CN107635774B - 制备平版印版前体的方法 - Google Patents
制备平版印版前体的方法 Download PDFInfo
- Publication number
- CN107635774B CN107635774B CN201580060413.1A CN201580060413A CN107635774B CN 107635774 B CN107635774 B CN 107635774B CN 201580060413 A CN201580060413 A CN 201580060413A CN 107635774 B CN107635774 B CN 107635774B
- Authority
- CN
- China
- Prior art keywords
- printing
- hydrophilic
- lithographic
- curable
- support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C1/00—Forme preparation
- B41C1/10—Forme preparation for lithographic printing; Master sheets for transferring a lithographic image to the forme
- B41C1/1066—Forme preparation for lithographic printing; Master sheets for transferring a lithographic image to the forme by spraying with powders, by using a nozzle, e.g. an ink jet system, by fusing a previously coated powder, e.g. with a laser
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/10—Printing inks based on artificial resins
- C09D11/101—Inks specially adapted for printing processes involving curing by wave energy or particle radiation, e.g. with UV-curing following the printing
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/10—Printing inks based on artificial resins
- C09D11/106—Printing inks based on artificial resins containing macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C09D11/107—Printing inks based on artificial resins containing macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds from unsaturated acids or derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/30—Inkjet printing inks
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/30—Inkjet printing inks
- C09D11/40—Ink-sets specially adapted for multi-colour inkjet printing
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/16—Coating processes; Apparatus therefor
- G03F7/168—Finishing the coated layer, e.g. drying, baking, soaking
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Optics & Photonics (AREA)
- General Physics & Mathematics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Printing Plates And Materials Therefor (AREA)
- Manufacture Or Reproduction Of Printing Formes (AREA)
- Printing Methods (AREA)
- Ink Jet Recording Methods And Recording Media Thereof (AREA)
- Materials For Photolithography (AREA)
Abstract
根据本发明的制备包含由印刷区域和非印刷区域组成的平版图像的平版印版的方法包括以下步骤:‑在亲水载体上喷射和固化第一可固化流体的液滴,从而形成平版图像的印刷区域;‑在平版图像的非印刷区域中喷射和固化第二可固化流体的液滴,从而在亲水载体上形成亲水保护层。
Description
发明领域
本发明涉及制备平版印版的方法。更具体地讲,本发明涉及通过喷墨制备平版印版的真正无处理(processless)方法。
发明背景
平版印刷一般包括使用一种安装在旋转印刷机滚筒上的平版印版。印版在其表面上带有平版图像,并通过将油墨施加到所述图像上,然后将油墨从母版转移到受体材料上来得到印刷品,受体材料一般为纸。在常规平版印刷中,油墨及含水润版溶液(也被称为润湿液体)被提供到平版图像,平版图像由亲油(或疏水性,即接受油墨,斥水)区域及亲水(或疏油,即接受水,斥墨)区域组成。在所谓的无水胶印中,平版图像由受墨区域和不粘墨(斥墨)区域组成,在无水胶印期间,只有油墨提供到母版上。
平版印版一般通过按图像暴露并且处理一种被称为印版前体的成像材料获得。前体涂层按图像暴露于热或光,一般通过数字调制暴露设备,例如激光,它触发(物理)化学过程,例如烧蚀、聚合、由聚合物交联或由热塑性聚合物胶乳颗粒的凝聚作用不溶,由分子间相互作用破坏或由增加显影阻挡层渗透性增溶。虽然一些印版前体能够在暴露后立即产生平版图像,但最流行的印版前体需要湿处理,因为暴露在涂层的暴露和非暴露区域之间的显影剂中产生溶解性或溶解速率差异。在阳图制版中,涂层的暴露区域溶于显影剂,而非暴露区域保持耐显影剂。在阴图制版中,涂层的非暴露区域溶于显影剂,而暴露区域保持耐显影剂。大多数印版在亲水载体上包含疏水涂层,以便保持耐显影剂的区域限定印版的受墨印刷区域,而亲水载体在非印刷区域由在显影剂中溶解涂层而显露。
