CN108350968B - 弹性部件用线材以及弹性部件 - Google Patents
弹性部件用线材以及弹性部件 Download PDFInfo
- Publication number
- CN108350968B CN108350968B CN201680062789.0A CN201680062789A CN108350968B CN 108350968 B CN108350968 B CN 108350968B CN 201680062789 A CN201680062789 A CN 201680062789A CN 108350968 B CN108350968 B CN 108350968B
- Authority
- CN
- China
- Prior art keywords
- side reinforcing
- elastic member
- reinforcing fiber
- wire rod
- reinforcing fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/32—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core on a rotating mould, former or core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/02—Bending or folding
- B29C53/08—Bending or folding of tubes or other profiled members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/02—Bending or folding
- B29C53/12—Bending or folding helically, e.g. for making springs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F1/00—Springs
- F16F1/02—Springs made of steel or other material having low internal friction; Wound, torsion, leaf, cup, ring or the like springs, the material of the spring not being relevant
- F16F1/021—Springs made of steel or other material having low internal friction; Wound, torsion, leaf, cup, ring or the like springs, the material of the spring not being relevant characterised by their composition, e.g. comprising materials providing for particular spring properties
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F1/00—Springs
- F16F1/02—Springs made of steel or other material having low internal friction; Wound, torsion, leaf, cup, ring or the like springs, the material of the spring not being relevant
- F16F1/04—Wound springs
- F16F1/06—Wound springs with turns lying in cylindrical surfaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F1/00—Springs
- F16F1/36—Springs made of rubber or other material having high internal friction, e.g. thermoplastic elastomers
- F16F1/366—Springs made of rubber or other material having high internal friction, e.g. thermoplastic elastomers made of fibre-reinforced plastics, i.e. characterised by their special construction from such materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F1/00—Springs
- F16F1/36—Springs made of rubber or other material having high internal friction, e.g. thermoplastic elastomers
- F16F1/366—Springs made of rubber or other material having high internal friction, e.g. thermoplastic elastomers made of fibre-reinforced plastics, i.e. characterised by their special construction from such materials
- F16F1/3665—Wound springs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/772—Articles characterised by their shape and not otherwise provided for
- B29L2031/7732—Helical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/774—Springs
- B29L2031/7742—Springs helical springs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F2228/00—Functional characteristics, e.g. variability, frequency-dependence
- F16F2228/001—Specific functional characteristics in numerical form or in the form of equations
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F2228/00—Functional characteristics, e.g. variability, frequency-dependence
- F16F2228/001—Specific functional characteristics in numerical form or in the form of equations
- F16F2228/005—Material properties, e.g. moduli
- F16F2228/007—Material properties, e.g. moduli of solids, e.g. hardness
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Textile Engineering (AREA)
- Springs (AREA)
Abstract
本发明涉及的弹性部件用线材,是用于制作弹性部件的弹性部件用线材,其具备:内周侧增强纤维,其卷绕成螺旋状;外周侧增强纤维,其卷绕于内周侧增强纤维而成;以及热固性树脂,其设于内周侧增强纤维和外周侧增强纤维的至少一部分,用于将增强纤维彼此固定,该弹性部件用线材中,内周侧增强纤维的卷绕方向与该中心轴构成70°以上且110°以下,外周侧增强纤维相对于卷绕的中心轴的缠绕方向是沿着拉伸载荷的方向的方向,该拉伸载荷是基于从外部作用的对该弹性部件用线材施加扭转应力的载荷而作用于该弹性部件用线材的。
Description
技术领域
本发明涉及一种弹性部件用线材以及弹性部件。
背景技术
以往,作为用于实现汽车的油耗改善的一种方法,致力于各种部件的轻量化。例如,现采用如下方法:作为发动机缸体(engine block)的材料,代替铸铁而使用铝合金,作为发动机盖和油底壳的材料,代替钢而使用镁合金。
近年来,基于汽车的轻量化这一观点,在研究例如将作为悬架用悬架弹簧的螺旋弹簧等弹性部件轻量化的方案。作为能够将此类弹性部件轻量化的弹性部件用线材,可举出一种具有纤维增强树脂层的弹性部件用线材,其中,该纤维增强树脂层由缠绕在芯材上的碳纤维等纤维和树脂构成(例如,参照专利文献1~3)。
在专利文献1中,公开有一种弹性部件用线材,其中,将铝作为芯材,在该铝芯材的外周设有将纤维缠绕成网眼状而成的碳纤维增强树脂层。然而,若像专利文献1那样将纤维网眼状地缠绕于芯材,那么,由于扭转应力作用时纤维容易发生屈曲破坏,所以为了确保强度则必须加大线材直径,而不能获得足够的轻量化效果和必要的挠曲量,有可能无法作为螺旋弹簧发挥功能。
对此,作为提高抵抗扭转应力的强度的技术,在专利文献2中公开有一种弹性部件用线材,其中,相对于芯材的轴心方向以规定的角度将纤维缠绕在芯材上。此外,专利文献3中公开有如下情况:在将弹性部件用线材卷绕而形成为螺旋弹簧时,纤维相对于芯材轴心方向的指向方向,是在使用状态下作用于螺旋弹簧的剪切力给纤维施加拉张力的方向。
专利文献1:日本实开昭55-45076号公报
专利文献2:日本特开2006-226327号公报
专利文献3:日本实开平3-19140号公报
发明内容
然而,专利文献2、3所公开的弹性部件用线材,对在将弹性部件用线材卷绕而形成为螺旋弹簧的情况下因螺旋弹簧被压缩而作用的扭转载荷引起线材缩径从而导致的损坏未加以考虑,根据芯材的材质,可能产生缩径从而成为强度和刚性模量都较低的螺旋弹簧,因而有时不能作为具有所要求的特性的螺旋弹簧。
本发明是鉴于上述问题而完成的,其目的在于提供一种能够实现轻量化并且提高强度的弹性部件用线材以及弹性部件。
为了解决上述问题而达成目的,本发明涉及的弹性部件用线材是用于制作弹性部件的弹性部件用线材,其具备:内周侧增强纤维,其卷绕成螺旋状;外周侧增强纤维,其设于上述内周侧增强纤维的外周上;以及热固性树脂,其设于上述内周侧增强纤维及上述外周侧增强纤维的至少一部分,用于将增强纤维彼此固定,其中,上述内周侧增强纤维的卷绕方向与该卷绕的中心轴所构成的角度为70°以上且110°以下,上述外周侧增强纤维相对于卷绕的中心轴的缠绕方向是沿着拉伸载荷的方向的方向,上述拉伸载荷是基于从外部作用的对该弹性部件用线材施加扭转应力的载荷而作用于该弹性部件用线材的。
此外,根据上述的发明,本发明涉及的弹性部件用线材中,上述外周侧增强纤维的卷绕的中心轴与上述外周侧增强纤维的缠绕方向所构成的角度大于40°且在50°以下。
此外,根据上述的发明,本发明涉及的弹性部件用线材中,该弹性部件用线材的刚性模量为9GPa以上。
此外,根据上述的发明,本发明涉及的弹性部件用线材中,含有上述外周侧增强纤维的外周侧增强纤维层的厚度相对于含有上述内周侧增强纤维的内周侧增强纤维层的厚度之比为0.5以上。
此外,根据上述的发明,本发明涉及的弹性部件用线材中,该弹性部件用线材的静态扭转强度为540MPa以上。
此外,根据上述的发明,本发明涉及的弹性部件用线材还具备:芯材,其是使用能够弹性变形的材料来形成的,并设于上述内周侧增强纤维所形成的管状的内周侧增强纤维层的内周侧。
此外,根据上述的发明,本发明涉及的弹性部件用线材中,上述芯材及该弹性部件用线材的、以正交于长度轴的平面作为截断面所得到的截面呈圆形,上述内周侧增强纤维的卷绕方向与该卷绕的中心轴所构成的角度为80°以上且100°以下。
此外,本发明涉及的弹性部件,是使用上述的发明涉及的弹性部件用线材来形成的。
此外,根据上述的发明,本发明涉及的弹性部件是将上述弹性部件用线材卷绕成螺旋状而成的。
此外,根据上述的发明,本发明涉及的弹性部件是汽车用的悬架弹簧。
根据本发明,具有能够实现轻量化并且提高强度的效果。
附图说明
图1是表示本发明一实施方式涉及的螺旋弹簧的结构的示意图。
图2是表示本发明一实施方式涉及的螺旋弹簧的主要部分的结构的示意图。
图3是表示本发明一实施方式涉及的螺旋弹簧的主要部分的结构的示意图。
图4A是表示本发明一实施方式涉及的螺旋弹簧的主要部分的结构的示意图。
图4B是表示本发明一实施方式涉及的螺旋弹簧的主要部分的结构的示意图。
图5是表示本发明一实施方式涉及的用于制作螺旋弹簧的弹性部件用线材的结构的示意图。
图6是用于说明本发明一实施方式涉及的弹性部件用线材的制造方法的图。
图7是用于说明本发明一实施方式涉及的弹性部件用线材的制造方法的图。
图8是用于说明本发明实施例涉及的比较例的螺旋弹簧的结构的示意图。
具体实施方式
下面,参照附图来对用于实施本发明的方式(以下称为“实施方式”)进行说明。需要说明的是,各图是示意性的,各部分的厚度与宽度的关系、各个部分的厚度的比率等有时会与现实中的不同,各图中有时会包含相互之间的尺寸的关系或比率不同的部分。
图1是表示本发明一实施方式涉及的螺旋弹簧的结构的示意图。图2是表示本发明一实施方式涉及的螺旋弹簧的主要部分的结构的示意图。图3是表示本发明一实施方式涉及的螺旋弹簧的主要部分的结构的示意图,且为从线材的延伸方向观察的俯视图。螺旋弹簧1通过将在芯材上缠绕纤维而成的线材卷成螺旋状来制作。螺旋弹簧1在规定的方向(例如,通过卷绕而延伸的方向)上伸缩自如。螺旋弹簧1例如用作汽车的悬架用的悬架弹簧。
螺旋弹簧1呈螺旋状,具有:芯材10,其是使用可弹性变形的材料来形成的;以及纤维增强塑料(Fiber Reinforced Plastics:FRP)层11,其含有缠绕在芯材10上的多根纤维,并覆盖该芯材10。螺旋弹簧1中,作为用作悬架弹簧时的强度,优选其线材的刚性模量为9GPa以上且50GPa以下,静态扭转强度为540MPa以上且2000MPa以下。
如图2、图3所示,FRP层11包括将多根内周侧增强纤维12a卷绕而成的管状的内周侧增强纤维层12、以及将外周侧增强纤维13a卷绕而成的管状的外周侧增强纤维层13。FRP层11通过在将多根内周侧增强纤维12a和多根外周侧增强纤维13a缠绕在芯材10上之后,浸渗未固化的热固性树脂并加热固化来形成,或者通过将经未固化的热固性树脂浸渗后的多根内周侧增强纤维12a缠绕在芯材10上,并将外周侧增强纤维13a缠绕在内周侧增强纤维12a的外周侧并加热固化,由此形成各层而成。作为内周侧增强纤维12a和外周侧增强纤维13a,可使用分别在碳纤维、玻璃纤维、芳香族聚酰胺纤维即芳纶纤维、以及玄武岩纤维(Basalt fiber)中选择出的至少一种纤维。在FRP层11中,至少一部分增强纤维彼此通过热固性树脂而相互固定。即,FRP层11含有:上述的多根内周侧增强纤维12a;外周侧增强纤维13a;以及热固性树脂,用于将该内周侧增强纤维12a彼此固定、将该外周侧增强纤维13a彼此固定、和/或将内周侧增强纤维12a与外周侧增强纤维13a固定。作为热固性树脂,可举出具有绝缘性且受热固化的树脂,例如环氧树脂。
FRP层11中的内周侧增强纤维12a及外周侧增强纤维13a可以是将一根纤维缠绕在芯材10上的,也可以是将多根纤维作为一束,并将一束纤维或者多束纤维同时缠绕在芯材10上的。无论采用哪一种缠绕方式,内周侧增强纤维12a及外周侧增强纤维13a各自的的纤维缠绕方向分别是均一的。此外,也可以是,将呈片(sheet)状的纤维束,以使纤维的长度方向相同的方式设于芯材10的外表面。此外,在线材的径向上分别缠绕有一根或多根(包括纤维束)的内周侧增强纤维12a和外周侧增强纤维13a。
此外,基于能使螺旋弹簧1(FRP层11)的强度提高这一点,优选地,内周侧增强纤维12a及外周侧增强纤维13a在从呈螺旋状地延伸的线材的一端到另一端连续。如果内周侧增强纤维12a及外周侧增强纤维13a的其中至少一方不连续,则从外部作用的载荷无法由线材整体负担,不连续部分因应力集中而容易成为线材损坏的起点。在内周侧增强纤维12a及外周侧增强纤维13a从线材的一端到另一端连续时,各增强纤维从线材的一端到另一端呈螺旋状地延伸,沿着对芯材10的环绕方向连续。
此外,基于能够提高线材的疲劳强度来确保螺旋弹簧的强度这一观点,优选地,螺旋弹簧1的刚性模量为9GPa以上,和/或静态扭转强度为540MPa以上。在满足上述刚性模量的情况下,在螺旋弹簧1中,设内周侧增强纤维层12的厚度为T1,外周侧增强纤维层13的厚度为T2,外周侧增强纤维层13的厚度T2相对于内周侧增强纤维层12的厚度T1之比T2/T1为0.5以上且20以下。这里所说的“厚度”是指各增强纤维层在正交于中心轴的方向上的层宽度。
基于能够抑制螺旋弹簧1的线材的缩径这一观点,优选地,内周侧增强纤维12a缠绕在芯材10上的缠绕方向(内周侧增强纤维12a的延伸方向)与线材的延伸方向(长度方向)大致正交,其角度范围相对于线材的长度轴方向(例如,图2所示轴N1)为70°以上且110°以下,优选为80°以上且100°以下。此外,这里所说的“缠绕方向与长度轴构成的角度”是指,从与长度轴及增强纤维的延伸方向正交的方向观察时的角度。实际上,该长度轴沿着构成螺旋弹簧1的线材呈螺旋状。
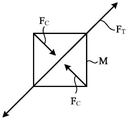
外周侧增强纤维13a缠绕在芯材10上的缠绕方向Y1(外周侧增强纤维13a的延伸方向)沿着在从外部作用有压缩螺旋弹簧1的载荷时作用于线材的载荷、即拉伸载荷和压缩载荷之中的、拉伸载荷的方向。图4A和图4B是表示本发明一实施方式涉及的螺旋弹簧的主要部分的结构的示意图,是用于说明在螺旋弹簧1上有扭转应力作用时作用于线材的表面的载荷的图。对于螺旋弹簧1(线材),当由作为绕该线材的中心轴的载荷的、彼此相反绕向的载荷F1、F2带来的扭转应力作用时,以线材表面中的矩形微小区域M来看,该微小区域M中作用有图4A所示的剪切应力τ11、τ12、τ21、τ22。线材上作用有剪切应力τ11、τ12、τ21、τ22,换言之,即成为如图4B所示那样的拉伸载荷FT和压缩载荷FC作用于微小区域M。虽然该拉伸载荷FT作用的方向相对于线材的长度轴(轴N1)理论上呈45°,但考虑到线材形状上的偏差等,该角度范围是大于40°且在50°以下。
本实施方式涉及的外周侧增强纤维13a的缠绕方向Y1,是沿着上述的拉伸载荷FT的方向,优选地,全部都沿着拉伸载荷FT缠绕。需要说明的是,虽然内周侧增强纤维12a及外周侧增强纤维13a可以各自的局部的缠绕角度不同,但优选分别以固定的缠绕角度缠绕在芯材10上。这里所说的“固定的缠绕角度”是包含制造上的缠绕角度的误差在内。
图5是表示作为用于制作螺旋弹簧1的线材的弹性部件用线材的结构的示意图。该图所示弹性部件用线材100(以下简称为“线材100”)呈三层构造的圆柱状,具备呈圆柱状的芯材110、以及通过将内周侧增强纤维112缠绕在芯材110的外周上并将外周侧增强纤维113缠绕在内周侧增强纤维112的外周上来形成内周侧增强纤维层及外周侧增强纤维层而制成的FRP层111,其中,该芯材110由与芯材10相同的材料制成,该内周侧增强纤维112由与内周侧增强纤维12a相同的纤维制成,该外周侧增强纤维113由与外周侧增强纤维13a相同的纤维制成。缠绕于芯材110的内周侧增强纤维112和缠绕于内周侧增强纤维112的外周侧增强纤维113,可以预先浸渗有液状的热固性树脂,也可以在分别缠绕之后再浸渗热固性树脂。
接下来,参照图6和图7来说明线材100的制造方法。图6和图7是用于说明本发明一实施方式的弹性部件用线材的制造方法的图。首先,将预先浸渗有液状热固性树脂的内周侧增强纤维112缠绕在芯材110上(参照图6)。此时,内周侧增强纤维112缠绕于芯材110的缠绕方向Y20(内周侧增强纤维112的延伸方向)与芯材110的长度轴(例如,图5所示轴N10)所构成的角度θ1为70°以上且110°以下。
然后,将浸渗有液状热固性树脂的外周侧增强纤维113缠绕在内周侧增强纤维112上(参照图7)。此时,将外周侧增强纤维113缠绕于内周侧增强纤维112的缠绕方向Y21(外周侧增强纤维113的延伸方向),例如,假设在将线材100卷绕成螺旋状而制得的螺旋弹簧1上从外部作用有载荷的情况下,沿着上述的拉伸载荷的方向。具体地,将外周侧增强纤维113缠绕于内周侧增强纤维112的缠绕方向Y21,在从与芯材110的长度轴(轴N10)正交的方向观察时,该缠绕方向Y21与轴N10所构成的角度θ2的范围是40°<θ2≤50°。该角度θ2对应于如下角度,即,基于上述的扭转应力而作用于外周侧增强纤维113的拉伸载荷的方向与芯材110的中心轴(轴N10)所构成的角度。作为将内周侧增强纤维112缠绕于芯材110的方法、以及将外周侧增强纤维113缠绕于内周侧增强纤维112的方法,例如可举出纤维缠绕成型(Filament Winding)法。此外,在使用多根增强纤维形成为片状的强化纤维束的情况下,也可以通过片材缠绕(Sheet Winding)法来形成。
在缠绕外周侧增强纤维113之后,加热到热固性树脂固化的温度以上,由此能够获得内周侧增强纤维112彼此固定、外周侧增强纤维113彼此固定、和/或内周侧增强纤维112与外周侧增强纤维113固定的线材100。
此外,如上所述,作为将线材100用作悬架弹簧用的线材时的强度,优选地,线材100的刚性模量为9GPa以上,线材100的静态扭转强度为540MPa以上。
通过卷绕该线材100,能够制作上述的螺旋弹簧1。该线材100除上述的螺旋弹簧1以外,还可以作为扭转杆(torsion bar)、或将其一部分折弯而成的稳定器(stabilizer)等弹性部件来使用。
根据以上说明的本发明一实施方式,螺旋弹簧1具备芯材10和覆盖芯材10的外表面的FRP层11,该FRP层由缠绕于芯材10的内周侧增强纤维12a、缠绕在含有内周侧增强纤维12a的内周侧增强纤维层12上的外周侧增强纤维13a、以及用于将增强纤维彼此固定的热固化树脂构成,其中,将内周侧增强纤维12a以使其相对于芯材10的长度轴(轴N1)的缠绕方向为80°以上且100°以下的方式缠绕,并且将外周侧增强纤维13a以使其相对于芯材10的缠绕方向为沿着基于扭转应力而作用于线材的拉伸载荷的方向的方向的方式缠绕,由此,能够实现对扭转应力具有耐受性的强度,并实现轻量化。例如,在本发明实施方式中,若芯材10采用铝或其合金,或者树脂,则与采用铸铁等铁类材料的、特性或容积相同的螺旋弹簧的情况相比,能够轻量化60%左右。
此外,在本发明实施方式中,说明的是内周侧增强纤维层12的内周侧设有芯材10的结构,但设有内周侧增强纤维层12就能够防止线材的缩径,所以也可以采用不具有芯材10的结构。即,也可以采用仅由含有内周侧增强纤维层12、外周侧增强纤维层13、以及用于将这些纤维层的增强纤维固定的热固化树脂的FRP层11构成的中空的螺旋弹簧1(弹性部件用线材)。
实施例
下面,对本发明涉及的用于制作螺旋弹簧的弹性部件用线材的实施例进行说明。此外,本发明不限于这些实施例。首先,对本实施例涉及的弹性部件用线材的结构进行说明。
实施例1
作为芯材而使用棒状的聚丙烯(PP)树脂材料,作为内周侧增强纤维和外周侧增强纤维而使用含有环氧树脂的碳纤维束、即丝束预浸料(tow prepreg)。
作为弹性部件用线材,将丝束预浸料缠绕在芯材上。首先,将内周侧增强纤维以使其在从正交于芯材长度轴的方向观察时与芯材长度轴构成90°的方式进行缠绕。并且,将外周侧增强纤维以使其在从正交于芯材长度轴的方向观察时与芯材长度轴构成45°的方式进行缠绕,直至外周侧增强纤维层的厚度与内周侧增强纤维层的厚度之比成为4:1为止。然后,使环氧树脂固化,制得的线材作为实施例1涉及的弹性部件用线材。
实施例2
将内周侧增强纤维相对于芯材长度轴的缠绕角度设为80°,除此以外,与实施例1同样地进行。
实施例3
将外周侧增强纤维层的厚度与内周侧增强纤维层的厚度之比设为3:2,除此以外,与实施例2同样地进行。
实施例4
将外周侧增强纤维层的厚度与内周侧增强纤维层的厚度之比设为2:3,除此以外,与实施例2同样地进行。
实施例5
将内周侧增强纤维相对于芯材长度轴的缠绕角度设为100°,除此以外,与实施例1同样地进行。
实施例6
将内周侧增强纤维相对于芯材长度轴的缠绕角度设为70°,除此以外,与实施例1同样地进行。
比较例1
芯材使用棒状的聚丙烯(PP)树脂材料,增强纤维使用作为碳纤维束的丝束预浸料。
对于弹性部件用线材,使用纤维缠绕机将丝束预浸料缠绕在上述的芯材上。此时,将增强纤维以使其在从正交于芯材长度轴的方向观察时与芯材长度轴构成45°的方式进行缠绕,直至外周侧增强纤维层的厚度成为与实施例1的内周侧增强纤维层的厚度与外周侧增强纤维层的厚度之和相等为止,即,直至外周侧增强纤维层的厚度与内周侧增强纤维层的厚度之比成为5:0为止。然后,使环氧树脂固化,制得的线材作为比较例1涉及的弹性部件用线材。图8是用于说明本发明实施例涉及的比较例的螺旋弹簧的结构的示意图。如图8所示,比较例1涉及的弹性部件用线材200具备芯材210以及由缠绕于芯材210的增强纤维构成的FRP层211。弹性部件用线材200是以与芯材210的长度轴N100构成45°的方式缠绕增强纤维而制成的。
比较例2
将外周侧增强纤维层的厚度与内周侧增强纤维层的厚度之比设为1:4,除此以外,与实施例2同样地进行。
比较例3
将内周侧增强纤维相对于芯材长度轴的缠绕角度设为60°,除此以外,与实施例1同样地进行。
以上说明的实施例1~6和比较例1~3中,芯材的直径以及弹性部件用线材的外径是一致的。
接下来,对本实施例涉及的试验内容进行说明。
扭转破环强度试验
贴附应变片并将绕线材的中心轴的旋转速度设为0.3°/秒来进行试验。通过此扭转试验,求出线材(碳纤维)的扭转破坏强度(静态扭转强度)。
刚性模量
基于通过上述的扭转试验而得到的应力-应变曲线图的斜率,计算出刚性模量。
接着,在表1中示出本实施例涉及的弹性部件用线材的特性、以及扭转试验结果(扭转破坏强度和刚性模量)。其中,“层厚比”表示外周侧增强纤维层与内周侧增强纤维层之比。此外,“纤维含有率”表示FRP层中增强纤维的体积含有率。
表1

如表1表示,作为具有内周侧增强纤维和外周侧增强纤维的弹性部件用线材的实施例1~6,与沿着一个方向卷绕有增强纤维的比较例1相比,其刚性模量和扭转破坏强度都高。实施例1、实施例2涉及的线材具有较高的刚性模量和扭转破坏强度,其结果,使用该线材,就能够获得实用的螺旋弹簧。
这里,在将上述的螺旋弹簧1用于悬架用的悬架弹簧的情况下,用来制作该螺旋弹簧1的弹性部件用线材例如最好其刚性模量为9GPa以上且静态扭转强度为540MPa以上。由本实施例的结果可以看出,实施例1~6涉及的弹性部件用线材能充分满足作为用于悬架用的螺旋弹簧1的线材的要求。
这样,本发明可以涵盖这里未记载的各种各样的实施方式等,在不脱离由权利要求书所限定的技术思想的范围内,可以进行各种设计变更等。
如上所述,本发明涉及的弹性部件用线材以及弹性部件,便于实现轻量化且提高强度。
符号说明
1 螺旋弹簧
10、110 芯材
11、111 纤维增强塑料(FRP)层
12 内周侧增强纤维层
12a、112 内周侧增强纤维
13 外周侧增强纤维层
13a、113 外周侧增强纤维
100、200 弹性部件用线材
Claims (13)
1.一种弹性部件用线材,其用于制作弹性部件,其特征在于,具备:
内周侧增强纤维,其卷绕成螺旋状;
外周侧增强纤维,其设于所述内周侧增强纤维的外周上;以及
热固性树脂,其设于所述内周侧增强纤维及所述外周侧增强纤维的至少一部分上,用于将所述增强纤维彼此固定,
其中,所述内周侧增强纤维的卷绕方向与该卷绕的中心轴所构成的角度为70°以上且110°以下,
所述外周侧增强纤维相对于卷绕的中心轴的缠绕方向是沿着拉伸载荷的方向的方向,所述拉伸载荷是基于从外部作用的对该弹性部件用线材施加扭转应力的载荷而作用于该弹性部件用线材的,
所述外周侧增强纤维的卷绕的中心轴与所述外周侧增强纤维的缠绕方向所构成的角度大于40°且在50°以下。
2.根据权利要求1所述的弹性部件用线材,其特征在于:
该弹性部件用线材的刚性模量为9GPa以上。
3.根据权利要求1或2所述的弹性部件用线材,其特征在于:
含有所述外周侧增强纤维的外周侧增强纤维层的厚度相对于含有所述内周侧增强纤维的内周侧增强纤维层的厚度之比为0.5以上。
4.根据权利要求1或2所述的弹性部件用线材,其特征在于:
该弹性部件用线材的静态扭转强度为540MPa以上。
5.根据权利要求3所述的弹性部件用线材,其特征在于:
该弹性部件用线材的静态扭转强度为540MPa以上。
6.根据权利要求1或2所述的弹性部件用线材,其特征在于,还具备:
芯材,其是使用能够弹性变形的材料来形成的,并设于所述内周侧增强纤维所形成的管状的内周侧增强纤维层的内周侧。
7.根据权利要求3所述的弹性部件用线材,其特征在于,还具备:
芯材,其是使用能够弹性变形的材料来形成的,并设于所述内周侧增强纤维所形成的管状的内周侧增强纤维层的内周侧。
8.根据权利要求4所述的弹性部件用线材,其特征在于,还具备:
芯材,其是使用能够弹性变形的材料来形成的,并设于所述内周侧增强纤维所形成的管状的内周侧增强纤维层的内周侧。
9.根据权利要求5所述的弹性部件用线材,其特征在于,还具备:
芯材,其是使用能够弹性变形的材料来形成的,并设于所述内周侧增强纤维所形成的管状的内周侧增强纤维层的内周侧。
10.根据权利要求6所述的弹性部件用线材,其特征在于:
所述芯材及该弹性部件用线材的、以正交于长度轴的平面作为截断面所得到的截面呈圆形,
所述内周侧增强纤维的卷绕方向与该卷绕的中心轴所构成的角度为80°以上且100°以下。
11.一种弹性部件,其特征在于:
该弹性部件是使用权利要求1至10中任一项所述的弹性部件用线材来形成的。
12.根据权利要求11所述的弹性部件,其特征在于:
该弹性部件是将所述弹性部件用线材卷绕成螺旋状而成的。
13.根据权利要求12所述的弹性部件,其特征在于:
该弹性部件是汽车用的悬架弹簧。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015213501A JP6502235B2 (ja) | 2015-10-29 | 2015-10-29 | 弾性部材用線材および弾性部材 |
| JP2015-213501 | 2015-10-29 | ||
| PCT/JP2016/082174 WO2017073773A1 (ja) | 2015-10-29 | 2016-10-28 | 弾性部材用線材および弾性部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108350968A CN108350968A (zh) | 2018-07-31 |
| CN108350968B true CN108350968B (zh) | 2020-07-28 |
Family
ID=58630421
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201680062789.0A Active CN108350968B (zh) | 2015-10-29 | 2016-10-28 | 弹性部件用线材以及弹性部件 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10828845B2 (zh) |
| EP (1) | EP3369960B1 (zh) |
| JP (1) | JP6502235B2 (zh) |
| CN (1) | CN108350968B (zh) |
| WO (1) | WO2017073773A1 (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11248674B2 (en) * | 2017-08-24 | 2022-02-15 | Ressorts Liberte Inc. | Coil spring and method of fabrication thereof |
| FR3090461B1 (fr) * | 2018-12-20 | 2021-12-03 | S Ara Composite | Corde composite |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5740373Y2 (zh) | 1978-09-19 | 1982-09-04 | ||
| CA1154042A (en) * | 1979-07-12 | 1983-09-20 | Frank H. Doyal | Fiber-reinforced tubular spring |
| JPS6032539B2 (ja) | 1980-06-23 | 1985-07-29 | 日産自動車株式会社 | コイルスプリングの製造方法 |
| JPS5891940A (ja) * | 1981-11-27 | 1983-06-01 | Mitsubishi Rayon Co Ltd | 複合材料から成るコイル状バネ |
| US4473217A (en) * | 1982-01-07 | 1984-09-25 | Kato Hatsujo Kaisha, Limited | Fiber-reinforced resin coil spring and method of manufacturing the same |
| JPS59144837A (ja) * | 1983-02-03 | 1984-08-20 | Hitachi Chem Co Ltd | 繊維強化プラスチツク製中空断面形コイルバネおよびその製造方法 |
| JPS6117731A (ja) * | 1984-07-02 | 1986-01-25 | Nhk Spring Co Ltd | ト−シヨンバ− |
| JPH04136530A (ja) * | 1990-09-27 | 1992-05-11 | Toyama Pref Gov | Frpコイルばね及びその製造方法 |
| JP3009311B2 (ja) * | 1993-08-04 | 2000-02-14 | 東邦レーヨン株式会社 | 繊維強化樹脂製コイルスプリングおよびその製造方法 |
| US20020190451A1 (en) * | 2001-06-01 | 2002-12-19 | The University Of Akron | Fiber-reinforced composite springs |
| CN1480658A (zh) * | 2002-09-05 | 2004-03-10 | 私立逢甲大学 | 编织复合材料螺旋弹簧结构及其制造方法 |
| JP2006226327A (ja) | 2005-02-15 | 2006-08-31 | Kyoto Institute Of Technology | Frp製コイルばね及びその生産方法 |
| JP5735826B2 (ja) | 2011-03-10 | 2015-06-17 | 日本発條株式会社 | 繊維強化プラスチック製ばね |
| DE102013016483A1 (de) | 2013-10-04 | 2014-07-24 | Daimler Ag | Faserverbund-Torsionsfeder |
| WO2017163860A1 (ja) * | 2016-03-23 | 2017-09-28 | 日本発條株式会社 | コイルばね |
-
2015
- 2015-10-29 JP JP2015213501A patent/JP6502235B2/ja active Active
-
2016
- 2016-10-28 US US15/768,212 patent/US10828845B2/en active Active
- 2016-10-28 CN CN201680062789.0A patent/CN108350968B/zh active Active
- 2016-10-28 WO PCT/JP2016/082174 patent/WO2017073773A1/ja active Application Filing
- 2016-10-28 EP EP16860001.3A patent/EP3369960B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3369960B1 (en) | 2023-08-23 |
| EP3369960A1 (en) | 2018-09-05 |
| JP6502235B2 (ja) | 2019-04-17 |
| WO2017073773A1 (ja) | 2017-05-04 |
| JP2017082966A (ja) | 2017-05-18 |
| EP3369960A4 (en) | 2019-07-03 |
| US10828845B2 (en) | 2020-11-10 |
| CN108350968A (zh) | 2018-07-31 |
| US20180297297A1 (en) | 2018-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10240654B2 (en) | Hybrid spring device | |
| KR101858341B1 (ko) | 고압 탱크, 고압 탱크의 제조 방법, 라이너 형상의 설계 방법 | |
| EP2875254B1 (en) | Composite coil spring | |
| KR102181843B1 (ko) | 인장 및 압축 하중에 대한 다른 섬유 보강부들을 구비한 비틀림 하중을 받는 로드형 구성 요소 | |
| JP6440847B2 (ja) | 弾性部材用線材および弾性部材 | |
| US20020158392A1 (en) | Multihelical composite spring | |
| CN109676952A (zh) | 具有集成眼衬套的由纤维增强塑料制成的板簧的制造方法,以及由纤维增强塑料制成的板簧 | |
| CN108350968B (zh) | 弹性部件用线材以及弹性部件 | |
| JP6832338B2 (ja) | コイルばね | |
| JP4771209B2 (ja) | Frp筒体およびその製造方法 | |
| CN106460985B (zh) | 扭转负载的杆状部件 | |
| WO2017073772A1 (ja) | コイルばね用線材およびコイルばね | |
| US9233591B2 (en) | Fiber composite component and method for producing a fiber composite component | |
| CN111503265B (zh) | 高压罐及制造高压罐的方法 | |
| WO2017043654A1 (ja) | 弾性部材用線材の製造方法、弾性部材用線材および弾性部材 | |
| US20220412508A1 (en) | Tank and method of manufacturing the same | |
| JP2017082966A5 (zh) | ||
| WO2017073771A1 (ja) | 弾性部材用線材および弾性部材 | |
| US20190366617A1 (en) | Strand profile and process for producing a strand profile | |
| JP2008082525A (ja) | プロペラシャフトおよびその製造方法 | |
| KR102391001B1 (ko) | 복합재 코일 스프링 및 그 제조방법 | |
| JP2006062354A (ja) | Frp筒体およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |