EP3953059B1 - Applicator having active backpressure control devices - Google Patents
Applicator having active backpressure control devices Download PDFInfo
- Publication number
- EP3953059B1 EP3953059B1 EP20721361.2A EP20721361A EP3953059B1 EP 3953059 B1 EP3953059 B1 EP 3953059B1 EP 20721361 A EP20721361 A EP 20721361A EP 3953059 B1 EP3953059 B1 EP 3953059B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- adhesive
- pump
- recirculation
- applicator
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000853 adhesive Substances 0.000 claims description 221
- 230000001070 adhesive effect Effects 0.000 claims description 221
- 230000000712 assembly Effects 0.000 claims description 164
- 238000000429 assembly Methods 0.000 claims description 164
- 238000000034 method Methods 0.000 claims description 35
- 239000012530 fluid Substances 0.000 claims description 18
- 238000004891 communication Methods 0.000 claims description 16
- 238000005086 pumping Methods 0.000 claims description 11
- 238000010438 heat treatment Methods 0.000 claims description 6
- 230000007547 defect Effects 0.000 claims description 5
- 239000000463 material Substances 0.000 description 34
- 238000002955 isolation Methods 0.000 description 22
- 239000000758 substrate Substances 0.000 description 21
- 230000008859 change Effects 0.000 description 12
- 230000007423 decrease Effects 0.000 description 12
- 230000008569 process Effects 0.000 description 10
- 230000001276 controlling effect Effects 0.000 description 9
- 230000006870 function Effects 0.000 description 9
- 238000005259 measurement Methods 0.000 description 9
- 238000010586 diagram Methods 0.000 description 6
- 125000006850 spacer group Chemical group 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- 239000007788 liquid Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 230000007704 transition Effects 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 241000251131 Sphyrna Species 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000015654 memory Effects 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 230000005355 Hall effect Effects 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 230000009118 appropriate response Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920003223 poly(pyromellitimide-1,4-diphenyl ether) Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000008054 signal transmission Effects 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/027—Coating heads with several outlets, e.g. aligned transversally to the moving direction of a web to be coated
- B05C5/0275—Coating heads with several outlets, e.g. aligned transversally to the moving direction of a web to be coated flow controlled, e.g. by a valve
- B05C5/0279—Coating heads with several outlets, e.g. aligned transversally to the moving direction of a web to be coated flow controlled, e.g. by a valve independently, e.g. individually, flow controlled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1039—Recovery of excess liquid or other fluent material; Controlling means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/001—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work incorporating means for heating or cooling the liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0225—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work characterised by flow controlling means, e.g. valves, located proximate the outlet
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B13/00—Pumps specially modified to deliver fixed or variable measured quantities
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B15/00—Pumps adapted to handle specific fluids, e.g. by selection of specific materials for pumps or pump parts
- F04B15/02—Pumps adapted to handle specific fluids, e.g. by selection of specific materials for pumps or pump parts the fluids being viscous or non-homogeneous
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B23/00—Pumping installations or systems
- F04B23/04—Combinations of two or more pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B49/00—Control, e.g. of pump delivery, or pump pressure of, or safety measures for, machines, pumps, or pumping installations, not otherwise provided for, or of interest apart from, groups F04B1/00 - F04B47/00
- F04B49/08—Regulating by delivery pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B49/00—Control, e.g. of pump delivery, or pump pressure of, or safety measures for, machines, pumps, or pumping installations, not otherwise provided for, or of interest apart from, groups F04B1/00 - F04B47/00
- F04B49/20—Control, e.g. of pump delivery, or pump pressure of, or safety measures for, machines, pumps, or pumping installations, not otherwise provided for, or of interest apart from, groups F04B1/00 - F04B47/00 by changing the driving speed
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B53/00—Component parts, details or accessories not provided for in, or of interest apart from, groups F04B1/00 - F04B23/00 or F04B39/00 - F04B47/00
- F04B53/16—Casings; Cylinders; Cylinder liners or heads; Fluid connections
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B53/00—Component parts, details or accessories not provided for in, or of interest apart from, groups F04B1/00 - F04B23/00 or F04B39/00 - F04B47/00
- F04B53/22—Arrangements for enabling ready assembly or disassembly
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C13/00—Adaptations of machines or pumps for special use, e.g. for extremely high pressures
- F04C13/001—Pumps for particular liquids
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C14/00—Control of, monitoring of, or safety arrangements for, machines, pumps or pumping installations
- F04C14/02—Control of, monitoring of, or safety arrangements for, machines, pumps or pumping installations specially adapted for several machines or pumps connected in series or in parallel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1042—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material provided with means for heating or cooling the liquid or other fluent material in the supplying means upstream of the applying apparatus
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B2203/00—Motor parameters
- F04B2203/02—Motor parameters of rotating electric motors
- F04B2203/0201—Current
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B2203/00—Motor parameters
- F04B2203/02—Motor parameters of rotating electric motors
- F04B2203/0207—Torque
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B2203/00—Motor parameters
- F04B2203/02—Motor parameters of rotating electric motors
- F04B2203/0209—Rotational speed
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B2205/00—Fluid parameters
- F04B2205/05—Pressure after the pump outlet
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B2205/00—Fluid parameters
- F04B2205/06—Pressure in a (hydraulic) circuit
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B2205/00—Fluid parameters
- F04B2205/10—Inlet temperature
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B2207/00—External parameters
- F04B2207/70—Warnings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2/00—Rotary-piston machines or pumps
- F04C2/08—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing
- F04C2/12—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type
- F04C2/14—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type with toothed rotary pistons
- F04C2/18—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type with toothed rotary pistons with similar tooth forms
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2240/00—Components
- F04C2240/70—Use of multiplicity of similar components; Modular construction
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2240/00—Components
- F04C2240/80—Other components
- F04C2240/81—Sensor, e.g. electronic sensor for control or monitoring
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2270/00—Control; Monitoring or safety arrangements
- F04C2270/03—Torque
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2270/00—Control; Monitoring or safety arrangements
- F04C2270/07—Electric current
Definitions
- the present invention relates to an applicator for dispensing an adhesive onto a substrate and components for controlling the pump assemblies of the applicator.
- Typical applicators for dispensing adhesive may include a plurality of dispensing modules for dispensing the adhesive onto a substrate. Such applicators also typically include a single drive that powers a single pump assembly or a plurality of pump assemblies that pump the material through the applicator.
- US 2018/0065133 A1 an adhesive dispensing system for applying liquid adhesive to a substrate using different nozzles with the same manifold” is disclosed.
- US 2018/0065142 A1 discloses "a remote metering station for pumping a flow of adhesive to a dispensing module".
- US 2017 /0097019 A1 discloses "a pump having a fluid driver disposed within the interior volume of the pump and a method of delivering fluid from an inlet of the pump to an outlet of the pump using the fluid driver".
- the applicator may be monitored in order to detect any changes in the flow of adhesive through the applicator, such that an operator of the applicator can respond accordingly. These changes may result from problems occurring within the applicator, such as clogs, worn parts, etc. Additionally, these changes may result from inconsistencies in the physical qualities of the adhesive being provided to the applicator, as it is not uncommon for a supplierto provide a solid material having physical characteristics that are slightly inconsistent within batches or between separate batches.
- An embodiment of the present disclosure is a dispensing system for dispensing adhesive.
- the dispensing system includes an applicator comprising a manifold, a plurality of dispensing modules coupled to said manifold, and a plurality of pump assemblies, where each of the plurality of pump assemblies is configured to pump the adhesive to a respective one of the plurality of dispensing modules at a respective operating speed.
- the dispensing system also includes a controller in signal communication with the applicator, where the controller is configured to a) measure current draw from each of the plurality of pump assemblies, b) determine an adjustment to the operating speed of each of the plurality of pump assemblies individually based on their respective current draws, and c) direct each of the plurality of pump assemblies to individually adjust their operating speed.
- Another embodiment of the present disclosure is a method of controlling dispensing of adhesive from an applicator.
- the method includes pumping adhesive from a plurality of pump assemblies to a plurality of dispensing modules and measuring current draw from each of the plurality of pump assemblies.
- the method also includes determining an adjustment to an operating speed of each of the plurality of pump assemblies individually based on their respective current draws and adjusting the operating speed of each of the plurality of pump assemblies individually.
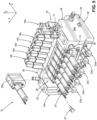
- a dispensing system 1 including an applicator 10 that includes dispensing modules 16a-16f, pump assemblies 20a-20g, and a controller 7 for controlling the pump assemblies 20a-20g.
- Certain terminology is used to describe the dispensing system 1 in the following description for convenience only and is not limiting.
- the words “right,” “left,” “lower,” and “upper” designate directions in the drawings to which reference is made.
- the words “inner” and “outer” refer to directions toward and away from, respectively, the geometric center of the description to describe the dispensing system 1 and related parts thereof.
- the words “forward” and “rearward” refer to directions in a longitudinal direction 2 and a direction opposite the longitudinal direction 2 along the dispensing system 1 and related parts thereof.
- the terminology includes the above-listed words, derivatives thereof, and words of similar import.
- the terms “longitudinal,” “transverse,” and “lateral” are used to describe the orthogonal directional components of various components of the dispensing system 1, as designated by the longitudinal direction 2, lateral direction 4, and transverse direction 6. It should be appreciated that while the longitudinal and lateral directions 2 and 4 are illustrated as extending along a horizontal plane, and the transverse direction 6 is illustrated as extending along a vertical plane, the planes that encompass the various directions may differ during use.
- Embodiments of the present invention include a dispensing system 1 that includes an applicator 10 for dispensing adhesive onto a substrate during product manufacturing.
- the applicator 10 includes a manifold 12.
- the applicator 10 has a top surface 32, a bottom surface 30 opposite the top surface 32 along the transverse direction 6, a first side surface 34a, a second side surface 34b opposite the first side surface 34a along the lateral direction 4, a front surface 36, and a back surface 38 opposite the front surface 36 along the longitudinal direction 2.
- the first and second side surfaces 34a and 34b extend from the front surface 36 to the back surface 38, as well as from the bottom surface 30 to the top surface 32.
- the manifold 12 is defined by a first end plate 24, a second end plate 26, and at least one manifold segment 22 disposed between the first and second end plates 24 and 26. As a result, the first and second end plates 24 and 26 are spaced apart along the lateral direction 4.
- the first and second end plates 24 and 26 and the manifold segments 22 may be releasably connected such that manifold segments 22 may be added or taken away from the applicator 10 as operating conditions require.
- Figures 1-5 show applicator 10 as including three manifold segments 22a-22c, applicator 10 can include more or less manifold segments 22 may as desired.
- the manifold 12 may be a unitary manifold.
- the first side surface 34a of the manifold 12 lies within a first plane P1, while the second side surface 34b lies within a second plane P2.
- the second plane P2 may be parallel to the first plane P1.
- the first and second planes P1 and P2 may not be parallel if the first and second side surfaces 34a and 34b are angled with respect to each other.
- the applicator 10 defines a horizontal plane X, such that the lateral and longitudinal directions 4 and 2 lie within the horizontal plane X.
- the pump assembly 20 may define a drive shaft axis A that lies within a plane Y. The interrelationship of these planes and axes will be described further below.
- the applicator 10 includes an input connector 14, through which adhesive is pumped into the manifold 12.
- the adhesive can be pumped through a hose 5 from a melter 3 to the input connector 14, where the melter 3 can be configured to receive the adhesive in a solid form and melt the adhesive before providing the adhesive to the applicator 10.
- the applicator 10 may include a filter 13 (shown in Figure 16 ) that filters any remaining solid components from the adhesive after it enters the applicator 10.
- the manifold 12 may further include a pressure release valve 17 that allows a user to attenuate pressure created by adhesive within the manifold, and a dispensing module 16 for applying the adhesive to a substrate. When the pressure release valve 17 is opened, adhesive may drain from the manifold through a drain (not shown).
- the applicator 10 also includes a pump assembly 20 removably mounted to the manifold 12.
- the pump assembly 20 pumps adhesive flowing from an interior channel of the manifold 12 to the dispensing module 16, which then dispenses adhesive out of the applicator through a nozzle 21.
- the applicator 10 may include thermal elements 23 that are configured to elevate the temperature of the manifold 12, which, in turn, elevates the temperature of the pump 40 in each pump assembly 20. Though Figures 1-5 depict the applicator 10 as including five thermal elements 23a-23e, any number of thermal elements 23 can be included as required.
- the applicator 10 includes multiple sets of pump assemblies 20, dispensing modules 16, and nozzles 21. As illustrated in Figures 1-5 , for example, the applicator 10 is depicted as including seven pump assemblies 20a, 20b, 20c, 20d, 20e, 20f, and 20g. Although Figures 1-5 illustrate seven pump assemblies 20a-20g, the applicator 10 can include any number of pump assemblies 20 as desired. For example, the applicator 10 can include two pump assemblies, three pump assemblies, or more than three pump assemblies. The pump assemblies 20a-20g may be arranged in a side-by-side configuration to increase the processing width of the applicator 10. For clarity, a single pump assembly 20 is described below.
- reference number 20 can be used interchangeably with reference numbers 20a-20g.
- the pump assemblies 20a-20g are depicted as being similarly sized, each of the individual pump assemblies 20 included in the applicator 10 can be individually sized as desired to suit a particular purpose.
- the recirculation pump assembly 20g which will be described further below, may be larger than the other pump assemblies 20a-20f.
- the applicator 10 is depicted as including six dispensing modules 16a, 16b, 16c, 16d, 16e, and 16f. Although Figures 1-3 illustrate six dispensing modules 16a-16f, the applicator can include any number of dispensing modules 16 as desired. For example, the applicator 10 can include one dispensing module, two dispensing modules, or more than two dispensing modules. Similarly, a single dispensing module 16 is described below. However, the reference number 16 can be used interchangeably with reference numbers 16a-16f. The applicator 10 is also depicted as including six nozzles 21a, 21b, 21c, 21d, 21e, and 21f.
- Each of nozzles 21a-21f may receive an adhesive feed from a corresponding dispensing module 16, or a combination of several of the dispensing modules 16a-16f.
- the configuration of the nozzles 21a-21f can be changed by a user as operation conditions require, which can include adding additional nozzles 21 or removing any of the nozzles 21a-21f that are already coupled to the applicator 10.
- the nozzles 21a-21f can be differently types chosen to suit particular dispensing applications. For example, as shown in Figure 3 , nozzles 21a, 21b, 21e, and 21f can be one type of nozzle, while nozzles 21c and 21d can be a different type of nozzle.
- each of pump assemblies 20a-20f may be associated with a corresponding one of the dispensing modules 16a-16f.
- each of pump assemblies 20a-20f may pump fluid that is supplied by the manifold 12 to the corresponding one of the dispensing modules 16a-16f, such that the dispensing modules 16a-16f apply the adhesive to a given substrate through nozzles 21a-21d.
- each dispensing module 16 may not correspond to a single pump assembly 20, such that multiple pump assemblies 20 pump adhesive to a single dispensing module 16.
- each of the pump assemblies 20 and each of the dispensing modules 16 may be coupled to and associated with a respective manifold segment 22.
- two or more pump assemblies 20 and/or two or more dispensing modules 16 may be coupled to a single manifold segment 22.
- the pump assembly 20g is not associated with a particular dispensing module 16, but is designated as the recirculation pump assembly.
- the function of the recirculation pump assembly 20g may include pumping the adhesive through a recirculation channel 236, as will be described below.
- the inlet 52 of the pump assembly 20g is in fluid communication with the recirculation channel 236, and the outlet of the pump assembly 20g is in fluid communication with the supply channel 200.
- the pump assembly 20g is shown as the pump assembly 20 positioned closest to the second side surface 34b, the recirculation pump assembly 20g may be positioned anywhere along the series of pump assemblies 20a-20g.
- the recirculation pump assembly 20g may be positioned as the pump assembly closest to the first side surface 34a, or at a location in the middle of the pump assemblies 20a-20g.
- the particular one of the first or second end plates 24 or 26 that the pump assembly 20g abuts may be configured to receive a portion of the pump assembly 20g.
- the second end plate 26 includes a recess 25 that is sized to receive a housing assembly 42 of the pump assembly 20g.
- the pump assembly 20g may be substantially in line with the other pump assemblies 20a-20f along the longitudinal and transverse directions 2 and 6.
- pump assembly 20g is configured to be the sole recirculation pump assembly for the applicator 10, it is contemplated that in other embodiments the applicator 10 can include multiple recirculation pump assemblies (not shown), each of which can be similarly configured as pump assembly 20g.
- each dispensing module 16 can correspond to a unique recirculation pump assembly.
- the applicator 10 can include multiple recirculation pump assemblies that collectively pump adhesive through a single recirculation channel.
- each recirculation pump assembly can pump adhesive through separate respective recirculation channels.
- the applicator 10 can include a pump assembly that includes the functionality of both pumping adhesive to a dispensing module 16, as well as pumping adhesive through the recirculation channel.
- a pump assembly may be configured as a single dual-gear stack pump, where one gear stack functions to pump adhesive to a dispensing module 16, while the other functions to pump adhesive through the recirculation channel.
- Each gear stack can contain one driving gear and one driven gear, and each gear stack can be contained within a common pump body. Alternatively, each gear stack can be contained within separate respective pump bodies. Further, each gear stack can be driven by a common motor, or alternatively be independently driven by separate respective motors.
- each pump assembly 20a-20g includes a pump 40 and a dedicated drive motor unit 60 that powers the pump 40. Because each pump 40 has a dedicated drive motor unit 60, each pump assembly 20 can be independently controlled by the operator and/or a control system (not shown).
- the pump assembly 20 also includes a thermal isolation region 70 positioned between the pump 40 and the drive motor unit 60. Thermal elements 23 may be used to elevate the temperature of the manifold 12, which, in turn, elevates the temperature of the pump 40 in each pump assembly 20.
- the thermal isolation region 70 minimizes thermal transfer from the pump 40 to the drive motor unit 60, thereby minimizing the effect of temperature on the electronic components in the drive motor unit 60. Exposing the electronic components in the drive motor unit 60 to a sufficiently elevated temperature may damage the electronic components, which may render the drive motor unit 60 inoperable.
- the drive motor unit 60 includes a motor 62, an output drive shaft 66, and one or more connectors (not shown) that are coupled to a power source (not shown).
- the drive motor unit 60 is coupled to a gear assembly 67, which may include any type of gears as desired that transfer rotational motion from an output drive shaft 66 of the motor to the input drive shaft (not shown) of the pump to attain the desired rotational speed.
- the gear assembly 67 includes a planetary gear train.
- the output drive shaft 66 has a drive axis A about which the output drive shaft 66 rotates.
- the pump assembly 20 may be mounted to the manifold 12 in a number of different configurations.
