CN1072983C - 用于将粘合材料涂敷在包装材料上的方法和装置 - Google Patents
用于将粘合材料涂敷在包装材料上的方法和装置 Download PDFInfo
- Publication number
- CN1072983C CN1072983C CN97113928A CN97113928A CN1072983C CN 1072983 C CN1072983 C CN 1072983C CN 97113928 A CN97113928 A CN 97113928A CN 97113928 A CN97113928 A CN 97113928A CN 1072983 C CN1072983 C CN 1072983C
- Authority
- CN
- China
- Prior art keywords
- packaging material
- spreader
- action
- orbit segment
- fen
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/02—Applying adhesives or sealing liquids
- B65B51/023—Applying adhesives or sealing liquids using applicator nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0245—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to a moving work of indefinite length, e.g. to a moving web
- B05C5/025—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to a moving work of indefinite length, e.g. to a moving web only at particular part of the work
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Coating Apparatus (AREA)
- Making Paper Articles (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
当包装材料沿一给定的进给方向以预定的速度前移时,在不间断包装材料的运行的条件下,用两个涂胶器将粘合材料喷涂在选定的部分上。两个涂布器进行分别包括两个分动作的一个向前操作和一个返回操作;在此期间,按向前的方向分别沿第一轨迹的第一和第二段同时喷涂粘合材料,同样,按反向分别沿第二轨迹的第一和第二段同时喷涂,每条完整的轨迹横向延伸并基本上跨越包装材料的整个宽度。
Description
本发明涉及一种用于将粘合材料涂敷在包装材料上的方法。本发明利于在香烟包装机的技术领域内采用,通过下列说明将使所提及的使用范围一目了然,但是并不限制在所指的常用范围内使用。
在上述类型的机器上,通常是将包装材料从一个辊子上退绕下来并朝一包装工位对准,然后穿过一个剪切工位和一个涂胶工位;在后一工位上按下述方式将一层胶料涂敷在包装材料的预定区域上,即使切割后的纸张的对应边缘可在包装产品的工序中随之接合。涂胶操作的进行通常要使包装材料在涂胶工位处停顿足够长的时间以使相应的涂胶装置涂敷粘合剂。包装材料在涂胶工位处的停歇会产生一些缺点,其中主要的是使机器的整体运行速度降低,还有会引起对包装材料的猛然拉动,这易于导致在顺序涂敷粘合材料之后不规律地反复启动包装材料,并且最终会有使之断裂的危险。
本发明的一个目的在于提供一种用于将粘合材料涂敷在包装材料上的方法,它既能使包装材料以高速前进,又允许快速地完成涂胶操作,由此消除了上述缺点。
所述目的是采用一种如下所述的方法实现的,即本发明提供了一种用于通常在包装机上将粘合材料涂敷在包装材料上的方法,包括以下步骤:使包装材料沿一预定方向以一预定的速度前移,至少在一个沿至少一条横向于包装材料的前移方向延伸的轨迹进行的向前涂胶操作中将粘合材料有选择地涂敷在包装材料的至少一个部分上;以及在不间断使包装材料前移的步骤的状态下涂敷粘合材料,其中,所述向前的涂胶操作包括至少两个同时的分向前动作,在这两个分向前动作中,一个相应的第一分动作行经包括第一轨迹段的部分的第一部分,而相应的第二分动作行经包括补充第一轨迹段的第二轨迹段的完全相同部分的第二部分。
本发明的另一个目的在于提供一种用于将粘合材料涂敷在包装材料上的装置。
上述目的是借助于一种根据本发明的用于通常在包装机上将粘合材料涂敷在包装材料上的装置来实现的,该装置包括:使包装材料沿一预定方向以一预定速度前移的装置;以及包括至少一个涂布器的涂胶装置,所述涂布器的配置和具体结构应使得至少在一个单独的向前涂胶操作中将粘合材料有选择地涂敷在包装材料的至少一个部分上,所述的向前涂胶操作沿至少一条横向于包装材料的前行方向延伸的单独的轨迹进行;其中,在采用涂胶装置涂敷粘合材料的同时不间断地使包装材料前移,其特征在于,涂胶装置包括至少一个第一涂布器和一个第二涂布器,它们以这样一种方式独立地配置、设置和构成,以使至少在两个同时进行的分向前动作中将粘合材料涂敷在包装材料上,其中,由第一涂布器进行的一第一分动作行经包括第一轨迹段的部分的前半部分,而由第二涂布器进行的第二分动作行经包括补充第一轨迹段的第二轨迹段的同一部分的后半部分。
现在将以例证的方式借助于附图详细地描述本发明,图中:
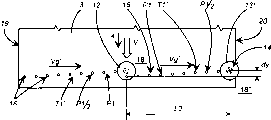
图1示出了按照本发明的用于涂敷粘合材料的一种装置的一个较佳实施例,此图以透视图的方式示意地表示,并且为了清晰起见删除了某些零件;
图2、3和4示出了采用本发明的方法和装置将粘合材料涂敷在包装材料上的连续步骤。
参照附图1,标号1表示包装机整体的一部分,同样,标号2表示一个整体的用于将粘合材料16涂敷在包装材料3上的装置。
使包装材料3按一条沿预定方向4延伸的进给路径由一具有传统实施方式的夹紧辊装置5向前牵引,从而以一给定的线速度V前进;沿进给方向,在夹紧辊装置的下游设有一个剪切装置6,该剪切装置包括,例如,一个支承与一第二刀片9相互配合地安装的一第一刀片8的支承辊7。在本实施例中与通常作法相同,剪切装置6用于将包装材料3切成单个片材10,这样,可在包装工位15处,使片材10最终围绕产品11,例如许多香烟盒,折叠;上述包装工位也具有常见的设置,因而此处不再作进一步地说明。
在图1的实施例中,装置2包括两个喷枪式的涂布器12和13,它们将粘合材料16直接喷涂在包装材料3的选定部分P1和P2上,将其粘合,由此在从包装材料3上切下并围绕产品11折叠的每张片材10的两个横向边缘21之间可以形成连接。在说明书中也被分另称为第一和第二涂布器的两个涂布器12和13配置在一个基本上垂直包装材料3所在平面的一个公共平面内并且相互间隔大约等于包装材料3的宽度的一半的距离L2。
参照图1和图2,两个涂布器12和13按下述方式安装,即可进行两次涂胶,一次向前和一次回移,在涂胶过程中,沿横向于包装材料3的进给方向4延伸的两条轨迹T1和T2将粘合材料16涂敷在包装材料3的两个部分P1和P2上。所进行的粘合材料的两次涂敷与包装材料3的前进同时进行,而且前移将保持连续。更准确地说并且如下述方式所示,其中,两个涂布器12和13的配置既相互相关又与前进的包装材料相关,向前的一次涂胶和返回的一次涂胶被分别地分成两个同时进行的分向前涂胶动作和两个同时进行的分返回动作,在此过程中,使涂布器12和13分别以向前速度Vg′和返回速度Vg″横向于包装材料3移动。
在向前的涂胶动作中,第一涂布器12进行第一个分向前动作,在此期间它将沿是整个轨迹T1的一部分的第一段T1′进行部分P1的前一半P1/2的涂胶。在同一时刻,第二涂布器13进行一第二分向前动作,在此期间,它将沿补充第一轨迹段T1′并与其结合以构成完整的相关轨迹T1的第二轨迹段T1′对同一部分P1的另一半P1/2进行涂胶。同样,在返回涂胶动作中,第一涂布器12将执行第一分返回动作并沿代表轨迹T2的一部分的第一段T2′对部分P2的前半部分P2/2进行涂胶。与此同时,第二涂布器13进行第二分返回动作,在此期间它沿补充第一轨迹段T2′并与其结合以构成完整的相关轨迹T2的第二轨迹段T2″进行完全相同的部分P2的另一半P2/2的涂胶。
在操作中,靠夹紧辊装置5的动作使包装材料3从一卷筒(图中未示出)上退绕下来并以预定的线速度V前进,穿过剪切装置6到达包装工位15。
在图2、3和4所示的方案中,粘合材料16由两个沿着基本上垂直于进给方向4的方向同时移动并处于一个平行于在理论上由前述的包装材料3所占据的平面的平面内的涂布器12和13涂敷在包装材料3上。
切记,涂布器12和13相互间隔一个设定的距离L2,它们各自在一有限的、其长度也基本上等于该同一距离L2的横向行程范围内运行。在其有限的横向运行过程中,两个涂布器12和13按上述方式将粘合材料16喷涂在组成包装材料3的指定将要上胶的部分P1和P2的相应两个半段P1/2和P2/2上。
因此,涂布器12和13的行走距离为限定的运行距离的两倍,首先,以第一速度Vg′从左向右移动(如图2、3和4所示),进行沿第一轨迹T1涂敷粘合材料16的向前涂胶操作;然后,以第二速度Vg″从右向左移动,进行沿第二轨迹T2涂敷粘合材料16的返回涂胶操作。在一较佳方案中,两个速度Vg′和Vg″完全相同。
在图示的实施例中,在进行向前涂胶和返回涂胶时,涂布器12和13的移动方向相同。
在向前涂胶期间,第一涂布器12进行第一分向前动作,从靠近包装材料3的左侧边缘19的第一起始位置17′(图2)开始,移至靠近包装材料的中线的第二停止位置18′(图3)。同样,第二涂布器13进行第二分向前动作,在此情况下,此涂布器从包装材料3的中线附近的第一起始位置17″(图2)开始,移动到第二停止位置18″(图3),该位置靠近包装材料3的远离第一涂布器12开始第一分向前动作的侧缘19的侧缘20。
在返回涂胶中,粘合材料16的涂敷完全相同,即进行第一分返回动作,第一涂布器12从与第一分向前动作的终点相一致,因而靠近包装材料3的中线的第一起始位置18′(图3)移动到与第一分向前动作的第一起始位置17′自然吻合的第二停止位置17′(图4)。并且,同样,当进行第二分返回动作时,第二涂布器13从与第二分向前动作的终点相一致,因而靠近包装材料3的右侧边缘20的第二起始位置18″(图3)移至包装材料中线附近的与第二分向前动作的第一起始位置自然吻合的第二停止位置17″(图4)。
在图中未示出但等效于至此所述的适用于所有实际意图和目的的实施例的另一方案中,涂布器12和13可相互相对地移动,例如,从靠近包装材料3中线的相应点开始并在返回中线之前首先向边缘移动;或者从两侧边缘开始并首先向中间位移。
参照图4可以看出,最好以间断形式由涂布器将粘合材料16涂敷在包装材料3上,以便使涂胶部位基本上如虚线所示。
假定涂布器12和13分别以明显高于前移的包装材料3的线速度V的速度Vg′和Vg″横移,可以形成基本上垂直于进给方向4的向前轨迹段T1′和T1″以及返回轨迹段T2′和T2″。更准确地说,在涂敷粘合材料16的过程中,包装材料3将前移一段距离dy,该距离由包装材料3的速度V和涂布器12和13对所选区域涂胶所需的时间确定。所述的距离dy又确定了各段涂胶轨迹与一垂直于进给方向4的假想线之间的夹角。采用两个或多个涂布器,而不是仅采用一个涂布器有助于减少对于一给定的包装材料的线速度的上述距离dy的值;并且由此最大限度地减小由粘合材料的轨迹T1(T2)所占的包装材料的纵向尺寸。
倘若必须减少所讨论的距离dy或提高包装材料3的前移线速度V,可按下述方式增加涂布器的数目,即将粘合材料16的轨迹分成许多同时形成的单独的区段。举例而言,将涂布器的数目增至按一定距离均匀分开的3个,从而使每一个涂布器涂敷包装材料3的横向尺寸的1/3,在涂敷粘合材料16的整个横向轨迹时涂布器所行经的距离也将相当于包装材料3的宽度L的三分之一,因此,对于一个给定速度Vg′(Vg″)而言,由三个涂布器在所选区域涂胶所花费的时间少于由两个涂布器所需花费的时间。
Claims (15)
1.一种用于通常在包装机上将粘合材料(16)涂敷在包装材料(3)上的方法,包括以下步骤:
使包装材料(3)沿一预定方向(4)以一预定的速度(V)前移,至少在一个沿至少一条横向于包装材料(3)的前移方向(4)延伸的轨迹(T1)进行的向前涂胶操作中将粘合材料(16)有选择地涂敷在包装材料(3)的至少一个部分(P1)上;以及
在不间断使包装材料(3)前移的步骤的状态下涂敷粘合材料(16),
其特征在于,所述向前的涂胶操作包括至少两个同时的分向前动作,在这两个分向前动作中,一个相应的第一分动作行经包括第一轨迹段(T1′)的部分(P1)的第一部分(P1/2),而相应的第二分动作行经包括补充第一轨迹段的第二轨迹段(T1″)的完全相同部分(P1)的第二部分(P1/2)。
2.如权利要求1所述的方法,其特征在于,第一分向前动作起始于一个大致靠近包装材料(3)的一侧边缘(19)的起始位置(17′)并终止于一大致靠近包装材料中线的停止位置(18′),与此同时,第二分向前动作起始于一个靠近包装材料(3)中线的起始位置(17″)并终止于靠近包装材料的远离第一分向前动作开始的侧缘(19)的侧缘(20)的停止位置(18″)。
3.如权利要求1所述的方法,其特征在于,还包括一个如下所述的步骤,即至少在一个沿着至少一条第二轨迹(T2)进行的第二返回涂胶操作中,将粘合材料(16)涂敷在包装材料(3)的至少另一个部分(P2)上。
4.如权利要求3所述的方法,其特征在于,向包装材料(3)的另一部分(P2)涂敷粘合材料(16)的步骤是在一个包括至少两个同时的分返回动作的涂胶操作中完成的,其中一个相应的第一分动作行经包括第一轨迹段(T2′)的部分(P2)的第一部分(P2/2),而相应的第二动作行经包括补充第一轨迹段的第二轨迹段(T2″)的完全相同部分(P2)的第二部分(P2/2)。
5.如权利要求4所述的方法,其特征在于,将粘合材料(16)涂敷在包装材料(3)的另一部分(P2)上的步骤是在一个涂胶操作中完成的,其中行经第一轨迹段(T2′)的第一分返回动作起始于一个靠近包装材料(3)的一个侧缘(20)的起始位置(18″)并终止于一个靠近包装材料中线的停止位置(18′),而行经第二轨迹段(T2″)的一个第二分返回动作起始于一个靠近包装材料(3)的中线的起始位置(17″)并终止于一个靠近包装材料的远离第一分返回动作开始的侧缘(20)的侧缘(19)的停止位置(17′)。
6.如上述权利要求中的任何一项所述的方法,其特征在于,在进行涂敷粘合材料(16)的步骤中,包装材料(3)以一个降低的速度(V)前移。
7.如权利要求4所述的方法,其特征在于,使涂胶轨迹(T1,T2,T1′,T2′,T1″,T2″)基本上垂直于包装材料(3)向前运动所沿的方向。
8.一种用于通常在包装机上将粘合材料(16)涂敷在包装材料(3)上的装置,包括:使包装材料(3)沿一预定方向以一预定速度(V)前移的装置(5);以及包括至少一个涂布器(12,13)的涂胶装置(14),所述涂布器(12,13)的配置和具体结构应使得至少在一个单独的向前涂胶操作中将粘合材料(16)有选择地涂敷在包装材料(3)的至少一个部分(P1)上,所述的向前涂胶操作沿至少一条横向于包装材料(3)的前行方向(4)延伸的单独的轨迹(T1)进行;其中,在采用涂胶装置(14)涂敷粘合材料(16)的同时不间断地使包装材料(3)前移,
其特征在于,涂胶装置(14)包括至少一个第一涂布器(12)和一个第二涂布器(13),它们以这样一种方式独立地配置、设置和构成,以使至少在两个同时进行的分向前动作中将粘合材料(16)涂敷在包装材料(3)上,其中,由第一涂布器(12)进行的一第一分动作行经包括第一轨迹段(T1′)的部分(P1)的前半部分(P1/2),而由第二涂布器(13)进行的第二分动作行经包括补充第一轨迹段的第二轨迹段(T1″)的同一部分(P1)的后半部分(P1/2)。
9.如权利要求8所述的装置,其特征在于:在第一分向前动作期间,使第一涂布器(12)在一靠近包装材料(3)的一个侧缘(19)的第一起始位置(17′)和一靠近包装材料中线的第二停止位置(18′)之间移动;而在第二分向前动作期间,使第二涂布器(13)在一靠近包装材料(3)的中线的第一起始位置(17″)和一靠近包装材料(3)的侧缘(20)的第二停止位置(18″)之间移动,所述侧缘(20)远离第一分向前动作开始处的侧缘(19)。
10.如权利要求8所述的装置,其特征在于,在至少一个沿着至少另外一条轨迹(T2)进行的另外的返回涂胶操作中,由涂胶装置(14)将粘合材料(16)涂敷在包装材料(3)的至少一个另外的部分(P2)上。
11.如权利要求10所述的装置,其特征在于,在一包括至少两个同时进行的分返回动作的一个返回涂胶操作中,由第一涂布器(12)和第二涂布器(13)将粘合材料(16)涂敷在包装材料(3)的至少一个其它部分(P2)上,其中,由第一涂布器(12)进行的第一分动作行经包括一第一轨迹段(T2′)的部分(P2)的前半部分(P2/2),而由第二涂布器(13)进行的第二分动作行经包括补充第一轨迹段的第二轨迹段(T2″)的完全相同部分(P2)的后半部分(P2/2)。
12.如权利要求11所述的装置,其特征在于,在第一分返回动作期间,使第一涂布器(12)在一靠近包装材料(3)中线的第一起始位置(18′)和一靠近包装材料的一侧缘(19)的第二停止位置(17′)之间移动;而在第二分返回动作期间,使第二涂布器(13)在一靠近包装材料(3)的侧缘(20)的第一起始位置(18″)和一靠近包装材料中线的第二停止位置(17″)之间移动,所述侧缘(20)远离第一分向前动作开始的侧缘19。
13.如权利要求12所述的装置,其特征在于,涂敷粘合材料(16)所用的涂胶装置(14,12,13)在一个基本上平行于由前移的包装材料(3)所占据的平面的平面内并沿垂直于包装材料(3)的进给方向延伸的方向移动。
14.如权利要求12所述的方法,其特征在于,由涂胶装置(14,12,13)按沿包装材料(3)的整个横向宽度延伸的轨迹(T1,T2)涂敷粘合材料(16)。
15.如权利要求8至14中的任一项所述的装置,其特征在于,在由涂胶装置(14,12,13)涂敷粘合材料(16)的步骤中,包装材料(3)以一个降低的速度(V)前移。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000349A/96 | 1996-06-25 | ||
| IT96BO000349A IT1285967B1 (it) | 1996-06-25 | 1996-06-25 | Metodo e dispositivo per l'applicazione di materiale collante su materiale di incarto |
| IT000349A/1996 | 1996-06-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1176154A CN1176154A (zh) | 1998-03-18 |
| CN1072983C true CN1072983C (zh) | 2001-10-17 |
Family
ID=11341485
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN97113928A Expired - Fee Related CN1072983C (zh) | 1996-06-25 | 1997-06-23 | 用于将粘合材料涂敷在包装材料上的方法和装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5985360A (zh) |
| EP (1) | EP0816232B1 (zh) |
| CN (1) | CN1072983C (zh) |
| DE (1) | DE69709490T2 (zh) |
| IT (1) | IT1285967B1 (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITBO20020210A1 (it) * | 2002-04-19 | 2003-10-20 | Gd Spa | Metodo di incarto di pacchetti di sigarette e foglio di incarto per la realizzazione di tale metodo |
| ITMO20040047A1 (it) * | 2004-02-27 | 2004-05-27 | F T P Automazioni S P A | Dispositivo e metodo per la deposizione di punti di materiale collante su una superficie secondo una prestabilita distribuzione |
| DE102012207206A1 (de) * | 2012-04-30 | 2013-10-31 | Winkler + Dünnebier Gmbh | Vorrichtung zum Auftragen von Klebemittel auf ein Material |
| RS62735B1 (sr) * | 2019-02-25 | 2022-01-31 | Stax Tech Doo Konjevici | Uređaj i postupak za nanošenje, sušenje i aktiviranje lepka koji se aktivira toplotom na mašini za pakovanje |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4201150A (en) * | 1977-04-13 | 1980-05-06 | Imperial Chemical Industries Limited | Apparatus for coating a web |
| GB2093739A (en) * | 1981-03-04 | 1982-09-08 | Focke & Co | Apparatus for applying glue onto sheetlike blanks |
| EP0523589A1 (de) * | 1991-07-19 | 1993-01-20 | Zweckform Büro-Produkte GmbH | Berührungsloses Aufbringen von Klebstoffpunkten |
| DE4241176A1 (de) * | 1992-12-08 | 1994-06-09 | Focke & Co | Klappschachtel für Zigaretten sowie Verfahren und Vorrichtung zum Auftragen von Leim auf einen Zuschnitt für Klappschachteln |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3437882A1 (de) * | 1984-10-16 | 1986-04-17 | Max 8370 Regen Liebich | System zur selbstverfertigung von zigaretten durch den verbraucher |
-
1996
- 1996-06-25 IT IT96BO000349A patent/IT1285967B1/it active IP Right Grant
-
1997
- 1997-06-10 EP EP97830279A patent/EP0816232B1/en not_active Expired - Lifetime
- 1997-06-10 DE DE69709490T patent/DE69709490T2/de not_active Expired - Fee Related
- 1997-06-23 CN CN97113928A patent/CN1072983C/zh not_active Expired - Fee Related
- 1997-06-25 US US08/882,331 patent/US5985360A/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4201150A (en) * | 1977-04-13 | 1980-05-06 | Imperial Chemical Industries Limited | Apparatus for coating a web |
| GB2093739A (en) * | 1981-03-04 | 1982-09-08 | Focke & Co | Apparatus for applying glue onto sheetlike blanks |
| EP0523589A1 (de) * | 1991-07-19 | 1993-01-20 | Zweckform Büro-Produkte GmbH | Berührungsloses Aufbringen von Klebstoffpunkten |
| DE4241176A1 (de) * | 1992-12-08 | 1994-06-09 | Focke & Co | Klappschachtel für Zigaretten sowie Verfahren und Vorrichtung zum Auftragen von Leim auf einen Zuschnitt für Klappschachteln |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0816232B1 (en) | 2002-01-09 |
| CN1176154A (zh) | 1998-03-18 |
| ITBO960349A1 (it) | 1997-12-25 |
| ITBO960349A0 (it) | 1996-06-25 |
| EP0816232A1 (en) | 1998-01-07 |
| US5985360A (en) | 1999-11-16 |
| DE69709490D1 (de) | 2002-02-14 |
| IT1285967B1 (it) | 1998-06-26 |
| DE69709490T2 (de) | 2002-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0025006B1 (en) | Apparatus and method for fluid adhesive application | |
| US3955481A (en) | Apparatus for adhering traveling strip material to folded blank boxes | |
| US5582668A (en) | Method and arrangement for mounting elastic elements onto an elongated, moving material web | |
| JP2804774B2 (ja) | 包装機 | |
| KR900003046A (ko) | 횡단 웨브 층도포장치 | |
| US4371571A (en) | Wide-band and continuous line adhesive applicator and method for cigarette filter attachment and the like | |
| EP0361184A1 (de) | Vorrichtung und Verfahren zum Spenden von Etiketten | |
| CA2173940A1 (en) | An apparatus and process for cyclically accelerating and decelerating a strip of material | |
| CA2093651A1 (en) | Method for effecting a set change in a winder | |
| CA2551511A1 (en) | An elastic composite for a disposable absorbent garment, and a system and process for making the elastic composite and a garment having the elastic composite | |
| US8002944B2 (en) | Method of placing a material transversely on a moving web | |
| US4369613A (en) | Apparatus for producing packages of two webs of varying lengths and widths | |
| US5810279A (en) | System and method for severing and spooling a web | |
| JP4571651B2 (ja) | ボール紙製の筒を製造するための装置および方法 | |
| EP0415377B1 (en) | Machine and method for overwrapping cylindrical articles | |
| CN1072983C (zh) | 用于将粘合材料涂敷在包装材料上的方法和装置 | |
| CA1268152C (en) | TAPE APPLICATOR FOR CLOSING CARDBOARD BOXES | |
| JP2015133948A (ja) | 流体供給方法及びノズル | |
| DE69930321T2 (de) | Verfahren und vorrichtung zum herstellen versiegelter zigarettenpäckchen | |
| US3688735A (en) | Apparatus for applying glue to leading and trailing edges of a wrapper sheet | |
| US3732789A (en) | Method of and device for packing articles | |
| DE69933546T2 (de) | Verarbeitung von zuschnitten bei der herstellung von verpackungen | |
| US6701992B1 (en) | Automatic butt splicer for converting machine | |
| EP0025007B1 (en) | Adhesive applicator and method for cigarette-to-filter adhesion and similar applications | |
| US4634414A (en) | Method and apparatus for manufacturing folding paper sacks |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20011017 |