CN1086165A - 用于粉碎在超低温下变脆的材料的设备 - Google Patents
用于粉碎在超低温下变脆的材料的设备 Download PDFInfo
- Publication number
- CN1086165A CN1086165A CN93118599A CN93118599A CN1086165A CN 1086165 A CN1086165 A CN 1086165A CN 93118599 A CN93118599 A CN 93118599A CN 93118599 A CN93118599 A CN 93118599A CN 1086165 A CN1086165 A CN 1086165A
- Authority
- CN
- China
- Prior art keywords
- cylinder
- equipment
- tire
- pressure
- rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B17/00—Recovery of plastics or other constituents of waste material containing plastics
- B29B17/02—Separating plastics from other materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C19/00—Other disintegrating devices or methods
- B02C19/18—Use of auxiliary physical effects, e.g. ultrasonics, irradiation, for disintegrating
- B02C19/186—Use of cold or heat for disintegrating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C4/00—Crushing or disintegrating by roller mills
- B02C4/02—Crushing or disintegrating by roller mills with two or more rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B13/00—Conditioning or physical treatment of the material to be shaped
- B29B13/10—Conditioning or physical treatment of the material to be shaped by grinding, e.g. by triturating; by sieving; by filtering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C2201/00—Codes relating to disintegrating devices adapted for specific materials
- B02C2201/04—Codes relating to disintegrating devices adapted for specific materials for used tyres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B17/00—Recovery of plastics or other constituents of waste material containing plastics
- B29B17/02—Separating plastics from other materials
- B29B17/0206—Selectively separating reinforcements from matrix material by destroying the interface bound before disintegrating the matrix to particles or powder, e.g. from tires or belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B17/00—Recovery of plastics or other constituents of waste material containing plastics
- B29B17/02—Separating plastics from other materials
- B29B2017/0203—Separating plastics from plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B17/00—Recovery of plastics or other constituents of waste material containing plastics
- B29B17/04—Disintegrating plastics, e.g. by milling
- B29B2017/0416—Cooling the plastics before disintegration, e.g. freezing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B17/00—Recovery of plastics or other constituents of waste material containing plastics
- B29B17/04—Disintegrating plastics, e.g. by milling
- B29B2017/0424—Specific disintegrating techniques; devices therefor
- B29B2017/0476—Cutting or tearing members, e.g. spiked or toothed cylinders or intermeshing rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2021/00—Use of unspecified rubbers as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2030/00—Pneumatic or solid tyres or parts thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/52—Mechanical processing of waste for the recovery of materials, e.g. crushing, shredding, separation or disassembly