- the pump assembly 20 is mounted to the manifold 12 so that the bottom surface 41 of the pump 40, which includes an inlet 52 and an outlet 54, faces the manifold 12 at a location that is spaced apart from and located between the first and second side surfaces 34a and 34b.
- the drive motor axis A does not intersect either the first side surface 34a or the second side surface 34b of the applicator 10.
- the pump assembly 20 is positioned on the manifold 12 such that the drive motor axis A of the drive motor unit 60 may lie in a plane Y that is parallel to the first plane P1, in which the first side surface 34a lies, as described above.
- the plane Y may also be parallel to the second plane P2, in which the second side surface 34b lies.
- Each pump assembly 20a-20g has a respective axis A that lies within a respective plane that may be parallel to the first plane P1 and/or the second plane P2.
- the pump assemblies 20a-20f can be positioned such that the inlets 52 of each of the pump assemblies 20a-20f are positioned above the outlets 54 along the transverse direction 6.
- the recirculation pump assembly 20g can be mounted to the manifold 12 such that the outlet 54 is positioned above the inlet 52 along the transverse direction 6.
- the pump assembly 20 is positioned on the manifold 12 such that the drive motor axis A is oriented in any particular direction within plane Y.
- the pump assembly 20 can be positioned on the manifold 12 such that the drive motor axis A lies within plane Y and is angularly offset with respect to plane X.
- the pump assembly 20 can be positioned on the manifold 12 such that the drive motor axis A defines an angle ⁇ with plane X.
- the angle ⁇ can be any angle as desired. In one embodiment, the angle ⁇ is an acute angle. Alternatively, the angle ⁇ can be an obtuse angle, an angle greater than 180 degrees, or substantially 90 degrees.
- the pump 40 includes a housing assembly 42 and a gear assembly 50 contained within the housing assembly 42. Alternatively, more than one gear assembly 50 may be contained within the housing assembly 42.
- the housing assembly 42 further includes an inlet 52 that is configured to receive adhesive from the manifold segment 22, as well as an outlet 54 for discharging adhesive back into the manifold segment 22.
- the inlet 52 and the outlet 54 of the pump 40 are defined by a bottom surface 41 of the pump 40 and are oriented in a direction that is parallel to the drive motor axis A of the drive motor unit 60.
- the housing assembly 42 comprises an upper plate 44a, a lower plate 44b, and a central block 46.
- the upper and lower plates 44a and 44b are spaced from each other along a direction that is aligned with a drive axis A of the drive motor unit 60.
- the lower plate 44b defines a bottom surface 41, through which the drive axis A may extend.
- the upper plate 44a, the central block 46, and the lower plate 44b are coupled together with bolts 48.
- the upper plate 44a has a plurality of bores 49a that are configured to receive the bolts 48
- the central block 46 has a plurality of bores 49b that are configured to receive the bolts 48
- the lower plate 44b has a plurality of bores 49c that are configured to receive the bolts 48.
- the bolts 48, bores 49a, bores 49b, and bores 49c may be threaded, such that the bores 49a-c are capable of threadedly receiving the bolts 48.
- the central block 46 has an internal chamber 56 that is sized to generally conform to the profile of the gear assembly 50.
- the gear assembly 50 includes a driven gear 55a and an idler gear 55b, which are known to a person of ordinary skill in the art.
- the driven gear 55a is coupled to the output drive shaft 66 of the drive motor unit 60 such that rotation of the output drive shaft 66 rotates the driven gear 55a, which, in turn, rotates the idler gear 55b.
- the driven gear 55a rotates about a first axis Ai, while the idler gear 55b rotates about a second axis A 2 .
- the first axis A 1 is illustrated as coaxial with the drive motor axis A.
- the gear assembly 50 may include an elongate gear shaft (not shown) that is coupled to an end of the output drive shaft 66 via a coupling (not shown).
- the gear shaft extends into the driven gear 55a, and is keyed to actuate the driven gear 55a.
- a seal member (not shown), such as a coating and/or an encasement, can be placed around the elongate gear shaft to facilitate sealing of the gear assembly 50 and internal chamber 56.
- the driven gear 55a has a diameter Di and a length Li, where the length Li may be greater than the diameter Di.
- the idler gear 55b has a diameter D 2 and a length L 2 , where the length L 2 may be greater than the diameter D 2 . While a gear assembly 50 with two gears is shown, the pump can have a gear assembly that has any number of gear configurations to produce the desired flow rate of adhesive through the pump 40.
- the central block 46 can be segmented to support gear stacking.
- a plurality of gear assemblies (not shown) can be stacked along the pump input shaft.
- the gear assemblies can have different outputs that are combined into a single output stream.
- the gear assemblies have different outputs that can be kept separate to provide multiple outputs through additional porting in the lower plate 44b and the manifold 12.
- the thermal isolation region 70 is defined by a thermal isolation plate 72 and a gap 74 that extends from the thermal isolation plate 72 to the housing assembly 42.
- the pump assembly 20 includes bolts 75 that couple the thermal isolation plate 72 to the top of the housing assembly 42 so that the gap 74 is formed between the housing assembly 42 and the thermal isolation plate 72.
- the thermal isolation plate 72 can include a plurality of spacers 76 that are disposed around the bolts 75 and are positioned between a surface of the thermal isolation plate 72 and the upper plate 44a of the housing assembly 42.
- the spacers 76 may be monolithic with the thermal isolation plate 72, or may be separable from the thermal isolation plate 72 such that the gap 74 may be adjustable.
- the spacers 76 may extend inward from the upper plate 44a to ensure the output drive shaft 66 and the driven gear 55a are aligned.
- the thermal isolation plate 72 functions to inhibit the transfer of heat from the pump 40 to the drive motor unit 60.
- the thermal isolation plate 72 and the spacers 76 are made of a material that has a lower thermal conductivity than the adhesives that form the components of the housing assembly 42 and an outer casing 61 of the drive motor unit 60.
- the spacers 76 separate the thermal isolation plate 72 and the housing assembly 42 such that the thermal isolation plate 72 and the housing assembly 42 has the gap 74, which minimizes direct contact between the housing assembly 42 and the drive motor unit 60.
- each of the pump assemblies 20a-20g is removably attached to the manifold 12.
- each pump assembly 20 is secured to a plate 28 via a fastener 27.
- the plate 28 is attached at one end to the first end plate 24 via a fastener 29, and at the opposite end to the second end plate 26 via another fastener 29.
- the fasteners 29 can also attach the plate 28 to one of the manifold segments 22.
- Fasteners 27 may be threaded, such that removing a pump assembly 20 from the manifold 12 requires unscrewing fastener 27 from the pump assembly 20 and removing the pump assembly 20 from the manifold 12.
- pump assemblies 20 may be releasably coupled to the manifold 12 in the above manner, a particular pump assembly 20 may be individually replaced without completely disassembling the entire applicator 10. Pump assemblies 20 may require replacement for a variety of reasons, including cleaning, damage, or changed adhesive pumping conditions or requirements.
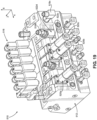
- FIG. 11-12 illustrate another embodiment of the present invention.
- Figure 13 shows a pump assembly 120 that is similar in most aspects to the pump assembly 20 shown in Figures 1-9 and described above. However, the pump assembly 120 has an inlet 152 and an outlet 154 that are oriented differently than the inlet 52 and outlet 54 of the pump assembly 20.
- the pump assembly 120 is configured to supply heated liquid to the manifold 12 at a given volumetric flow rate.
- Each pump assembly 120 includes a pump 140 and a dedicated drive motor unit 160 that powers the pump 140.
- the pump assembly 120 also includes a thermal isolation region 170 between the pump 140 and the drive motor unit 160.
- the thermal isolation region 170 is defined by a thermal isolation plate 172 and a gap 174 that extends from the thermal isolation plate 172 to the housing assembly 142.
- the thermal isolation region 170 minimizes thermal transfer of heat generated by the pump 140 to the drive motor unit 160, thereby minimizing the effect of temperature on the electronic components in the drive motor unit 160.
- the dedicated drive motor unit 160 and thermal isolation region 170 are the same as the drive motor unit 60 and the thermal isolation region 70 described above and illustrated in Figures 6-9 .
- the drive motor unit 160 includes a motor 162, an output drive shaft 266, and connectors (not shown) that are coupled to a power source (not shown), as well as the control system 110.
- the drive shaft 166 has a drive axis B about which the drive shaft 166 rotates.
- the drive axis B may intersect and may be angularly offset with respect to the plane X that is perpendicular to the plane Y. In this configuration, the drive motor axis B does not intersect either the first side surface 34a or the second side surface 34b of the manifold 12. Additionally, the drive motor axis B does not intersect the bottom surface 30 of the manifold 12.
- the pump assembly 120 is positioned on the manifold 12 so that drive motor axis B of the drive motor unit 160 lies in a plane Y that is parallel to the first plane P1 and/or the second plane P2 of the first side surface 34a and the second side surface 34b, respectively.
- the pump 140 defines a bottom surface 141 and a side surface 143, and includes a housing assembly 142 and one or more gear assemblies 150 contained within the housing assembly 142, an inlet 152 for receiving liquid from the manifold 12, and an outlet 154 for discharging liquid back into the manifold 12.
- the inlet 152 and the outlet 154 of the pump 140 are disposed on the side surface 143 of the pump 140, such that the inlet 152 and outlet 154 are oriented in a direction that is perpendicular to the drive motor axis B of the drive motor unit 160.
- the applicator 10 may be attached to a melter 3 by a hose 5, which attaches to the input connector 14 (as shown in Figure 1 ).
- the adhesive flows from the melter 3, through the hose 5, through the input connector 14, and into the supply channel 200 defined by the manifold 12 of the applicator 10.
- the supply channel 200 may extend from the first side surface 34a, through each of the manifold segments 22a-22c, and to the second side surface 34b.
- the supply channel 200 may not necessarily extend entirely from the first side surface 34a to the second side surface 34b, but may terminate at an interior location between the first and second side surfaces 34a and 34b. Additionally, the supply channel 200 may extend between other combinations of surfaces of the manifold 12 as desired.
- the manifold 12 includes a pressure release valve 17 that regulates flow in a pressure release channel (not shown) that is in fluid communication with the supply channel 200.
- the pressure release valve 17 is depicted as being positioned at the front surface 36 of the manifold 12. However, the pressure release valve can be positioned on any surface of the manifold 12 as desired.
- the pressure release valve 17 is capable of being alternated between an open and closed position. When an operator desires to relieve adhesive pressure within the supply channel 200, the pressure release valve 17 is switched from the closed to open positions. In the open position, adhesive flows from the supply channel 200, through the pressure release channel, and out of the applicator 10 through a drain (not shown). Pressure relief may be desired when the operator is about to commence a service or maintenance operation of the applicator 10.
- the supply channel 200 As the supply channel 200 extends through the manifold 12, it supplies adhesive to each of the pump assemblies 20a-22f, with the exception of the designated recirculation pump assembly 20g.
- a cross-section of the applicator 10 shown in Figures 13-14 only shows the supply of adhesive to one pump assembly 20 and one dispensing module 16.
- the supply channel 200 may supply each additional pump assembly 20 and dispensing module 16 similarly.
- the manifold segment 22 defines a first segment input channel 204, which extends from the supply channel 200 to a diverter plate 208, which may be positioned on the applicator 10 between the pump assembly 20d and the manifold segment 22b.
- the diverter plate 208 may be removably coupled to the applicator 10, and may define a variety of passages for carrying adhesive from the manifold 12, to the pump assemblies 20, and back.
- the diverter plate 208 defines a diverter input channel 212 that extends from the first segment input channel 204 to the inlet 52 of the pump assembly 20d.
- the diverter plate 208 may also define a diverter output channel 216 that extends from the outlet 54 of the pump assembly 20d to a second segment input channel 220.
- the diverter plate 208 may include different channel configurations than those shown.
- the diverter plate 208 shown in Figure 13 may function as one of many interchangeable diverter plates that may be used to variably route the adhesive through the applicator 10 as different dispensing operations require.
- the adhesive flows from the supply channel 200, through the first segment input channel 204, through the diverter input channel 212, and to the inlet 52 of the pump assembly 20.
- the pump assembly 20 then pumps the adhesive out of the outlet 54 at a predetermined volumetric flow rate, which may be different than the volumetric flow rate of the adhesive upon entering the inlet 52 of the pump assembly 20.
- the adhesive flows through the diverter output channel 216, through the second segment input channel 220, and to a dispensing flow path 224.
- the dispensing flow path 224 is defined by the lower portion 18b of the dispensing module 16, which is received by the manifold segment 22.
- the dispensing flow path 224 defines an upper section 224a, a lower section 224c opposite the upper section 224a, and a central section 224b disposed between the upper and lower sections 224a and 224c.
- the lower section 224c of the dispensing flow path 224 is in fluid communication with a nozzle channel 228, which extends away from the dispensing flow path 224.
- the upper section 224a of the dispensing flow path 224 is in fluid communication with a recirculation feed channel 232, which extends from the upper section 224a of the dispensing flow path 224 to a recirculation channel 236.
- the recirculation channel 236 will be discussed further below.
- the lower portion 18b of the dispensing module 16 is the portion of the applicator 10 that directly interacts with the adhesive to control flow of the adhesive out of the applicator 10.
- the applicator 10 may include a valve stem 260 that extends from an upper portion 18a of the dispensing module 16 that is opposite the lower portion 18b of the dispensing module 16, to the lower portion 18b of the dispensing module 16.
- the valve stem 260 may define a lower valve element 264 and an upper valve element 272 that is spaced from the lower valve element 264 along the valve stem 260.
- the lower portion 18b of the dispensing module 16 may define a lower valve seat 268 that is configured to interact with the lower valve element 264 of the valve stem 260, and an upper valve seat 276 that is spaced from the lower valve seat 268, where the upper valve seat 276 is configured to interact with the upper valve element 272 of the valve stem 260.
- the valve stem 260 may alternate between a first position and a second position.
- the valve stem 260 When the valve stem 260 is in the first position, the dispensing module 16 is in an open configuration.
- the valve stem 260 is in the second position, the dispensing module 16 is in a closed configuration.
- the upper and lower valve elements 272 and 264 may substantially face in opposite directions, such that each of the upper and lower valve elements 272 and 264 interact with the corresponding upper and lower valve seats 276 and 268 in different ones of the first position and second position.
- the upper valve element 272 is shown as facing away from the upper portion 18a of the dispensing module 16, while lower valve element 264 is shown as facing toward the upper portion 18a of the dispensing module 16.
- valve stem 260 in the first position, is lowered within the dispensing flow path 224, such that the upper valve element 272 of the valve stem 260 engages the upper valve seat 276, and the lower valve element 264 is spaced from the lower valve seat 268. In this position, the engagement between the upper valve element 272 and the upper valve seat 276 blocks adhesive from flowing from the central section 224b of the dispensing flow path 224 to the upper section 224a.
- the lack of engagement between the lower valve element 264 and the lower valve seat 268 permits adhesive to flow from the central section 224b of the dispensing flow path 224 to the lower section 224c.
- adhesive flows from the second segment input channel 220, through the central and lower sections 224b and 224c of the dispensing flow path 224, and to the nozzle channel 228. From the nozzle channel 228, the adhesive then flows through the nozzle 21 and out of the applicator 10.
- the first position of this embodiment is the position in which the applicator 10 applies adhesive to a substrate during a manufacturing operation.
- valve stem 260 In the second position, the valve stem 260 is raised within the dispensing flow path 224, such that the upper valve element 272 of the valve stem 260 is spaced from the upper valve seat 276, and the lower valve element 264 engages the lower valve seat 268. In this position, the engagement between the lower valve element 264 and the lower valve seat 268 blocks adhesive from flowing from the central section 224b of the dispensing flow path 224 to the lower section 224c. Rather, the lack of engagement between the upper valve element 272 and the upper valve seat 276 permits adhesive to flow from the central section 224b of the dispensing flow path 224 to the upper section 224a.
- each additional dispensing module 16 and manifold segments 22 may be similarly configured.
- the valve stem 260 of each dispensing module 16 may be configured to be actuated between the first and second positions independent of any of the other valve stems 260, such that at any time the valve stems 260 of the dispensing modules 16 may be in any combination of the first and second positions.
- any combination of the valve stems 260 may be configured to transition between the first and second positions in unison.
- valve stem 260 between the particular first and second positions described above serves several purposes.
- One purpose is that, during an adhesive dispensing operation, a consistent flow of adhesive may not be required or desired. As such, an operator of the applicator 10 must be able to selectively actuate the dispensing modules 16 to both provide and prevent a flow of adhesive to the substrate. Transitioning the valve stem 260 from the first position to the second position blocks adhesive from exiting the applicator 10, while transitioning the valve stem 260 from the second position to the first position allows adhesive to exit the applicator 10.
- Another purpose of the alternative valve stem 260 described above relates to the pressure within the flow path of the adhesive.
- valve stem 260 When the valve stem 260 is in the first position, the adhesive is permitted to flow through the gap between the lower valve element 264 and the lower valve seat 268, and exit the applicator 10 through the nozzle 21. However, when the valve stem 260 is in the second position, the adhesive cannot flow through this gap. As such, the potential exists for unused adhesive to back up within the dispensing flow path 224 and/or the second segment input channel 220. This back-up can cause pressure to build up within the applicator 10. This pressure, upon the next transition of the valve stem 260 from the second position to the first position, can cause a pattern deformation, such as hammerhead, of the adhesive on the substrate.
- a pattern deformation such as hammerhead
- the inclusion of the recirculation channel 236 in the applicator 10 helps alleviate this issue.
- the ability of the adhesive to flow from the central section 224b of the dispensing flow path 224 to the upper section 224a, and through the recirculation feed channel 232 to the recirculation channel 236 provides the adhesive the ability to escape the dispensing flow path 224.
- This may alleviate any pressure build-up that could occur when the valve stem 260 is in the second position, thus aiding in standardizing the flow of adhesive through the nozzle 21 (such as through preventing adhesive hammerhead on the substrate) when the valve stem 260 is in the first position.
- the addition of the recirculation channel 236 alone may not fully rectify this issue.
- Adhesive flowing through recirculation channel 236 inherently creates some amount of pressure within the recirculation channel 236.
- a differential may exist between the pressure of the adhesive flowing through the recirculation channel 236 and the adhesive flowing to the dispensing modules 16a-16f when the valve stem 260 is in the second position. This pressure differential may cause the flow rate of the adhesive flowing through the nozzle 21 to be inconsistent, as the volume of material entering the recirculation channel 236 may vary over time, depending upon which of the dispensing modules 16a-16f have valve stems 260 in the second position at a particular moment.
- Figure 15 illustrates a process flow diagram depicting a system for managing the flow of adhesive through the recirculation channel 236 so as to actively control this pressure differential.