为了得到平版印版,除了暴露步骤外,多个附加步骤通常也是必要的,例如预热步骤、显影步骤、烘烤步骤、涂胶步骤、干燥步骤等。
各附加步骤耗时和耗能,并且可包括额外装置,例如处理器、涂胶单元或烘箱或显影机和化学物质。
在EP-A 1342568和WO2005/111727中实现的简化制版过程包括显影步骤和涂胶步骤组合成单一步骤。在所谓的机上处理方法中,单独的显影步骤不再必要,因为显影在机上通过提供油墨和润版液进行。利用机上处理的问题是印刷机污染和/或印刷机复杂的启动过程。
在喷墨计算机直接制版方法中,印刷区域通过喷墨印刷施加到平版载体上。附加涂胶步骤对在印刷前储存印版时保护印版的非印刷区域通常是必要的。在EP-A 1800890中公开一种方法,其中通过喷墨施加胶溶液,以保护印版上的亲水保护层。然而,干燥步骤对得到经干燥亲水保护层仍是必要的。
为了达到高印数,烘烤步骤通常是必要的。对在卷筒纸印刷机上较高印刷速度和使用再生纸的趋势也经常使这样的烘烤步骤成为必要。消除这样的烘烤导致减少的能耗和较小的占地面积。
发明概述
本发明的一个目的是提供制备平版印版的真正无处理方法。
本发明的这一目的通过权利要求1的方法实现。
本发明的另一个目的是提供制备平版印版的真正无处理方法,其中不必用烘烤步骤得到高印数能力。
通过以下描述,本发明的其它优点和实施方案将变得显而易见。
附图简述
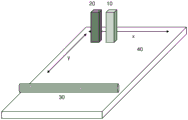
图1显示根据本发明在制备平版印版方法中使用的平台印刷设备的实施方案。
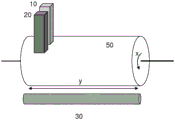
图2显示根据本发明在制备平版印版方法中使用的基于滚筒的印刷设备的实施方案。
发明详述
定义
本文所用“制备平版印版的真正无处理方法”指不必在单独湿处理步骤中或机上去除疏水物质,且不必用在单独处理单元中的涂胶步骤施加亲水层保护非印刷区域。
本文所用“固化”不仅包括由光化辐射引发的聚合和/或交联反应,优选UV辐射,而且包括在喷射温度下为液体但在载体上凝固的热熔油墨的凝固。
制备平版印版的方法
根据本发明的制备包含由印刷区域和非印刷区域组成的平版图像的平版印版的方法包括以下步骤:
- 在亲水载体上喷射和固化第一可固化流体的液滴,从而形成平版图像的印刷区域;
- 在平版图像的非印刷区域中喷射和固化第二可固化流体的液滴,从而在亲水载体上形成亲水保护层。
可在喷射第二可固化流体之前、之后或同时喷射第一可固化流体。
在一个优选的实施方案中,喷射第一和第二可固化流体的次序取决于平版图像的图像内容。例如,为了产生甚至在大于90%理论点覆盖率下保持开放的所谓的阴影区,可有利地首先沉积第二可固化流体的液滴,然后沉积第一可固化流体的液滴。第二可固化流体的经喷射且优选至少部分固化的液滴可抑制第一可固化流体的经喷射液滴聚结。另一方面,在所谓的加亮区,可有利在第二可固化流体之前喷射第一可固化流体。
可在喷射第二可固化流体之前固化经喷射的第一可固化流体,或者在单一步骤中固化第一和第二可固化流体的经喷射液滴。
在本发明的另一个目的中,也在用第一可固化流体形成的印刷区域上喷射和固化第二可固化流体,以使印刷区域对例如指纹较不敏感。
可固化流体
第一和第二可固化流体二者实质不含水,这意味水含量相对于可固化流体总重量低于40重量%,优选低于20重量%,更优选低于10重量%,最优选低于5重量%。由于低浓度或甚至不存在水,在制版过程中干燥步骤不再必要。
为了具有优良喷射能力,在喷射温度下两种可固化流体的粘度在90s-1剪切速率和10和70℃之间的喷射温度下优选小于30mPa.s,更优选小于15mPa.s,最优选在4和13mPa.s之间。
两种可固化流体的粘度在25℃和90s-1剪切速率下优选小于35mPa.s,优选小于28mPa.s,最优选在2和25mPa.s之间。
在使用所谓的流通印刷头时,可固化流体的粘度可更高,在25℃和90s-1剪切速率下优选低于60mPa.s。可固化流体的较高粘度限度提供(opens up)流体的更多组成变化,使流通印刷头很适合根据本发明的喷墨计算机直接制版方法。
第一可固化流体
可在本发明的方法中使用可形成疏水印刷区域的任何可固化流体。油墨优选为非水性UV可固化油墨。此类UV可固化油墨的实例公开于EP-A 1637322、EP-A 2199082和EP-A253765。
可使用的市售油墨为例如Anapurna®、Anuvia®、Agoria®和Agorix® UV可固化油墨,均购自Agfa Graphics NV。
第一可固化油墨也可以为所谓的热熔油墨。这种油墨在喷射温度下为液体,并在平版载体上变成固体。这种油墨的实例公开于EP-A 1266750。在EP-A 2223803中公开一种UV可固化热熔油墨,该油墨一经沉积于载体上,接着进行UV固化步骤而胶凝。
由于印版的印刷区域一般有色(以使印刷区域可见),第一可固化流体优选包含着色剂。
所用着色剂可以为染料、颜料或其组合。
使用染料的一个优点可以是改进的油墨稳定性,即,没有颜料沉降。合适的染料例如公开于WO2005/111727第24页11 - 32行。优选的染料为蓝色染料,包括青色染料。
由于改进的颜色稳定性,例如对固化第一和第二可固化流体所用的UV辐射,优选在本发明中使用颜料。可使用有机和/或无机颜料。合适的颜料例如公开于WO2005/111727第21页16行至第24页10行,和WO2008/074548的第[0128]至[0138]段。优选的颜料为蓝色颜料,包括青色颜料。
印刷区域和非印刷区域中的光密度差,即对比度,优选具有至少0.3,更优选至少0.4,最优选至少0.5的值。对比度值没有明确上限,但对比度一般不高于3.0,或甚至不高于2.0。为了对人观察者得到良好视觉对比度,着色剂的颜色类型也可能是重要的。可用装备有数个滤色器(例如,青色、品红、黄色)的光密度计以反射率测量光密度。
在另一个优选的实施方案中,印刷区域的色调对应于要用于印版的印刷油墨的色调。例如,对于CMYK印刷方法,用青色印刷油墨印刷的具有平版图像的印版具有青色调,用品红色印刷油墨印刷的具有平版图像的印版具有品红色调,用黄色印刷油墨印刷的具有平版图像的印版具有黄色调,且用黑色印刷油墨印刷的具有平版图像的印版具有黑色调。这种方法的优点是,消除在错误印刷单元上安装印版的误差,且不需要印版上的额外标记来识别符合印版的颜色选择。
第二可固化流体
通过施加和固化第二可固化流体得到的保护层必须足够亲水,以避免在印刷期间在非印刷区域中着色。
评价保护层亲水性质的熟知技术是测量在保护层上施加的脱矿物水和/或润版溶液的液滴的接触角。在经固化涂层(湿涂层厚度=10µm)上沉积第二可固化流体后1分钟测量的脱矿物水或印刷准备的(pressready)润版溶液的3µl液滴的静态接触角(SCA)优选低于15°,更优选低于10°,最优选低于5°。