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Abstract
一种用于粉碎在超低温下变脆的材料的设备,包
含一对滚筒,一个滚筒的表面有凹槽和压花,滚筒被
液压缸压向一起,挤压力足够大以压碎材料的表面,
同时又足够小以保持材料的主体不变。当材料的厚
度改变时,挤压力的大小不变,材料连续通过几对滚
筒,每通过一对滚筒,材料的表面都被压碎脱落,通过
这种处理,材料例如轮胎中的钢丝和纤维能容易地不
被破坏地分离出来,所有的材料都被分离和回收以循
环利用。
Description
本发明是关于处理用过的旧轮胎的设备,它能减少当垃圾丢弃的旧轮胎,它也能提高轮胎材料的再循环使用。但本技术并不仅仅局限于轮胎,它也可以被用来处理其它的由不同材料组成的而用通常方法难以分离的物体。
汽车的轮胎在结构上包括下列几种材料:踏面和侧壁橡胶,轮胎内部的丁基橡胶,在胎体间排列成层状的钢丝,胎边或胎缘的硬化钢丝,以及排列成层的纺织纤维。通常有四种不同的橡胶:踏面橡胶,胎体橡胶,侧壁橡胶和丁基橡胶。只有当这些材料能够被很好地分离开时,它们才具有重复循环利用的价值。
例如,同干净的纺织纤维相比,带有橡胶和钢丝的纺织纤维的再利用价值就小得多。如果纺织纤维(尼龙,聚脂等等)是完整的,它们则具有很大的再利用价值,如果纺织纤维被粉碎成绒毛状,则它的价值就很低。
如果粉碎成碎屑的旧轮胎的橡胶没有纤维或金属混合在一起的话,则具有很高的再利用价值。如果丁基橡胶能从其它的橡胶中分离出来的话,则橡胶碎屑的价值也大大提高。
轮胎内的钢或硬化的钢如能呈线状的话,则具有再循环利用的价值。如果它们被切成很短的话,则再利用的价值就大大降低,如果有橡胶和它们相联的话,它的价值就更低。
现有粉碎旧轮胎的技术有两种:切碎和打碎。在切碎的工艺中,轮胎被坚硬的刀片切成越来越小的碎片。这种工艺的缺点是:因为轮胎中有金属,刀片只有很短的寿命;切碎的轮胎虽然很小,各种材料仍然没有分离开,如果分离则需进一步的处理,它需要有固定的昂贵的设备,为了驱动切刀,需要消耗大量的能量。
事实上,只有当要求轮胎成小片时(如5cm×5cm),切碎工艺才有点用处,例如为了减少轮胎的占地面积或为了轮胎容易被焚化时,通常切碎工艺是在室温下进行的。
切碎工艺被进一步发展同时和颗粒化工艺相接合,基本上它是把轮胎切成越来越小的小片,这些小片按照尺寸的大小在不同的阶段通过电磁或旋转分离器等加以过滤以分离出各种不同的材料,这种工艺能得到相对干净的有价值的橡胶颗粒,但金属被切成很低价值的碎块,纤维也被切成绒毛状,它还需要大量的能量,而且切刀磨损得也很快,实际上,在切碎工序之前,经常需要一个独立的工序切除有硬化钢丝的胎边。
在现有的打碎工艺中,轮胎被切成5cm×5cm的片,然后放入液态氮中冷却到低温;在这个温度下橡胶就会变脆,敲击时橡胶就会脆裂,继续这个过程能够将各种材料很好地分离开来。
打碎工艺也需要很大和很贵的设备,同样地也需要大量的能量以驱动锤头,这些能量通过锤击转换成了热量,而热量越多,维持橡胶冷却到变脆状态的液态氮就消耗得越多。
本发明的目的是使轮胎的各种材料干净地,很好地分离开来,因而让这些材料具有尽可能大的再循环利用的价值。
本发明包括一种能够破碎材料如旧轮胎的破碎设备。本发明可用于那些在低温下变脆的材料。
本发明包括一对滚筒和一个能将两个滚筒压向一起以产生挤压效应的装置,滚筒是运动的,挤压效应能够将材料拉进再挤出滚筒。
在本发明中,至少一个滚筒的表面是颗粒状的,表面本质上是颗粒状的,在本发明中表面不是光滑的,它有很多凹凸,凹凸的高度或深度最好是在0.1mm的量级。
实际上,滚筒表面的颗粒允许滚筒用较小的挤压力只压碎材料的表面,为了得到这种只压表面的效应,挤压力必须集中在尖点或凸点上,如果滚筒的表面上的凹凸小于0.1mm的话,挤压力就不会恰当地只施加在材料的表面。
在本发明中,滚筒的颗粒状的表面上的凹凸既不能太近也不能离得太远,如果凸点相距太近,则表面会压到被挤压的材料上,因而只挤压表面的特征就不会出现,考虑到这一点,滚筒凸点间的距离至少应在0.1mm的量级。
同样,滚筒的凹凸也不能相距太远,滚筒表面不能过于颗粒化,例如有相等的高度,否则材料整体会嵌在其中,从而表面的挤压效应将会丧失,从这点出发,凸点的挤压也就是相压的两个凸点间的距离应当小于通过滚筒的材料的厚度。
在本发明中,不是整个滚筒表面都需要有上述尺寸的凹凸,有时在表面上提供排泄槽是有益的,这些槽的长度都远远大于颗粒的凹凸,这些槽能排出表面上脱落下来的碎屑,也有助于在保持较小的压紧力时,挤压效应能集中在凸点上,当然,当滚筒表面有排泄槽时,材料被挤碎的面积将减少,但没挤碎的面积在通过下一对滚筒时会被挤碎。
比较理想的产生颗粒化滚筒表面的方法是滚花机器加工出十字交叉槽,这些槽是三角形的,而滚筒表面有排列成行的小锥体,如果滚筒的材料允许的话,可用滚花工艺产生锥体,也就是用适当的滚花工具挤压滚筒表面,有些材料不能用滚花工艺,如果滚筒的材料不允许用滚花工艺的话,可以用机器切削的办法产生锥体。
滚筒的颗粒化表面可以和滚筒本身分开,例如滚筒是圆滚时,颗粒化的表面可以是可替换的轴套。
锥体是尖的,当用一段时间锥体变钝后,表面应当被更换,再加工或用适当的方法处理以得到尖点。
如上所述,滚筒有一个颗粒状的表面,其上的挤压力集中在凸点上,当材料通过时,只有表面受到挤压,材料通过滚筒的速度也很重要,不能太快也不能太慢。
在考虑材料通过滚筒的最佳速度时,应记住脆裂是以特征速度传遍脆性材料的(包括低温冷却的橡胶),至于材料通过滚筒时,材料的速度应能保证在材料离开滚筒前,由一个凸点产生的脆裂能传到下一个凸点。而且这种脆裂应在材料离开滚筒时停止传播,因此,材料的速度应足够慢以保证脆裂在一次挤压后传到所有凸点。
当然,对特定的场合在决定最优速度时,凸点的行距是至关重要的。
另一方面,当脆裂已经传遍凸点之间的所有区域时,任何进一步的压缩都会使挤压力作用到材料的主体上。
如上所述,本发明设法粉碎材料的表面,实际上是剥离材料,逐层剥离材料的表面。相对于本发明,另外一种已知的粉碎低温冷却橡胶的方法是锤击的方法,但这种方法需要更大的力,更多的能量和更多的冷却,等等。
如果材料通过滚筒的速度太低,有些挤压力就被浪费了,因为表面不再脆裂,但伴随着挤压的能量还是传到了材料的主体,换句话说,如果材料通过压筒的速度太低,表面不再脆裂,但能量还是浪费了,这些能量会加热材料,因而需要更多的液态氮。
材料通过滚筒时的理想速度应当能保证各点产生的脆裂恰好相遇,若太快则表面脆裂不够,若太慢则有多余能量传入材料。
实际上,当材料通过滚筒脆裂所发出的声音表征了脆裂的种类。当速度适当时,也就是表面脆裂适当时,声音是正常的脆裂的声音,当速度太快时声音变成刺耳的撕裂声,速度太慢时声音变成刺耳的挤压声。
当声音正常,也就是速度合适时,材料通过滚筒的次数为最少,此时,粉碎的效率,也就是说为了粉碎一定量的材料所需的能量,是最优的,对于装置的操作者而言,可以通过声音来判断速度是否合适,他可以调节速度直到声音正常为止,他可以精确地调节装置到最优状态。
对一个特定的场合,材料通过滚筒的速度应为4-13cm/sec,最优值为8-10cm/sec。
如上所述,粉碎材料的过程是促发裂纹,使裂纹传遍滚筒表面的颗粒,这个过程不是在低温下锤击表面,而以前的方法是锤击低温冷却的橡胶。
但在上述过程中,挤压是有振动的,或许这种振动产生类似锤击的效应,振动使得滚筒时而压紧时而分离,在驱动滚筒时也有扭转振动产生,要消除这个振动是昂贵的,而且似乎也不需要,事实上这种振动可能促使裂纹发展,从而提高了效率,但这种振动是和以前各种锤击方法不一样的,锤击是人为的,它浪费了很多能量。
滚筒的挤压应有相同的圆周速度,通过适当的速度驱动两个滚筒,或只驱动一个滚筒,另一个滚筒的速度是由挤压产生的。
如果两个滚筒间有相对运动,例如以不同的速度驱动两个滚筒,可能会使材料产生切应力,这有助于材料的剥离,但相对运动会产生相对摩擦,这将不可避免地消耗更多的能量,从而降低效率而不是提高效率。
另一方面,某些滚筒的安排会产生很小的相对运动,这种相对运动是允许的,因为它只降低很少一点效率。
实际上,横向振动可以被引入到一个滚筒上,这个振动可以释放出粉碎的橡胶或剥离仍粘着的橡胶。当轮胎通过滚筒时,这个振动使得钢丝和纤维更加干净,这里所说的干净是指仍有很细小的橡胶粘着在上面,这些横向振动的滚筒被相对于主滚筒要小的挤压力压向一起。
再循环的橡胶有很多用处,但它有一个局限就是它被硫化过了,这使得它很不容易有化学变化,因此,虽然通常利用再循环橡胶做为填充材料很容易,但若能接合化学或聚脂的原始塑料对橡胶进行处理,它会有更大的用处。
这种工艺已经发展了,例如,把橡胶碎屑和卤素进行处理以影响碎屑的表面,由于塑料材料的聚脂过程的化学组合,橡胶碎屑会增加粘性,这样得到的材料就比只做填充剂的材料要好得多,但这些工艺尚未商业化,因为以前无法提供合适尺寸、成分和干净度的橡胶碎屑,例如,如果碎屑中有丁基橡胶,即使很少一点,化学连接也会变得很困难。
但前述的橡胶碎屑可以基本上不含丁基橡胶,因此由于本发明能够得到干净、一致的碎屑,前述的旨在使硫化橡胶和其它的聚脂材料共同处理的工艺得以实现。
现有的工艺得到的橡胶屑由于经过锤击基本上是呈球状,本发明只涉及脆裂过程,因此碎屑的颗粒的形状更加不规则,本发明所得到的颗粒具有相对大的表面积,具有大的外表面对于前述的对颗粒表面进行的卤素处理是有好处的,同时也使得颗粒的生产也更加经济。
通过本发明可以用最少的设备将轮胎粉碎,实际上所需的机器是可以移动的,对一个每月产生的旧轮胎能装满额30辆卡车的镇,若用传统的处理系统,这些轮胎必须运到大的处理站去,而本发明的设备可以定期地访问该镇,并当时在原地处理轮胎,分离出的再循环材料如碎屑等,仍需要运到集中点,但同样的材料现在只需要一辆卡车既可。
同时还应记住,工厂变小,或至少滚筒的数目和尺寸的减少,能够节省冷却滚筒到低温的液态氮。
本发明不需要预切碎工艺,虽然轮胎在处理前可以用简单的切断工艺将踏面和侧壁分开。
为了进一步说明本发明,一个实施例将被描述如下(参照附图)。
图1是一对滚筒的示意图,按照本发明,两滚筒间有一轮胎段通过。
图2是图1的平面图。
图3是图2中滚筒的局部放大图。
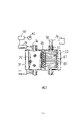
图4是本发明装置的示意图,轮胎正在被连续地处理。
图5是本发明的另一装置的示意图,整个轮胎正在被处理。
图6是和图4相应的另外一种安排的滚筒。
图7是可用于本发明的另一种滚筒的安排。
我们所要描述的以上各图的装置和工序是本发明装置的一种可能的实施例。但应注意的是,本发明所覆盖的范围是由本发明权利要求所界定的,而不是由该实施例的具体特征所限定的。
图1表示一段轮胎20正在通过一对滚筒23和25。这段轮胎可以是轮胎的踏面和侧壁的一段。
为了使轮胎容易地通过滚筒,在它进入滚筒之前先由一个剪切设备将踏面和侧壁分开,切碎轮胎是很贵的,它需要特殊的剪切机械和仔细的维护,如以下所描述的,在本发明中可以不要预剪切步骤,踏面和侧壁连在一起的整个轮胎可以被处理。
轮胎段20可以看成一个薄板,因为它具有相对大的长度和宽度而相对小的厚度。
利用液态氮将轮胎段20冷却至超低温,橡胶在超低温下会变脆。当轮胎通过压筒时,为了维持超低温,液态氮是通过喷嘴或其它方法作用到轮胎上的。
胎段20最好被浸泡在液态氮中,橡胶冷却得越快,橡胶晶体就越不稳定,就越容易被破碎。当材料已被冷却了后,可以将液态氮喷在它上面以保持冷却。
当胎段20通过压筒时,由于材料被挤压会产生热量,需要有足够的液态氮以保证材料为超低温,即保持轮胎足够冷以保持它的脆性。
图2是当胎段20通过压筒23和25时的平面图。压筒23和电机29连接,滚筒23通过驱动电机得到转动,在本例中电机的速度是6.5转/分,对于滚筒23和25,它们的直径是25厘米,长为30厘米。滚筒23的轴是安装在轴承32上的,而轴承32上固定在装置的架子34上的。
胎段通过滚筒时的运动是相对平顺挤压的过程,而不是一个简单的剧烈挤压的过程,这样,滚筒间的胎段仍能保持片状。
滚筒25是不被驱动的,但它能自由转动。它被安装在轴承36上,轴承36在液压缸38的作用下能自由滑动,液压缸是由液压泵40操作的,液压的压力可由压力控制阀43控制。
轴承32和36可能承受冲击载荷,而且在超低温下工作(虽然轴承并不浸泡在液态氮中),轴承的加工和安装应非常仔细以延长寿命,它同时也应当能被容易地更换。
滚筒不一定必须是圆柱形的,也不一定平行安装,两个滚筒可以有不同的角度,也可以是渐收或渐放的,等等。两个滚筒可以同时被驱动,或只有一个被驱动而一个通过材料的运动被带动。
在处理的过程中,由于液压缸的作用,滚筒23和25之间的接触力基本是常数而与材料的厚度无关,因此当没有材料通过滚筒时,两个滚筒会被压向一起而互相直接接触(事实上,可以安装一个行程开关以防止没有材料通过时,两个滚筒互相接触)。
当材料通过滚筒时,作用在滚筒上的力开始增加,但液压力并不增加,因此滚筒将向后移动,直到额外的力消失为止,因此滚筒的挤压不是由滚筒间的距离控制的,而是由将滚筒压向一起的力控制的。这也就是说,滚筒的挤压力是恒定的,而距离不是恒定的,为得到最好在处理效果,工程师应选择最合适的液压力,以得到合适的挤压力。
滚筒23带有凹槽45,凹槽是切入到滚筒23的圆柱表面的,在凹槽之间有凸出的区域47。另外一个滚筒25没有凹槽,滚筒23和25的表面上有小的十字形的凹凸,这使得这些表面上有很多尖点,尖点的分布是不规则的,这样的表面可以通过压花或切削工艺实现。事实上,通常滚筒是由不锈钢制成的(不锈钢有良好的低温性能),而压花工艺很难对不锈钢表面进行加工,因此用切削工艺得到凹凸点更恰当,这个带有很多尖点的表面,即使是切削的,在这里也被叫做滚花表面。
滚筒25的表面和凸出区域47的表面一样,也希望被滚花。滚花的尖点能有效地帮助挤压材料,当材料进入和通过滚筒时,如上说明的,尖点能帮助剥落轮胎的表面。
冷冻的胎段20通过滚筒23和25时,是和凹槽45作用的,而不是和凹槽之间的凸台47作用的。轮胎的安放应使得外表的踏面部分,即厚橡胶部分朝向凹槽,而让踏面的内面(丁基橡胶面)与平滚筒25相接触。
事实上,是由于橡胶材料的特性使得踏面橡胶先脱落,而不是由于一个滚筒的表面颗粒化,另一个滚筒是光滑的而使其脱落的。踏面橡胶在超低温下最脆,因而最先脱落,丁基橡胶最后脱落,即使两个滚筒都颗粒化也是如此。
由于滚筒表面的凹槽,我们发现滚筒间的挤压力直接施加在材料和凹槽接触的部分。在材料的表面被处理的部分上,橡胶被破碎。但对整体橡胶而言,滚筒传出的力是均匀的,材料仅仅脆裂而不脱落。
我们发现滚筒23和25上的尖点对剥落和分离材料是很重要的。这些尖点是脆裂的诱发点,通过将破碎力集中在尖点上,材料的表面有很大的局部应力,由于材料已经脆化,这些应力无法传递出去,从而这些点上的材料被碎碎。越深入到材料的内部,这种效应就越弱,最后表面的破碎效应到了材料的内部就仅仅是裂纹了。
结果当材料通过颗粒状的滚筒23和25时,只有裂纹发展,即整体基本不变,表面脆裂并脱落,成为碎屑。
这正是所希望的破碎过程。胎段的表面破碎落,而材料的整体不变。
为得到这种破碎过程,参数应被适当的控制。例如若挤压力太大,整个材料受到挤压,则表面破碎的效应就会消失。
对于直径为25厘米,长为35厘米的滚筒而言,下列参数是适当的。
转动速度:3.5-15转/分,最好是6.5转/分;
扭矩:最好为1100N-M;
挤压力:18-50N,最好为32N;
滚花:正锥体钻石状,对角长为2毫米,密度为每平方厘米50点;
点的深度:1.1毫米从槽底到顶点;
凹槽和凸台:凹槽宽4.7毫米,向内渐缩,4.7毫米深,凸台宽6.4毫米。
同时还有其它的滚筒对,胎段依次通过滚筒对(或重复地通过滚筒23和25)。每通过一对滚筒,材料上与凹槽边接触的表面都会压碎,变成碎屑脱落。
很快轮胎外表面的橡胶会脱落干净,钢丝层就会露了出来,这时它们就很容易地脱落了。
这些钢丝在槽底时是没有橡胶粘着的,它们是完整而基本没有损坏的。而且一般来说,它们也没有扭曲或其它的变形。但是有时旧轮胎被挤压使得钢丝扭曲,但我们发现即使轮胎被挤压成很怪的形状,仍然可以用上述装置处理。
即使在钢丝脱落后,胎段20仍保持片状。在某些轮胎中可能有多层钢丝,而且如果胎段是侧壁的话,胎缘和胎边也会有钢丝(胎缘的钢丝是非常坚硬的)。在上述的装置中,钢丝的坚硬与否并不重要,因为橡胶从钢丝有脱落而不影响钢丝,钢丝不需要被切断。
轮胎中也包括一层或多层纤维。在处理的过程中,这些纤维维持胎段为片状,即使胎段多次通过滚筒,多数橡胶脱落后也是如此。最后当然片状橡胶会分解,剩余的材料会变成颗粒状。
这种多步骤的处理过程可用图4说明,在图4中,胎段49首先被送进滚筒对50A,斜槽52A和52B被用来收集从胎段49上脱落下来的材料,斜槽52A可以和胎段49相接触,以帮助材料脱落,当材料通过串联的滚筒对时,胎段变得脆弱而开始分解,因此低一层的斜槽可以接触胎段。
进入第一个传送带和斜槽52A的材料是外层的踏面的橡胶的碎屑,进入传送带和斜槽52B的是钢丝(不可避免地混有橡胶碎屑),进入斜槽52C的是混有橡胶碎屑的纤维。
当胎段到达最后一对滚筒50B时,胎段的所有的连接都已消失,材料只剩有互不连接的颗粒。
胎段通过压筒时,只要纤维存在基本就保持原状。对很多轮胎而言,纤维脱落后剩下的只有丁基橡胶,这些丁基橡胶就可以进入到最后一个传送带54,丁基橡胶可以看作污染,它降低了橡胶碎屑的价值,当丁基橡胶混入到橡胶碎屑中后(如在其它的轮胎处理工艺中),它们不可能再被分离出来。
当轮胎连续地通过滚筒时,厚度变薄,设计工程师应当注意到滚筒表面的颗粒应逐渐减小,我们建议凹槽的间距应大约等于胎段的厚度,当厚度减小时,凹槽的厚度应减小。
最后一对滚筒没有凹槽中有滚花,当胎段的厚度变小时,滚花的尖点效应和在大厚度时的凹槽一样,即使破碎效应集中在表面,而保持材料内部基本不变(如果此时材料仍有一定的厚度的话)。两个滚筒都可以被压花或只有一个被压花。在最后一对滚筒,残留在橡胶不是轮胎的踏面,而是内部的橡胶(图4中左边的橡胶),因此左边的滚筒50BL可以有压花而右边的滚筒50BR是光滑的。
被破碎的橡胶的表面是和凹槽接触的一面,另一面的橡胶,象橡胶主体一样,基本不受影响,因此,如果胎段的内面不和凹槽接触的话,里面的丁基橡胶可以保留到最后。这就是为什么胎段应保持尽可能长的片状结构。(如前所述,对某些种类的轮胎,分离的过程和轮胎本身有关,而且轮胎的分解从踏面向内,就象反向地放入滚筒一样)。
胎段保持结构基本不变意味着不需要在滚筒间设置其它方式的传送带。
我们所追求的效果是当胎段通过多对滚筒时,橡胶被压碎,从纤维和钢丝上脱落而尽可能地保持纤维和钢丝不动。
纤维和橡胶不一样,纤维在低温下不脆化,冷冻胎段能使橡胶脆化和破裂,纤维仍保持弹性,能很容易地弯曲而不损坏。如图4所示的,压筒对并没有按胎段的行进方向排成一行,因此胎段在行进过程将被弯曲。
在图6中,胎段在通过不同的阶段时将被弯曲,这是一个消耗较少能量的办法。事实上在图6中,胎段的分解是分为几个阶段的,第一阶段80中包括两对压筒,踏面橡胶被分离,然后胎段通过第二阶段83的一系列的滚筒使胎段弯曲,产生脆裂,然后胎段再通过第三阶段85。在这个阶段压筒压碎胎体,钢丝从橡胶上分离,振动滚筒87被放在合适的位置以使脆裂的部分从胎段上脱落。在第四阶段89中,滚筒将剩余的胎体橡胶与纤维和丁基橡胶分离,滚筒上的颗粒随着厚度的减少变得更加密集。当材料从胎段上脱落进入到斜槽和传送带后,橡胶的颗粒仍可能粘着在钢丝和纤维上,通过适当的梳理操作能将这些颗粒分离,如在两平板间摩擦纤维和钢丝,或绕着弯曲物弯曲纤维和钢丝。为了很好的分离,这时橡胶仍然应当在超低温下。
另一个分离残留在纤维和钢丝上的橡胶的办法是增加一对轴向振动的滚筒,这种横向振动可以剧烈地操作纤维和钢丝,因而有效地剥落橡胶,但代价是增加了机械的机械复杂性。正如以前所述的,应尽可能长地保持胎段结构的整体性。
为达到最好的效果,我们发现凹槽的间距应约等于通过滚筒的材料的厚度,凹槽可以是简单的柱状槽,因而可以用机床加工。凹槽应当足够深,以保证材料不会接触槽的底部,也就是说凹槽应为从胎段上脱落的材料提供足够的地方,对于保证只是表面破碎而不是整体破碎而言,这是很关键的一点,因而槽的高度和深度应大致相等。
对于橡胶破碎的效果而言,槽的圆柱形状并不至关重要,之所以用圆柱形的槽是因为它比其它槽容易加工,例如槽可以是螺旋形,轴向的或它们的组合,凹槽和凸台交替的效果也可以通过在滚筒的圆柱表面放置螺栓或销钉而得到。
我们并不希望材料只通过一对滚筒就破碎,我们得到不同的破碎,每次通过滚筒时都有表面的破碎和脱落,使得下一层表面暴露,然后破碎和脱落,这样在这里所描述的过程是一个渐渐剥离的过程,而不是整体挤压的过程。
在上述系统中胎段承受慢慢的、平顺的、连续的挤压,系统只需要输入最少的能量,就能有效地、逐渐地将轮胎的各层材料分离开。
控制压筒挤压的液压力应被严格地控制。若压力太大,整个胎段将受挤压,而且纤维和钢丝也受到破坏,消耗的能量也要增加;另一方面,压力就尽可能高以使材料通过的次数(以及压筒对的数目)为最小。
对每一厘米宽的材料来说,理想的力值为0.7-1.7吨,最优值为1.1吨。
如图4所示,用了6对压筒。这对一般的轿车或轻型卡车适宜的,对其它类型的轮胎可能需要更多或更少对压筒。
如图4所示,被处理的轮胎被液态氮冷却,液态氮是存储在63内的,其它地方或喷头65需要的液态氮也都存放在63内。
串行的压筒对放在一个箱子67内,这个箱子同时收集汽化的液压氮,氮气被收集后,通过通道69传出,冷氮气被用来预冷却轮胎,通道69也被用于将轮胎送至压筒对。
在图1-4的设备中,轮胎的侧壁和踏面是分开的,图5的设备则适宜于处理整个轮胎,也就是说整个轮胎被处理而不被切开。
滚筒70、72安装在滚动轴承上,它们的轴线相对于装置的支架可以移动。为了把轮胎74放入该装置,滚筒72可以移开然后再移回(如图示)。适当的液压缸(未标出)被用来挤压滚筒70和72。