- Solid lines and arrows indicate the flow of adhesive through the applicator 10, and dashed lines and arrows indicate the transfer of information.
- the adhesive flows from an adhesive supply (not shown), through a hose (not shown) that is coupled to the input connector 14 ( Figure 1 ) of the applicator 10, and into the supply channel 200.
- a first pressure sensor 302 may be disposed within the supply channel 200.
- the first pressure sensor 302 may be any type of pressure sensor that is capable of measuring the pressure of a fluid, such as, for example, a pressure transducer.
- the first pressure sensor 302 may measure the first pressure of the adhesive as it flows through the supply channel 200 to the pump assembly 20.
- the adhesive then flows through dispensing pumps 20a-20f, which subsequently pump the adhesive to the dispensing modules 16a-16f.
- the applicator 10 can include a plurality of pressure sensors 3 10a-3 10f, where each pressure sensor 3 10a-3 10f can be incorporated into or in communication with the output of a respective one of the pump assemblies 20a-20f.
- the pressure sensor 310a can be in communication with the output of the pump assembly 20a
- the pressure sensor 310b can be in communication with the output of the pump assembly 20b
- any number of pressure sensors 3 10a-3 10f is contemplated, the number of pressure sensors 3 10a-3 10f can generally correspond to the number of pump assemblies 20a-20f.
- the pressure sensors 310a-310f can be pressure sensors configured to detect the pressure of the adhesive pumped by a corresponding one of the pump assemblies 20a-20f to the corresponding one of the dispensing modules 16a-16f.
- the pressure sensors 3 10a-3 10f can be pressure transducers or any other type of pressure sensor capable of measuring the pressure of fluid.
- the adhesive flows out of the nozzles 21.
- the adhesive flows into recirculation channel 236.
- the adhesive from each of the dispensing modules 16a-16f that flows into the recirculation channel 236 is directed to the recirculation pump assembly 20g.
- a second pressure sensor 304 may be disposed within the recirculation channel 236.
- the second pressure sensor 304 like the first pressure sensor 302, may be any type of pressure sensor that is capable of measuring the pressure of a fluid, such as a pressure transducer.
- the first and second pressure sensors 302 and 304 Upon measuring the first and second pressures, the first and second pressure sensors 302 and 304 transmit the first and second pressures to a controller 7. Further, each of the pressure sensors 3 10a-3 10f can be in signal communication with the controller 7 and transmit the detected pressure of the adhesive pumped from the pump assemblies 20a-20f to the controller 7.
- the controller 7 may be connected to the applicator 10 through a signal connection 8, which may comprise a wired and/or wireless connection.
- the controller 7 may include one or more processors, one or more memories, input/output components, and a human-machine interface (HMI) device 7a, and may comprise any device capable of including those components.
- the HMI interface 7a may include a touchscreen, mouse, keyboard, buttons, dials, etc.
- the input/output components may be configured to receive signals containing the first and second pressures from the first and second pressure sensors 302 and 304 via the signal connection 8.
- the controller 7, using the pressure information received from the first and second pressure sensors 302 and 304 and the pressure sensors 310a-310f, may actively direct the operation of the recirculation pump assembly 20g. Accordingly, the pump assembly 20g is operable independent of the other pump assemblies 20a-20f.
- the recirculation pump assembly 20g functions to pump adhesive from the recirculation channel 236 back to the supply channel 200.
- the controller 7 actively controls the flow rate at which the recirculation pump assembly 20g pumps the adhesive through the recirculation channel 236 by automatically adjusting the speed (RPM) of the drive motor.
- the controller 7 can direct the recirculation pump assembly 20g to pump the adhesive at a flow rate sufficient to control the pressure differential between the recirculation channel 236 and the pressure at which the pump assemblies 20a-20f pump the adhesive to the respective dispensing modules 16a-16f as detected by each of the respective pressure sensors 310a-310f.
- the recirculation pump assembly 20g can substantially equalize the second pressure of the adhesive flowing through the recirculation channel 236 with the pressure at which the pump assemblies 20a-20f pump the adhesive to the respective dispensing modules 16a-16f as detected by each of the respective pressure sensors 310a-310f. While the recirculation channel 236 itself reduces pressure differential between material recirculated from the dispensing modules 16a-16f and material entering the dispensing modules 16a-16f, the recirculation pump assembly 20g functions to actively control the differential between the pressure of adhesive flowing through the recirculation channel 236 and pressure of adhesive flowing to the dispensing modules 16a-16f, which can aid in increasing continuity in the volumetric output of the adhesive that is applied to a substrate via nozzles 21.
- controller 7 may be capable of autonomously controlling operation of the recirculation pump assembly 20g to equalize these pressures
- an operator of the applicator 10 may optionally be able to manually control operation of the recirculation pump assembly 20g through the user inputs received by the controller 7, or by running a program stored in the memory of the controller 7.
- the recirculation pump assembly 20g may be spaced from the manifold 12.
- the recirculation pump assembly 20g is connected to the manifold 12 via one or more hoses, allowing the pump assembly 20g to receive adhesive from and pump adhesive to the manifold 12.
- one hose may direct adhesive from the recirculation channel 236 to the recirculation pump assembly 20g
- a second hose may direct adhesive from the recirculation pump assembly 20g to the supply channel 200.
- the presence of the dedicated recirculation pump assembly 20g to actively regulate pressure of adhesive flowing through the recirculation channel 236 of the applicator 10 may simplify the overall construction of the applicator 10. For example, with the recirculation pump assembly 20g, a second hose that connects the recirculation channel 236 to the adhesive supply (not shown) is not required. Additionally, the applicator 10 becomes better adapted to accommodating different applications. As a client's requirements change, the recirculation pump assembly 20g adapts to likewise actively regulate the pressure within the applicator 10, such that the pressure differential between the recirculation channel 236 and the adhesive pumped to the dispensing modules 16a-16f remains minimal or nonexistent, regardless of application.
- the presence of the recirculation pump assembly 20g further aids in maintaining tighter tolerances in the flow rate of adhesive exiting the applicator 10 through nozzles 21.
- actively regulating the pressure of the adhesive in the recirculation channel 236 allows for a controllable and consistent flow rate of adhesive exiting the applicator 10, as opposed to the flow rate being simply a function of the pressure of adhesive in the recirculation channel 236 and adhesive pumped to the dispensing modules 16a-16f at any given time.
- This consistent flow rate helps reduce costs incurred during a dispensing operation, particularly in the substrates to which the adhesive is applied.
- FIG. 16 a schematic diagram of a dispensing system 1 for controlling the operation of the pump assemblies 20a-20g is depicted, where solid lines indicate adhesive flow and dashed lines indicate signal transmission.
- pump assemblies 20a, 20b, and 20g are shown in Figure 16 , the features and functionality described below related to pump assemblies 20a, 20b, and 20g are equally applicable to each of pump assemblies 20a-20g.
- Components that comprise the applicator 10 are schematically shown within the dashed line labeled with reference numeral 10. As depicted, adhesive is melted by the melter 3 and directed through a filter 13 to the supply channel 200 of the applicator 10, which is configured to provide the adhesive to each of the plurality of pump assemblies 20a-20f.
- the applicator 10 can include the first pressure sensor 302 that is configured to measure a pressure of the adhesive flowing through the supply channel 200 and send a signal to the controller 7 through the signal connection 8 that is representative of that pressure.
- the pressure sensor 302 can be a pressure transducer, though it is contemplated that any conventional type of pressure sensor that is suitable for measuring the pressure of a fluid can be utilized.
- Pressure transducers comprise devices that convert pressure into an analog electrical signal. Various types of pressure transducers can be utilized, such as a capacitive pressure transducer, digital output pressure transducer, voltage/current output pressure transducer, etc.
- each of the pump assemblies 20a-20f is configured to pump the adhesive to a respective one of the dispensing modules 16a-16f.
- each of the pump assemblies 20a-20f can pump the adhesive at a respective operating speed that can be the same or different than any of the other pump assemblies 20a-20f.
- the applicator 10 can include a plurality of pressure sensors 3 10a-3 10f configured to detect the pressure of the adhesive pumped to the respective dispensing modules 16a-16f and send signals to the controller 7 through the signal connection 8 that is representative of those pressures.
- the operating speed of any of the pump assemblies 20a-20f can be individually adjusted by the controller 7, which is in signal communication with each of the pump assemblies 20a-20f.
- the controller 7 can be configured to detect the current draw of each of the plurality of pump assemblies 20a-20f.
- the current draw from each of the pump assemblies 20a-20g may fluctuate throughout a dispensing process as the pump assemblies 20a-20g are forced to draw more or less current in order to maintain a particular operating speed. This fluctuation in current draw can be indicative to a user of a change within the applicator 10, such as changed viscosity in the material.
- each of the dispensing modules 16a-16f is configured to selectively dispense the material from the applicator 10.
- each of the dispensing modules 16a-16f includes a respective valve stem 260 that is configured to transition back and forth along a linear path, also referred to as a valve stroke, to control flow of adhesive from each of the plurality of dispensing modules 16a-16f.
- the dispensing modules 16a-16f can be affected by a change in the dispensing system 1, such as a clog or property change in the material flowing through the dispensing system 1.
- the length of time required for each valve stem 260 to travel through a complete stroke length may be affected.
- the applicator 10 can include a plurality of position sensors 314a-314f configured to measure an instantaneous position of a valve stem 260 of a corresponding one of the dispensing modules 16a-16f and send a signal to the controller 7 through the signal connection 8 that is representative of the instantaneous position.
- the positions sensors 314a-314f can be fiberoptic sensors configured to measure the change in intensity of light reflected from a component connected to the respective valve stems 260, though it is contemplated that any conventional type of position sensor that is suitable for measuring the instantaneous position of the valve stems 260 can be utilized.
- the applicator 10 can include a position sensor 314a-314f that corresponds to each of the dispensing modules 16a-16f.
- the position sensor 314a can be configured to measure the instantaneous position of the valve stem 260 of the dispensing module 16a
- the position sensor 314b can be configured to measure the instantaneous position of the valve stem 260 of the dispensing module 16b, etc.
- the valve stroke may fluctuate through a dispensing process as the fluid properties of the adhesive changes, clogs or dried material builds up within the applicator 10, etc.
- the applicator 10 can include a second pressure sensor 304 that is configured to measure a pressure of the adhesive flowing through the recirculation channel 236 and send a signal to the controller 7 through the signal connection 8 that is representative of that pressure.
- the second pressure sensor 304 can be a pressure transducer, though it is contemplated that any conventional type of pressure sensor that is suitable for measuring the pressure of a fluid can be utilized.
- the recirculation pump assembly 20g pumps the material through the recirculation channel 236 and otherwise control the flow of the adhesive through the recirculation channel 236.
- the controller 7 can be in signal communication with the recirculation pump assembly 20g through the signal connection 8 and be configured to detect the current draw of the recirculation pump assembly 20g.
- the current draw from the recirculation pump assembly 20g may fluctuate throughout a dispensing process as the recirculation pump assembly 20g is forced to draw more or less current in order to maintain a particular recirculation material flow rate. This fluctuation in current draw can be indicative to a user of a change within the applicator 10, such as changed viscosity in the material or a clog within the recirculation channel 236.
- the applicator 10 can also include pump sensors 311a-311f and a recirculation pump sensor 311g configured to detect other aspects of the pump assemblies 20a-20f and recirculation pump assembly 20g, respectively, other than the current draw in order to accurately monitor the flow of material.
- the pump sensors 311a-311f and recirculation pump sensor 311g can include sensors that measure motor torque and operating speed of the pump assemblies 20a-20f and recirculation pump assembly 20g or the pressure of the adhesive exiting the pump assemblies 20a-20f and recirculation pump assembly 20g, and likewise send a signal to the controller 7 that is representative of these various measurements.
- pump sensors 311a-311f and recirculation pump sensor 311g can be optical encoders or Hall effect sensors. Measurement of these factors can be performed by the pump sensors 311a-311f and recirculation pump sensor 311g on a continuous or intermittent basis, which may be selectable or altered by the operator.
- the applicator 10 can include a plurality of thermal elements 23 for heating the manifold 12 of the applicator 10, and likewise the material flowing through the applicator 10.
- the thermal elements 23 can be cartridge style, Kapton wire, cast-in, or induction coil heating elements, though any type of conventional heater is contemplated.
- the thermal elements 23 can function to maintain the material at an elevated temperature, which aids in maintaining the fluid properties of the material and thus allowing it to easily flow through the applicator.
- Many conventional applicators have a single thermal element, and thus only define a single zone of heating. However, the thermal elements 23 can create multiple heating zones throughout the applicator 10 so as to allow more localized and precise control over heating within specific parts of the applicator 10.
- the thermal elements 23 can be positioned at various locations throughout the applicator 10 such that the material is evenly heated as it flows through the applicator 10. Though only two thermal elements 23 are schematically shown, the applicator 10 can include one, three, four, or five or more thermal elements 23.
- the applicator 10 can also include plurality of heat sensors 318, where each of the heat sensors 318 corresponds to a respective one of the plurality of thermal elements 23.
- the heat sensors 318 can be in fluid communication with the material so as to detect a temperature of the material in the vicinity of the corresponding thermal element 23 and transmit a heat signal to the controller 7 that is representative of the temperature of the material.
- the heat sensors 318 can be nickel or platinum resistance temperature detectors or thermocouples, though any type of conventional heat sensor is contemplated.
- the controller 7 can utilize the measurements from the heat sensors 318 to determine a property of the material, such as the material's viscosity.
- the controller 7 can be configured to receive signals from the first and second pressure sensors 302, 304, the pressure sensors 310a-310f, the position sensors 314a-314f, and heat sensors 318 that correspond to various parameters of the adhesive and components within the applicator 10 in order to determine how to control the pump assemblies 20a-20f, recirculation pump assembly 20g, and thermal elements 23.
- the controller 7 can determine an adjustment to the operating speed of each of the plurality of pump assemblies 20a-20f individually based on their respective current draws, and subsequently direct each of the plurality of pump assemblies 20a-20f to individually adjust their operating speed.
- An increase or decrease in current draw can indicate to the operator that a change within the applicator 10, such as a change in properties of the adhesive, has occurred. As a result, the operator may find it desirable to increase or decrease the operating speed of any of the pump assemblies 20a-20f to maintain dispensing consistency.
- An adjustment to the operating speed of any of the pump assemblies 20a-20f can be automatically be made by the controller 7 upon detecting a deviation between an intended or preset current draw and the actual current draw detected by the controller 7.
- the controller 7 can be configured to direct each of the plurality of pump assemblies 20a-20f to individually adjust their operating speeds when their respective current draws are outside a predetermined range.
- this range can be about plus or minus 0.1-10 Amps, though a typical value can be about 0.25 Amps. This range therefore defines an acceptable range within which the current draw may vary.
- Such a range can be preselected by the operator or automatically determined by the controller 7 based upon factors such as the material to be dispensed, the dispensing operation to be performed, the substrate onto which the material will be dispensed, etc.
- the HMI device 7a can be configured to receive a user input that allows an operator to manually select the predetermined range. The operator may also be able to freely adjust the range at any time throughout a dispensing process.
- the HMI device 7a can also be configured to produce an alert when the current draw of at least one of the plurality of pump assemblies 20a-20f is outside the predetermined range.
- the alert can notify the operator of the issue within the applicator 10 and inform the operator that human intervention may be required in order to rectify the issue.
- the controller 7 can be configured to direct each of the plurality of pump assemblies 20a-20f to individually adjust their operating speeds when their respective current draws are outside a predetermined range
- the controller 7 can also be configured to direct each of the plurality of pump assemblies 20a-20f to maintain their operating speeds when their respective current draws are within a predetermined range. This allows the pump assemblies 20a-20f to continue operating despite small variations in current draw that may be indicative of issues inconsequential enough to not appreciably affect the quality or consistency of the dispensed material.
- the recirculation pump assembly 20g can be similarly operated.
- the controller 7 is configured to determine an adjustment to the operating speed of the recirculation pump assembly 20g based on the current draw from the recirculation pump assembly 20g as detected by the controller 7.
- An adjustment to the operating speed of the recirculation pump assembly 20g can be automatically made by the controller 7 upon detecting a deviation between an intended or preset current draw and the actual current draw measured by the controller 7, or when the measured current draw is outside a predetermined operating range.
- the controller 7 can be configured to direct the recirculation pump assembly 20g to maintain its operating speed when its current draw is within the predetermined range.
- the controller 7 can also take into consideration various other measurements when making these determinations. For instance, the controller 7 can be configured to determine the adjustment to the operating speed of each of the plurality of pump assemblies 20a-20f and recirculation pump assembly 20g individually based on the pressure of the adhesive flowing through the supply channel 200, as measured by the first pressure sensor 302. Additionally, the controller 7 can be configured to determine the adjustment to the operating speed of each of the plurality of pump assemblies 20a-20f and recirculation pump assembly 20g individually based on the pressure of the adhesive flowing through the recirculation channel 236, as measured by the second pressure sensor 304.
- controller 7 can be configured to determine the adjustment to the operating speed of each of the plurality of pump assemblies 20a-20f and recirculation pump assembly 20g individually based on the pressure of the adhesive being pumped to the dispensing modules 16a-16f, as measured by the pressure sensors 310a-310f.
- the controller 7 can also process the measurements made by the various sensors and, through process of elimination and comparison to predetermined values, identify a specific defect that exists within the applicator 10. For example, based on measurements performed by the pressure sensors 302, 304, the pressure sensors 310a-310f, the position sensors 314a-314f, and the heat sensors 318, the controller 7 can identify specific problems occurring within the applicator 10. When a particular issue has been identified by the controller 7, the controller 7 can automatically perform adjustments to address the issue, as well as produce an alert via the HMI device 7a that indicates the problem to the operator and allows the operator to manually take corrective action.
- the alert can be a noise, vibration, light output, text notification, etc.
- the controller 7 can recognize the cause of these factors as an increase in viscosity of the adhesive.
- the speed of the pump assemblies 20a-20f is above a predetermined setpoint, the current draw of the pump assemblies 20a-20f decreases, the pressure detected by the pressure sensors 310a-310f decreases, and the temperature sensed by any of the heat sensors 318 is above a setpoint, the controller 7 can recognize the cause of these factors as a decrease in viscosity of the adhesive.
- the controller 7 can recognize the cause of these factors as a clog in at least one of the nozzles 21.
- pressure detected by the pressure sensors 310a-310f increases and the temperature sensed by any of the heat sensors 318 is below a setpoint
- the controller 7 can recognize the cause of these factors as a failure of one or more of the thermal elements 23.
- the controller 7 can recognize the cause of these factors as a control failure in the pump assemblies 20a-20f.
- the controller 7 can recognize the cause of these factors as a failure in the control of the pump assemblies 20a-20f.
- the controller 7 can recognize the cause of these factors as a failure in the control of the thermal elements 23.
- the controller 7 can recognize the cause of these factors as an increase in the interval duration that a solenoid (not labeled) is actuating the valve stem 260.
- the controller 7 can recognize the cause of these factors as a decrease in the interval duration that the solenoid is actuating the valve stem 260 or a failure of one of the valve stems 260.
- the controller 7 can recognize the cause of these factors as the wearing out of a component of the dispensing modules 16a-16f. Though multiple problems that can occur within the applicator 10 and potential causes of these problems are described above, this listing is not intended to be exhaustive in both the type of problems the controller 7 can recognize and the potential causes of these problems.
- Method 400 includes step 402, in which the adhesive is melted by the melter 3.
- the operator can manually input one or more predetermined acceptable ranges for the current draws of the pump assemblies 20a-20f and/or the recirculation pump assembly 20g in step 406.
- the acceptable range can be determined by the controller 7 based on the adhesive to be dispensed, the particular dispensing operation to be performed, etc.
- the melter 3 can provide the melted adhesive to the applicator 10, such as through the hose 5.
- step 414 the adhesive is directed through the supply channel 200 to the pump assemblies 20a-20f. While the adhesive is being directed through the supply channel 200, in step 418 the first pressure sensor 302 can measure the pressure of the adhesive flowing through the supply channel 200 and send a signal to the controller 7 that is representative of this measured pressure.
- the adhesive is pumped to the dispensing modules 16a-16f via the pump assemblies 20a-20f, respectively in step 422.
- the pressure sensors 310a-310f can measure the pressure of the adhesive pumped by the pump assemblies 20a-20f to the dispensing modules 16a-16f.
- the pressure of the material flowing to the dispensing modules 16a-16f can be utilized by the controller 7 to determine the adjustment to the operating speed of each of the plurality of pump assemblies 20a-20f and the recirculation pump assembly 20g.
- the dispensing modules 16a-16f are configured to selectively dispense the adhesive onto a substrate through reciprocation of the respective valve stems 260 of the dispensing modules 16a-16f.
- the adhesive is pumped from the plurality of dispensing modules 16a-16f through a recirculation channel 236 and back to the supply channel 200 via the recirculation pump assembly 20g in step 426, which allows this adhesive to be recycled back through the applicator 10 and again supplied to the pump assemblies 20a-20f.
- the second pressure sensor 304 can measure the pressure of the adhesive flowing through the recirculation channel 236 and send a signal to the controller 7 that is representative of this measured pressure.
- the pressure of the material flowing through the recirculation channel 236 as measured by the pressure sensor 304 can be utilized by the controller 7 to determine the adjustment to the operating speed of each of the plurality of pump assemblies 20a-20f and the recirculation pump assembly 20g individually.
- step 434 the controller 37 can measure the current draw from each of the pump assemblies 20a-20f.
- the current draw of any of the pump assemblies 20a-20f can fluctuate over time in response to changed conditions within the applicator 10 in order to maintain a consistent, set operating speed of each of the pump assemblies 20a-20f.
- the pump sensors 311a-311f can measure other parameters related to the pump assemblies 20a-20f, such as motor torque, operating speed, and pump pressure of each of the plurality of pump assemblies 20a-20f.
- step 442 the controller 7 can determine an adjustment to an operating speed of each of the pump assemblies 20a-20f based on their respective current draws. This adjustment can be determined individually by the controller for each of the pump assemblies 20a-20f, and in addition to the current draw, can be based each of their unique measured motor torques, operating speeds, pump pressures, etc.
- step 442 can include determining an adjustment to the operating speed of the pump assemblies 20a-20f only when the current draw of any of the pump assemblies 20a-20f are outside a predetermined range. As stated above, this range can be about plus or minus 0.1-10 Amps, though other ranges are contemplated.
- step 442 can included maintaining the operating speed of each of the plurality of pump assemblies 20a-20f when their respective current draws are within the predetermined range.
- step 446 the controller 7 can direct the pump assemblies 20a-20f to adjust their respective operating speeds individually in accordance with the determined adjustment.
- the operating speeds of any number of the pump assemblies 20a-20f can be adjusted or maintained, depending on the measurements made by the first and second sensors 302, 304 and pressure sensors 3 10a-3 10f, as well as the determinations made by the controller 7.
- an alert can be produced in step 450 when the current draw of one of the plurality of pump assemblies 20a-20f is outside the predetermined range.
- the alert can be produced by the HMI device 7a and take the form of a noise, vibration, light output, text notification, or any other type of conventional alert capable of notifying the operator that the current draw of one of the plurality of pump assemblies 20a-20f is outside the predetermined range.
- the controller 7 can determine the current draw from the recirculation pump assembly 20g and simultaneously transmit a signal to the controller 7 that is indicative of the current draw of the recirculation pump assembly 20g.
- the current draw of any of the recirculation pump assembly 20g can fluctuate over time in order to maintain a consistent, set operating speed of the recirculation pump assembly 20g in response to changed conditions within the applicator 10.
- the pump sensor 311g can measure other parameters related to the recirculation pump assembly 20g, such as motor torque, operating speed, and pump pressure of the recirculation pump assembly 20g.
- step 462 the controller 7 can determine an adjustment to an operating speed of the recirculation pump assembly 20g based on its current draw. In addition to the current draw, this adjustment can be based on the motor torque, operating speed, pump pressures, etc. This adjustment can also be based on the pressures measured by the pressure sensors 310a-310f. In one embodiment, step 462 can include determining an adjustment to the operating speed of the recirculation pump assembly 20g only when the current draw of the recirculation pump assembly 20g is outside a predetermined range. As stated above, this range can be about plus or minus 0.1-10 Amps, though other ranges are contemplated.
- step 462 can include maintaining the operating speed of the recirculation pump assembly 20g when its current draw is within the predetermined range.
- the controller 7 can direct the recirculation pump assembly 20g to adjust its operating speed in accordance with the determined adjustment.
- the heat sensors 318 positioned within the vicinity of the thermal elements 23 can be configured to measure the temperature of the adhesive at different locations throughout the applicator 10 and transmit a heat signal to the controller 7 that is representative of the temperature of the adhesive.
- This measuring step can be performed at any time with respect to previously described steps 402-466, such that it can be performed simultaneously with the steps where the controller 7 determines adjustments to the operating speeds of the pump assemblies 20a-20f and the recirculation pump assembly 20g.
- the controller 7 can determine a property of the adhesive based on the temperature of the adhesive as detected by the heat sensors 318.
- this property can be a viscosity of the adhesive, and can be determined by the controller 7 based upon the temperature measured by the heat sensors 318 and compared to known material properties of the adhesive, though other properties are contemplated.
- the heat sensed in step 470 by the heat sensor 318 can also be utilized by the controller 7 in determining an adjustment to the operating speed of the pump assemblies 20a-20f and/or the recirculation pump assembly 20g.
- the position sensors 314a-314f are configured to measure an instantaneous position of a valve stem 260 of a corresponding one of the dispensing modules 16a-16f and send a signal to the controller 7 through the signal connection 8 that is representative of the instantaneous position.
- this measuring step can be performed at any time with respect to previously described steps 402-466, such that it can be performed simultaneously with the steps where the controller 7 determines adjustments to the operating speeds of the pump assemblies 20a-20f and the recirculation pump assembly 20g.
- the controller 7 can determine whether a defect exists in the dispensing system.
- Such a defect can include a clog within the material flow path, component failure, etc., and can affect the positioning of the valve stems 260 by causing the time required for the valve stems 260 to complete a full stroke length to increase.
- the measurements measured by the first and second sensors 302, 304, pressure sensors 310a-310f, pump sensors 311a-311f, recirculation pump sensor 310g, and heat sensors 318 can also be utilized in making this determination.
- the instantaneous position measured by the position sensors 314a-314f can also be utilized in the determination of the adjustment to the operating speed of the pump assemblies 20a-20f and/or the recirculation pump assembly 20g.
- aspects of the flow of adhesive to an individual dispensing module 16a-16f can be adjusted without altering the operation of other portions of the dispensing system 1.
- the addition of the first and second sensors 302, 304, the pressure sensors 310a-310f, the position sensors 314a-314f, and the heat sensors 318 allow the flow of adhesive within the applicator 10 to be monitored with a higher level of precision and a higher resolution, while simultaneously allowing changes or issues within the applicator 10 to be reacted to quicker.
- controller 7 to receive and utilize the entirety of the measurements taken by the above-described sensors allows the controller 7 to react faster than prior systems when a change within the applicator 10 must be made and adjust operation of any combination of the pump assemblies 20a-20f and/or recirculation pump assembly 20g, which can save on wasted adhesive and result in less unsalable finished product.
- FIG. 19 illustrates an applicator 510.
- the hybrid applicator 510 is configured for both metered output and pressure fed output.
- the applicator 510 is similar to the applicator 10 described above.
- the hybrid applicator 510 includes dispensing module(s) 516 and a unitary or segmented manifold 512.
- the hybrid applicator 510 includes at least one pump assembly 420 (or pump assembly 120) and at least one pressure feed block 520, each of which is coupled to the manifold 512.
- reference number 420 can be used interchangeably with the reference number 520a-520c unless noted otherwise.
- the applicator 10 includes three pump assemblies 520a, 520b and 520c, as well as four pressure feed blocks 522a, 522b, 522c and 522d.
- the applicator 510 can include any number of pump assemblies 420 and pressure feed blocks 520. Any of the pump assemblies 520a-520c can be configured to operate as the recirculation pump assembly, as described in relation to pump assembly 20g above.
- the pump assembly 420 is substantially the same as pump assembly 20 (or pump assembly 120), as described above.
- the pump assembly 420 receives adhesive from flow channels in the manifold 512, which are ported to the input 519c.
- Pressure feed blocks 522a and 522c include inlets and outlets that receive adhesive from the manifold supplied through the input 519c.
- the pressure feed blocks 522b and 522d are supplied adhesive through inputs 519a and 519b, which receive adhesive from an adhesive supply (not shown).
- a pump (not shown) near the adhesive supply may be used to feed the adhesive through hoses to inputs 519a and 519b, which are coupled to the pressure feed blocks 522b and 522d, respectively.
- the hybrid applicator 510 has multiple input fittings 519a-519c, some which are associated with a pressure feed block(s), that can be used to supply different types of adhesive to the applicator 510.
- a pump assembly 420 with a pressure feed block 520 increases process flexibility of the applicator 510.
- the pump assembly 420 permits precise metering of adhesive streams from the dispensing module 516, while other adhesive streams are associated with the less precise pressure feed blocks 520.
- the hybrid applicator 510 can be metered, pressure-fed, and multi-zone pressure-fed, all within a single manifold as needed.
Description
- This application claims priority to
U.S. Patent Application No. 16/378,186 filed April 8, 2019 - The present invention relates to an applicator for dispensing an adhesive onto a substrate and components for controlling the pump assemblies of the applicator.
- Typical applicators for dispensing adhesive may include a plurality of dispensing modules for dispensing the adhesive onto a substrate. Such applicators also typically include a single drive that powers a single pump assembly or a plurality of pump assemblies that pump the material through the applicator. In
US 2018/0065133 A1 "an adhesive dispensing system for applying liquid adhesive to a substrate using different nozzles with the same manifold" is disclosed.US 2018/0065142 A1 discloses "a remote metering station for pumping a flow of adhesive to a dispensing module".US 2017 /0097019 A1 discloses "a pump having a fluid driver disposed within the interior volume of the pump and a method of delivering fluid from an inlet of the pump to an outlet of the pump using the fluid driver". During operation, the applicator may be monitored in order to detect any changes in the flow of adhesive through the applicator, such that an operator of the applicator can respond accordingly. These changes may result from problems occurring within the applicator, such as clogs, worn parts, etc. Additionally, these changes may result from inconsistencies in the physical qualities of the adhesive being provided to the applicator, as it is not uncommon for a supplierto provide a solid material having physical characteristics that are slightly inconsistent within batches or between separate batches. However, given that a single drive may be pumping the adhesive to each of the plurality of dispensing modules, it may take a substantial amount of time after an adhesive flow change occurs within the applicator for the system to detect the change and for an appropriate response to be enacted. This can result in dispensing inconsistencies and inaccuracies, which can create a high amount of wasted products. - Therefore, there is a need for an applicator for dispensing adhesive that monitors the flow of adhesive within the applicator and allows for adjustments to the operation of the pump assemblies of the applicator to be made quickly after a change within the applicator occurs.
- An embodiment of the present disclosure is a dispensing system for dispensing adhesive. The dispensing system includes an applicator comprising a manifold, a plurality of dispensing modules coupled to said manifold, and a plurality of pump assemblies, where each of the plurality of pump assemblies is configured to pump the adhesive to a respective one of the plurality of dispensing modules at a respective operating speed. The dispensing system also includes a controller in signal communication with the applicator, where the controller is configured to a) measure current draw from each of the plurality of pump assemblies, b) determine an adjustment to the operating speed of each of the plurality of pump assemblies individually based on their respective current draws, and c) direct each of the plurality of pump assemblies to individually adjust their operating speed.
- Another embodiment of the present disclosure is a method of controlling dispensing of adhesive from an applicator. The method includes pumping adhesive from a plurality of pump assemblies to a plurality of dispensing modules and measuring current draw from each of the plurality of pump assemblies. The method also includes determining an adjustment to an operating speed of each of the plurality of pump assemblies individually based on their respective current draws and adjusting the operating speed of each of the plurality of pump assemblies individually.
- The foregoing summary, as well as the following detailed description, will be better understood when read in conjunction with the appended drawings. The drawings show illustrative embodiments of the invention. It should be understood, however, that the application is not limited to the precise arrangements and instrumentalities shown.
-
Figure 1 is a front perspective view of a dispensing system according to an embodiment of the present invention; -
Figure 2 is a top view of an applicator of the dispensing system shown inFigure 1 ; -
Figure 3 is a rear view of the applicator shown inFigure 1 ; -
Figure 4 is a side view of the applicator shown inFigure 1 ; -
Figure 5 is a rear perspective view of the applicator shown inFigure 1 , with a recirculation pump assembly removed from the applicator; -
Figure 6 is a bottom perspective view of a pump assembly used in the applicator shown inFigure 1 ; -
Figure 7 is a top perspective view of the pump assembly shown inFigure 6 ; -
Figure 8 is an exploded view of the pump assembly shown inFigure 6 ; -
Figure 9 is a sectional view of the pump assembly shown inFigure 6 ; -
Figure 10 is a perspective view of a gear assembly used in the pump assembly shown inFigures 6-9 ; -
Figure 11 is a perspective view of an alternative pump assembly that can be used in the applicator shown inFigure 1 ; -
Figure 12 is an exploded view of the pump assembly shown inFigure 11 ; -
Figure 13 is a perspective view of the applicator shown inFigure 1 , in horizontal cross-section. -
Figure 14 is an enhanced view of the encircled region shown inFigure 13 ; -
Figure 15 is a schematic diagram illustrating a method of adhesive recirculation according to an embodiment of the present disclosure; -
Figure 16 is a schematic diagram of the dispensing system shown inFigure 1 with related sensing components according to an embodiment of the present disclosure; -
Figure 17 is a process flow diagram of a method for controlling the dispensing of adhesive from the applicator the and related sensing components shown inFigure 16 ; -
Figure 18 is a process flow diagram of a continuation of the method for controlling the dispensing of adhesive from the applicator and the related sensing components shown inFigure 17 ; and -
Figure 19 is a rear perspective view of an applicator according to another embodiment of the present invention. - Described herein is a
dispensing system 1 including anapplicator 10 that includesdispensing modules 16a-16f,pump assemblies 20a-20g, and acontroller 7 for controlling thepump assemblies 20a-20g. Certain terminology is used to describe thedispensing system 1 in the following description for convenience only and is not limiting. The words "right," "left," "lower," and "upper" designate directions in the drawings to which reference is made. The words "inner" and "outer" refer to directions toward and away from, respectively, the geometric center of the description to describe thedispensing system 1 and related parts thereof. The words "forward" and "rearward" refer to directions in alongitudinal direction 2 and a direction opposite thelongitudinal direction 2 along the dispensingsystem 1 and related parts thereof. The terminology includes the above-listed words, derivatives thereof, and words of similar import. - Unless otherwise specified herein, the terms "longitudinal," "transverse," and "lateral" are used to describe the orthogonal directional components of various components of the
dispensing system 1, as designated by thelongitudinal direction 2,lateral direction 4, andtransverse direction 6. It should be appreciated that while the longitudinal andlateral directions transverse direction 6 is illustrated as extending along a vertical plane, the planes that encompass the various directions may differ during use. - Embodiments of the present invention include a
dispensing system 1 that includes anapplicator 10 for dispensing adhesive onto a substrate during product manufacturing. Referring toFigures 1-5 , theapplicator 10 includes amanifold 12. Theapplicator 10 has atop surface 32, abottom surface 30 opposite thetop surface 32 along thetransverse direction 6, afirst side surface 34a, asecond side surface 34b opposite thefirst side surface 34a along thelateral direction 4, afront surface 36, and aback surface 38 opposite thefront surface 36 along thelongitudinal direction 2. The first andsecond side surfaces front surface 36 to theback surface 38, as well as from thebottom surface 30 to thetop surface 32. Themanifold 12 is defined by afirst end plate 24, asecond end plate 26, and at least onemanifold segment 22 disposed between the first andsecond end plates second end plates lateral direction 4. The first andsecond end plates manifold segments 22 may be releasably connected such thatmanifold segments 22 may be added or taken away from theapplicator 10 as operating conditions require. As a result, even thoughFigures 1-5 showapplicator 10 as including threemanifold segments 22a-22c,applicator 10 can include more orless manifold segments 22 may as desired. However, in another embodiment, themanifold 12 may be a unitary manifold. - Referring to
Figures 2-4 , thefirst side surface 34a of themanifold 12 lies within a first plane P1, while thesecond side surface 34b lies within a second plane P2. The second plane P2 may be parallel to the first plane P1. However, the first and second planes P1 and P2 may not be parallel if the first and second side surfaces 34a and 34b are angled with respect to each other. Theapplicator 10 defines a horizontal plane X, such that the lateral andlongitudinal directions pump assembly 20 may define a drive shaft axis A that lies within a plane Y. The interrelationship of these planes and axes will be described further below. - The
applicator 10 includes aninput connector 14, through which adhesive is pumped into themanifold 12. The adhesive can be pumped through ahose 5 from amelter 3 to theinput connector 14, where themelter 3 can be configured to receive the adhesive in a solid form and melt the adhesive before providing the adhesive to theapplicator 10. Theapplicator 10 may include a filter 13 (shown inFigure 16 ) that filters any remaining solid components from the adhesive after it enters theapplicator 10. The manifold 12 may further include apressure release valve 17 that allows a user to attenuate pressure created by adhesive within the manifold, and adispensing module 16 for applying the adhesive to a substrate. When thepressure release valve 17 is opened, adhesive may drain from the manifold through a drain (not shown). Theapplicator 10 also includes apump assembly 20 removably mounted to themanifold 12. Thepump assembly 20 pumps adhesive flowing from an interior channel of the manifold 12 to thedispensing module 16, which then dispenses adhesive out of the applicator through anozzle 21. Theapplicator 10 may includethermal elements 23 that are configured to elevate the temperature of the manifold 12, which, in turn, elevates the temperature of thepump 40 in eachpump assembly 20. ThoughFigures 1-5 depict theapplicator 10 as including fivethermal elements 23a-23e, any number ofthermal elements 23 can be included as required. - In various embodiments, the
applicator 10 includes multiple sets ofpump assemblies 20, dispensingmodules 16, andnozzles 21. As illustrated inFigures 1-5 , for example, theapplicator 10 is depicted as including sevenpump assemblies Figures 1-5 illustrate sevenpump assemblies 20a-20g, theapplicator 10 can include any number ofpump assemblies 20 as desired. For example, theapplicator 10 can include two pump assemblies, three pump assemblies, or more than three pump assemblies. Thepump assemblies 20a-20g may be arranged in a side-by-side configuration to increase the processing width of theapplicator 10. For clarity, asingle pump assembly 20 is described below. However,reference number 20 can be used interchangeably withreference numbers 20a-20g. Though thepump assemblies 20a-20g are depicted as being similarly sized, each of theindividual pump assemblies 20 included in theapplicator 10 can be individually sized as desired to suit a particular purpose. For example, therecirculation pump assembly 20g, which will be described further below, may be larger than theother pump assemblies 20a-20f. - Additionally, the
applicator 10 is depicted as including sixdispensing modules Figures 1-3 illustrate six dispensingmodules 16a-16f, the applicator can include any number of dispensingmodules 16 as desired. For example, theapplicator 10 can include one dispensing module, two dispensing modules, or more than two dispensing modules. Similarly, asingle dispensing module 16 is described below. However, thereference number 16 can be used interchangeably withreference numbers 16a-16f. Theapplicator 10 is also depicted as including sixnozzles nozzles 21a-21f may receive an adhesive feed from acorresponding dispensing module 16, or a combination of several of the dispensingmodules 16a-16f. The configuration of thenozzles 21a-21f can be changed by a user as operation conditions require, which can include addingadditional nozzles 21 or removing any of thenozzles 21a-21f that are already coupled to theapplicator 10. Additionally, thenozzles 21a-21f can be differently types chosen to suit particular dispensing applications. For example, as shown inFigure 3 ,nozzles nozzles - Continuing with
Figures 1-5 , each ofpump assemblies 20a-20f may be associated with a corresponding one of the dispensingmodules 16a-16f. In operation, each ofpump assemblies 20a-20f may pump fluid that is supplied by the manifold 12 to the corresponding one of the dispensingmodules 16a-16f, such that the dispensingmodules 16a-16f apply the adhesive to a given substrate throughnozzles 21a-21d. However, each dispensingmodule 16 may not correspond to asingle pump assembly 20, such thatmultiple pump assemblies 20 pump adhesive to asingle dispensing module 16. Additionally, each of thepump assemblies 20 and each of the dispensingmodules 16 may be coupled to and associated with arespective manifold segment 22. However, two ormore pump assemblies 20 and/or two ormore dispensing modules 16 may be coupled to asingle manifold segment 22. - The
pump assembly 20g, however, is not associated with aparticular dispensing module 16, but is designated as the recirculation pump assembly. The function of therecirculation pump assembly 20g may include pumping the adhesive through arecirculation channel 236, as will be described below. As such, theinlet 52 of thepump assembly 20g is in fluid communication with therecirculation channel 236, and the outlet of thepump assembly 20g is in fluid communication with thesupply channel 200. Though thepump assembly 20g is shown as thepump assembly 20 positioned closest to thesecond side surface 34b, therecirculation pump assembly 20g may be positioned anywhere along the series ofpump assemblies 20a-20g. For example, therecirculation pump assembly 20g may be positioned as the pump assembly closest to thefirst side surface 34a, or at a location in the middle of thepump assemblies 20a-20g. When thepump assembly 20g is positioned as the closest pump to the first orsecond side surface applicator 10, the particular one of the first orsecond end plates pump assembly 20g abuts may be configured to receive a portion of thepump assembly 20g. For example, as shown inFigure 5 , thesecond end plate 26 includes arecess 25 that is sized to receive ahousing assembly 42 of thepump assembly 20g. When thepump assembly 20g is disposed in therecess 25, thepump assembly 20g may be substantially in line with theother pump assemblies 20a-20f along the longitudinal andtransverse directions - Additionally, though in this
embodiment pump assembly 20g is configured to be the sole recirculation pump assembly for theapplicator 10, it is contemplated that in other embodiments theapplicator 10 can include multiple recirculation pump assemblies (not shown), each of which can be similarly configured aspump assembly 20g. For example, each dispensingmodule 16 can correspond to a unique recirculation pump assembly. Alternatively, theapplicator 10 can include multiple recirculation pump assemblies that collectively pump adhesive through a single recirculation channel. In another embodiment with multiple recirculation pump assemblies, each recirculation pump assembly can pump adhesive through separate respective recirculation channels. Further, in other embodiments theapplicator 10 can include a pump assembly that includes the functionality of both pumping adhesive to adispensing module 16, as well as pumping adhesive through the recirculation channel. Such a pump assembly may be configured as a single dual-gear stack pump, where one gear stack functions to pump adhesive to adispensing module 16, while the other functions to pump adhesive through the recirculation channel. Each gear stack can contain one driving gear and one driven gear, and each gear stack can be contained within a common pump body. Alternatively, each gear stack can be contained within separate respective pump bodies. Further, each gear stack can be driven by a common motor, or alternatively be independently driven by separate respective motors. - Referring to
Figures 6-10 , eachpump assembly 20a-20g includes apump 40 and a dedicateddrive motor unit 60 that powers thepump 40. Because each pump 40 has a dedicateddrive motor unit 60, eachpump assembly 20 can be independently controlled by the operator and/or a control system (not shown). Thepump assembly 20 also includes athermal isolation region 70 positioned between thepump 40 and thedrive motor unit 60.Thermal elements 23 may be used to elevate the temperature of the manifold 12, which, in turn, elevates the temperature of thepump 40 in eachpump assembly 20. Thethermal isolation region 70 minimizes thermal transfer from thepump 40 to thedrive motor unit 60, thereby minimizing the effect of temperature on the electronic components in thedrive motor unit 60. Exposing the electronic components in thedrive motor unit 60 to a sufficiently elevated temperature may damage the electronic components, which may render thedrive motor unit 60 inoperable. - The
drive motor unit 60 includes amotor 62, anoutput drive shaft 66, and one or more connectors (not shown) that are coupled to a power source (not shown). Thedrive motor unit 60 is coupled to agear assembly 67, which may include any type of gears as desired that transfer rotational motion from anoutput drive shaft 66 of the motor to the input drive shaft (not shown) of the pump to attain the desired rotational speed. In one embodiment, thegear assembly 67 includes a planetary gear train. Theoutput drive shaft 66 has a drive axis A about which theoutput drive shaft 66 rotates. - Referring back to
Figures 3 and4 , thepump assembly 20 may be mounted to the manifold 12 in a number of different configurations. In one embodiment, thepump assembly 20 is mounted to the manifold 12 so that thebottom surface 41 of thepump 40, which includes aninlet 52 and anoutlet 54, faces the manifold 12 at a location that is spaced apart from and located between the first and second side surfaces 34a and 34b. In this configuration, the drive motor axis A does not intersect either thefirst side surface 34a or thesecond side surface 34b of theapplicator 10. Rather, thepump assembly 20 is positioned on the manifold 12 such that the drive motor axis A of thedrive motor unit 60 may lie in a plane Y that is parallel to the first plane P1, in which thefirst side surface 34a lies, as described above. The plane Y may also be parallel to the second plane P2, in which thesecond side surface 34b lies. Eachpump assembly 20a-20g has a respective axis A that lies within a respective plane that may be parallel to the first plane P1 and/or the second plane P2. Further, when mounted to the manifold 12, thepump assemblies 20a-20f can be positioned such that theinlets 52 of each of thepump assemblies 20a-20f are positioned above theoutlets 54 along thetransverse direction 6. However, therecirculation pump assembly 20g can be mounted to the manifold 12 such that theoutlet 54 is positioned above theinlet 52 along thetransverse direction 6. - Continuing with
Figures 3 and4 , thepump assembly 20 is positioned on the manifold 12 such that the drive motor axis A is oriented in any particular direction within plane Y. For example, thepump assembly 20 can be positioned on the manifold 12 such that the drive motor axis A lies within plane Y and is angularly offset with respect to plane X. For instance, thepump assembly 20 can be positioned on the manifold 12 such that the drive motor axis A defines an angle θ with plane X. The angle θ can be any angle as desired. In one embodiment, the angle θ is an acute angle. Alternatively, the angle θ can be an obtuse angle, an angle greater than 180 degrees, or substantially 90 degrees. - Referring to
Figures 6-10 , thepump 40 includes ahousing assembly 42 and agear assembly 50 contained within thehousing assembly 42. Alternatively, more than onegear assembly 50 may be contained within thehousing assembly 42. Thehousing assembly 42 further includes aninlet 52 that is configured to receive adhesive from themanifold segment 22, as well as anoutlet 54 for discharging adhesive back into themanifold segment 22. In accordance with the embodiment illustrated inFigures 6-10 , theinlet 52 and theoutlet 54 of thepump 40 are defined by abottom surface 41 of thepump 40 and are oriented in a direction that is parallel to the drive motor axis A of thedrive motor unit 60. - The
housing assembly 42 comprises anupper plate 44a, alower plate 44b, and acentral block 46. The upper andlower plates drive motor unit 60. Thelower plate 44b defines abottom surface 41, through which the drive axis A may extend. Theupper plate 44a, thecentral block 46, and thelower plate 44b are coupled together withbolts 48. Theupper plate 44a has a plurality ofbores 49a that are configured to receive thebolts 48, thecentral block 46 has a plurality ofbores 49b that are configured to receive thebolts 48, and thelower plate 44b has a plurality of bores 49c that are configured to receive thebolts 48. Thebolts 48, bores 49a, bores 49b, and bores 49c may be threaded, such that thebores 49a-c are capable of threadedly receiving thebolts 48. - The
central block 46 has aninternal chamber 56 that is sized to generally conform to the profile of thegear assembly 50. In one embodiment, thegear assembly 50 includes a drivengear 55a and anidler gear 55b, which are known to a person of ordinary skill in the art. The drivengear 55a is coupled to theoutput drive shaft 66 of thedrive motor unit 60 such that rotation of theoutput drive shaft 66 rotates the drivengear 55a, which, in turn, rotates theidler gear 55b. The drivengear 55a rotates about a first axis Ai, while theidler gear 55b rotates about a second axis A2. InFigure 10 , the first axis A1 is illustrated as coaxial with the drive motor axis A. However, it is also contemplated that the first axis A1 may be offset from the drive motor axis A. Thegear assembly 50 may include an elongate gear shaft (not shown) that is coupled to an end of theoutput drive shaft 66 via a coupling (not shown). The gear shaft extends into the drivengear 55a, and is keyed to actuate the drivengear 55a. A seal member (not shown), such as a coating and/or an encasement, can be placed around the elongate gear shaft to facilitate sealing of thegear assembly 50 andinternal chamber 56. - In use, rotation of the driven
gear 55a and theidler gear 55b drives adhesive in thepump 40 from afirst section 58a of theinternal chamber 56 to asecond section 58b of theinternal chamber 56. The adhesive is then routed from thesecond section 58b of theinternal chamber 56 to theoutlet 54. In accordance with the illustrated embodiment, the drivengear 55a has a diameter Di and a length Li, where the length Li may be greater than the diameter Di. Likewise, theidler gear 55b has a diameter D2 and a length L2, where the length L2 may be greater than the diameter D2. While agear assembly 50 with two gears is shown, the pump can have a gear assembly that has any number of gear configurations to produce the desired flow rate of adhesive through thepump 40. In these configurations, thecentral block 46 can be segmented to support gear stacking. In one embodiment, a plurality of gear assemblies (not shown) can be stacked along the pump input shaft. In this embodiment, the gear assemblies can have different outputs that are combined into a single output stream. In another embodiment, the gear assemblies have different outputs that can be kept separate to provide multiple outputs through additional porting in thelower plate 44b and the manifold 12. - Continuing with
Figures 6-10 , thethermal isolation region 70 is defined by athermal isolation plate 72 and agap 74 that extends from thethermal isolation plate 72 to thehousing assembly 42. Thepump assembly 20 includesbolts 75 that couple thethermal isolation plate 72 to the top of thehousing assembly 42 so that thegap 74 is formed between thehousing assembly 42 and thethermal isolation plate 72. Thethermal isolation plate 72 can include a plurality ofspacers 76 that are disposed around thebolts 75 and are positioned between a surface of thethermal isolation plate 72 and theupper plate 44a of thehousing assembly 42. Thespacers 76 may be monolithic with thethermal isolation plate 72, or may be separable from thethermal isolation plate 72 such that thegap 74 may be adjustable. Thespacers 76 may extend inward from theupper plate 44a to ensure theoutput drive shaft 66 and the drivengear 55a are aligned. Thethermal isolation plate 72 functions to inhibit the transfer of heat from thepump 40 to thedrive motor unit 60. To do this, thethermal isolation plate 72 and thespacers 76 are made of a material that has a lower thermal conductivity than the adhesives that form the components of thehousing assembly 42 and anouter casing 61 of thedrive motor unit 60. Furthermore, thespacers 76 separate thethermal isolation plate 72 and thehousing assembly 42 such that thethermal isolation plate 72 and thehousing assembly 42 has thegap 74, which minimizes direct contact between thehousing assembly 42 and thedrive motor unit 60. - Referring to
Figure 3 , each of thepump assemblies 20a-20g is removably attached to themanifold 12. In one embodiment, eachpump assembly 20 is secured to aplate 28 via afastener 27. Theplate 28 is attached at one end to thefirst end plate 24 via afastener 29, and at the opposite end to thesecond end plate 26 via anotherfastener 29. Thefasteners 29 can also attach theplate 28 to one of themanifold segments 22.Fasteners 27 may be threaded, such that removing apump assembly 20 from the manifold 12 requires unscrewingfastener 27 from thepump assembly 20 and removing thepump assembly 20 from the manifold 12. However, other methods of releasably attaching thepump assemblies 20 to the manifold 12 are contemplated, such as a slot and groove system, snap fit engagement, etc. Because thepump assemblies 20 may be releasably coupled to the manifold 12 in the above manner, aparticular pump assembly 20 may be individually replaced without completely disassembling theentire applicator 10.Pump assemblies 20 may require replacement for a variety of reasons, including cleaning, damage, or changed adhesive pumping conditions or requirements. -
Figures 11-12 illustrate another embodiment of the present invention.Figure 13 shows apump assembly 120 that is similar in most aspects to thepump assembly 20 shown inFigures 1-9 and described above. However, thepump assembly 120 has aninlet 152 and anoutlet 154 that are oriented differently than theinlet 52 andoutlet 54 of thepump assembly 20. Thepump assembly 120 is configured to supply heated liquid to the manifold 12 at a given volumetric flow rate. Eachpump assembly 120 includes apump 140 and a dedicateddrive motor unit 160 that powers thepump 140. Thepump assembly 120 also includes athermal isolation region 170 between thepump 140 and thedrive motor unit 160. Thethermal isolation region 170 is defined by athermal isolation plate 172 and agap 174 that extends from thethermal isolation plate 172 to thehousing assembly 142. Thethermal isolation region 170 minimizes thermal transfer of heat generated by thepump 140 to thedrive motor unit 160, thereby minimizing the effect of temperature on the electronic components in thedrive motor unit 160. The dedicateddrive motor unit 160 andthermal isolation region 170 are the same as thedrive motor unit 60 and thethermal isolation region 70 described above and illustrated inFigures 6-9 . - Continuing with
Figures 11-12 , thedrive motor unit 160 includes amotor 162, an output drive shaft 266, and connectors (not shown) that are coupled to a power source (not shown), as well as the control system 110. Thedrive shaft 166 has a drive axis B about which thedrive shaft 166 rotates. When thepump assembly 120 is coupled to the manifold 12, the drive axis B may intersect and may be angularly offset with respect to the plane X that is perpendicular to the plane Y. In this configuration, the drive motor axis B does not intersect either thefirst side surface 34a or thesecond side surface 34b of the manifold 12. Additionally, the drive motor axis B does not intersect thebottom surface 30 of the manifold 12. Rather, thepump assembly 120 is positioned on the manifold 12 so that drive motor axis B of thedrive motor unit 160 lies in a plane Y that is parallel to the first plane P1 and/or the second plane P2 of thefirst side surface 34a and thesecond side surface 34b, respectively. - The
pump 140 defines abottom surface 141 and aside surface 143, and includes ahousing assembly 142 and one ormore gear assemblies 150 contained within thehousing assembly 142, aninlet 152 for receiving liquid from the manifold 12, and anoutlet 154 for discharging liquid back into themanifold 12. In accordance with the illustrated embodiment, theinlet 152 and theoutlet 154 of thepump 140 are disposed on theside surface 143 of thepump 140, such that theinlet 152 andoutlet 154 are oriented in a direction that is perpendicular to the drive motor axis B of thedrive motor unit 160. - Continuing with
Figures 13-14 , the flow path of adhesive through theapplicator 10 will be described. The flow of adhesive through any particular element is represented by solid arrows that appear in the associated figures. Theapplicator 10 may be attached to amelter 3 by ahose 5, which attaches to the input connector 14 (as shown inFigure 1 ). The adhesive flows from themelter 3, through thehose 5, through theinput connector 14, and into thesupply channel 200 defined by themanifold 12 of theapplicator 10. Thesupply channel 200 may extend from thefirst side surface 34a, through each of themanifold segments 22a-22c, and to thesecond side surface 34b. However, thesupply channel 200 may not necessarily extend entirely from thefirst side surface 34a to thesecond side surface 34b, but may terminate at an interior location between the first and second side surfaces 34a and 34b. Additionally, thesupply channel 200 may extend between other combinations of surfaces of the manifold 12 as desired. - The manifold 12 includes a
pressure release valve 17 that regulates flow in a pressure release channel (not shown) that is in fluid communication with thesupply channel 200. Thepressure release valve 17 is depicted as being positioned at thefront surface 36 of the manifold 12. However, the pressure release valve can be positioned on any surface of the manifold 12 as desired. Thepressure release valve 17 is capable of being alternated between an open and closed position. When an operator desires to relieve adhesive pressure within thesupply channel 200, thepressure release valve 17 is switched from the closed to open positions. In the open position, adhesive flows from thesupply channel 200, through the pressure release channel, and out of theapplicator 10 through a drain (not shown). Pressure relief may be desired when the operator is about to commence a service or maintenance operation of theapplicator 10. - As the
supply channel 200 extends through the manifold 12, it supplies adhesive to each of thepump assemblies 20a-22f, with the exception of the designatedrecirculation pump assembly 20g. For simplicity, a cross-section of theapplicator 10 shown inFigures 13-14 only shows the supply of adhesive to onepump assembly 20 and onedispensing module 16. However, thesupply channel 200 may supply eachadditional pump assembly 20 and dispensingmodule 16 similarly. Themanifold segment 22 defines a firstsegment input channel 204, which extends from thesupply channel 200 to adiverter plate 208, which may be positioned on theapplicator 10 between thepump assembly 20d and themanifold segment 22b. Thediverter plate 208 may be removably coupled to theapplicator 10, and may define a variety of passages for carrying adhesive from the manifold 12, to thepump assemblies 20, and back. For example, as shown inFigure 13 , thediverter plate 208 defines a diverter input channel 212 that extends from the firstsegment input channel 204 to theinlet 52 of thepump assembly 20d. Thediverter plate 208 may also define adiverter output channel 216 that extends from theoutlet 54 of thepump assembly 20d to a secondsegment input channel 220. However, thediverter plate 208 may include different channel configurations than those shown. Thediverter plate 208 shown inFigure 13 may function as one of many interchangeable diverter plates that may be used to variably route the adhesive through theapplicator 10 as different dispensing operations require. - In the embodiment shown in
Figures 13-14 , the adhesive flows from thesupply channel 200, through the firstsegment input channel 204, through the diverter input channel 212, and to theinlet 52 of thepump assembly 20. Thepump assembly 20 then pumps the adhesive out of theoutlet 54 at a predetermined volumetric flow rate, which may be different than the volumetric flow rate of the adhesive upon entering theinlet 52 of thepump assembly 20. From there, the adhesive flows through thediverter output channel 216, through the secondsegment input channel 220, and to adispensing flow path 224. The dispensingflow path 224 is defined by thelower portion 18b of the dispensingmodule 16, which is received by themanifold segment 22. The dispensingflow path 224 defines anupper section 224a, alower section 224c opposite theupper section 224a, and acentral section 224b disposed between the upper andlower sections lower section 224c of the dispensingflow path 224 is in fluid communication with anozzle channel 228, which extends away from the dispensingflow path 224. Theupper section 224a of the dispensingflow path 224 is in fluid communication with arecirculation feed channel 232, which extends from theupper section 224a of the dispensingflow path 224 to arecirculation channel 236. Therecirculation channel 236 will be discussed further below. - The
lower portion 18b of the dispensingmodule 16 is the portion of theapplicator 10 that directly interacts with the adhesive to control flow of the adhesive out of theapplicator 10. Theapplicator 10 may include avalve stem 260 that extends from anupper portion 18a of the dispensingmodule 16 that is opposite thelower portion 18b of the dispensingmodule 16, to thelower portion 18b of the dispensingmodule 16. The valve stem 260 may define alower valve element 264 and anupper valve element 272 that is spaced from thelower valve element 264 along thevalve stem 260. Thelower portion 18b of the dispensingmodule 16 may define alower valve seat 268 that is configured to interact with thelower valve element 264 of thevalve stem 260, and anupper valve seat 276 that is spaced from thelower valve seat 268, where theupper valve seat 276 is configured to interact with theupper valve element 272 of thevalve stem 260. - In operation, the
valve stem 260 may alternate between a first position and a second position. When thevalve stem 260 is in the first position, the dispensingmodule 16 is in an open configuration. When thevalve stem 260 is in the second position, the dispensingmodule 16 is in a closed configuration. The upper andlower valve elements lower valve elements lower valve seats Figures 13-14 , theupper valve element 272 is shown as facing away from theupper portion 18a of the dispensingmodule 16, whilelower valve element 264 is shown as facing toward theupper portion 18a of the dispensingmodule 16. However, in another embodiment this relationship may be reversed, such that theupper valve element 272 faces toward theupper portion 18a of the dispensingmodule 16, while thelower valve elements 264 faces away from theupper portion 18a of the dispensingmodule 16. In one embodiment, in the first position, thevalve stem 260 is lowered within the dispensingflow path 224, such that theupper valve element 272 of thevalve stem 260 engages theupper valve seat 276, and thelower valve element 264 is spaced from thelower valve seat 268. In this position, the engagement between theupper valve element 272 and theupper valve seat 276 blocks adhesive from flowing from thecentral section 224b of the dispensingflow path 224 to theupper section 224a. Rather, the lack of engagement between thelower valve element 264 and thelower valve seat 268 permits adhesive to flow from thecentral section 224b of the dispensingflow path 224 to thelower section 224c. As such, when thevalve stem 260 is in the first position, adhesive flows from the secondsegment input channel 220, through the central andlower sections flow path 224, and to thenozzle channel 228. From thenozzle channel 228, the adhesive then flows through thenozzle 21 and out of theapplicator 10. Accordingly, the first position of this embodiment is the position in which theapplicator 10 applies adhesive to a substrate during a manufacturing operation. - In the second position, the
valve stem 260 is raised within the dispensingflow path 224, such that theupper valve element 272 of thevalve stem 260 is spaced from theupper valve seat 276, and thelower valve element 264 engages thelower valve seat 268. In this position, the engagement between thelower valve element 264 and thelower valve seat 268 blocks adhesive from flowing from thecentral section 224b of the dispensingflow path 224 to thelower section 224c. Rather, the lack of engagement between theupper valve element 272 and theupper valve seat 276 permits adhesive to flow from thecentral section 224b of the dispensingflow path 224 to theupper section 224a. As such, in the second position, adhesive flows from the secondsegment input channel 220, through the central andupper sections flow path 224, and to therecirculation feed channel 232. From therecirculation feed channel 232, the adhesive flows into therecirculation channel 236. Though onedispensing module 16 andmanifold segment 22 is shown in cross section inFigures 13-14 , eachadditional dispensing module 16 andmanifold segments 22 may be similarly configured. Further, thevalve stem 260 of each dispensingmodule 16 may be configured to be actuated between the first and second positions independent of any of the other valve stems 260, such that at any time the valve stems 260 of the dispensingmodules 16 may be in any combination of the first and second positions. Alternatively, any combination of the valve stems 260 may be configured to transition between the first and second positions in unison. - The ability to alternate the
valve stem 260 between the particular first and second positions described above serves several purposes. One purpose is that, during an adhesive dispensing operation, a consistent flow of adhesive may not be required or desired. As such, an operator of theapplicator 10 must be able to selectively actuate the dispensingmodules 16 to both provide and prevent a flow of adhesive to the substrate. Transitioning the valve stem 260 from the first position to the second position blocks adhesive from exiting theapplicator 10, while transitioning the valve stem 260 from the second position to the first position allows adhesive to exit theapplicator 10. Another purpose of thealternative valve stem 260 described above relates to the pressure within the flow path of the adhesive. When thevalve stem 260 is in the first position, the adhesive is permitted to flow through the gap between thelower valve element 264 and thelower valve seat 268, and exit theapplicator 10 through thenozzle 21. However, when thevalve stem 260 is in the second position, the adhesive cannot flow through this gap. As such, the potential exists for unused adhesive to back up within the dispensingflow path 224 and/or the secondsegment input channel 220. This back-up can cause pressure to build up within theapplicator 10. This pressure, upon the next transition of the valve stem 260 from the second position to the first position, can cause a pattern deformation, such as hammerhead, of the adhesive on the substrate. - The inclusion of the
recirculation channel 236 in theapplicator 10 helps alleviate this issue. When thevalve stem 260 is in the second position, the ability of the adhesive to flow from thecentral section 224b of the dispensingflow path 224 to theupper section 224a, and through therecirculation feed channel 232 to therecirculation channel 236 provides the adhesive the ability to escape the dispensingflow path 224. This may alleviate any pressure build-up that could occur when thevalve stem 260 is in the second position, thus aiding in standardizing the flow of adhesive through the nozzle 21 (such as through preventing adhesive hammerhead on the substrate) when thevalve stem 260 is in the first position. However, the addition of therecirculation channel 236 alone may not fully rectify this issue. Adhesive flowing throughrecirculation channel 236 inherently creates some amount of pressure within therecirculation channel 236. In a configuration where therecirculation channel 236 directs the adhesive back to theinlet 52 of thepump assembly 20, or to supply tank that supplies the adhesive to theapplicator 10, a differential may exist between the pressure of the adhesive flowing through therecirculation channel 236 and the adhesive flowing to the dispensingmodules 16a-16f when thevalve stem 260 is in the second position. This pressure differential may cause the flow rate of the adhesive flowing through thenozzle 21 to be inconsistent, as the volume of material entering therecirculation channel 236 may vary over time, depending upon which of the dispensingmodules 16a-16f have valve stems 260 in the second position at a particular moment. -
Figure 15 illustrates a process flow diagram depicting a system for managing the flow of adhesive through therecirculation channel 236 so as to actively control this pressure differential. Solid lines and arrows indicate the flow of adhesive through theapplicator 10, and dashed lines and arrows indicate the transfer of information. The adhesive flows from an adhesive supply (not shown), through a hose (not shown) that is coupled to the input connector 14 (Figure 1 ) of theapplicator 10, and into thesupply channel 200. As the adhesive flows through thesupply channel 200, it flows at a first pressure. To detect the first pressure, afirst pressure sensor 302 may be disposed within thesupply channel 200. Thefirst pressure sensor 302 may be any type of pressure sensor that is capable of measuring the pressure of a fluid, such as, for example, a pressure transducer. Thefirst pressure sensor 302 may measure the first pressure of the adhesive as it flows through thesupply channel 200 to thepump assembly 20. The adhesive then flows through dispensingpumps 20a-20f, which subsequently pump the adhesive to the dispensingmodules 16a-16f. Theapplicator 10 can include a plurality ofpressure sensors 3 10a-3 10f, where eachpressure sensor 3 10a-3 10f can be incorporated into or in communication with the output of a respective one of thepump assemblies 20a-20f. For example, thepressure sensor 310a can be in communication with the output of thepump assembly 20a, thepressure sensor 310b can be in communication with the output of thepump assembly 20b, etc. Though any number ofpressure sensors 3 10a-3 10f is contemplated, the number ofpressure sensors 3 10a-3 10f can generally correspond to the number ofpump assemblies 20a-20f. In one embodiment, thepressure sensors 310a-310f can be pressure sensors configured to detect the pressure of the adhesive pumped by a corresponding one of thepump assemblies 20a-20f to the corresponding one of the dispensingmodules 16a-16f. Thepressure sensors 3 10a-3 10f can be pressure transducers or any other type of pressure sensor capable of measuring the pressure of fluid. - When the valve stems 260 of the dispensing
modules 16a-16f are in the first position, the adhesive flows out of thenozzles 21. Alternatively, when the valve stems 260 are in the second position, the adhesive flows intorecirculation channel 236. The adhesive from each of the dispensingmodules 16a-16f that flows into therecirculation channel 236 is directed to therecirculation pump assembly 20g. As the adhesive flows through therecirculation channel 236, it flows at a second pressure. To detect the second pressure, asecond pressure sensor 304 may be disposed within therecirculation channel 236. Thesecond pressure sensor 304, like thefirst pressure sensor 302, may be any type of pressure sensor that is capable of measuring the pressure of a fluid, such as a pressure transducer. - Upon measuring the first and second pressures, the first and
second pressure sensors controller 7. Further, each of thepressure sensors 3 10a-3 10f can be in signal communication with thecontroller 7 and transmit the detected pressure of the adhesive pumped from thepump assemblies 20a-20f to thecontroller 7. Thecontroller 7 may be connected to theapplicator 10 through a signal connection 8, which may comprise a wired and/or wireless connection. Thecontroller 7 may include one or more processors, one or more memories, input/output components, and a human-machine interface (HMI)device 7a, and may comprise any device capable of including those components. TheHMI interface 7a may include a touchscreen, mouse, keyboard, buttons, dials, etc. The input/output components may be configured to receive signals containing the first and second pressures from the first andsecond pressure sensors controller 7, using the pressure information received from the first andsecond pressure sensors pressure sensors 310a-310f, may actively direct the operation of therecirculation pump assembly 20g. Accordingly, thepump assembly 20g is operable independent of theother pump assemblies 20a-20f. - The
recirculation pump assembly 20g functions to pump adhesive from therecirculation channel 236 back to thesupply channel 200. In controlling therecirculation pump assembly 20g, thecontroller 7 actively controls the flow rate at which therecirculation pump assembly 20g pumps the adhesive through therecirculation channel 236 by automatically adjusting the speed (RPM) of the drive motor. As a result, thecontroller 7 can direct therecirculation pump assembly 20g to pump the adhesive at a flow rate sufficient to control the pressure differential between therecirculation channel 236 and the pressure at which thepump assemblies 20a-20f pump the adhesive to therespective dispensing modules 16a-16f as detected by each of therespective pressure sensors 310a-310f. In one embodiment, therecirculation pump assembly 20g can substantially equalize the second pressure of the adhesive flowing through therecirculation channel 236 with the pressure at which thepump assemblies 20a-20f pump the adhesive to therespective dispensing modules 16a-16f as detected by each of therespective pressure sensors 310a-310f. While therecirculation channel 236 itself reduces pressure differential between material recirculated from the dispensingmodules 16a-16f and material entering the dispensingmodules 16a-16f, therecirculation pump assembly 20g functions to actively control the differential between the pressure of adhesive flowing through therecirculation channel 236 and pressure of adhesive flowing to the dispensingmodules 16a-16f, which can aid in increasing continuity in the volumetric output of the adhesive that is applied to a substrate vianozzles 21. Though thecontroller 7 may be capable of autonomously controlling operation of therecirculation pump assembly 20g to equalize these pressures, an operator of theapplicator 10 may optionally be able to manually control operation of therecirculation pump assembly 20g through the user inputs received by thecontroller 7, or by running a program stored in the memory of thecontroller 7. Further, in addition to pressure equalization, in certain embodiments it can be desirable to utilize therecirculation pump assembly 20g to create a nonequal relationship between the pressure within therecirculation channel 236 and the adhesive provided to therespective dispensing modules 16a-16f so as to ensure optimal pattern and flow conditions for particular adhesives or substrates. - Though shown in
Figures 1-5 as being mounted to the manifold 12, therecirculation pump assembly 20g may be spaced from the manifold 12. In this configuration, therecirculation pump assembly 20g is connected to the manifold 12 via one or more hoses, allowing thepump assembly 20g to receive adhesive from and pump adhesive to themanifold 12. For example, one hose may direct adhesive from therecirculation channel 236 to therecirculation pump assembly 20g, while a second hose may direct adhesive from therecirculation pump assembly 20g to thesupply channel 200. - The presence of the dedicated
recirculation pump assembly 20g to actively regulate pressure of adhesive flowing through therecirculation channel 236 of theapplicator 10 may simplify the overall construction of theapplicator 10. For example, with therecirculation pump assembly 20g, a second hose that connects therecirculation channel 236 to the adhesive supply (not shown) is not required. Additionally, theapplicator 10 becomes better adapted to accommodating different applications. As a client's requirements change, therecirculation pump assembly 20g adapts to likewise actively regulate the pressure within theapplicator 10, such that the pressure differential between therecirculation channel 236 and the adhesive pumped to the dispensingmodules 16a-16f remains minimal or nonexistent, regardless of application. - The presence of the
recirculation pump assembly 20g further aids in maintaining tighter tolerances in the flow rate of adhesive exiting theapplicator 10 throughnozzles 21. Despite the intermittent operation of the dispensingmodules 16, actively regulating the pressure of the adhesive in therecirculation channel 236 allows for a controllable and consistent flow rate of adhesive exiting theapplicator 10, as opposed to the flow rate being simply a function of the pressure of adhesive in therecirculation channel 236 and adhesive pumped to the dispensingmodules 16a-16f at any given time. This consistent flow rate helps reduce costs incurred during a dispensing operation, particularly in the substrates to which the adhesive is applied. Though some substrates may be more accommodating of the effects of pattern deformations of the adhesive applied to the substrate, some substrates are more sensitive to such variations in adhesive flow. These differences in flow rates can result in substrate deformation or "burn through." By actively regulating the adhesive pressure usingrecirculation pump assembly 20g to ensure a consistent flow rate, wasted substrate can be avoided, thus reducing costs for the operator of theapplicator 10. - Continuing with
Figure 16 , a schematic diagram of adispensing system 1 for controlling the operation of thepump assemblies 20a-20g is depicted, where solid lines indicate adhesive flow and dashed lines indicate signal transmission. Thoughonly pump assemblies Figure 16 , the features and functionality described below related topump assemblies pump assemblies 20a-20g. Components that comprise theapplicator 10 are schematically shown within the dashed line labeled withreference numeral 10. As depicted, adhesive is melted by themelter 3 and directed through afilter 13 to thesupply channel 200 of theapplicator 10, which is configured to provide the adhesive to each of the plurality ofpump assemblies 20a-20f. Theapplicator 10 can include thefirst pressure sensor 302 that is configured to measure a pressure of the adhesive flowing through thesupply channel 200 and send a signal to thecontroller 7 through the signal connection 8 that is representative of that pressure. Thepressure sensor 302 can be a pressure transducer, though it is contemplated that any conventional type of pressure sensor that is suitable for measuring the pressure of a fluid can be utilized. Pressure transducers comprise devices that convert pressure into an analog electrical signal. Various types of pressure transducers can be utilized, such as a capacitive pressure transducer, digital output pressure transducer, voltage/current output pressure transducer, etc. - After the adhesive passes through the
supply channel 200, it can be directed to each of thepump assemblies 20a-20f. As described above, each of thepump assemblies 20a-20f is configured to pump the adhesive to a respective one of the dispensingmodules 16a-16f. As such, each of thepump assemblies 20a-20f can pump the adhesive at a respective operating speed that can be the same or different than any of theother pump assemblies 20a-20f. As stated above, theapplicator 10 can include a plurality ofpressure sensors 3 10a-3 10f configured to detect the pressure of the adhesive pumped to therespective dispensing modules 16a-16f and send signals to thecontroller 7 through the signal connection 8 that is representative of those pressures. Accordingly, the operating speed of any of thepump assemblies 20a-20f can be individually adjusted by thecontroller 7, which is in signal communication with each of thepump assemblies 20a-20f. Thecontroller 7 can be configured to detect the current draw of each of the plurality ofpump assemblies 20a-20f. The current draw from each of thepump assemblies 20a-20g may fluctuate throughout a dispensing process as thepump assemblies 20a-20g are forced to draw more or less current in order to maintain a particular operating speed. This fluctuation in current draw can be indicative to a user of a change within theapplicator 10, such as changed viscosity in the material. - After providing the material to the dispensing
modules 16a-16f, each of the dispensingmodules 16a-16f is configured to selectively dispense the material from theapplicator 10. In particular, as described above, each of the dispensingmodules 16a-16f includes a respective valve stem 260 that is configured to transition back and forth along a linear path, also referred to as a valve stroke, to control flow of adhesive from each of the plurality of dispensingmodules 16a-16f. Like thepump assemblies 20a-20f, the dispensingmodules 16a-16f can be affected by a change in thedispensing system 1, such as a clog or property change in the material flowing through thedispensing system 1. In particular, the length of time required for each valve stem 260 to travel through a complete stroke length may be affected. To monitor this, theapplicator 10 can include a plurality ofposition sensors 314a-314f configured to measure an instantaneous position of avalve stem 260 of a corresponding one of the dispensingmodules 16a-16f and send a signal to thecontroller 7 through the signal connection 8 that is representative of the instantaneous position. Thepositions sensors 314a-314f can be fiberoptic sensors configured to measure the change in intensity of light reflected from a component connected to the respective valve stems 260, though it is contemplated that any conventional type of position sensor that is suitable for measuring the instantaneous position of the valve stems 260 can be utilized. Thoughonly position sensors applicator 10 can include aposition sensor 314a-314f that corresponds to each of the dispensingmodules 16a-16f. For example, theposition sensor 314a can be configured to measure the instantaneous position of thevalve stem 260 of thedispensing module 16a, theposition sensor 314b can be configured to measure the instantaneous position of thevalve stem 260 of thedispensing module 16b, etc. The valve stroke may fluctuate through a dispensing process as the fluid properties of the adhesive changes, clogs or dried material builds up within theapplicator 10, etc. - As described previously, during periods in which the
dispensing modules 16a-16f are not dispensing material from theapplicator 10, they can direct the material to arecirculation channel 236. Thisrecirculation channel 236 can direct this recirculated material from each of the dispensingmodules 16a-16f back to thesupply channel 200. Like thefirst pressure sensor 302 associated with thesupply channel 200, theapplicator 10 can include asecond pressure sensor 304 that is configured to measure a pressure of the adhesive flowing through therecirculation channel 236 and send a signal to thecontroller 7 through the signal connection 8 that is representative of that pressure. Thesecond pressure sensor 304 can be a pressure transducer, though it is contemplated that any conventional type of pressure sensor that is suitable for measuring the pressure of a fluid can be utilized. - As described above, the
recirculation pump assembly 20g pumps the material through therecirculation channel 236 and otherwise control the flow of the adhesive through therecirculation channel 236. Thecontroller 7 can be in signal communication with therecirculation pump assembly 20g through the signal connection 8 and be configured to detect the current draw of therecirculation pump assembly 20g. The current draw from therecirculation pump assembly 20g may fluctuate throughout a dispensing process as therecirculation pump assembly 20g is forced to draw more or less current in order to maintain a particular recirculation material flow rate. This fluctuation in current draw can be indicative to a user of a change within theapplicator 10, such as changed viscosity in the material or a clog within therecirculation channel 236. - The
applicator 10 can also includepump sensors 311a-311f and arecirculation pump sensor 311g configured to detect other aspects of thepump assemblies 20a-20f andrecirculation pump assembly 20g, respectively, other than the current draw in order to accurately monitor the flow of material. For example, thepump sensors 311a-311f andrecirculation pump sensor 311g can include sensors that measure motor torque and operating speed of thepump assemblies 20a-20f andrecirculation pump assembly 20g or the pressure of the adhesive exiting thepump assemblies 20a-20f andrecirculation pump assembly 20g, and likewise send a signal to thecontroller 7 that is representative of these various measurements. As such,pump sensors 311a-311f andrecirculation pump sensor 311g can be optical encoders or Hall effect sensors. Measurement of these factors can be performed by thepump sensors 311a-311f andrecirculation pump sensor 311g on a continuous or intermittent basis, which may be selectable or altered by the operator. - Continuing with
Fig. 16 , as previously described theapplicator 10 can include a plurality ofthermal elements 23 for heating themanifold 12 of theapplicator 10, and likewise the material flowing through theapplicator 10. Thethermal elements 23 can be cartridge style, Kapton wire, cast-in, or induction coil heating elements, though any type of conventional heater is contemplated. Thethermal elements 23 can function to maintain the material at an elevated temperature, which aids in maintaining the fluid properties of the material and thus allowing it to easily flow through the applicator. Many conventional applicators have a single thermal element, and thus only define a single zone of heating. However, thethermal elements 23 can create multiple heating zones throughout theapplicator 10 so as to allow more localized and precise control over heating within specific parts of theapplicator 10. Thethermal elements 23 can be positioned at various locations throughout theapplicator 10 such that the material is evenly heated as it flows through theapplicator 10. Though only twothermal elements 23 are schematically shown, theapplicator 10 can include one, three, four, or five or morethermal elements 23. Theapplicator 10 can also include plurality ofheat sensors 318, where each of theheat sensors 318 corresponds to a respective one of the plurality ofthermal elements 23. Theheat sensors 318 can be in fluid communication with the material so as to detect a temperature of the material in the vicinity of the correspondingthermal element 23 and transmit a heat signal to thecontroller 7 that is representative of the temperature of the material. Theheat sensors 318 can be nickel or platinum resistance temperature detectors or thermocouples, though any type of conventional heat sensor is contemplated. Thecontroller 7 can utilize the measurements from theheat sensors 318 to determine a property of the material, such as the material's viscosity. - The
controller 7 can be configured to receive signals from the first andsecond pressure sensors pressure sensors 310a-310f, theposition sensors 314a-314f, andheat sensors 318 that correspond to various parameters of the adhesive and components within theapplicator 10 in order to determine how to control thepump assemblies 20a-20f,recirculation pump assembly 20g, andthermal elements 23. In particular, thecontroller 7 can determine an adjustment to the operating speed of each of the plurality ofpump assemblies 20a-20f individually based on their respective current draws, and subsequently direct each of the plurality ofpump assemblies 20a-20f to individually adjust their operating speed. An increase or decrease in current draw can indicate to the operator that a change within theapplicator 10, such as a change in properties of the adhesive, has occurred. As a result, the operator may find it desirable to increase or decrease the operating speed of any of thepump assemblies 20a-20f to maintain dispensing consistency. - An adjustment to the operating speed of any of the
pump assemblies 20a-20f can be automatically be made by thecontroller 7 upon detecting a deviation between an intended or preset current draw and the actual current draw detected by thecontroller 7. Alternatively, thecontroller 7 can be configured to direct each of the plurality ofpump assemblies 20a-20f to individually adjust their operating speeds when their respective current draws are outside a predetermined range. For example, this range can be about plus or minus 0.1-10 Amps, though a typical value can be about 0.25 Amps. This range therefore defines an acceptable range within which the current draw may vary. Such a range can be preselected by the operator or automatically determined by thecontroller 7 based upon factors such as the material to be dispensed, the dispensing operation to be performed, the substrate onto which the material will be dispensed, etc. To preselect the range, theHMI device 7a can be configured to receive a user input that allows an operator to manually select the predetermined range. The operator may also be able to freely adjust the range at any time throughout a dispensing process. In addition to adjusting the operating speeds of the plurality ofpump assemblies 20a-20f when their respective current draws are outside the predetermined range, theHMI device 7a can also be configured to produce an alert when the current draw of at least one of the plurality ofpump assemblies 20a-20f is outside the predetermined range. The alert can notify the operator of the issue within theapplicator 10 and inform the operator that human intervention may be required in order to rectify the issue. Likewise, as thecontroller 7 can be configured to direct each of the plurality ofpump assemblies 20a-20f to individually adjust their operating speeds when their respective current draws are outside a predetermined range, thecontroller 7 can also be configured to direct each of the plurality ofpump assemblies 20a-20f to maintain their operating speeds when their respective current draws are within a predetermined range. This allows thepump assemblies 20a-20f to continue operating despite small variations in current draw that may be indicative of issues inconsequential enough to not appreciably affect the quality or consistency of the dispensed material. - Though adjustments to the
pump assemblies 20a-20f have been specifically described, therecirculation pump assembly 20g can be similarly operated. Thecontroller 7 is configured to determine an adjustment to the operating speed of therecirculation pump assembly 20g based on the current draw from therecirculation pump assembly 20g as detected by thecontroller 7. An adjustment to the operating speed of therecirculation pump assembly 20g can be automatically made by thecontroller 7 upon detecting a deviation between an intended or preset current draw and the actual current draw measured by thecontroller 7, or when the measured current draw is outside a predetermined operating range.. Likewise, thecontroller 7 can be configured to direct therecirculation pump assembly 20g to maintain its operating speed when its current draw is within the predetermined range. - Though adjusting the operating speeds of the
pump assemblies 20a-20f andrecirculation pump assembly 20g is discussed above with consideration of their respective current draws, thecontroller 7 can also take into consideration various other measurements when making these determinations. For instance, thecontroller 7 can be configured to determine the adjustment to the operating speed of each of the plurality ofpump assemblies 20a-20f andrecirculation pump assembly 20g individually based on the pressure of the adhesive flowing through thesupply channel 200, as measured by thefirst pressure sensor 302. Additionally, thecontroller 7 can be configured to determine the adjustment to the operating speed of each of the plurality ofpump assemblies 20a-20f andrecirculation pump assembly 20g individually based on the pressure of the adhesive flowing through therecirculation channel 236, as measured by thesecond pressure sensor 304. Further, thecontroller 7 can be configured to determine the adjustment to the operating speed of each of the plurality ofpump assemblies 20a-20f andrecirculation pump assembly 20g individually based on the pressure of the adhesive being pumped to the dispensingmodules 16a-16f, as measured by thepressure sensors 310a-310f. - In addition to determining an adjustment to the operating speed of the
pump assemblies 20a-20f and therecirculation pump assembly 20g, thecontroller 7 can also process the measurements made by the various sensors and, through process of elimination and comparison to predetermined values, identify a specific defect that exists within theapplicator 10. For example, based on measurements performed by thepressure sensors pressure sensors 310a-310f, theposition sensors 314a-314f, and theheat sensors 318, thecontroller 7 can identify specific problems occurring within theapplicator 10. When a particular issue has been identified by thecontroller 7, thecontroller 7 can automatically perform adjustments to address the issue, as well as produce an alert via theHMI device 7a that indicates the problem to the operator and allows the operator to manually take corrective action. The alert can be a noise, vibration, light output, text notification, etc. - For example, when the speed of the
pump assemblies 20a-20f is below a predetermined setpoint, the current draw of thepump assemblies 20a-20f increases, the pressure detected by thepressure sensors 310a-310f increases, and a temperature sensed by any of theheat sensors 318 is below a setpoint, thecontroller 7 can recognize the cause of these factors as an increase in viscosity of the adhesive. Conversely, when the speed of thepump assemblies 20a-20f is above a predetermined setpoint, the current draw of thepump assemblies 20a-20f decreases, the pressure detected by thepressure sensors 310a-310f decreases, and the temperature sensed by any of theheat sensors 318 is above a setpoint, thecontroller 7 can recognize the cause of these factors as a decrease in viscosity of the adhesive. When the current draw of thepump assemblies 20a-20f increases and the pressure detected by thepressure sensors 310a-310f increases, thecontroller 7 can recognize the cause of these factors as a clog in at least one of thenozzles 21. When pressure detected by thepressure sensors 310a-310f increases and the temperature sensed by any of theheat sensors 318 is below a setpoint, thecontroller 7 can recognize the cause of these factors as a failure of one or more of thethermal elements 23. In a situation where the speed of thepump assemblies 20a-20f is below a predetermined setpoint, the current draw of thepump assemblies 20a-20f increases, and the pressure detected by thepressure sensors 310a-310f decreases, thecontroller 7 can recognize the cause of these factors as a control failure in thepump assemblies 20a-20f. In a situation where the speed of thepump assemblies 20a-20f is both above and below a predetermined setpoint and the current draw of thepump assemblies 20a-20f increases, thecontroller 7 can recognize the cause of these factors as a failure in the control of thepump assemblies 20a-20f. - Additionally, when the current draw of the
pump assemblies 20a-20f decreases, the pressure detected by thepressure sensors 310a-310f decreases, and the temperature sensed by any of theheat sensors 318 is above a setpoint, thecontroller 7 can recognize the cause of these factors as a failure in the control of thethermal elements 23. When the current draw of thepump assemblies 20a-20f decreases, the pressure detected by thepressure sensors 310a-310f decreases, and the time that thevalve stem 260 of any of the dispensingmodules 16a-16f is in the first position is above nominal as detected by theposition sensors 314a-314f, thecontroller 7 can recognize the cause of these factors as an increase in the interval duration that a solenoid (not labeled) is actuating thevalve stem 260. When the current draw of thepump assemblies 20a-20f increases, the pressure detected by thepressure sensors 310a-310f increases, and the time that thevalve stem 260 of any of the dispensingmodules 16a-16f is in the first position is below nominal as detected by theposition sensors 314a-314f, thecontroller 7 can recognize the cause of these factors as a decrease in the interval duration that the solenoid is actuating thevalve stem 260 or a failure of one of the valve stems 260. In a situation where the current draw of thepump assemblies 20a-20f decreases and the time that thevalve stem 260 of any of the dispensingmodules 16a-16f is in the first position is above nominal as detected by theposition sensors 314a-314f, thecontroller 7 can recognize the cause of these factors as the wearing out of a component of the dispensingmodules 16a-16f. Though multiple problems that can occur within theapplicator 10 and potential causes of these problems are described above, this listing is not intended to be exhaustive in both the type of problems thecontroller 7 can recognize and the potential causes of these problems. - Continuing with
Figures 17-18 , amethod 400 of controlling the dispensing of adhesive from theapplicator 10 utilizing the components described in relation toFigure 16 will be described.Method 400 includesstep 402, in which the adhesive is melted by themelter 3. At any time during, before, or after themelter 3 melts the adhesive, the operator can manually input one or more predetermined acceptable ranges for the current draws of thepump assemblies 20a-20f and/or therecirculation pump assembly 20g instep 406. Alternatively, the acceptable range can be determined by thecontroller 7 based on the adhesive to be dispensed, the particular dispensing operation to be performed, etc. Instep 412, themelter 3 can provide the melted adhesive to theapplicator 10, such as through thehose 5. Once theapplicator 10 receives the melted adhesive, instep 414 the adhesive is directed through thesupply channel 200 to thepump assemblies 20a-20f. While the adhesive is being directed through thesupply channel 200, instep 418 thefirst pressure sensor 302 can measure the pressure of the adhesive flowing through thesupply channel 200 and send a signal to thecontroller 7 that is representative of this measured pressure. - After
step 418, the adhesive is pumped to the dispensingmodules 16a-16f via thepump assemblies 20a-20f, respectively instep 422. Instep 424, thepressure sensors 310a-310f can measure the pressure of the adhesive pumped by thepump assemblies 20a-20f to the dispensingmodules 16a-16f. The pressure of the material flowing to the dispensingmodules 16a-16f can be utilized by thecontroller 7 to determine the adjustment to the operating speed of each of the plurality ofpump assemblies 20a-20f and therecirculation pump assembly 20g. As described above, the dispensingmodules 16a-16f are configured to selectively dispense the adhesive onto a substrate through reciprocation of the respective valve stems 260 of the dispensingmodules 16a-16f. When the valve stems 260 prevent adhesive from being applied to the substrates, the adhesive is pumped from the plurality of dispensingmodules 16a-16f through arecirculation channel 236 and back to thesupply channel 200 via therecirculation pump assembly 20g instep 426, which allows this adhesive to be recycled back through theapplicator 10 and again supplied to thepump assemblies 20a-20f. While the adhesive is being pumped through therecirculation channel 236 by therecirculation pump assembly 20g, instep 430 thesecond pressure sensor 304 can measure the pressure of the adhesive flowing through therecirculation channel 236 and send a signal to thecontroller 7 that is representative of this measured pressure. Like the pressure of the material flowing through thesupply channel 200, the pressure of the material flowing through therecirculation channel 236 as measured by thepressure sensor 304 can be utilized by thecontroller 7 to determine the adjustment to the operating speed of each of the plurality ofpump assemblies 20a-20f and therecirculation pump assembly 20g individually. - While the
pump assemblies 20a-20f are pumping the adhesive, instep 434 the controller 37 can measure the current draw from each of thepump assemblies 20a-20f. The current draw of any of thepump assemblies 20a-20f can fluctuate over time in response to changed conditions within theapplicator 10 in order to maintain a consistent, set operating speed of each of thepump assemblies 20a-20f. Following or concurrently withstep 434, instep 438 thepump sensors 311a-311f can measure other parameters related to thepump assemblies 20a-20f, such as motor torque, operating speed, and pump pressure of each of the plurality ofpump assemblies 20a-20f. Aftersteps 434 and/or 438 are performed, instep 442 thecontroller 7 can determine an adjustment to an operating speed of each of thepump assemblies 20a-20f based on their respective current draws. This adjustment can be determined individually by the controller for each of thepump assemblies 20a-20f, and in addition to the current draw, can be based each of their unique measured motor torques, operating speeds, pump pressures, etc. In one embodiment, step 442 can include determining an adjustment to the operating speed of thepump assemblies 20a-20f only when the current draw of any of thepump assemblies 20a-20f are outside a predetermined range. As stated above, this range can be about plus or minus 0.1-10 Amps, though other ranges are contemplated. Likewise, step 442 can included maintaining the operating speed of each of the plurality ofpump assemblies 20a-20f when their respective current draws are within the predetermined range. - After the adjustment to the operating speed of the
pump assemblies 20a-20f has been determined instep 442, instep 446 thecontroller 7 can direct thepump assemblies 20a-20f to adjust their respective operating speeds individually in accordance with the determined adjustment. The operating speeds of any number of thepump assemblies 20a-20f can be adjusted or maintained, depending on the measurements made by the first andsecond sensors pressure sensors 3 10a-3 10f, as well as the determinations made by thecontroller 7. At any time afterstep 442 is performed, and concurrently, before, or afterstep 446, an alert can be produced instep 450 when the current draw of one of the plurality ofpump assemblies 20a-20f is outside the predetermined range. The alert can be produced by theHMI device 7a and take the form of a noise, vibration, light output, text notification, or any other type of conventional alert capable of notifying the operator that the current draw of one of the plurality ofpump assemblies 20a-20f is outside the predetermined range. - Continuing with
Figure 18 , while therecirculation pump assembly 20g is pumping the adhesive through therecirculation channel 236, instep 454 thecontroller 7 can determine the current draw from therecirculation pump assembly 20g and simultaneously transmit a signal to thecontroller 7 that is indicative of the current draw of therecirculation pump assembly 20g. The current draw of any of therecirculation pump assembly 20g can fluctuate over time in order to maintain a consistent, set operating speed of therecirculation pump assembly 20g in response to changed conditions within theapplicator 10. Following or concurrently withstep 454, instep 458 thepump sensor 311g can measure other parameters related to therecirculation pump assembly 20g, such as motor torque, operating speed, and pump pressure of therecirculation pump assembly 20g. Aftersteps 454 and/or 458 are performed, instep 462 thecontroller 7 can determine an adjustment to an operating speed of therecirculation pump assembly 20g based on its current draw. In addition to the current draw, this adjustment can be based on the motor torque, operating speed, pump pressures, etc. This adjustment can also be based on the pressures measured by thepressure sensors 310a-310f. In one embodiment, step 462 can include determining an adjustment to the operating speed of therecirculation pump assembly 20g only when the current draw of therecirculation pump assembly 20g is outside a predetermined range. As stated above, this range can be about plus or minus 0.1-10 Amps, though other ranges are contemplated. Likewise, step 462 can include maintaining the operating speed of therecirculation pump assembly 20g when its current draw is within the predetermined range. After the adjustment to the operating speed ofrecirculation pump assembly 20g has been determined instep 462, instep 466 thecontroller 7 can direct therecirculation pump assembly 20g to adjust its operating speed in accordance with the determined adjustment. - In
step 470, theheat sensors 318 positioned within the vicinity of thethermal elements 23 can be configured to measure the temperature of the adhesive at different locations throughout theapplicator 10 and transmit a heat signal to thecontroller 7 that is representative of the temperature of the adhesive. This measuring step can be performed at any time with respect to previously described steps 402-466, such that it can be performed simultaneously with the steps where thecontroller 7 determines adjustments to the operating speeds of thepump assemblies 20a-20f and therecirculation pump assembly 20g. Afterstep 470 is performed, instep 474 thecontroller 7 can determine a property of the adhesive based on the temperature of the adhesive as detected by theheat sensors 318. For example, this property can be a viscosity of the adhesive, and can be determined by thecontroller 7 based upon the temperature measured by theheat sensors 318 and compared to known material properties of the adhesive, though other properties are contemplated. The heat sensed instep 470 by theheat sensor 318 can also be utilized by thecontroller 7 in determining an adjustment to the operating speed of thepump assemblies 20a-20f and/or therecirculation pump assembly 20g. - In
step 478, theposition sensors 314a-314f are configured to measure an instantaneous position of avalve stem 260 of a corresponding one of the dispensingmodules 16a-16f and send a signal to thecontroller 7 through the signal connection 8 that is representative of the instantaneous position. Likestep 470, this measuring step can be performed at any time with respect to previously described steps 402-466, such that it can be performed simultaneously with the steps where thecontroller 7 determines adjustments to the operating speeds of thepump assemblies 20a-20f and therecirculation pump assembly 20g. Using the instantaneous positions of the valve stems 260 measured instep 478, instep 482 thecontroller 7 can determine whether a defect exists in the dispensing system. Such a defect can include a clog within the material flow path, component failure, etc., and can affect the positioning of the valve stems 260 by causing the time required for the valve stems 260 to complete a full stroke length to increase. In addition to the instantaneous position measured by theposition sensors 314a-314f, the measurements measured by the first andsecond sensors pressure sensors 310a-310f,pump sensors 311a-311f, recirculation pump sensor 310g, andheat sensors 318 can also be utilized in making this determination. Further, the instantaneous position measured by theposition sensors 314a-314f can also be utilized in the determination of the adjustment to the operating speed of thepump assemblies 20a-20f and/or therecirculation pump assembly 20g. - As the flow of adhesive to each dispensing
module 16a-16f is individually controlled by arespective pump assembly 20a-20f, aspects of the flow of adhesive to anindividual dispensing module 16a-16f can be adjusted without altering the operation of other portions of thedispensing system 1. The addition of the first andsecond sensors pressure sensors 310a-310f, theposition sensors 314a-314f, and theheat sensors 318 allow the flow of adhesive within theapplicator 10 to be monitored with a higher level of precision and a higher resolution, while simultaneously allowing changes or issues within theapplicator 10 to be reacted to quicker. The ability of thecontroller 7 to receive and utilize the entirety of the measurements taken by the above-described sensors allows thecontroller 7 to react faster than prior systems when a change within theapplicator 10 must be made and adjust operation of any combination of thepump assemblies 20a-20f and/orrecirculation pump assembly 20g, which can save on wasted adhesive and result in less unsalable finished product. - Another embodiment of the present disclosure is a hybrid applicator for dispensing the adhesive.
Figure 19 illustrates anapplicator 510. Thehybrid applicator 510 is configured for both metered output and pressure fed output. Theapplicator 510 is similar to theapplicator 10 described above. For instance, thehybrid applicator 510 includes dispensing module(s) 516 and a unitary orsegmented manifold 512. - The
hybrid applicator 510 includes at least one pump assembly 420 (or pump assembly 120) and at least one pressure feed block 520, each of which is coupled to themanifold 512. Regarding this embodiment, reference number 420 can be used interchangeably with thereference number 520a-520c unless noted otherwise. In accordance with the embodiment illustrated inFigure 16 , theapplicator 10 includes threepump assemblies pressure feed blocks applicator 510 can include any number of pump assemblies 420 and pressure feed blocks 520. Any of thepump assemblies 520a-520c can be configured to operate as the recirculation pump assembly, as described in relation to pumpassembly 20g above. - Continuing with
Figure 19 , the pump assembly 420 is substantially the same as pump assembly 20 (or pump assembly 120), as described above. The pump assembly 420 receives adhesive from flow channels in the manifold 512, which are ported to theinput 519c.Pressure feed blocks input 519c. The pressure feed blocks 522b and 522d are supplied adhesive throughinputs 519a and 519b, which receive adhesive from an adhesive supply (not shown). A pump (not shown) near the adhesive supply may be used to feed the adhesive through hoses toinputs 519a and 519b, which are coupled to the pressure feed blocks 522b and 522d, respectively. Heat from the manifold 512 then is transferred to thepressure feed blocks 522a-522d, thereby heating the adhesive within the pressure feed block 520. As shown, thehybrid applicator 510 hasmultiple input fittings 519a-519c, some which are associated with a pressure feed block(s), that can be used to supply different types of adhesive to theapplicator 510. - Combining a pump assembly 420 with a pressure feed block 520 increases process flexibility of the
applicator 510. For example, the pump assembly 420 permits precise metering of adhesive streams from thedispensing module 516, while other adhesive streams are associated with the less precise pressure feed blocks 520. It should be appreciated that thehybrid applicator 510 can be metered, pressure-fed, and multi-zone pressure-fed, all within a single manifold as needed. - While the invention is described herein using a limited number of embodiments, these specific embodiments are not intended to limit the scope of the invention as otherwise described and claimed herein. The precise arrangement of various elements and order of the steps of articles and methods described herein are not to be considered limiting. For instance, although the steps of the methods are described with reference to sequential series of reference signs and progression of the blocks in the figures, the method can be implemented in any particular order as desired.
Claims (25)
- A dispensing system (1) for dispensing an adhesive, the dispensing system comprising:an applicator (10) comprising:a manifold (12);a plurality of dispensing modules (16) coupled to said manifold (12); anda plurality of pump assemblies (20), wherein each of the plurality of pump assemblies (20) is configured to pump the adhesive to a respective one of the plurality of dispensing modules (16) at a respective operating speed; anda controller in signal communication with the applicator (10),
characterized in that:
the controller (7) is configured to a) measure a current draw from each of the plurality of pump assemblies (20), b) determine an adjustment to the operating speed of each of the plurality of pump assemblies (20) individually based on its respective current draw, and c) direct each of the plurality of pump assemblies (20) to individually adjust its operating speed. - The dispensing system (1) of claim 1, wherein the applicator (10) further comprises:a supply channel (200) configured to provide the adhesive to the plurality of pump assemblies (20);a recirculation channel (236) configured to receive the adhesive from the plurality of pump assemblies (20) and direct the adhesive to the supply channel (200); anda recirculation pump assembly (20g) configured to control flow of the adhesive through the recirculation channel (236).
- The dispensing system (1) of claim 2, wherein the applicator (10) further comprises:
a plurality of pressure sensors (310a-f) each configured to measure a pressure of the adhesive pumped from a respective one of the plurality of pump assemblies (20) to a corresponding one of the plurality of dispensing modules (16), and send a signal to the controller (7) that is representative of the pressure. - The dispensing system (1) of claim 3, wherein the applicator (10) further comprises:
a recirculation pressure sensor (310g) configured to measure a pressure of the adhesive flowing through the recirculation channel (236) and send a signal to the controller (7) that is representative of the pressure,
wherein the controller (7) is configured to determine an adjustment to an operating speed of the recirculation pump assembly (20g) so as to equalize the pressure measured by the recirculation pressure sensor (310g) and the pressures measured by the plurality of pressure sensors (310a-f). - The dispensing system (1) of claim 2, wherein the controller (7) is in signal communication with the recirculation pump assembly (20g), the controller (7) being further configured to measure a current draw from the recirculation pump assembly (236) and determine an adjustment to an operating speed of the recirculation pump assembly (236) based on the current draw from the recirculation pump assembly (236).
- The dispensing system (1) of claim 5, wherein the applicator (10) further comprises a plurality of pump sensors (310a-f) and a recirculation pump sensor (310g), wherein the plurality of pump sensors (310a-f) and the recirculation pump sensor (310g) are configured to measure a motor torque and the operating speed of the plurality of pump assemblies (20) and the recirculation pump assembly (20g), respectively, and a pump pressure of the adhesive exiting the plurality of pump assemblies (20) and the recirculation pump assembly (20g), respectively.
- The dispensing system (1) of claim 1, wherein each of the plurality of dispensing modules (16) includes a valve stem (260) that is configured to control flow of the adhesive from the plurality of dispensing modules (16), the applicator further comprising:
a plurality of position sensors (314a-f), wherein each of the plurality of position sensors (314a-f) is configured to measure an instantaneous position of a respective one of the valve stems (260) and send a position signal to the controller (7) that is representative of the instantaneous position of the respective one of the valve stems (260),
wherein the controller (7) is configured to determine whether a defect exists in the dispensing system (1) based on the instantaneous positions. - The dispensing system (1) of claim 1, wherein the applicator (10) further comprises:a plurality of thermal elements (23) for heating the adhesive; anda plurality of heat sensors (318), wherein each of the plurality of heat sensors (318) is positioned adjacent a respective one of the plurality of thermal elements (23) and in fluid communication with the adhesive, such that the plurality of heat sensors (318) are configured to detect a temperature of the adhesive and transmit a heat signal to the controller (7) that is representative of the temperature of the adhesive,
wherein the controller (7) is configured to determine a property of the adhesive based on the temperature of the adhesive. - The dispensing system (1) of claim 1, wherein the controller (7) is configured to direct each of the plurality of pump assemblies (20) to individually adjust its operating speed when its respective current draw is outside a predetermined range.
- The dispensing system (1) of claim 9, wherein the controller (7) is configured to direct each of the plurality of pump assemblies (20) to individually maintain its operating speed when its respective current draw is within the predetermined range.
- The dispensing system (1) of claim 9, wherein the controller (7) includes a human-machine interface (HMI) device (7a) configured to produce an alert when the current draw of one of the plurality of pump assemblies (20) is outside the predetermined range.
- The dispensing system (1) of claim 11, wherein the HMI device (7a) is configured to receive a user input to manually select the predetermined range.
- The dispensing system (1) of claim 1, further comprising:
a melter (3) configured to melt the adhesive and provide the adhesive to the applicator (10). - A method of controlling dispensing of adhesive from an applicator (10), of a dispensing system according to claim 1, comprising:pumping an adhesive from a plurality of pump assemblies (20) to a plurality of dispensing modules (16);
characterized by
measuring a current draw from each of the plurality of pump assemblies (20);determining an adjustment to an operating speed of each of the plurality of pump assemblies (20) individually based on its respective current draw; andadjusting the operating speed of each of the plurality of pump assemblies (20) individually. - The method of claim 14, further comprising:directing the adhesive through a supply channel (200) to the plurality of pump assemblies (20); andpumping the adhesive from the plurality of dispensing modules (20) through a recirculation channel (236) and to the supply channel (200) via a recirculation pump assembly (20g).
- The method of claim 15, further comprising:measuring a recirculation pressure of the adhesive flowing through the recirculation channel (236);measuring a dispensing pressure of the adhesive flowing from each of the plurality of pump assemblies (20) to respective ones of the plurality of dispensing modules (16); andadjusting an operating speed of the recirculation pump assembly (20g) so as to equalize the recirculation pressure with the dispensing pressure.
- The method of claim 15, further comprising:determining a current draw from the recirculation pump assembly (20g);determining an adjustment to an operating speed of the recirculation pump assembly (20g) based on the current draw; andadjusting the operating speed of the recirculation pump assembly (20g).
- The method of claim 17, further comprising:measuring a motor torque, the operating speed, and a pump pressure of the recirculation pump assembly (20g),wherein the determining the adjustment to the operating speed of the recirculation pump assembly (20g) includes determining the adjustment to the operating speed of the recirculation pump assembly (20g) based on the motor torque, the operating speed, and the pump pressure of the recirculation pump assembly (20g).
- The method of claim 14, further comprising:
measuring a motor torque, the operating speed, and a pump pressure of each of the plurality of pump assemblies (20),
wherein the determining the adjustment to the operating speed of each of the plurality of pump assemblies (20) includes determining the adjustment to the operating speed of each of the plurality of pump assemblies (20) individually based on the motor torque, the operating speed, and the pump pressure of each of the plurality of pump assemblies (20). - The method of claim 14, further comprising:measuring an instantaneous position of a valve stem (260) of each of the plurality of dispensing modules (16); anddetermining whether a defect exists in the applicator (10) based on the instantaneous positions.
- The method of claim 14, further comprising:
measuring a temperature of the adhesive; and
determining a property of the adhesive based on the temperature of the adhesive. - The method of claim 14, wherein adjusting the operating speed of each of the plurality of pump assemblies (20) individually includes adjusting the operating speed of each of the plurality of pump assemblies (20) when its respective current draw is outside a predetermined range.
- The method of claim 22, wherein adjusting the operating speed of each of the plurality of pump assemblies (20) individually includes maintaining the operating speed of each of the plurality of pump assemblies when its respective current draw is within the predetermined range.
- The method of claim 22, further comprising:
producing an alert when the current draw of one of the plurality of pump assemblies (20) is outside the predetermined range. - The method of claim 22, further comprising:
receiving a user input to manually select the predetermined range.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/378,186 US10695779B2 (en) | 2016-09-08 | 2019-04-08 | Applicator having active backpressure control devices |
| PCT/US2020/026819 WO2020210144A1 (en) | 2019-04-08 | 2020-04-06 | Applicator having active backpressure control devices |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3953059A1 EP3953059A1 (en) | 2022-02-16 |
| EP3953059B1 true EP3953059B1 (en) | 2023-08-16 |
Family
ID=70457137
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20721361.2A Active EP3953059B1 (en) | 2019-04-08 | 2020-04-06 | Applicator having active backpressure control devices |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3953059B1 (en) |
| JP (1) | JP2022526812A (en) |
| CN (1) | CN113646095A (en) |
| ES (1) | ES2959708T3 (en) |
| WO (1) | WO2020210144A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114849990B (en) * | 2022-07-05 | 2022-09-23 | 宁波润华全芯微电子设备有限公司 | Photoresist nozzle device |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006041310A1 (en) * | 2006-09-01 | 2008-03-20 | Oase Gmbh | Water pump and fountain with pump |
| US10465721B2 (en) * | 2014-03-25 | 2019-11-05 | Project Phoenix, LLC | System to pump fluid and control thereof |
| US20160256889A1 (en) * | 2015-03-06 | 2016-09-08 | Nordson Corporation | Variable output dispensing applicator and associated methods of dispensing |
| US9925552B2 (en) * | 2015-03-09 | 2018-03-27 | Nordson Corporation | Liquid dispensing applicators having backpressure control devices, and related methods |
| JP6983228B2 (en) * | 2016-09-08 | 2021-12-17 | ノードソン コーポレーションNordson Corporation | Applicator with divertor plate |
| WO2018048970A1 (en) * | 2016-09-08 | 2018-03-15 | Nordson Corporation | Remote metering station |
-
2020
- 2020-04-06 CN CN202080026971.7A patent/CN113646095A/en active Pending
- 2020-04-06 EP EP20721361.2A patent/EP3953059B1/en active Active
- 2020-04-06 ES ES20721361T patent/ES2959708T3/en active Active
- 2020-04-06 WO PCT/US2020/026819 patent/WO2020210144A1/en unknown
- 2020-04-06 JP JP2021559400A patent/JP2022526812A/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| CN113646095A (en) | 2021-11-12 |
| ES2959708T3 (en) | 2024-02-27 |
| WO2020210144A8 (en) | 2020-12-30 |
| WO2020210144A1 (en) | 2020-10-15 |
| EP3953059A1 (en) | 2022-02-16 |
| JP2022526812A (en) | 2022-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10695779B2 (en) | Applicator having active backpressure control devices | |
| US10272464B2 (en) | Active adhesive recirculation regulation | |
| US10464098B2 (en) | Remote metering station | |
| EP1591167B1 (en) | Liquid dispenser having individualized process air control | |
| EP2684615B1 (en) | Adhesive dispensing system having metering system including variable frequency drive and closed-loop feedback control | |
| US6814310B2 (en) | Metered liquid dispensing system | |
| TW201517993A (en) | Spray system pressure differential monitoring | |
| EP3953059B1 (en) | Applicator having active backpressure control devices | |
| US20220088632A1 (en) | Applicator with at least one pump having thermal barrier and active cooling |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20211108 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20230222 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230528 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: DE Ref legal event code: R096 Ref document number: 602020015854 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20230816 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1599521 Country of ref document: AT Kind code of ref document: T Effective date: 20230816 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230816 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230816 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231218 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231116 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230816 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230816 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230816 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231216 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230816 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231117 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230816 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230816 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2959708 Country of ref document: ES Kind code of ref document: T3 Effective date: 20240227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230816 |