优选在印刷期间在印刷机上通过油墨和/或润版溶液去除保护层。更优选在印刷机启动后立即去除保护层,即,在小于25个印数后,优选在小于10个印数后。
特别优选的保护层可在印刷期间使用的润版溶液中溶解或溶胀。
第二可固化流体优选包含相对于可固化流体总重量至少75重量%的一种或多种单官能亲水单体,更优选至少85重量%,最优选至少90重量%。亲水单体限定为具有在25℃下在pH=7下至少5重量%脱矿物水溶解度,更优选在25℃下在pH=7下至少10重量%水溶解度,最优选在25℃下在pH=7下至少20重量%水溶解度的单体。
单官能亲水单体优选包括选自丙烯酸酯、甲基丙烯酸酯、丙烯酰胺、甲基丙烯酰胺、苯乙烯、马来酰亚胺、衣康酸酯、乙烯基酯、乙烯基醚、烯丙基醚和烯丙基酯的烯属不饱和可聚合基团。单官能亲水单体更优选包括选自丙烯酸酯、甲基丙烯酸酯、丙烯酰胺和甲基丙烯酰胺的烯属不饱和可聚合基团。特别优选的单官能单体包括丙烯酸酯或丙烯酰胺作为烯属不饱和可聚合基团。
单官能亲水单体可以为非离子、阴离子、阳离子或两性离子型,非离子和阴离子型更优选,非离子型特别优选。
单官能亲水单体优选包括选自磺酸或其盐、羧酸或其盐、磷酸或其盐的单酯或二酯、膦酸或其盐、铵基、硫鎓基、磷鎓基、聚乙二醇、环酰胺和羟基的亲水官能团。在一个更优选的实施方案中,所述亲水官能团选自羟基和聚乙二醇。在一个特别优选的实施方案中,亲水单体包含至少两个羟基。
单官能亲水单体优选在平版载体表面上不显示强粘着力,以保证实质完全去除保护层。因此,包含促进单体在平版载体表面上粘着的官能团的单官能亲水单体(例如羧酸或其盐、膦酸盐或磺酸盐)的量相对于单官能亲水单体的总量优选小于50重量%,更优选小于25重量%,最优选小于10重量%。
单官能亲水单体优选不与平版载体相互作用,使载体在印刷期间在去除保护层后亲水性较差,因为这可导致在印刷期间不需要的着色。例如,碱性单体可使铝载体更疏水,尤其在接触时间相当长时,即,在提供亲水层和开始印刷工作之间有长时间。
根据本发明的亲水单体的具体实例以下给出,但不限于此。


上述亲水单体可与其它单体组合使用,只要得到的保护层亲水,并优选在印刷机上印刷期间通过油墨和/或润版液去除。
第二可固化流体也可包含其它成分,例如引发剂、共引发剂、表面活性剂、杀生物剂等。原则上可使用常规引发剂、共引发剂、表面活性剂、杀生物剂、稀释剂等,只要得到的保护层亲水,并优选可溶于在印刷期间使用的润版溶液。
第二可固化流体优选包含引发剂。足够高量的引发剂将限制固化后所得亲水聚合物的最终分子量(Mw),因此,将提高聚合物在润版溶液中的溶解度。另一方面,如果聚合物的Mw太低,它们就会为粘性、蜡状或液体,优选避免。引发剂的量优选相对于可固化流体总重量在0.10和10重量%之间,更优选在0.25和7.5重量%之间,最优选在0.50和5重量%之间。
优选使用光引发剂,其在吸收光化辐射(优选UV辐射)时生成诱导可固化流体的经喷射液滴的单体聚合和任选交联的高能物类(例如,自由基)。
可使用两种或更多种光引发剂的组合。也可使用包含光引发剂和共引发剂的光引发剂体系。合适的光引发剂体系包含在吸收光化辐射时通过从第二化合物共引发剂提取氢或提取电子形成自由基的光引发剂。共引发剂成为实际引发自由基。
稀释剂优选为与可固化流体的其它成分相容的具有低粘度的亲水化合物,例如低于20cP。优选稀释剂的实例为乙二醇、丙二醇、水。
第二可固化流体优选不含染料或颜料。
载体
平版印版前体的载体具有亲水表面,或者提供有亲水层。
在本发明的一个优选实施方案中,载体为经糙化和阳极化的铝载体。
通过使铝载体糙化(或粗糙化),印刷区域的粘着和非印刷区域的湿润性质二者均得到改进。通过改变电解质的类型和/或浓度和在糙化步骤中所用的施加电压,可得到不同类型的颗粒。表面粗糙度通常表示为算术平均中心线粗糙度Ra(ISO 4287/1或DIN 4762),并且可以在0.05和1.5μm之间变化。本发明的铝基材优选具有0.30μm和0.60μm之间的Ra值,更优选在0.35μm和0.55μm之间,最优选在0.40μm和0.50μm之间。Ra值的下限优选为0.1μm。关于糙化和阳极化铝载体表面的优选Ra值的更多细节描述于EP-A 1356926。
通过使铝载体阳极化,改进其抗磨性和亲水性质。微结构和Al2O3层的厚度由阳极化步骤确定。阳极重量(g/m2在铝表面上形成的Al2O3)在1.0和8.0g/m2之间变化。阳极重量优选在1.5g/m2和5.0g/m2之间,更优选在2.5g/m2和4.0g/m2之间,最优选在2.5g/m2和3.5g/m2之间。
可使经糙化和阳极化的铝载体经过所谓的后阳极处理,以进一步改进其表面的亲水性质。例如,通过在高温(例如95℃)下用溶液处理其表面,可使铝载体硅酸盐化,所述溶液包含一种或多种碱金属硅酸盐化合物,例如,包含碱金属磷硅酸盐、原硅酸盐、偏硅酸盐、水合硅酸盐、聚硅酸盐或焦硅酸盐的溶液。或者,可应用磷酸盐处理,包括用磷酸盐溶液处理氧化铝表面,所述磷酸盐溶液可进一步包含无机氟化物。另外,氧化铝表面可用柠檬酸或柠檬酸盐溶液、葡糖酸或酒石酸冲洗。此处理可在室温下进行,或者可在约30至50℃的略高温度下进行。更引人关注的处理包括用碳酸氢盐溶液冲洗氧化铝表面。另外,氧化铝表面可用聚乙烯基膦酸、聚乙烯基甲基膦酸、聚乙烯醇的磷酸酯、聚乙烯基磺酸、聚乙烯基苯磺酸、聚乙烯醇的硫酸酯、由与磺化脂族醛反应形成的聚乙烯醇的缩醛、聚丙烯酸或衍生物(例如,GLASCOL E15TM,购自Ciba Speciality Chemicals)处理。一个或多个这些后处理可单独或组合进行。这些处理的更详细描述在GB-A 1084070、DE-A 4423140、DE-A 4417907、EP-A659909、EP-A 537633、DE-A 4001466、EP-A 292801、EP-A 291760和US 4458005中给出。
在一个优选的实施方案中,载体首先用包含一种或多种上述硅酸盐化合物的水溶液处理,随后用包含具有羧酸基团和/或膦酸基团的化合物或其盐的水溶液处理载体。特别优选的硅酸盐化合物为原硅酸钠或钾和偏硅酸钠或钾。具有羧酸基团和/或膦酸基团的化合物和/或其酯或盐的合适实例为聚合物,例如聚乙烯基膦酸、聚乙烯基甲基膦酸、聚乙烯醇的磷酸酯、聚丙烯酸、聚甲基丙烯酸及丙烯酸和乙烯基膦酸的共聚物。包含聚乙烯基膦酸或聚(甲基)丙烯酸的溶液非常优选。
载体也可为柔性载体,所述载体可具有亲水层。柔性载体例如为纸、塑料薄膜或铝。塑料薄膜的优选实例为聚对苯二甲酸乙二醇酯薄膜、聚萘二甲酸乙二醇酯薄膜、乙酸纤维素薄膜、聚苯乙烯薄膜、聚碳酸酯薄膜等。塑料薄膜载体可不透明或透明。
亲水层优选为由用硬化剂交联的亲水粘合剂得到的交联亲水层,所述硬化剂例如为甲醛、乙二醛、聚异氰酸酯或经水解的原硅酸四烷基酯。后者特别优选。亲水层的厚度可以在0.2至25μm范围中变化,优选1.0至10μm。基底层的优选实施方案的更多细节可发现于例如EP-A 1 025 992。
载体的亲水表面优选提供有表面活性剂,以改进由本发明方法得到的印版的分辨率。在亲水表面上第一可固化流体的液滴铺展最大限度地减小时,可得到较高分辨率。优选的表面活性剂为含氟表面活性剂,例如购自Dupont的Zonyl®表面活性剂。购自Merck的更环境友好的Tivida®含氟表面活性剂也是优选的。
载体表面上的含氟表面活性剂的量优选在0.005和0.5g/m2之间,更优选在0.01和0.1g/m2之间,最优选在0.02和0.06g/m2之间。
特别优选的平版载体为如上所述用包含一种或多种硅酸盐化合物的水溶液处理的经糙化和阳极化的铝载体,且其表面提供有含氟表面活性剂。
喷墨计算机直接制版印刷设备
可使用由喷墨印刷产生平版印版的装置的不同实施方案。可使用平台印刷设备或基于滚筒的印刷设备。平台印刷设备的一个实施方案显示于图1中,而基于滚筒的印刷设备的一个实施方案显示于图2中。
在平台印刷设备(图1)中,在平台(40)上提供平版载体。分别在亲水载体上从第一(10)和第二(20)印刷头喷射第一和第二可固化流体的液滴。
印刷头一般跨移动平版载体(y-方向)以横向(x-方向)前后扫描。这种双向印刷也称为多程印刷。
另一种优选的印刷方法是所谓的单程印刷方法,其中印刷头或多个交错印刷头覆盖平版载体的整个宽度。在这种单程印刷方法中,印刷头通常保持静止,而将载体在印刷头下输送(y-方向)。
在基于滚筒的印刷设备(图2)中,在圆筒形滚筒(50)上安装平版载体。在平版载体以x-方向旋转时,喷射第一可固化流体(10)和第二可固化流体(20)的印刷头以y-方向移动。
为了得到最大点定位精确度,印刷头尽可能位于接近平版载体的表面。印刷头和平版载体表面之间的距离优选小于3mm,更优选小于2mm,最优选小于1mm。
平版载体厚度一般在0.1和0.5mm之间,且厚度的公差为±0.015mm。由于印刷头和平版载体表面之间的距离可影响点定位精确度,可有利测量平版载体的厚度,并基于平版载体厚度的测量改变印刷头和平版载体表面之间的距离。
由于例如载体的波度或载体表面中的其它不规则性,静止印刷头和在印刷设备上安装的平版载体表面之间的距离也可在整个平版载体上改变。因此,也可有利测量平版载体的表面形貌,并通过控制平版载体上可固化流体的液滴的所谓射击时间,或通过调节印刷头和载体表面之间的距离补偿测量的表面形貌中的差异。测量平版载体表面形貌的测量设备的实例公开于ISO 12635:2008(E)。
在一个优选的实施方案中,喷墨计算机直接制版印刷设备具有压下(holdingdown)装置,例如,在印刷载体下的真空室,以例如通过真空在所谓的压下区域压下平版载体。在一个更优选的实施方案中,平版载体通过独立工作的压下装置抵着印刷载体压下,例如,在印刷载体下的多个真空室,它们独立控制以增强印刷载体上的真空压力,从而在印刷载体上产生多于一个压下区域。压下平版载体增强经喷射液滴的滴定位和平版图像的位置精确度,在胶版印刷机上用制备的平版印版印刷彩色数字图像时,得到较佳的对准和叠色配准。
在CMYK印刷方法中,一般使用4种平版印版,各印版包含平版图像,用于分别用青色、品红、黄色和黑色印刷油墨印刷。在这种CMYK印刷方法中,叠色配准对得到最佳结果很重要。因此,在印刷设备中平版载体精确定位很重要。可在喷墨设备中使用在常规CtP印版记录机中所用的那些定位装置,例如三点配准系统。
印刷头
可通过一个或多个印刷头喷射第一和第二可固化流体二者,印刷头将小液滴以控制方式通过喷嘴喷到相对于印刷头移动的平版载体上。
用于喷墨印刷系统的优选印刷头为压电头。压电喷墨印刷是基于对其施加电压时压电陶瓷换能器的移动。施加电压改变印刷头中压电陶瓷换能器的形状,从而产生空隙,然后用油墨填充空隙。当再次去除电压时,陶瓷膨胀到其初始形状,将油墨滴从印刷头喷出。然而,根据本发明的喷墨印刷方法不限于压电喷墨印刷。可使用其它喷墨印刷头,且包括各种类型,如连续印刷型。
为了在印版上得到足够分辨率,例如1200或1800dpi,优选的印刷头喷出具有体积≤15pl的液滴,更优选≤10pl,最优选≤5pl,特别优选≤3pl。
另一种优选的印刷头为多滴压电喷墨印刷头。多滴压电印刷头,也称为灰度级压电印刷头,例如Konica MinoltaTM KM1024i,能够以多个体积喷射液滴,以改进平版载体上平版图像的品质。
另一种优选的印刷头为流通压电喷墨印刷头。流通压电喷墨印刷头是这样的一种印刷头,其中连续液体流循环通过印刷头的液体通道,以避免在液体中附聚,在液体中附聚可导致流中的干扰作用和不良滴定位。通过使用流通压电喷墨印刷头避免不良滴定位可改进平版载体上平版图像的品质。使用这种流通印刷头的另一个优点是要喷射的可固化流体的较高粘度限度,这增大流体的组成变化范围。
可将两种不同印刷头用于第一和第二可固化流体。例如,第二可固化流体的液滴可大于第一可固化流体的液滴。对于第二可固化流体,液滴可甚至高于15pl。
固化设备
第一和第二可固化流体优选通过暴露于光化辐射,优选暴露于紫外辐射固化。
固化装置可与印刷设备的印刷头组合布置,随其行进,以便在喷射之后很快应用固化辐射。这种快速固化有时称为“针固化(pin curing)”,并通过控制点大小提高图像品质。这种固化装置优选由一个或多个UV LED组成。在此布置中,可能难以提供小得足以连接到印刷头并随印刷头行进的其它类型的固化装置。因此,可利用静态固定辐射源,例如UV灯泡,通过柔性辐射传导装置(例如光纤束或内反射柔性管)连接到印刷头。或者,通过布置镜(包括在印刷头上的镜),可将光化辐射从固定源提供到辐射头。
辐射源也可以为横跨待固化基材延伸的伸长辐射源(图1和2中的固化装置30)。它可邻近印刷头的横向路径,以便由印刷头形成的随后的图像行在辐射源下面逐步或连续通过。
可组合两种固化装置,即,随印刷头行进的固化装置和伸长辐射源。
任何紫外光源,只要发射光的部分能够被光引发剂或光引发剂体系吸收,均可用作辐射源,如高或低压汞灯、冷阴极管、黑光、紫外LED、紫外激光和闪光。在这些光中,优选的光源为呈现主波长300-400nm的相对较长波长UV贡献的光源。具体地讲,由于减小的光散射,随之产生更有效的内部固化,UV-A光源是优选的。
UV辐射一般如下分为UV-A、UV-B和UV-C:
• UV-A:400nm至320nm
• UV-B:320nm至290nm
• UV-C:290nm至100nm。
在一个优选的实施方案中,喷墨印刷设备包含一个或多个具有大于360nm波长的UV LED,优选一个或多个具有大于380nm波长的UV LED,最优选具有约395nm波长的UV LED。
另外,可连续或同时使用不同波长或照明度的两个光源固化图像。例如,可选择第一UV源富含UV-C,具体在260nm至200nm范围。第二UV源则可富含UV-A,例如掺镓灯,或UV-A和UV-B两者均高的不同灯。已发现,使用两种UV源有多个优点,例如使快固化速度和高固化度成为可能。
为了促进固化,印刷设备通常包括一个或多个贫氧单元。为了降低固化环境中的氧浓度,贫氧单元以可调节位置和可调节惰性气体浓度布置氮气或其它相对惰性气体(例如CO2)覆盖层。残余氧水平通常保持在低至200ppm,但一般为200ppm至1200ppm范围。
固化可“部分”或“完全”。术语“部分固化”和“完全固化”指固化度,即,已转化官能团的百分数,并且可通过例如RT-FTIR(实时傅里叶变换红外光谱)测定,这是可固化制剂领域的技术人员熟悉的一种方法。部分固化限定为其中经涂覆制剂或流体液滴中至少5%、优选10%官能团转化的固化度。完全固化限定为其中随增加暴露于辐射(时间和/或剂量)已转化官能团的百分数增加可忽略的固化度。完全固化与来自最大转化百分数的在10%(优选5%)内的转化百分数一致。最大转化百分数一般通过表示转化百分数-固化能量或固化时间的曲线图中的水平渐近线确定。
由于由经固化的第二可固化流体形成的亲水保护层优选通过在印刷期间使用的润版液去除或可在其中溶解,可有利部分固化第二可固化流体的喷射液滴。
实施例
材料
除非另外说明,否则用于以下实施例的所有材料均容易地得自标准来源,例如ALDRICH CHEMICAL Co.(Belgium)和ACROS(Belgium)。使用的水为去离子水。
ACMO为N-丙烯酰吗啉,购自Rahn AG。
HEA为丙烯酸2-羟基乙酯,购自BASF。
MAES为琥珀酸单-2-丙烯酰氧基-乙酯,购自Aldrich。
PEA为聚氧化乙烯单丙烯酸酯,购自Cognis。
TPO-L为三甲基苯甲酰基乙氧基苯基膦,购自BASF。
HBA为丙烯酸4-羟基丁酯,购自Nippon Kasei Chemical Co。
MA为甲基丙烯酸,购自Akros Chimica。
BYK333为表面活性剂,购自BYK Additives&Instruments。
Zonyl FSA为含氟表面活性剂,购自DU PONT。
测量方法
粘度
使用用Brookfield’s Rheocalc32 Version 2.6 Software控制的BrookfieldDV-II + Pro Viscometer测量各胶样品的动态粘度。Rheocalc用以下设定程序化:
| 命令 | 意义 | 值 |
| WTI | 等待时间间隔(指示第一次读数前的等待时间) | 60秒 |
| SSN | 粘度计旋转速度 | 12 rpm |
| LSC | 循环计数(读数个数) | 3 |
| WTI | 等待时间间隔(取读数前的旋转时间) | 30秒 |
针对6-12mPa·s之间的粘度(在压电喷墨印刷头中喷射能力的最佳范围)设计程序。在粘度低于6mPa·s的情况下,SSN增加。如果粘度高于12mPa·s,则SSN降低。在45℃温度下进行粘度测量,模仿印刷头的平均温度。
平版载体的制备
通过用70℃的含34g/l NaOH的水溶液对0.3mm厚铝箔的表面喷6秒,随后用脱矿物水冲洗3.6秒使铝箔脱脂。然后,用交流电在37℃温度和约100A/dm2电流密度(电荷密度约800C/dm2)下在含15g/l HCl、15g/1 SO4 2-离子和5g/l Al3+离子的水溶液中使箔在8秒期间电化学糙化。随后,通过用35℃的含6.5g/l氢氧化钠的水溶液蚀刻铝箔5秒,并用脱矿物水冲洗4秒使铝箔去污。随后,在57℃温度和250C/dm2阳极电荷下在含145g/l硫酸的水溶液中使箔在10秒期间经过阳极氧化,然后用脱矿物水洗涤7秒,并在120℃下干燥7秒。
由此得到的经糙化和阳极化的铝载体具有0.45-0.50μm的表面粗糙度Ra特征(用干涉仪NT3300测量),并且具有约3.0g/m2(重量分析)的阳极重量。
然后,使上述载体通过在70℃下在上面喷射硅酸钠溶液(25g/l硅酸钠,在水中)4秒硅酸盐化,随后用脱矿物水进行3.5秒冲洗步骤,且在120℃下进行7秒干燥步骤。
随后,以10µm湿涂层厚度用含氟表面活性剂溶液(4g/l Zonyl FSA和4g/l硝酸钾,在脱矿物水中)涂覆经硅酸盐化载体。在120℃下干燥基材5秒。
制备第二可固化流体FL-01至FL-06
通过在室温下在深色样品瓶中混合表1的成分至少1小时制备第二可固化流体FL-01至FL-06。
表1
| 重量% | FL-01 | FL-02 | FL-03 | FL-04 | FL-05 | FL-06 |
| HBA | 49.5 | - | - | - | - | - |
| PEA | 49.5 | - | 46.5 | 98.0 | 49.5 | 49.5 |
| HEA | - | 49.0 | - | - | 49.5 | - |
| MAES | - | 49.0 | 46.5 | - | - | - |
| MA | - | - | 5.0 | - | - | - |
| ACMO | - | - | - | - | - | 49.5 |
| TPO-L | 1.0 | 2.0 | 2.0 | 2.0 | 1.0 | 1.0 |
制备经固化亲水层HL-01至HL-06
使用实验室涂覆机,以10µm湿涂层厚度,在未施胶的(unsubbed)100µm聚对苯二甲酸乙二醇酯(PET)片上和上述平版载体上涂覆可固化流体FL-01至FL-06。然后将二者插入氮气氛下的石英箱。然后,使用8个Philips ACTINIC BL 20W UV-A灯泡,使箱暴露于UV-A辐射7秒。在7秒的间隔中,各灯发射约0.006W/cm2。将样品从箱取出,并用棉签在上面压过,以保证涂层完全固化,即,材料实质不被棉签去除。
经固化亲水层HL-01至HL-06的亲水性
对在PET载体上提供的经固化亲水层进行这些测量。为了评价经固化层的亲水性,进行表面接触测量。用Kruss DSA100(滴形分析仪),将3µl脱矿物水和印刷准备润版溶液(4重量%在脱矿物水中的Prima FS404,购自Agfa Graphics)的液滴施加到各UV固化涂层。液滴保留在涂层上约1分钟,以研究液滴铺展。在施加液滴的静态接触角(SCA)低于10°时,认为经固化层的亲水性OK。
在1分钟后用棉pas擦去液滴,看有多少胶随液滴离开。
印刷
用在平版载体上涂覆的经固化亲水层HL-01至HL-06进行印刷试验,以评价在印刷机上的亲水性和溶解度。另外,重要的是评价是否UV固化亲水层对印刷过程有不利影响,例如增加启动、纸粘性等。用Heidelberg GTO 52送纸印刷机进行至多250次印刷(使用K+E800油墨,购自Flint;2重量% FS 404润版液,购自Agfa Graphics;和90g纸,购自AmberOffset)。
结果
结果在表2中给出。
表2
| 粘度(mPa.s) | 亲水性 | 在水/润版液中的溶解性 | 印刷试验 | |
| CL-01 | 9.99 | OK | 是 | + |
| CL-02 | 10.09 | NOK | 否 | - |
| CL-03 | 44.24 | NOK | 适中 | - |
| CL-04 | 22.09 | OK | 是 | ++ |
| CL-05 | 8.02 | OK | 是 | + |
| CL-06 | 11.88 | OK | 是 | + |
从表2中的结果清楚地观察到,用具有良好亲水性(在经固化涂层上沉积后1分钟测量的水或润版溶液的3µl液滴的接触角低于10°)和在水和润版液中有足够溶解性的经固化保护层,观察到良好印刷性能(无着色、良好启动等)。
Claims (14)
1.一种制备包含由印刷区域和非印刷区域组成的平版图像的平版印版的方法,所述方法包括以下步骤:
- 在亲水载体上喷射和固化第一可固化流体的液滴,从而形成平版图像的印刷区域;
- 在平版图像的非印刷区域中喷射和固化第二可固化流体的液滴,从而在亲水载体上形成亲水保护层,其中所述第二可固化流体包含相对于第二可固化流体总重量至少75重量%单官能亲水单体。
2.权利要求1的方法,其中喷射和固化第一和第二可固化流体的次序取决于平版图像的图像内容。
3.权利要求1或2的方法,其中在单一步骤中固化第一和第二可固化流体的经喷射液滴。
4.权利要求1或2的方法,其中第一和第二可固化流体的固化通过暴露于紫外辐射进行。
5.权利要求1或2的方法,其中在亲水保护层上沉积后1分钟测量的水或印刷准备润版溶液的3µl液滴的静态接触角(SCA)低于10°。
6.权利要求1或2的方法,所述方法进一步包括以下步骤:
-在印刷机上安装包含平版图像和亲水保护层的平版印版;
-将油墨和润版溶液提供到平版印版,并使油墨转移到纸,
其中所述保护层实质完全通过润版溶液和/或油墨去除。
7.权利要求1的方法,其中单官能亲水单体包括选自丙烯酸酯、甲基丙烯酸酯、丙烯酰胺、甲基丙烯酰胺、苯乙烯、马来酰亚胺、衣康酸酯、乙烯基酯、乙烯基醚、烯丙基醚和烯丙基酯的烯属不饱和可聚合基团。
8.权利要求1或7的方法,其中所述单官能亲水单体包括选自磺酸或其盐、羧酸或其盐、磷酸或其盐的单酯或二酯、膦酸或其盐、铵基、硫鎓基、磷鎓基、聚乙二醇、环酰胺和羟基的亲水官能团。
9.权利要求1的方法,其中所述亲水载体为经糙化和阳极化的铝载体。
10.权利要求9的方法,其中经糙化和阳极化的铝载体被硅酸盐化。
11.权利要求1的方法,其中含氟表面活性剂已施加到亲水载体的表面。
12.一种包含第一和第二可固化流体的套装,其中第一可固化流体能够形成平版印版的印刷区域,且其中第二可固化流体能够在印版的非印刷区域中在亲水载体上形成亲水保护层,其中第二可固化流体优选包含相对于第二可固化流体总重量至少75重量%单官能亲水单体。
13.权利要求12的套装,其中第一和第二可固化流体二者均为UV可固化流体。
14.权利要求12或13的套装,其中第一和第二可固化流体二者均具有在25℃和90s-1剪切速率下低于60mPa.s的粘度。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14192061.1A EP3017944B1 (en) | 2014-11-06 | 2014-11-06 | Method for preparing a lithographic printing plate precursor |
| EP14192061.1 | 2014-11-06 | ||
| PCT/EP2015/075389 WO2016071255A1 (en) | 2014-11-06 | 2015-11-02 | Method for preparing a printing plate precursor |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107635774A CN107635774A (zh) | 2018-01-26 |
| CN107635774B true CN107635774B (zh) | 2020-09-11 |
Family
ID=51870889
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201580060413.1A Expired - Fee Related CN107635774B (zh) | 2014-11-06 | 2015-11-02 | 制备平版印版前体的方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10569528B2 (zh) |
| EP (1) | EP3017944B1 (zh) |
| JP (1) | JP2018500196A (zh) |
| CN (1) | CN107635774B (zh) |
| ES (1) | ES2642814T3 (zh) |
| PL (1) | PL3017944T3 (zh) |
| WO (1) | WO2016071255A1 (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3587112B1 (en) * | 2018-06-21 | 2024-04-03 | Eco3 Bv | A lithographic printing plate precursor |
| CN109454973B (zh) * | 2018-11-15 | 2021-01-12 | 安徽原上草节能环保科技有限公司 | 柔性印刷版的处理方法 |
| EP4443243A1 (en) * | 2023-04-05 | 2024-10-09 | Esko-Graphics Imaging GmbH | Process and system for minimizing plate deformation in the solvent minimized manufacture of a printing plate |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1266750A1 (en) * | 2001-06-15 | 2002-12-18 | Agfa-Gevaert | Method for preparation of a lithographic printing plate |
| EP1800890A1 (en) * | 2005-12-20 | 2007-06-27 | Agfa Graphics N.V. | Method for gumming a lithographic printing plate |
| JP2007185903A (ja) * | 2006-01-16 | 2007-07-26 | Fujifilm Corp | 平版印刷版の製版装置 |
| EP1935652A1 (en) * | 2006-12-21 | 2008-06-25 | Agfa Graphics N.V. | Inkjet Printing methods and ink sets |
| EP2033778A1 (en) * | 2007-09-10 | 2009-03-11 | Agfa Graphics N.V. | Method of making a flexographic printing sleeve forme |
| CN102963111A (zh) * | 2011-08-31 | 2013-03-13 | 富士胶片株式会社 | 平版印刷版原版和使用其制备平版印刷版的方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1084070A (en) | 1960-08-05 | 1967-09-20 | Kalle Ag | Process and material for the preparation of planographic printing plates |
| DE3126627A1 (de) | 1981-07-06 | 1983-01-20 | Hoechst Ag, 6000 Frankfurt | Polyvinylmethylphosphinsaeure, verfahren zu ihrer herstellung und ihre verwendung |
| US4847359A (en) | 1986-06-30 | 1989-07-11 | Ciba-Geigy Corporation | Diamino-9,10-dihydroanthracenes and polyamide acid (esters) and polyimides derived therefrom |
| DE3715791A1 (de) | 1987-05-12 | 1988-11-24 | Hoechst Ag | Druckplattentraeger sowie verfahren und vorrichtung zu dessen herstellung |
| DE3717654A1 (de) | 1987-05-26 | 1988-12-08 | Hoechst Ag | Verfahren zur elektrochemischen aufrauhung von aluminium fuer druckplattentraeger |
| DE4001466A1 (de) | 1990-01-19 | 1991-07-25 | Hoechst Ag | Verfahren zur elektrochemischen aufrauhung von aluminium fuer druckplattentraeger |
| DE4134143A1 (de) | 1991-10-16 | 1993-06-24 | Hoechst Ag | Verfahren zur herstellung von flachdruckformen und danach hergestellte flachdruckformen |
| GB9326150D0 (en) | 1993-12-22 | 1994-02-23 | Alcan Int Ltd | Electrochemical roughening method |
| DE4417907A1 (de) | 1994-05-21 | 1995-11-23 | Hoechst Ag | Verfahren zur Nachbehandlung von platten-, folien- oder bandförmigem Material, Träger aus derartigem Material und seine Verwendung für Offsetdruckplatten |
| DE4423140A1 (de) | 1994-07-01 | 1996-01-04 | Hoechst Ag | Hydrophiliertes Trägermaterial und damit hergestelltes Aufzeichnungsmaterial |
| DE60224114T2 (de) | 2002-03-06 | 2008-12-04 | Agfa Graphics N.V. | Verfahren zum Entwickeln eines wärmeempfindlichen lithographischen Druckplattenvorläufers mit einer Gummilösung |
| EP1356926B1 (en) | 2002-04-26 | 2008-01-16 | Agfa Graphics N.V. | Negative-working thermal lithographic printing plate precursor comprising a smooth aluminum support. |
| ES2372289T3 (es) | 2004-05-19 | 2012-01-18 | Agfa Graphics N.V. | Método de fabricación de una plancha de impresión de fotopolímero. |
| ATE431246T1 (de) | 2004-09-16 | 2009-05-15 | Agfa Graphics Nv | Verfahren zur herstellung einer flexodruckplatte |
| US20060188813A1 (en) * | 2005-02-22 | 2006-08-24 | Fuji Photo Film Co., Ltd. | Hydrophilic film, and planographic printing material, stain-preventative member and defogging member using the same |
| EP2199082B1 (en) | 2008-12-19 | 2013-09-04 | Agfa Graphics N.V. | Method for making flexographic printing masters |
| US20100215865A1 (en) | 2009-02-26 | 2010-08-26 | Xerox Corporation | Preparation of flexographic printing masters using an additive process |
| CN103358639B (zh) * | 2013-07-15 | 2016-02-03 | 广东富盛新材料股份有限公司 | 喷绘板材及其制造方法 |
-
2014
- 2014-11-06 EP EP14192061.1A patent/EP3017944B1/en not_active Not-in-force
- 2014-11-06 ES ES14192061.1T patent/ES2642814T3/es active Active
- 2014-11-06 PL PL14192061T patent/PL3017944T3/pl unknown
-
2015
- 2015-11-02 JP JP2017522931A patent/JP2018500196A/ja active Pending
- 2015-11-02 CN CN201580060413.1A patent/CN107635774B/zh not_active Expired - Fee Related
- 2015-11-02 WO PCT/EP2015/075389 patent/WO2016071255A1/en active Application Filing
- 2015-11-02 US US15/524,821 patent/US10569528B2/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1266750A1 (en) * | 2001-06-15 | 2002-12-18 | Agfa-Gevaert | Method for preparation of a lithographic printing plate |
| EP1800890A1 (en) * | 2005-12-20 | 2007-06-27 | Agfa Graphics N.V. | Method for gumming a lithographic printing plate |
| JP2007185903A (ja) * | 2006-01-16 | 2007-07-26 | Fujifilm Corp | 平版印刷版の製版装置 |
| EP1935652A1 (en) * | 2006-12-21 | 2008-06-25 | Agfa Graphics N.V. | Inkjet Printing methods and ink sets |
| EP2033778A1 (en) * | 2007-09-10 | 2009-03-11 | Agfa Graphics N.V. | Method of making a flexographic printing sleeve forme |
| CN102963111A (zh) * | 2011-08-31 | 2013-03-13 | 富士胶片株式会社 | 平版印刷版原版和使用其制备平版印刷版的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018500196A (ja) | 2018-01-11 |
| WO2016071255A1 (en) | 2016-05-12 |
| PL3017944T3 (pl) | 2017-11-30 |
| US20170313052A1 (en) | 2017-11-02 |
| CN107635774A (zh) | 2018-01-26 |
| US10569528B2 (en) | 2020-02-25 |
| ES2642814T3 (es) | 2017-11-20 |
| EP3017944B1 (en) | 2017-07-19 |
| EP3017944A1 (en) | 2016-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114423613B (zh) | 平版印刷版前体和使用方法 | |
| CN109641475B (zh) | 平版印刷版原版及使用其的制版方法 | |
| US20120060710A1 (en) | Inkjet-imageable lithographic printing members and methods of preparing and imaging them | |
| EP3057794B1 (en) | Method for providing lithographic printing plates | |
| US20090186201A1 (en) | Plate making method and planographic printing plate | |
| CN115335234B (zh) | 平版印刷版前体和使用方法 | |
| EP3536513A1 (en) | Heat-sensitive processless planographic printing plate material containing thermosensitive protection layer, and use | |
| CN107635774B (zh) | 制备平版印版前体的方法 | |
| JP2008230024A (ja) | 平版印刷版原版および平版印刷版の作製方法 | |
| US20020031724A1 (en) | Method of making lithographic printing plate by inkjet printing | |
| EP3566099B1 (en) | Negative-working lithographic printing plate precursor and use | |
| US20110139026A1 (en) | Ink-jet platemaking method | |
| US20080193685A1 (en) | Lithographic printing plate precursor, lithographic printing plate, and process of making the same | |
| EP3215365B1 (en) | A sustainable lithographic printing plate | |
| US20220317569A1 (en) | Lithographic printing plate precursor and method of use | |
| WO2022212032A1 (en) | Lithographic printing plate precursor and method of use | |
| EP4301600A1 (en) | Lithographic printing plate precursor and method of use | |
| EP1477308A1 (en) | Computer-to-plate inkjet printing method | |
| JP2007245505A (ja) | 平版印刷版原版、平版印刷版およびその作製方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200911 Termination date: 20211102 |