在图5中,轮胎不是从一对滚筒到另一对滚筒而是由同一组滚筒重复地作用到轮胎上,逐渐地剥落轮胎的材料,然后是钢丝层脱落,然后是纤维脱落,轮胎在分解之前要经过5-6转。每一部分的轮胎都要和滚筒接触5-6次。
在处理轮胎的过程中,液压缸中始终保持压力,它产生一个稳定的力作用在轮胎上。
滚筒70上有凹槽和滚花,和前述的一样。
轮胎74在进入滚筒之前应被预冷冻,最好浸入液态氮中,而且液态氮应当不停地喷到轮胎上。
轮胎有可能不会保持它的完整直至最后一层纤维脱落,因此倾向于安装一对辅助的挤压轮,当轮胎解体时,较大的残块可以掉进辅助挤压筒之间,以进入最后的破碎处理。
因为超低温,该设备的设计应特别小心,一般的钢在非常冷的时候很容易生锈,这有几个坏处(1)锈会脱落,从而污染橡胶碎粒;(2)锈会充满滚花的空间,这将减弱滚花造成的表面挤压效应;因此最好用不锈钢制造滚筒或至少滚筒的表面。
橡胶的热膨胀系数和钢的有很大差别,在橡胶和钢之间的不同的膨胀或收缩系数有助于橡胶从钢丝上脱落,这种性质在前述的系统中可以利用,因为橡胶的剥离是一个逐步的过程,而不是一个整体的破坏过程。
如以前提到过的,这里所描述的系统从利用能量的观点来看是很高效的,这本身当然是很有利的,但就注意到,它还有连锁效应,任何传进被处理材料中的能量都被材料以热的形式吸收了,因而如果用30W的马达驱动滚筒,这30W的能量基本都以热的形式传进了材料,如果能用5W的马达驱动实现同样的效果,则只有5W的能量传进了材料,材料必须得维持在超低温,因而传进的能量越少所需的液态氮就越少,能量比较便宜,30W和5W的差别并不太大,但却可以节省很多因此而引起的液态氮的消耗。
本发明是有关旧轮胎处理的,其中一个特殊的因素就是轮胎的复合材料使得它能保持形状基本不变,不同的材料逐层脱落至到最后完全分解成为碎粒,但是传递超低温冷却的材料的系统也可以用在其它不能基本保持形状不变的材料上,虽然优点可以不这么显著。例如,该系统可以用于传统的切碎工艺,在传统的切碎工艺中,轮胎被切成很小的块,但没有将各种材料分开。
本发明的目的是通过只粉碎材料的表面,将粉碎材料时所需的能量降至最低实现的。本发明也可用于其它的在超低温时变脆的材料,而且与材料的形状和尺寸无关。
除了橡胶以外的其它材料,如塑料,在超低温下也会变脆。例如本发明可用在玻璃纤维加强的塑料,或者分离碳(石墨)和环氧树脂的垫子。
可以应用的另一个领域是分离电缆上塑料或橡胶的绝缘物,通常分离的办法是从金属导体上切掉绝缘物,然后烧掉残留在导体上的绝缘体。
本发明不仅可以用于分离复合材料,也可以用于粉碎大块的单一材料成为碎粒。例如在天然橡胶加工成像胶以前,本发明可以用于处理天然橡胶,这些天然橡胶在运输时是呈3-4cm厚的板状的。
天然橡胶板首先被浸泡在液态氮中冷却至超低温,然后被送入挤压筒,如前所述压筒上有凸台和凹台(颗粒状),天然橡胶通过挤压筒时,它的表面就被破碎,表面一层破裂、粉碎和脱落,橡胶板块逐步地通过挤压筒,其表面逐渐脱落直到所有材料脱落干净。
在这里仍然是利用了表面的挤压效应,而主体基本维持不变,天然橡胶逐层剥落变成粉粒,它的主体内部基本不受影响,显然,在粉碎材料的过程中消耗的能量越少,液态氮吸收的热量就越少。
为了应用本发明,材料在超低温下必须变脆,但在常温下仍具有弹性、塑性或弹塑性(如果材料在常温下已经脆化,则没有必要将它冷却到超低温再粉碎了)。如前所述,材料不必是复合材料,虽然复合材料会更有利,因为一般来说不同的材料对超低温有不同的响应,这有助于破碎过程。事实上本发明可以被用来将常温下难以粉碎的有机材料处理成细小的颗粒,例如谷物,如果它们在超低温下不受损坏的话,就可以应用本发明。
本发明中的滚筒的尺寸可大可小,大的滚筒容易挤压材料,设计者在满足要求的前提下会采用最小的滚筒,滚筒的表面越粗糙,滚筒就可以越小,同时还可以有效地挤压材料。
图7表示了一种滚筒的安排。几个小滚筒90压向一个大滚筒92,这使得机械驱动装置比较简单,因为只有一个大滚筒需要被驱动,小的滚筒90可以有不同密度的颗粒表面。
前面曾提及,将纤维和钢丝通过一对平板可以进一步将残留在其上的橡胶分离。平板被压向一起,如用液压缸,而且平板有相对运动,本发明也可以不用滚筒而整个分离过程是通过两个相对运动的平板挤压材料完成的,同样,板的表面有凹槽和滚花,以保证只粉碎材料的表面。
凹槽之前的凸台和滚花的尖点对于取得只挤压表面的效应是很重要的,滚花的顶点应很尖,当尖点变钝时,处理的效率就下降,这时表面应再次滚花以使顶点变尖,其面积应小于0.5平方毫米。
能否只使表面粉碎而保持材料的主体不变取决于凸点的特性,如果凸点太密,则从滚筒上传出的挤压力施加在整个表面上,表面上的应力和内部的差别不大,另一方面,如果尖点的间距太大,则挤压力会施加在尖点之间,力分布在整个平面上,因此表面上的应力和内部的基本相等,如以前所述,尖点的密度为每平方厘米50个尖点能得到很好的效果。
本发明也包括其它形式的滚筒,例如表面可以有三角形的凹槽,而不是滚花或压花成的锥形尖点,在凹槽之间有很尖的刀刃,刀刃的间距应为2毫米。在另一种方法中,滚筒的表面可以是小的圆形刀刃,还有一种方法可以是把小针或销插入到事先加工好的滚筒上的小孔中。
事实上本发明考虑了其它形式,工艺和各类的滚筒,当轮胎通过滚筒时,滚筒能在多点施加压力到轮胎上,点的分布应能保证集中的挤压力传入材料中。
如果轮胎接触到两点之间的区域,则将压力施加到轮胎表面的点太疏。如果两点之间的距离太小以至无法容纳材料的碎粒,这些点的分布又太密。
Claims (33)
1、一种用于粉碎在超低温下变脆的材料的设备,其特征是,
该设备包括一对压筒;
该设备包括一种将两个压筒向一起挤压的装置;
两个压筒放置在相互配合的位置,因而能够挤压放在两个压筒之间的材料;
该设备包括一种装置,该装置将两个压筒压在一起并驱使它们运动,这种运动的特征和方向能使两个压筒相互挤压;
该设备包括一种装置,该装置将材料放入相互挤压的两个压筒之间,这种挤压能将材料拉进和送出两个压筒;
该设备包括一种装置,在材料被送入两压筒之前,这种装置能将材料冷却到变脆的超低温;当材料通过压筒时,这种装置能够保持超低温;
所述压筒包括相应的外表面,当材料通过压筒时,两个外表面同时和材料紧密接触;
上述两个外表面中,至少有一个是颗粒状的,这个表面不是光滑的,而是凹凸不平的;
将压筒压向一起的装置能有效地提供挤压力以压碎通过压筒的材料的表面,但不破坏材料的主体。
2、在权利要求1的设备中,
将两个压筒压向一起的装置能有效地提供平顺和均匀的挤压力,当材料通过压筒时挤压力是均匀地逐步地施加到材料上的;
这个挤压运动是没有冲击或撞击的。
3、在权利要求1的设备中,颗粒状表面的凹凸的高度应为0.1毫米的量级。
4、在权利要求1的设备中,颗粒状表面是由滚花构成的。
5、在权利要求1的设备中,颗粒状表面包括凸出的尖点。
6、在权利要求5的设备中,在压筒的表面上每平方厘米大约有50个凸出的尖点。
7、在权利要求6的设备中,凸出的尖点是锥形的。
8、在权利要求7的设备中,凸出的尖点有规则地排列成行,行距大约为2毫米。
9、在权利要求5的设备中,点的角是尖锐的,其面积不大于0.5平方毫米。
10、在权利要求5的设备中,颗粒状表面包括凸点和凹点,凹凸点的安排能使材料接触到凸点,而挤碎的材料表面能够进入凹点。
11、在权利要求1的设备中,另外一个压筒的表面是平的。
12、在权利要求1的设备中,另外一个压筒的表面是颗粒状的。
13、在权利要求1的设备中,材料包括软的和硬的材料的组合,硬的材料镶嵌在软的材料当中,而软的材料在低温下会变脆。
14、在权利要求1的设备中,两个压筒包括一对滚筒,两个滚筒的安置能够挤压它们之间的材料,该设备包括一种装置能够将两个滚筒压向一起并驱动滚筒旋转。
15、在权利要求14的设备中,一个滚筒的表面有凹槽,在凹槽之间有凸出的表面。
16、在权利要求15的设备中,滚筒是圆柱形的,凹凸是圆柱面分布的,而且与滚筒共轴。
17、在权利要求16的设备中,凹槽大约是4.7毫米宽和深,凸面大约是6.4毫米宽。
18、在权利要求14的设备中,材料是粘接在一起的带状物,平面相对比较大而厚度相对比较小。
19、在权利要求18的设备中,凹槽有足够的深度以使粉碎的带状材料的表面能进入凹槽但不在凹槽的底部。
20、在权利要求18的设备中,凹槽的间距大约等于带状材料的厚度。
21、在权利要求1的设备中,将滚筒压向一起的装置能提供0.7到1.7吨的力。
22、在权利要求21的设备中,对每厘米宽的材料,将滚筒压向一起的装置提供大约1.1吨的力。
23、在权利要求14的设备中,将滚筒压向一起的装置包括一种能将滚筒压向一起又能分开的装置,以保证在滚筒的上述运动中,将滚筒压向一起的力保持恒定。
24、在权利要求23的设备中,将滚筒压向一起的装置包括一个液压缸和一个液压源,在滚筒压向一起和分开时,这个液压源能保证液压缸的压力为常数。
25、在权利要求14的的设备中,将滚筒压向一起的装置能有效地产生足够大的力使滚筒的凸点和带状材料接触以压碎带状材料的表面,而这个力又足够小以保证不损坏带状材料的内部。
26、在权利要求14的设备中,该装置包括几对上述的滚筒,几对滚筒是连续安排的,材料被一对滚筒挤压后能连续地被另外一对滚筒挤压。
27、在权利要求18的设备中:
滚筒被排成连续的挤压筒对,带状材料连续地通过第一对直至最后一对挤压筒对;
第一对滚筒的颗粒化表面具有相对大和分布比较疏的凹凸,这种分布逐对递减直到最后一对滚筒表面具有相对比较小和比较密的凹凸分布。
28、在权利要求27的设备中:
滚筒序列中的第一对滚筒的两个表面都有凸出的尖点,其中一个滚筒的表面有凹槽;
滚筒序列中的最后一对滚筒的两个表面都有凸出的尖点,没有一个滚筒的表面有凹槽。
29、在权利要求14的设备中,驱动滚筒的装置能够使材料通过滚筒被挤压时具有4-13cm/sec的速度。
30、在权利要求14的设备中,驱动滚筒的装置能够使材料通过滚筒被挤压时具有8-10cm/sec的速度。
31、在权利要求14的设备中,驱动滚筒的装置能够使材料通过滚筒被挤压时具有适当的速度以发出脆裂,爆裂或剧烈的响声。
32、一种制备复合材料的工艺,其特征是,包含下列步骤:
提供权利要求1中的设备的步骤;
操作该设备处理轮胎的步骤,并通过这个操作得到橡胶碎屑;
处理橡胶碎屑的步骤,通过适当的化学处理至少使得碎屑的表面的分子交键(molecular crosslinks)是断开的;
将处理过的碎屑的塑料材料混合并将混合物中的处理过的碎屑重新聚合的步骤。
33、一种制备复合材料的工艺,其特征是,包含下列步骤:
一个提供大量橡胶碎屑的步骤,这些碎屑是用权利要求1中的设备处理轮胎而得到的;
处理橡胶碎屑的步骤,通过适应的化学处理至少使得碎屑的表面的分子交键是断开的;
将处理过的碎屑和塑料材料混合并将混合物中的处理过的碎屑重新聚合的步骤。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB9221335.4 | 1992-10-06 | ||
| GB9221335A GB9221335D0 (en) | 1992-10-06 | 1992-10-06 | Cryogenic processing of used tires and the like |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1086165A true CN1086165A (zh) | 1994-05-04 |
Family
ID=10723271
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN93118599A Pending CN1086165A (zh) | 1992-10-06 | 1993-10-06 | 用于粉碎在超低温下变脆的材料的设备 |
Country Status (7)
| Country | Link |
|---|---|
| CN (1) | CN1086165A (zh) |
| AU (1) | AU4813593A (zh) |
| CA (1) | CA2146327A1 (zh) |
| GB (2) | GB9221335D0 (zh) |
| TW (1) | TW245677B (zh) |
| WO (1) | WO1994007670A2 (zh) |
| ZA (1) | ZA937415B (zh) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1043199C (zh) * | 1995-12-27 | 1999-05-05 | 钱兴勇 | 微细再生橡胶粉的生产方法及设备 |
| CN1089057C (zh) * | 1998-06-22 | 2002-08-14 | 曾绍谦 | 气体辅助超低温制造塑胶粉末的方法 |
| CN106061700A (zh) * | 2014-02-26 | 2016-10-26 | 株式会社普利司通 | 轮胎拆分方法 |
| CN110152853A (zh) * | 2019-04-28 | 2019-08-23 | 湖南金福达电子有限公司 | 铝电解电容器导针废料回收方法及回收装置 |
| CN111559030A (zh) * | 2020-05-21 | 2020-08-21 | 荆门东方雨虹建筑材料有限公司 | 一种沥青防水卷材涂盖料的回收系统及回收方法 |
| CN111688070A (zh) * | 2020-06-30 | 2020-09-22 | 朱涛 | 一种轮胎自动加工研磨粉碎装置 |
| CN112536093A (zh) * | 2020-11-27 | 2021-03-23 | 江苏科技大学 | 一种冷冻物料破碎的自动化机械设备 |
| EP4342585A1 (en) * | 2022-09-23 | 2024-03-27 | Aimo Kortteen Konepaja Oy | A roller mill and a method of operating a roller mill |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2719239B1 (fr) | 1994-05-02 | 1996-08-23 | Sanzio Agostinelli | Appareil pour le traitement et la récupération de matières caoutchouteuses, du type pneumatique notamment. |
| CZ284889B6 (cs) * | 1998-07-17 | 1999-03-17 | Eduard Gutfreund | Zařízení pro zpracování průmyslového pryžového a plastového odpadu |
| RU2157758C1 (ru) * | 1999-08-03 | 2000-10-20 | Ефремов Владимир Сергеевич | Способ переработки полимерных материалов, например, резины и установка для его осуществления |
| FR2830471B1 (fr) * | 2001-10-09 | 2003-12-26 | Frederic Meric | Procede et installation de recuperation des constituants d'un pneumatique hors d'usage |
| DE102007011970A1 (de) * | 2007-03-09 | 2008-09-11 | New View S.L. | Verfahren und Vorrichtung zum Kryogenzerkleinern von Schüttgut |
| CN101368284B (zh) | 2007-08-15 | 2010-10-06 | 富葵精密组件(深圳)有限公司 | 电镀装置 |
| EP2441555B1 (de) | 2010-10-15 | 2013-07-03 | Continental Reifen Deutschland GmbH | Verfahren zur Aufbereitung von Gummigranulaten oder Gummipulvern |
| ITTO20110604A1 (it) | 2011-07-08 | 2013-01-09 | Air Liquide Italia Service S R L | Impianto perfezionato per la separazione di materiali costitutivi di un nastro composito |
| LV14868B (lv) * | 2013-12-06 | 2014-08-20 | Igors Jevmenovs | Metode gumijas devulkanizācijai un katalizators šim nolūkam |
| DE102014217765A1 (de) * | 2014-09-05 | 2016-03-10 | Contitech Transportbandsysteme Gmbh | Verfahren zum Trennen doublierter Platten |
| US11491493B2 (en) | 2018-05-30 | 2022-11-08 | Philip John Milanovich | Waste management system |
| US11273580B2 (en) | 2018-05-30 | 2022-03-15 | Philip John Milanovich | Waste management system |
| US11325280B2 (en) | 2018-05-30 | 2022-05-10 | Philip John Milanovich | Waste management system |
| US11708135B2 (en) | 2018-05-30 | 2023-07-25 | Philip John Milanovich | Waste management system |
| RU186478U1 (ru) * | 2018-08-20 | 2019-01-22 | федеральное государственное бюджетное образовательное учреждение высшего образования "Белгородский государственный технологический университет им. В.Г. Шухова" | Вибровалковый измельчитель-активатор |
| CN109909042A (zh) * | 2019-02-19 | 2019-06-21 | 重庆水利电力职业技术学院 | 一种计算机硬件存储设备信息销毁装置 |
| CN110355907A (zh) * | 2019-08-19 | 2019-10-22 | 徐州托普新材料有限公司 | 一种再生橡胶生产加工设备 |
| IT202100004091A1 (it) * | 2021-02-22 | 2022-08-22 | Alci Srl | Metodo per asportare le pellicole protettive da tessuti compositi preimpregnati allo stato non curato e relativo dispositivo. |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE204962C (zh) * | 1900-01-01 | |||
| SU1391708A1 (ru) * | 1986-04-22 | 1988-04-30 | Особое конструкторско-технологическое бюро Физико-технического института низких температур АН УССР | Способ разрушени автопокрышек |
| US4813614A (en) * | 1987-08-10 | 1989-03-21 | Moore David R | Method and apparatus for treating waste products to recover the components thereof |
-
1992
- 1992-10-06 GB GB9221335A patent/GB9221335D0/en active Pending
-
1993
- 1993-10-05 GB GB9506832A patent/GB2286137B/en not_active Expired - Fee Related
- 1993-10-05 WO PCT/CA1993/000397 patent/WO1994007670A2/en active Application Filing
- 1993-10-05 CA CA002146327A patent/CA2146327A1/en not_active Abandoned
- 1993-10-05 AU AU48135/93A patent/AU4813593A/en not_active Abandoned
- 1993-10-06 ZA ZA937415A patent/ZA937415B/xx unknown
- 1993-10-06 CN CN93118599A patent/CN1086165A/zh active Pending
- 1993-11-03 TW TW82109165A patent/TW245677B/zh active
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1043199C (zh) * | 1995-12-27 | 1999-05-05 | 钱兴勇 | 微细再生橡胶粉的生产方法及设备 |
| CN1089057C (zh) * | 1998-06-22 | 2002-08-14 | 曾绍谦 | 气体辅助超低温制造塑胶粉末的方法 |
| CN106061700A (zh) * | 2014-02-26 | 2016-10-26 | 株式会社普利司通 | 轮胎拆分方法 |
| US10493659B2 (en) | 2014-02-26 | 2019-12-03 | Bridgestone Corporation | Tire dismantling method |
| CN110152853A (zh) * | 2019-04-28 | 2019-08-23 | 湖南金福达电子有限公司 | 铝电解电容器导针废料回收方法及回收装置 |
| CN110152853B (zh) * | 2019-04-28 | 2023-12-26 | 湖南金福达电子有限公司 | 铝电解电容器导针废料回收方法及回收装置 |
| CN111559030A (zh) * | 2020-05-21 | 2020-08-21 | 荆门东方雨虹建筑材料有限公司 | 一种沥青防水卷材涂盖料的回收系统及回收方法 |
| CN111688070A (zh) * | 2020-06-30 | 2020-09-22 | 朱涛 | 一种轮胎自动加工研磨粉碎装置 |
| CN112536093A (zh) * | 2020-11-27 | 2021-03-23 | 江苏科技大学 | 一种冷冻物料破碎的自动化机械设备 |
| EP4342585A1 (en) * | 2022-09-23 | 2024-03-27 | Aimo Kortteen Konepaja Oy | A roller mill and a method of operating a roller mill |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2146327A1 (en) | 1994-04-14 |
| GB2286137B (en) | 1996-09-18 |
| TW245677B (zh) | 1995-04-21 |
| GB9506832D0 (en) | 1995-05-31 |
| WO1994007670A2 (en) | 1994-04-14 |
| WO1994007670A3 (en) | 1994-09-15 |
| GB2286137A8 (en) | 1995-09-18 |
| GB2286137A (en) | 1995-08-09 |
| ZA937415B (en) | 1994-04-26 |
| AU4813593A (en) | 1994-04-26 |
| GB9221335D0 (en) | 1992-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1086165A (zh) | 用于粉碎在超低温下变脆的材料的设备 | |
| US5385307A (en) | Cryogenic tire recycling system | |
| EP1572429B1 (en) | Pulverization process of a vulcanized rubber material | |
| KR101428795B1 (ko) | 건설폐기물 중간처리용 압착과 타격에 의한 2단식 파쇄기 | |
| CN1045315C (zh) | 回收空铝罐头的方法和设备 | |
| US5794861A (en) | Process and apparatus for separating components of fragmented vehicle tires | |
| CN211164853U (zh) | 一种废旧轮胎粉碎装置 | |
| CN1130280C (zh) | 再利用发泡聚苯乙烯的方法和用于处理发泡聚苯乙烯的装置 | |
| KR100540768B1 (ko) | 자동차용 폐 페트병 파쇄기 | |
| KR102267692B1 (ko) | 유기물과 무기물의 혼합 가공물 제조장치 및 이를 이용한 제조방법 | |
| US20240033975A1 (en) | Waste tire resourceful regeneration treatment method | |
| KR102318626B1 (ko) | 폐비닐 재활용 방법 및 그 방법으로 제조된 재활용품 | |
| CN213321170U (zh) | 一种橡胶废料回收用破碎机 | |
| KR20050074666A (ko) | 폐 플라스틱 재생을 위한 압출장치 | |
| KR20220083908A (ko) | 폐 플라스틱 재활용을 위한 압출장치 | |
| CA2120410A1 (en) | Preparing rubber scrap for recycling | |
| CN111632649B (zh) | 一种环保型农村固体垃圾处理回收装置 | |
| KR200347017Y1 (ko) | 폐 플라스틱 재생을 위한 압출장치 | |
| TW588088B (en) | Method for manufacturing total rubber tire made of waste tire as raw material, method for filling crushed rubber powder mixture, and total rubber tire using waste tire as raw material | |
| CN2772622Y (zh) | 橡胶中碎机 | |
| JP2004202302A (ja) | プリント基板から金属を回収する方法及び回収装置 | |
| CN206731290U (zh) | 层状矿物剥片机 | |
| CN212732446U (zh) | 一种鞋材边角料的回收装置 | |
| CN112530643B (zh) | 一种新能源汽车用线束回收装置 | |
| CN214562192U (zh) | 废轮胎的橡胶再生利用系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C01 | Deemed withdrawal of patent application (patent law 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |