所示,分流板208限定了从第一段输入通道204延伸到泵组件20的入口52的分流输入通道212。分流板208还可以限定从泵组件 20d的出口54延伸到第二段输入通道220的分流输出通道216。然而,分流板208可以包括与所示不同的通道构造。图6 中所示的分流板208 可以用作许多可互换分流板中的一个,该分流板可以根据不同的分配操作的需要被用作以可变的方式引导粘合剂穿过涂敷机10。
在图6-7中所示的实施例中,粘合剂从供应通道200,穿过第一段输入通道204,穿过分流输入通道212,并且流到泵组件20的入口52。泵组件20然后以预定体积流量将粘合剂从出口54泵出,该预定体积流量可以不同于进入泵组件20的入口52时的粘合剂的体积流量。从那里,粘合剂流过分流输出通道216,流过第二段输入通道220,并到达分配流动路径224。分配流动路径224由分配模块16的下部18b限定,该下部18b由歧管段22接纳。分配流动路径224限定了上部段224a、与上部段224a相反的下部段224c、以及被设置在上部段224a与下部段224c之间的中央段224b。分配流动路径224的下部段224c与喷嘴通道228流体连通,喷嘴通道228背对分配流动路径224延伸。分配流动路径224的上部段224a与再循环进给通道232流体连通,再循环进给通道232从分配流动路径224的上部段224a延伸到再循环通道236。再循环通道236将在下面进一步讨论。
分配模块16的下部18b是涂敷机10的直接与粘合剂相互作用以控制粘合剂流出涂敷机10的部分。涂敷机10可以包括阀杆260,阀杆 260从与分配模块16的、与分配模块16的上部18a相反的下部18b延伸到分配模块16的下部18b。阀杆260可以限定下阀元件264和沿着阀杆260与下阀元件264间隔开的上阀元件272。分配模块16的下部 18b可以限定下阀座268和上阀座276,下阀座268被构造成与阀杆260 的下阀元件264相互作用,上阀座276与下阀座268间隔开,其中上阀座276被构造成与阀杆260的上阀元件272相互作用。
在运行中,阀杆260可以在第一位置与第二位置之间交替。当阀杆260处于第一位置时,分配模块16处于打开构造。当阀杆260处于第二位置时,分配模块16处于闭合构造。上阀元件272和下阀元件264 可以大致面向相反的方向,使得上阀元件272和下阀元件264中的每一个都在第一位置和第二位置中的不同位置与对应的上阀座276和下阀座268相互作用。在图6-7中,上阀元件272被示出为面向背对分配模块16的上部18a,而下阀元件264被示出为面向分配模块16的上部18a。然而,在另一个实施例中,该关系可以颠倒,使得上阀元件272 面向分配模块16的上部18a,而下阀元件264面向背对分配模块16的上部18a。在一个实施例中,在第一位置中,阀杆260在分配流动路径 224内下降,使得阀杆260的上阀元件272接合上阀座276,并且下阀元件264与下阀座268间隔开。在该位置中,上阀元件272与上阀座276之间的接合阻止了粘合剂从分配流动路径224的中央段224b流到上部段224a。相反,下阀元件264与下阀座268之间缺乏接合,允许了粘合剂从分配流动路径224的中央段224b流到下部段224c。因此,当阀杆260处于第一位置时,粘合剂从第二段输入通道220流过分配流动路径224的中央段224b和下部段224c,并流到喷嘴通道228。然后,粘合剂从喷嘴通道228流过喷嘴21并且流出涂敷机10。因此,该实施例的第一位置是在制造操作期间涂敷机10将粘合剂涂敷到基板的位置。
在第二位置中,阀杆260在分配流动路径224内被提高,使得阀杆260的上阀元件272与上阀座276间隔开,并且下阀元件264接合下阀座268。在该位置中,下阀元件264与下阀座268之间的接合阻止粘合剂从分配流动路径224的中央段224b流到下部段224c。相反,上阀元件272与上阀座276之间缺乏接合,允许了粘合剂从分配流动路径224的中央段224b流到上部段224a。因此,在第二位置中,粘合剂从第二段输入通道220流过分配流动路径224的中央段224b和上部段 224a,并流到再循环进给通道232。粘合剂从再循环进给通道232流入到再循环通道236中。尽管在图6-7中以横截面图示出了一个分配模块 16和歧管段22,但是每个额外的分配模块16和歧管段22都可以被类似地构造。此外,每个分配模块16的阀杆260都可以被构造成独立于其它阀杆260中的任何一个在第一位置与第二位置之间致动,使得分配模块16的阀杆260可在任何时间处于第一位置和第二位置的任何组合。替代地,阀杆260的任何组合可以被构造成在第一位置与第二位置之间一致地转变。
使阀杆260在上述特定的第一位置与第二位置之间交替的能力有多个目的。一个目的是,在粘合剂分配操作期间,可能不需要或不期望粘合剂的一致流动。因此,涂敷机10的操作者必须能够选择性地致动分配模块16,以提供和防止粘合剂流到基板。阀杆260从第一位置转变到第二位置阻止了粘合剂从涂敷机10中流出,而阀杆260从第二位置转变到第一位置允许了粘合剂从涂敷机10中流出。上述替代阀杆 260的另一个目的涉及粘合剂流动路径内的压力。当阀杆260处于第一位置中时,粘合剂被允许流过在下阀元件264与下阀座268之间的间隙,并通过喷嘴21离开涂敷机10。然而,当阀杆260处于第二位置中时,粘合剂不能流过该间隙。因此,存在未使用的粘合剂在分配流动路径224和/或第二段输入通道220内后退的可能性。这种后退能够导致涂敷机10内压力增加。在阀杆260从第二位置到第一位置的下一次转变时,该压力能够导致基板上粘合剂的诸如锤头状的图案变形。
在涂敷机10中包括再循环通道236有助于缓解这个问题。当阀杆 260处于第二位置中时,粘合剂从分配流动路径224的中央段224b流到上部段224a,并穿过再循环进给通道232流到再循环通道236的能力为粘合剂提供了离开分配流动路径224的能力。这可以减轻当阀杆 260处于第二位置中时可能出现的任何压力积聚,从而在阀杆260处于第一位置中时有助于标准化穿过喷嘴21的粘合剂流。然而,仅增加再循环通道236可能不能完全纠正该问题。流过再循环通道236的粘合剂在再循环通道236内固有地产生一定量的压力。在再循环通道236 将粘合剂引导回泵组件20的入口52,或者引导到供应罐(其将粘合剂供应到涂敷机10)的构造中,当阀杆260处于第二位置中时,在流过再循环通道236的粘合剂与流过供应通道200的粘合剂的压力之间可以存在差异。该压差类似于当阀杆260处于第二位置中时在没有再循环通道236的情况下可能存在的压差,当阀杆260处于第一位置中时,该压差可能会对来自涂敷机10的粘合剂的流量造成负面影响。特别地,该差异可以导致流过喷嘴21的粘合剂的流量不一致。
图8示出了描绘用于管理粘合剂的穿过再循环通道236的流动的系统的工艺流程图。实线和箭头指示粘合剂的穿过涂敷机10的流动,并且虚线和箭头指示信息的传递。粘合剂从粘合剂供应源(未示出)流过被联接到涂敷机10的输入连接器14(图1)的软管(未示出),并流入到供应通道200中。当粘合剂流过供应通道200时,该粘合剂以第一压力流动。为了检测第一压力,第一压力传感器112可以被布置在供应通道200内。第一压力传感器112可以是能够测量流体的压力的任何类型的压力传感器,诸如例如压力传感器。第一压力传感器112可以测量粘合剂在流过供应通道200到达泵组件20时的第一压力。粘合剂然后流过分配泵20a-20f,分配泵20a-20f随后将粘合剂泵送到分配模块16a-16f。当分配模块16a-16f的阀杆260处于第一位置中时,粘合剂流出喷嘴21。替代地,当阀杆260处于第二位置中时,粘合剂流入到再循环通道236中。流入到再循环通道236中的来自分配模块16a-16f 中的每一个的粘合剂被引导到再循环泵组件20g。当粘合剂流过再循环通道236时,粘合剂以第二压力流动。为了检测第二压力,第二压力传感器116可以被布置在再循环通道236内。像第一压力传感器112 一样,第二压力传感器116可以是能够测量流体的压力的任何类型的压力传感器,诸如压力传感器。在测量第一压力和第二压力时,第一压力传感器112和第二压力传感器116将第一压力和第二压力传送到控制器100。控制器100使用从第一压力传感器112和第二压力传感器 116接收到的压力信息,可以主动地引导再循环泵组件20g的运行。因此,泵组件20g能够独立于其它泵组件20a-20f操作。
再循环泵组件20g用以将粘合剂从再循环通道236泵回供应通道 200。在控制再循环泵组件20g时,控制器100能够通过自动调整驱动马达的速度(RPM),主动控制在再循环泵组件20g将粘合剂泵送穿过再循环通道236处的流量。作为结果,控制器100能够引导再循环泵组件20g以足以使流过再循环通道236的粘合剂的第二压力与流过供应通道200的粘合剂的第一压力大致相等的流量泵送粘合剂。特别地,响应于从第一压力传感器112和第二压力传感器116接收到的第一压力和第二压力中的一个或两个,控制器308能够引导再循环泵组件20g 增加马达速度、降低马达速度或保持相同的马达速度。这起到减小第一压力与第二压力之间的任何差异的作用,能够有助于保持经由喷嘴 21涂敷到基板上的粘合剂的体积输出的连续性。尽管控制器100能够自主控制再循环泵组件20g的运行,使得第一压力和第二压力大致相等,或者在第一压力与第二压力之间的差被中和,但是可选的,涂敷机10的操作者能够通过HMI设备108手动控制再循环泵组件20g的运行,或者通过运行在控制器100的存储单元104中存储的程序来控制再循环泵组件20g的运行。
现在参考图9,示出了一种方法300,用于主动控制再循环泵组件 20g的运行速度,以从涂敷机10获得期望的粘合剂输出。首先,在步骤302中,涂敷机10的操作者通过HMI设备108将与待被执行的特定粘合剂分配操作相关的过程相关特性输入到控制器100中。在一些实施例中,过程相关特性可以从存储先前保存的特性的存储器接收,或者从远程位置(诸如远程服务器)接收。这些特性能够包括泵组件 20a-20f中每一个的最大泵速、再循环泵组件20g的最大泵速、粘合剂涂敷操作的瞬时线速度、粘合剂涂敷操作的最大线速度、每个产品的图案长度和每分钟图案的数目。这些特性中的每一个都能够根据待被执行的特定粘合剂分配操作、待被分配的粘合剂类型或将被分配有粘合剂的基板而变化。每一个泵组件20a-20f的最大泵速能够由每分钟转数(RPM)为单位来定义,这将被用于描述下面的方法300的其余部分。然而,设想的是,在步骤302中,操作者能够使用克/分钟(g/min)或立方厘米/分钟(cc/min)为单位将每个泵组件20a-20f的最大流量输入到 HMI设备108中,以代替最大泵速。作为结果,下面描述的计算将相应地改变。
瞬时线速度是粘合剂分配操作的测量速度,取决于涂敷有粘合剂的产品或基板的量。瞬时线速度能够由每分钟粘合剂被涂敷到的产品数目为单位(产品/分钟)来定义,或者替代地,由每分钟粘合剂被涂敷到产品的距离(米)的单位(米/分钟)来定义。最大线速度是使用涂敷机10 将粘合剂涂敷到产品,用于特定粘合剂分配操作的最大速度,并且该最大线速度将以与瞬时线速度相同的单位进行测量。每个产品的图案长度是分配模块16针对单独产品处于打开构造的时间段,并且每个产品的图案长度以秒(s)为单位被测量。具体地,图案长度是如下时间段:从分配模块16从闭合构造转变到打开构造,使得粘合剂流过喷嘴 21并流到产品上时到分配模块16从打开构造转变到闭合构造,使得粘合剂不再流过喷嘴21时。每分钟图案长度是一分钟内发生的这些分配步骤的总数(图案/分钟)。
过程相关特性能够包括与粘合剂分配操作相关的数值,或者能够替代地包括粘合剂分配操作的各种非数值描述性特性。这种描述性特性能够包括:将涂敷有粘合剂的产品类型、特定产品类型的歪斜度以及待被涂敷的粘合剂的类型。当接收到这样的描述性特性时,控制器 100访问存储单元104并获得与描述性特性所参考的相应的粘合剂分配操作相对应的数值特性(最大泵速、瞬时线速度、最大线速度、图案长度、每分钟图案等)。作为结果,涂敷机10的操作者能够对控制器100 进行预编程,使得存储单元104包含每个潜在粘合剂分配操作的数字特性。这能够增加操作者控制涂敷机10的简易性。
继续图9,在步骤306中,控制器100确定总平均再循环流量。该值表示在一段时间内从泵20a-20f中的每一个总计流到再循环通道236 的粘合剂的平均总体积流量,并且该值以立方厘米每分钟(cc/min)为单位被测量。该计算能够使用方程式1来执行,该方程式1显示如下:
方程式1

其中
TFRavg=总平均再循环流量(cc/min)
n=将粘合剂泵送到分配模块的泵的总数
MPSi=泵i的最大泵速(转速/分钟)
LSR=线速度比(%)
VOi=泵i的体积输出(cc/rev)
MOTi=泵i的分配模块接通时间比(%)
在该方程式中,通过将每个泵组件的最大泵速MPSi乘以线速度比 LSR、每个泵组件的体积输出VOi、以及1减去每个泵组件的分配模块接通时间比MOTi的总量,计算n个泵组件20中的每一个泵组件的平均再循环流量。然后,将所有n个泵组件20的平均再循环流量相加,产生总平均再循环流量TFRavg。如上所述,泵组件20中每一个的最大泵速MPSi能够由操作者输入到HMI设备108中,或者在输入诸如分配操作类型的特性时由控制器100从存储单元104中检索。正在被执行的特定粘合剂分配操作的线速度比LSR通过将瞬时线速度除以最大线速度来计算,如上所述,这两者都能够是用户输入的变量,或者能够在输入特定特性时由控制器100从存储单元104中检索。体积输出 VOi是泵组件20a-20f中的每一个都能够提供的粘合剂的最大体积输出,并且体积输出VOi以立方厘米/分钟(cc/min)为单位测量。替代地,体积输出VOi能够以每转立方厘米(cc/rev)来测量。体积输出VOi是每个泵组件20的已知值,在粘合剂分配操作开始之前,该已知值能够被预编程到控制器100的存储单元104中。相反地,体积输出VOi也可以是用户定义的变量,其能够由涂敷机10的操作者在任何时间改变。在一个实施例中,泵组件20a-20f的尺寸被设计成使得体积输出VOi为0.3cc/min。然而,设想的是,涂敷机10能够容纳具有不同最大体积输出的各种尺寸的泵组件。
分配模块接通时间比MOTi是与特定泵组件20相对应的分配模块 16处于打开构造的时间百分比。这是通过如下方式计算的:将用于单个分配图案的模块接通时间(以秒为单位)乘以由分配模块16在一分钟内分配的图案的数目,并将该数量除以60秒来。如方程式1中所示,通过从一减去分配模块接通时间比MOTi,有效结果是分配模块16处于闭合构造并且因此将粘合剂引导到再循环通道236的时间比。作为结果,分配接通时间比MOTi是分配模块16处于闭合构造的时间比的数学补码。分配模块接通时间比MOTi能够通过控制器100根据由操作者选择的过程相关特性来确定,或者能够由操作者直接输入到HMI设备108中的过程相关特性来确定。
在步骤306中确定总平均再循环流量之后,在步骤308中,控制器100确定将粘合剂从再循环通道236泵送到供应通道200所需的再循环泵速。方程式2中计算出的所需再循环泵速(如下所示)表示:在不会对从分配模块16分配的粘合剂的期望压力产生不利影响的情况下,再循环泵组件20g必须以何种速度运行,以将再循环粘合剂从泵组件 20a-20f泵送到供应通道200。根据方程式2执行的计算显示如下:
方程式2

其中
RPS=所需的再循环泵速(转速/分钟)
TFRavg=总平均再循环流量(cc/min)
RVO=再循环泵体积输出(cc/rev)
在该方程式中,所需的再循环泵速RPS通过将总平均再循环流量 TFRavg除以再循环泵体积输出RVO来计算。如前所述,总平均再循环流量TFRavg能够使用方程式1确定。再循环泵体积输出RVO是再循环泵组件20g能够达到的最大体积输出,并且再循环泵体积输出RVO以立方厘米/转数(cc/rev)为单位来测量。在一个实施例中,再循环泵组件 20g具有4.0cc/rev的再循环泵体积输出。然而,再循环泵组件20g的尺寸能够不同,使得再循环泵体积输出相应地变化。再循环泵体积输出RVO能够被预编程到控制器的存储单元104中,或者能够替代地由涂敷机10的操作者输入到HMI设备108中。
在另一个实施例中,步骤308包括确定再循环泵组件20g所需的再循环马达速度。这是通过将所需的再循环泵速RPS乘以再循环泵组件20g的齿轮箱减速比来执行的。齿轮箱减速比是指本领域已知的再循环泵组件20g中的在马达组件(未示出)的主动齿轮和泵组件(未示出) 的从动齿轮之间的尺寸比。在一个实施例中,再循环泵组件20g的齿轮箱减速比为23:1。然而,再循环泵组件20g的主动齿轮和从动齿轮能够被不同地构造,使得齿轮箱减速比发生变化。
继续图9,在步骤308中确定所需的再循环泵速RPS后,控制器 100然后能够在步骤312中调整再循环泵组件20g的运行速度,以匹配所需的再循环泵速RPS。调整再循环泵组件20g的运行速度的步骤能够由控制器100自动执行。替代地,HMI设备104能够在输出设备上显示所需的再循环泵速RPS,并且涂敷机10的操作者能够使用控制器 100和/或设备108手动调整再循环泵组件20g的运行速度,以匹配所需的运行速度。
在调整再循环泵组件20g的运行速度以匹配在步骤308中确定的所需再循环泵速RPS之后,能够在步骤316中调谐再循环泵组件20g 的运行速度。在步骤316中,能够调谐运行速度,使得运行泵速高于或低于所需的再循环泵速RPS。因此,操作者能够根据期望通过将调整输入到HMI设备108中来手动提高或降低再循环泵组件20g的运行速度。替代地,控制器100能够根据预定程序自动执行该调谐步骤。该调谐步骤能够被执行,以应对在涂敷机10的正常运行期间发生的压力波动。例如,在打开构造和闭合构造之间切换分配模块16的步骤,特别是当阀杆260在分配流动路径224内移动时产生的体积排量,能够在分配流动路径224中产生压力波动或者在供应通道200和再循环通道236之间产生压差。这能够导致在分配模块16之间的计量精度变化或者导致在基板上的粘合剂图案变形。通过相对于所需的再循环泵速RPS提高或降低再循环泵20g的运行速度,涂敷机的操作者能够减弱这些问题的影响。
特别是在方法300的实施中,使用控制器100和HMI设备108来控制再循环泵组件20g的运行,能够简化涂敷机10的整体结构。通过使用再循环泵组件20g,不再需要使用外部再循环软管。此外,通过动态地控制再循环泵组件20g的运行速度,涂敷机10内的粘合剂的压力被恒定地调节,以确保从涂敷机10排出的粘合剂的可控制的且一致的流量,这确保了在基板上反复产生一致的粘合剂图案的品质。作为结果,能够避免在基板上的图案变形,例如锤头状的。
此外,控制器100和HMI设备108的使用允许涂敷机10的操作者连续控制和改变再循环泵组件20g的运行。作为结果,操作者能够手动应对泵组件20a-20f的改变、再循环泵组件20g的改变、粘合剂类型的改变、基板类型或分配操作的改变等。替代地,控制器100能够自动应对这种变化。此外,操作者具有调谐再循环泵组件20g的速度的能力,并且该操作者因此不受任何预定模式或操作的限制。
虽然在本文中使用有限数目的实施例描述了本发明,但是这些具体实施例无意于限制如在本文中另外描述和要求保护的本发明的范围。本文所述的各种元件的精确布置以及制品和方法的步骤顺序不应被认为是限制性的。例如,尽管参考附图中的连续系列附图标记和块的进展描述了方法的步骤,但是该方法能够根据期望的特定顺序来实施。
Claims (20)
1.一种用于控制再循环泵组件(20g)的方法,所述方法包括:
接收过程相关特性;
基于所述过程相关特性,确定通过再循环通道(236)流向所述再循环泵组件(20g)的粘合剂的再循环流量;
基于所述粘合剂的再循环流量,确定所述再循环泵组件(20g)的期望的再循环泵速(RPS),所述再循环泵组件被构造成将所述粘合剂泵送到供应通道(200),所述供应通道(200)将所述粘合剂供应到独立于所述再循环泵组件的至少一个泵组件(20a-20f);并且
调整所述再循环泵组件(20g)的运行速度以匹配所述期望的再循环泵速(RPS)。
2.根据权利要求1所述的方法,其中所述过程相关特性包括:所述至少一个泵组件(20a-20f)的最大泵速、瞬时线速度、最大线速度、图案长度或每分钟图案的数目。
3.根据权利要求2所述的方法,其中所述瞬时线速度表示每分钟基板的数目或每分钟基板之间的距离,并且所述最大线速度表示每分钟基板的数目或每分钟基板之间的距离。
4.根据权利要求1所述的方法,其中所述过程相关特性包括被涂敷到基板的粘合剂的最大流量。
5.根据权利要求1所述的方法,其中所述过程相关特性包括产品类型、产品歪斜度或粘合剂类型。
6.根据权利要求1所述的方法,其中所述过程相关特性包括描述性特性,所述描述性特性表示独特的粘合剂分配操作,所述方法进一步包括:
获得所述独特的粘合剂分配操作的数值特性。
7.根据权利要求1所述的方法,其中接收所述过程相关特性包括:从用户在HMI设备(108)处接收所述过程相关特性。
8.根据权利要求1所述的方法,其中确定所述再循环泵组件(20g)的期望的再循环泵速(RPS)包括:将所述再循环流量除以所述再循环泵组件(20g)的最大体积输出,以确定所述再循环泵组件(20g)的期望的再循环泵速(RPS)。
9.根据权利要求1所述的方法,其中确定所述再循环泵组件(20g)的期望的再循环泵速(RPS)包括:将所述期望的再循环泵速(RPS)乘以所述再循环泵组件(20g)的齿轮箱减速比,以确定再循环马达速度。
10.根据权利要求1所述的方法,进一步包括:调谐所述再循环泵组件(20g)的运行速度。
11.根据权利要求10所述的方法,其中调谐所述再循环泵组件(20g)的运行速度是自动执行的。
12.根据权利要求10所述的方法,其中调谐所述再循环泵组件(20g)的运行速度包括:接收对所述再循环泵组件(20g)的运行速度的调整。
13.一种用于控制再循环泵组件(20g)的系统,所述系统包括与所述再循环泵组件(20g)电气通信的一个或多个处理器和一个或多个存储设备,所述系统被配置成:
接收过程相关特性;
基于所述过程相关特性,确定通过再循环通道(236)流向所述再循环泵组件(20g)的粘合剂的再循环流量;
基于所述粘合剂的再循环流量,确定所述再循环泵组件(20g)的期望的再循环泵速(RPS),所述再循环泵组件被构造成将所述粘合剂泵送到供应通道(200),所述供应通道(200)将所述粘合剂供应到独立于所述再循环泵组件的至少一个泵组件(20a-20f);并且
调整所述再循环泵组件(20g)的运行速度,以匹配所述期望的再循环泵速(RPS)。
14.根据权利要求13所述的系统,其中所述过程相关特性包括:所述再循环泵组件(20g)的最大泵速、瞬时线速度、最大线速度、图案长度或每分钟的图案。
15.根据权利要求13所述的系统,其中所述过程相关特性包括产品类型、产品歪斜度或粘合剂类型。
16.根据权利要求13所述的系统,其中,所述系统进一步被配置成调谐所述再循环泵组件(20g)的运行速度。
17.一种存储计算机程序的存储设备,所述计算机程序用于控制再循环泵组件(20g),所述计算机程序包括一个或多个代码段,所述一个或多个代码段当被执行时导致一个或多个处理器:
接收过程相关特性;
基于所述过程相关特性,确定通过再循环通道(236)流向所述再循环泵组件(20g)的粘合剂的再循环流量;
基于所述粘合剂的再循环流量,确定所述再循环泵组件(20g)的期望的再循环泵速(RPS),所述再循环泵组件被构造成将所述粘合剂泵送到供应通道(200),所述供应通道(200)将所述粘合剂供应到独立于所述再循环泵组件的另一个泵组件;并且
调整所述再循环泵组件(20g)的运行速度,以匹配所述期望的再循环泵速(RPS)。
18.根据权利要求17所述的存储设备,其中所述过程相关特性包括所述再循环泵组件(20g)的最大泵速、瞬时线速度、最大线速度、图案长度或每分钟的图案。
19.根据权利要求17所述的存储设备,其中所述过程相关特性包括产品类型、产品歪斜度或粘合剂类型。
20.根据权利要求17所述的存储设备,其中,所述计算机程序当被执行时进一步被配置成导致所述一个或多个处理器调谐所述再循环泵组件(20g)的运行速度。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662385238P | 2016-09-08 | 2016-09-08 | |
| US62/385,238 | 2016-09-08 | ||
| PCT/US2017/050417 WO2018048993A1 (en) | 2016-09-08 | 2017-09-07 | System and method for active adhesive recirculation control |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109843450A CN109843450A (zh) | 2019-06-04 |
| CN109843450B true CN109843450B (zh) | 2022-03-18 |
Family
ID=59895427
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201780052777.4A Active CN109641233B (zh) | 2016-09-08 | 2017-09-07 | 具有分流器板的涂覆器 |
| CN201780052275.1A Active CN109641232B (zh) | 2016-09-08 | 2017-09-07 | 涂覆器、管理其中压力变化的方法和再循环泵组件 |
| CN201780063052.5A Active CN109843450B (zh) | 2016-09-08 | 2017-09-07 | 用于活性粘合剂再循环控制的系统和方法 |
| CN201780062635.6A Active CN109803769B (zh) | 2016-09-08 | 2017-09-07 | 具有可转换喷嘴组件的粘合剂分配系统 |
| CN201780052041.7A Pending CN109641231A (zh) | 2016-09-08 | 2017-09-07 | 具有至少一个带集成驱动器的泵的涂覆器 |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201780052777.4A Active CN109641233B (zh) | 2016-09-08 | 2017-09-07 | 具有分流器板的涂覆器 |
| CN201780052275.1A Active CN109641232B (zh) | 2016-09-08 | 2017-09-07 | 涂覆器、管理其中压力变化的方法和再循环泵组件 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201780062635.6A Active CN109803769B (zh) | 2016-09-08 | 2017-09-07 | 具有可转换喷嘴组件的粘合剂分配系统 |
| CN201780052041.7A Pending CN109641231A (zh) | 2016-09-08 | 2017-09-07 | 具有至少一个带集成驱动器的泵的涂覆器 |
Country Status (6)
| Country | Link |
|---|---|
| US (10) | US10758934B2 (zh) |
| EP (5) | EP3509758A2 (zh) |
| JP (5) | JP6935490B2 (zh) |
| CN (5) | CN109641233B (zh) |
| ES (2) | ES2847950T3 (zh) |
| WO (5) | WO2018049048A1 (zh) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109641233B (zh) | 2016-09-08 | 2021-08-31 | 诺信公司 | 具有分流器板的涂覆器 |
| US10464098B2 (en) | 2016-09-08 | 2019-11-05 | Nordson Corporation | Remote metering station |
| US10695779B2 (en) | 2016-09-08 | 2020-06-30 | Nordson Corporation | Applicator having active backpressure control devices |
| US11174858B2 (en) * | 2018-01-26 | 2021-11-16 | Waterblasting, Llc | Pump for melted thermoplastic materials |
| DE102018118100A1 (de) * | 2018-07-26 | 2020-01-30 | Ebm-Papst St. Georgen Gmbh & Co. Kg | Pumpe mit absoluter Drehwinkel-Erfassung |
| EP3877095A2 (en) * | 2018-11-09 | 2021-09-15 | Illinois Tool Works Inc. | Modular fluid application device for varying fluid coat weight |
| CN109664591B (zh) * | 2018-12-17 | 2020-08-28 | 重庆鼎盛印务股份有限公司 | 一种ptp铝箔印刷涂布装置 |
| JP2022526812A (ja) * | 2019-04-08 | 2022-05-26 | ノードソン コーポレーション | アクティブ背圧制御装置を有するアプリケータ |
| CN112570201A (zh) * | 2019-09-29 | 2021-03-30 | 深圳市向宇龙自动化设备有限公司 | 一种多通道多孔径的点胶装置 |
| CN110665753B (zh) * | 2019-11-22 | 2021-07-23 | 东莞方德泡绵制品厂有限公司 | 一种汽车内饰配件生产用间断点胶装置 |
| CN111203365A (zh) * | 2020-01-10 | 2020-05-29 | 望汭(上海)自动化技术有限公司 | 一种双计量缸作业平台 |
| US11701784B2 (en) * | 2020-05-22 | 2023-07-18 | The Boeing Company | Robot end effector for dispensing an extrudable substance |
| CN111617938B (zh) * | 2020-06-15 | 2021-05-18 | 诸暨易阳环保科技有限公司 | 一种半圆环工件的自动涂漆设备 |
| CN111822243B (zh) * | 2020-07-03 | 2021-09-21 | 江苏海濎智能科技有限公司 | 一种自动化涂胶机系统 |
| US11484905B1 (en) * | 2021-04-30 | 2022-11-01 | Nordson Corporation | Spray nozzle clamp |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4121792A1 (de) * | 1991-07-02 | 1993-01-07 | Kolbus Gmbh & Co Kg | Duesenauftragssystem |
| EP3064280A1 (en) * | 2015-03-06 | 2016-09-07 | Nordson Corporation | Variable output dispensing applicator and associated methods of dispensing |
Family Cites Families (85)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1119514A (en) * | 1965-10-29 | 1968-07-10 | Stanley Horrocks | Production of solids from solutions or slurries by evaporation |
| US4687137A (en) | 1986-03-20 | 1987-08-18 | Nordson Corporation | Continuous/intermittent adhesive dispensing apparatus |
| US5228594A (en) * | 1990-11-30 | 1993-07-20 | Aeroquip Corporation | Metered liquid dispensing system |
| US5236641A (en) | 1991-09-11 | 1993-08-17 | Exxon Chemical Patents Inc. | Metering meltblowing system |
| US5632938A (en) | 1992-02-13 | 1997-05-27 | Accurate Products Company | Meltblowing die having presettable air-gap and set-back and method of use thereof |
| US5265800A (en) * | 1993-01-25 | 1993-11-30 | Nordson Corporation | Adhesive spray gun with adjustable module and method of assembling |
| US5389151A (en) | 1993-03-15 | 1995-02-14 | Nordson Corporation | Interchangeable contact/non-contact dispensing system |
| DE4310518C1 (de) | 1993-03-31 | 1994-07-28 | Hutter Sandra | Zahnradpumpe zum Fördern eines fließfähigen Mediums |
| US5409642A (en) | 1993-10-06 | 1995-04-25 | Exxon Chemical Patents Inc. | Melt blowing of tubular filters |
| US5458684A (en) | 1994-02-09 | 1995-10-17 | Nordson Corporation | Hot melt adhesive spray apparatus |
| US5458291A (en) | 1994-03-16 | 1995-10-17 | Nordson Corporation | Fluid applicator with a noncontacting die set |
| US5727933A (en) | 1995-12-20 | 1998-03-17 | Hale Fire Pump Company | Pump and flow sensor combination |
| JPH09173917A (ja) | 1995-12-21 | 1997-07-08 | Mitsubishi Heavy Ind Ltd | ホットメルト発泡体製造装置 |
| US6726465B2 (en) | 1996-03-22 | 2004-04-27 | Rodney J. Groleau | Injection molding machine employing a flow path gear pump and method of use |
| US5862986A (en) * | 1996-07-16 | 1999-01-26 | Illinois Tool Works, Inc. | Hot melt adhesive applicator with metering gear-driven head |
| JPH1034056A (ja) | 1996-07-23 | 1998-02-10 | Kyushu Plant Kk | 塗料供給管理のための装置及び方法 |
| US5740963A (en) * | 1997-01-07 | 1998-04-21 | Nordson Corporation | Self-sealing slot nozzle die |
| US6210141B1 (en) | 1998-02-10 | 2001-04-03 | Nordson Corporation | Modular die with quick change die tip or nozzle |
| DE19817274A1 (de) | 1998-04-18 | 1999-10-28 | Cemag Gmbh | Verfahren und Vorrichtung zur Feinzerkleinerung von mineralischen und nichtmineralischen Stoffen |
| US6422428B1 (en) | 1998-04-20 | 2002-07-23 | Nordson Corporation | Segmented applicator for hot melt adhesives or other thermoplastic materials |
| US6296463B1 (en) | 1998-04-20 | 2001-10-02 | Nordson Corporation | Segmented metering die for hot melt adhesives or other polymer melts |
| US6089413A (en) * | 1998-09-15 | 2000-07-18 | Nordson Corporation | Liquid dispensing and recirculating module |
| US20010024618A1 (en) | 1999-12-01 | 2001-09-27 | Winmill Len F. | Adjustable-displacement gear pump |
| US6517891B1 (en) * | 2000-10-31 | 2003-02-11 | Nordson Corporation | Control system for metering pump and method |
| US6499631B2 (en) | 2001-01-26 | 2002-12-31 | Illinois Tool Works Inc. | Hot melt adhesive applicator |
| EP1243342B9 (en) | 2001-03-22 | 2010-02-17 | Nordson Corporation | Universal dispensing system for air assisted extrusion of liquid filaments |
| US20020139818A1 (en) | 2001-03-29 | 2002-10-03 | Mcguffey Grant | Snuffback-diversion flow valve system |
| US6607104B2 (en) * | 2001-05-24 | 2003-08-19 | Illinois Tool Works Inc. | Metered output hot melt adhesive dispensing system with return isolation loop |
| US6601741B2 (en) | 2001-11-28 | 2003-08-05 | Illinois Tool Works Inc. | Laminated distribution manifold plate system |
| US6814310B2 (en) | 2002-11-26 | 2004-11-09 | Nordson Corporation | Metered liquid dispensing system |
| US6688498B1 (en) | 2002-12-12 | 2004-02-10 | Illinois Tool Works Inc. | Hot melt adhesive supply system with independent gear pump assemblies |
| US20040159672A1 (en) | 2003-01-31 | 2004-08-19 | Nordson Corporation | Apparatus and methods for recirculating liquid dispensing systems |
| CN2644737Y (zh) * | 2003-07-26 | 2004-09-29 | 陈斌 | 一种多用途增压泵 |
| DE202004001480U1 (de) | 2004-01-30 | 2004-04-01 | Nordson Corporation, Westlake | Adapterplatte, Auftragskopf und Auftragsdüsenanordnung |
| US20050230423A1 (en) * | 2004-04-14 | 2005-10-20 | Riney John M | Applicators for liquid hot melt adhesive and methods of applying liquid hot melt adhesive |
| US20050242108A1 (en) | 2004-04-30 | 2005-11-03 | Nordson Corporation | Liquid dispenser having individualized process air control |
| DE202004007024U1 (de) * | 2004-04-30 | 2004-07-01 | Nordson Corporation, Westlake | Auftragskopf, Auftragsdüsenanordnung, Adapterplatte sowie Montageplatte |
| KR20060002266A (ko) * | 2004-07-01 | 2006-01-09 | 삼성전자주식회사 | 액정표시장치의 제조장치 |
| US7626143B2 (en) | 2005-02-17 | 2009-12-01 | Scott Richard Miller | Apparatus and method for processing hot melt adhesives |
| JP5129147B2 (ja) * | 2005-10-17 | 2013-01-23 | イリノイ トゥール ワークス インコーポレイティド | 遠隔ホットメルト接着剤計量ステーション |
| WO2007084891A2 (en) | 2006-01-17 | 2007-07-26 | Nordson Corporation | Apparatus and method for melting and dispensing thermoplastic material |
| US7611071B2 (en) | 2006-04-24 | 2009-11-03 | Illinois Tool Works Inc. | Intermittently operable recirculating control module and dispensing nozzle having internally disposed fixed orifice |
| JP4566955B2 (ja) | 2006-07-11 | 2010-10-20 | 株式会社コガネイ | 薬液供給装置および薬液供給方法 |
| US20080023489A1 (en) | 2006-07-31 | 2008-01-31 | Illinois Tool Works Inc. | Remote metering station and applicator heads interconnected by means of relatively short hoses with universal connectors |
| DE202006016674U1 (de) | 2006-10-27 | 2007-02-22 | Nordson Corporation, Westlake | Auftragsvorrichtung zum Auftragen von flüssigem Material |
| CN200999361Y (zh) | 2007-01-17 | 2008-01-02 | 万凯钧 | 一种分流器装置 |
| DE102007002980A1 (de) | 2007-01-19 | 2008-07-24 | Voith Patent Gmbh | Klebstoffauftrageinrichtung für eine papier- oder kartonverarbeitende Maschine |
| US7874456B2 (en) | 2007-02-12 | 2011-01-25 | Illinois Tool Works Inc. | Modular system for delivering hot melt adhesive or other thermoplastic materials, and pressure control system therefor |
| US10137472B2 (en) | 2007-04-06 | 2018-11-27 | Illinois Tool Works Inc. | Dual pattern shim assembly for use in conjunction with hot melt adhesive dispensing systems |
| US7908997B2 (en) | 2007-06-04 | 2011-03-22 | Illinois Tool Works Inc. | Hybrid hot melt adhesive or other thermoplastic material dispensing system |
| EP2002898A1 (de) | 2007-06-14 | 2008-12-17 | J. Zimmer Maschinenbau Gesellschaft m.b.H. | Auftragungseinrichtung zum Auftragen von Fluid auf ein Substrat mit Ventileinrichtungen, Verfahren zum Reinigen des Auftragungseinrichtung und Ventileinrichtung für die Auftragungseinrichtung |
| DE102007030220B4 (de) | 2007-06-29 | 2013-04-04 | Khs Gmbh | Spritzrohr sowie Spritzstation mit einem solchen Spritzrohr |
| KR200441757Y1 (ko) | 2007-09-21 | 2008-09-05 | 유길수 | 타이어 색선 도포장치 |
| US8074902B2 (en) * | 2008-04-14 | 2011-12-13 | Nordson Corporation | Nozzle and method for dispensing random pattern of adhesive filaments |
| US8413848B2 (en) | 2008-04-25 | 2013-04-09 | Illinois Tool Works Inc. | Hot melt adhesive metering system with interchangeable output assemblies |
| US8561656B2 (en) | 2008-10-31 | 2013-10-22 | Michael Eginton | Adaptable bench top filling system |
| US8445061B2 (en) | 2009-07-17 | 2013-05-21 | Illinois Tool Works Inc. | Metering system for hot melt adhesives with variable adhesive volumes |
| US8551562B2 (en) | 2009-07-17 | 2013-10-08 | Illnois Tool Works Inc. | Method for metering hot melt adhesives with variable adhesive volumes |
| US9573159B2 (en) | 2009-08-31 | 2017-02-21 | Illinois Tool Works, Inc. | Metering system for simultaneously dispensing two different adhesives from a single metering device or applicator onto a common substrate |
| US9718081B2 (en) | 2009-08-31 | 2017-08-01 | Illinois Tool Works Inc. | Metering system for simultaneously dispensing two different adhesives from a single metering device or applicator onto a common substrate |
| CN102686321A (zh) * | 2009-10-05 | 2012-09-19 | 诺信公司 | 二组分液体分配器枪和系统 |
| DE102010055019A1 (de) * | 2010-12-17 | 2012-06-21 | Illinois Tool Works Inc. | Vorrichtung zum intermittierenden Auftragen eines flüssigen bis pastösen Mediums auf eine Auftragfläche |
| PL2696991T3 (pl) | 2011-04-11 | 2017-03-31 | Nordson Corporation | System, dysza i sposób powlekania elastycznych pasm |
| FR2978684B1 (fr) | 2011-08-01 | 2013-08-23 | Valois Sas | Tete de distribution et d'application. |
| US8496457B2 (en) * | 2011-10-31 | 2013-07-30 | Nordson Corporation | Metering gear pump with integral flow indicator |
| DE202011107265U1 (de) | 2011-10-31 | 2013-02-11 | Nordson Corporation | Abgabemodul, Auftragskopf und Düsenstock zur Abgabe eines Fluids, insbesondere Heißschmelzklebstoff |
| CN202517128U (zh) * | 2012-02-29 | 2012-11-07 | 莱芜钢铁集团有限公司 | 多方位锯片冷却清洁装置 |
| CN202725435U (zh) * | 2012-06-25 | 2013-02-13 | 上海峰晟机械设备有限公司 | 玻纤注胶排枪安装机构 |
| DE102012216817A1 (de) | 2012-09-19 | 2014-03-20 | Nordson Corporation | Dosiereinrichtung für ein Fluid |
| US9481008B2 (en) * | 2013-07-11 | 2016-11-01 | Toyota Motor Engineering & Manufacturing North America, Inc. | Reclaim sealer application apparatus and method |
| WO2015057729A2 (en) * | 2013-10-15 | 2015-04-23 | Corning Incorporated | Systems and methods for skinning articles |
| US10465721B2 (en) | 2014-03-25 | 2019-11-05 | Project Phoenix, LLC | System to pump fluid and control thereof |
| EP3149343B1 (en) | 2014-06-02 | 2020-06-17 | Project Phoenix LLC | Linear actuator assembly and system |
| US9724722B2 (en) | 2014-06-10 | 2017-08-08 | Illinois Tool Works Inc. | Rapid changeover slot die assembly for a fluid application device |
| WO2016057321A1 (en) | 2014-10-06 | 2016-04-14 | Afshari Thomas | Linear actuator assembly and system |
| CN204412579U (zh) | 2015-01-05 | 2015-06-24 | 江苏东光电子有限公司 | 一种涂覆板 |
| US9415415B1 (en) * | 2015-03-06 | 2016-08-16 | Nordson Corporation | Liquid dividing module for variable output dispensing applicator and associated methods |
| US9925552B2 (en) * | 2015-03-09 | 2018-03-27 | Nordson Corporation | Liquid dispensing applicators having backpressure control devices, and related methods |
| US9718085B2 (en) | 2015-04-20 | 2017-08-01 | Illinois Tool Works Inc. | Hot melt adhesive applicator system with small footprint |
| EP3828416A1 (en) | 2015-09-02 | 2021-06-02 | Project Phoenix LLC | System to pump fluid and control thereof |
| TWI768455B (zh) | 2015-09-02 | 2022-06-21 | 美商鳳凰計劃股份有限公司 | 泵送流體之系統及其控制 |
| US9889599B2 (en) | 2015-09-15 | 2018-02-13 | Illinois Tool Works Inc. | Multi-temperature contact applicator |
| CN109641233B (zh) | 2016-09-08 | 2021-08-31 | 诺信公司 | 具有分流器板的涂覆器 |
| US10464098B2 (en) | 2016-09-08 | 2019-11-05 | Nordson Corporation | Remote metering station |
| EP3546071B1 (de) | 2018-03-27 | 2022-01-19 | Robatech AG | Vorrichtung zum intermittierenden auftragen eines fliessfähigen stoffs, sowie verfahren zum auftragen eines solchen stoffs |
-
2017
- 2017-09-07 CN CN201780052777.4A patent/CN109641233B/zh active Active
- 2017-09-07 WO PCT/US2017/050509 patent/WO2018049048A1/en unknown
- 2017-09-07 CN CN201780052275.1A patent/CN109641232B/zh active Active
- 2017-09-07 ES ES17768928T patent/ES2847950T3/es active Active
- 2017-09-07 WO PCT/US2017/050417 patent/WO2018048993A1/en active Search and Examination
- 2017-09-07 WO PCT/US2017/050406 patent/WO2018048987A2/en unknown
- 2017-09-07 US US15/697,711 patent/US10758934B2/en active Active
- 2017-09-07 US US15/698,086 patent/US11148167B2/en active Active
- 2017-09-07 JP JP2019513328A patent/JP6935490B2/ja active Active
- 2017-09-07 US US15/698,216 patent/US10040092B2/en active Active
- 2017-09-07 ES ES17769159T patent/ES2935579T3/es active Active
- 2017-09-07 EP EP17768919.7A patent/EP3509758A2/en active Pending
- 2017-09-07 US US15/697,981 patent/US10864544B2/en active Active
- 2017-09-07 CN CN201780063052.5A patent/CN109843450B/zh active Active
- 2017-09-07 EP EP17769159.9A patent/EP3509760B1/en active Active
- 2017-09-07 JP JP2019513334A patent/JP6921184B2/ja active Active
- 2017-09-07 EP EP17768928.8A patent/EP3509759B1/en active Active
- 2017-09-07 EP EP17768918.9A patent/EP3509757B1/en active Active
- 2017-09-07 CN CN201780062635.6A patent/CN109803769B/zh active Active
- 2017-09-07 JP JP2019513409A patent/JP7027410B2/ja active Active
- 2017-09-07 JP JP2019513383A patent/JP6937824B2/ja active Active
- 2017-09-07 WO PCT/US2017/050368 patent/WO2018048967A1/en unknown
- 2017-09-07 WO PCT/US2017/050373 patent/WO2018048968A1/en unknown
- 2017-09-07 JP JP2019513408A patent/JP6983228B2/ja active Active
- 2017-09-07 EP EP17768609.4A patent/EP3509756B1/en active Active
- 2017-09-07 CN CN201780052041.7A patent/CN109641231A/zh active Pending
- 2017-09-07 US US15/698,036 patent/US10272464B2/en active Active
-
2018
- 2018-07-26 US US16/045,743 patent/US10610882B2/en active Active
-
2020
- 2020-07-22 US US16/935,402 patent/US11344909B2/en active Active
- 2020-10-09 US US17/066,610 patent/US11607706B2/en active Active
-
2021
- 2021-09-15 US US17/475,776 patent/US11766694B2/en active Active
-
2023
- 2023-03-14 US US18/121,173 patent/US20230211371A1/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4121792A1 (de) * | 1991-07-02 | 1993-01-07 | Kolbus Gmbh & Co Kg | Duesenauftragssystem |
| EP3064280A1 (en) * | 2015-03-06 | 2016-09-07 | Nordson Corporation | Variable output dispensing applicator and associated methods of dispensing |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109843450B (zh) | 用于活性粘合剂再循环控制的系统和方法 | |
| US10695779B2 (en) | Applicator having active backpressure control devices | |
| US6814310B2 (en) | Metered liquid dispensing system | |
| US10464098B2 (en) | Remote metering station | |
| JP2005313170A5 (zh) | ||
| JP2016530084A (ja) | スプレーシステムの圧力及び比率を制御する装置及び方法 | |
| EP2459304B1 (en) | Variable flow control using linear pumps | |
| EP3953059B1 (en) | Applicator having active backpressure control devices |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |