CN1072983C - Method and device for application of adhesive material to wrapping material - Google Patents
Method and device for application of adhesive material to wrapping material Download PDFInfo
- Publication number
- CN1072983C CN1072983C CN97113928A CN97113928A CN1072983C CN 1072983 C CN1072983 C CN 1072983C CN 97113928 A CN97113928 A CN 97113928A CN 97113928 A CN97113928 A CN 97113928A CN 1072983 C CN1072983 C CN 1072983C
- Authority
- CN
- China
- Prior art keywords
- packaging material
- spreader
- action
- orbit segment
- fen
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/02—Applying adhesives or sealing liquids
- B65B51/023—Applying adhesives or sealing liquids using applicator nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0245—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to a moving work of indefinite length, e.g. to a moving web
- B05C5/025—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to a moving work of indefinite length, e.g. to a moving web only at particular part of the work
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
Abstract
Adhesive material is directed by two gumming applicators onto selected portions of a wrapping material as it advances in a given feed direction at a predetermined velocity, with no interruption in the movement of the wrapping material. The two applicators make a forward pass and a return pass, each composed of two constituent passes, during the course of which the adhesive material is deposited simultaneously along respective first and second segments of a first trail in the forward direction and in like manner along respective first and second segments of a second trail in the reverse direction; each complete trail extends transversely and substantially across the full width of the wrapping material.
Description
The present invention relates to a kind of being used for the method for application of adhesive material on packaging material.The present invention is beneficial in the technical field of cigarette-packaging machine and adopts, and by following explanation the mentioned scope of application is come into plain view, but is not limited in interior use of usual range of indication.
On the machine of the above-mentioned type, normally packaging material unwinding from the roller is got off and aim at towards a multiple package position, pass one then and shear station and a gluing station; The corresponding edge of the paper after the cutting on one station of back, one layer sizing is coated on the presumptive area of packaging material, even can engage in the operation of packaging product thereupon by following mode.The carrying out of gluing operation will make packaging material pause the sufficiently long time at gluing station place so that corresponding glue spreading apparatus applying adhesive usually.Packaging material can produce some shortcomings resting of gluing station place, wherein main is that the overall operation speed of machine is reduced, can cause pulling suddenly in addition to packaging material, this is easy to cause start packaging material erratically repeatedly after order applies jointing material, and finally has the danger that makes it to rupture.
One object of the present invention is to provide a kind of and is used for the method for application of adhesive material on packaging material, and it can make packaging material to advance at utmost speed, and allows to finish apace the gluing operation again, has eliminated above-mentioned shortcoming thus.
Described purpose is to adopt a kind of method as described below to realize, promptly the invention provides a kind of be used for usually on the packing machine with the method for application of adhesive material on packaging material, may further comprise the steps: packaging material are moved forward with a predetermined speed along a predetermined direction, in an operation of carrying out along at least one track that extends transverse to the reach direction of packaging material of gluing forward, jointing material is coated at least one part of packaging material selectively at least; And under the state of the step that uninterruptedly makes the packaging material reach, apply jointing material, wherein, described gluing operation forward comprises that the branch of at least two whiles moves forward, in these two branches move forward, the pass through first of the part that comprises first orbit segment of an action in corresponding first minute, and the pass through second portion of the identical part that comprises second orbit segment that replenishes first orbit segment of action in corresponding second minute.
Another object of the present invention is to provide a kind of and is used for the device of application of adhesive material on packaging material.
Above-mentioned purpose is on the packing machine device of application of adhesive material on packaging material to be realized that this device comprises by means of a kind of usually according to of the present invention being used for: make packaging material along the device of a predetermined direction with predetermined speed reach; And the glue spreading apparatus that comprises at least one spreader, the configuration of described spreader and concrete structure should make and in an independent operation of gluing forward jointing material is coated at least one part of packaging material selectively at least that the described operation of gluing is forward carried out along at least one independent track that extends transverse to the preceding line direction of packaging material; Wherein, when adopting glue spreading apparatus coating jointing material, make the packaging material reach incessantly, it is characterized in that, glue spreading apparatus comprises at least one first spreader and one second spreader, they are configuration independently in such a way, be provided with and formation, so that at least in two branches that carry out simultaneously move forward with application of adhesive material on packaging material, wherein, the pass through first half of the part that comprises first orbit segment of the action of being undertaken by first spreader in one first fen, and by the pass through latter half of the same part that comprises second orbit segment that replenishes first orbit segment of the action in second fen that second spreader carries out.
To describe the present invention in detail by means of accompanying drawing in the mode of illustration now, among the figure:
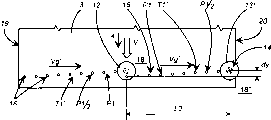
Fig. 1 shows a preferred embodiment that is used to apply a kind of device of jointing material according to of the present invention, and this figure schematically represents in the mode of perspective view, and deleted some part for clarity;
Fig. 2,3 and 4 shows and adopts method and apparatus of the present invention with the consecutive steps of application of adhesive material on packaging material.
With reference to accompanying drawing 1, label 1 expression packing machine part of the whole, same, being used for an of integral body of label 2 expressions is coated in device on the packaging material 3 with jointing material 16.
Make packaging material 3 by a feeding path of extending along predetermined direction 4 by a pinch roll device 5 with traditional embodiment to front haulage, thereby advance with a given linear velocity V; Along direction of feed, be provided with a shear 6 in the downstream of pinch roll device, this shear comprises, for example, the backing roll 7 of one first blade 8 that supporting and one second blade 9 are installed with cooperatively interacting.Identical with the common practice in the present embodiment, shear 6 is used for packaging material 3 are cut into single sheet material 10, like this, can make sheet material 10 final around product 11 at multiple package position 15 places, and for example many cigarette cases are folding; Above-mentioned multiple package position also has common setting, thereby no longer is further described herein.
In the embodiment in figure 1, device 2 comprises the spreader 12 and 13 of two torch-type, they are painted on jointing material 16 on the selected part P1 and P2 of packaging material 3, it is bonding, between two transverse edges 21 of every the sheet material 10 that downcuts from packaging material 3 and fold, can form connection thus around product 11.In specification, also divided in the common plane that two spreaders 12 and 13 that are called first and second spreaders in addition are configured in plane, perpendicular packaging material 3 place and the space approximates half distance L 2 of the width of packaging material 3 greatly.
See figures.1.and.2, two spreaders 12 and 13 are installed by following mode, can carry out twice gluing, once forward with a travelling backwards, in the gluing process, jointing material 16 is coated on two the part P1 and P2 of packaging material 3 along two track T1 that extend transverse to the direction of feed 4 of packaging material 3 and T2.Advancing of twice coating of the jointing material that is carried out and packaging material 3 carried out simultaneously, and reach will keep continuous.More precisely and shown in following mode, wherein, two spreaders 12 and 13 configuration be phase cross-correlation but also relevant with the packaging material that advance not only, a gluing forward and a gluing that returns are divided into two branches that carry out simultaneously gluing action and two branch return actions that carry out simultaneously forward respectively, in this process, make spreader 12 and 13 respectively so that speed Vg ' and return speed Vg " move transverse to packaging material 3 forward.
In gluing action forward, first spreader 12 carries out first and divides action forward, and it will carry out the gluing of the first half P1/2 of part P1 along the first section T1 ' that is the part of whole track T1 during this period.At synchronization, second spreader 13 carries out action forward in one second fen, and during this period, it will carry out gluing with the second orbit segment T1 ' that constitutes complete relevant track T1 to second half P1/2 with a part of P1 along the additional first orbit segment T1 ' and with its combination.Equally, in returning gluing action, first section T2 ' that first spreader 12 will be carried out a part of first fen return action and edge representing track T2 carries out gluing to the first half P2/2 of part P2.Meanwhile, second spreader 13 carries out second fen return action, and it is along replenishing the first orbit segment T2 ' and " carrying out the gluing of second half P2/2 of identical part P2 with its combination with the second orbit segment T2 that constitutes complete relevant track T2 during this period.
In operation, make packaging material 3 unwinding on the reel (not shown) get off and advance, pass shear 6 and arrive multiple package positions 15 with predetermined linear velocity V by the action of pinch roll device 5.
In the scheme shown in Fig. 2,3 and 4, jointing material 16 moves simultaneously and is in one along the direction that is substantially perpendicular to direction of feed 4 by two and is parallel in theory by the spreader 12 and 13 in the plane on the occupied plane of aforesaid packaging material 3 and is coated on the packaging material 3.
Make sure to keep in mind operation in the distance L 2 of spreader 12 and the setting in 13 spaces, they each comfortable one limited, infeed stroke scope that its length also is substantially equal to this same distance L 2.In its limited horizontal running, two spreaders 12 and 13 are sprayed on jointing material 16 on the corresponding two and half sections P1/2 and P2/2 of part P1 that the appointment of forming packaging material 3 will gluing and P2 in a manner described.
Therefore, spreader 12 and 13 travel distance at first, move (shown in Fig. 2,3 and 4) with the first speed Vg ' from left to right for the twice of the range ability that limits, carry out along the operation of gluing forward of first track T1 coating jointing material 16; Then, " move from right to left, carry out operating with second speed Vg along the gluing that returns of second track T2 coating jointing material 16.In a preferred version, two speed Vg ' and Vg are " identical.
In illustrated embodiment, when carrying out forward gluing and returning gluing, spreader 12 is identical with 13 moving direction.
During gluing forward, first spreader 12 carries out action forward in first fen, puts 17 ' (Fig. 2) from the first start bit near the left side edge 19 of packaging material 3, moves to second stop position 18 ' (Fig. 3) of the center line of close packaging material.Equally, second spreader 13 carries out action forward in second fen, in the case, this spreader puts 17 near the first start bit the center line of packaging material 3 " (Fig. 2); move to second stop position 18 " (Fig. 3), this position near packaging material 3 away from the first spreader 12 beginning first minute lateral margin 20 of the lateral margin 19 of action forward.
In returning gluing, the coating of jointing material 16 is identical, promptly carry out first fen return action, first spreader 12 is from the terminal point of action was consistent forward with first minute, thus near the first start bit of the center line of packaging material 3 put 18 ' (Fig. 3) move to first minute forward the first start bit of action put 17 ' naturally second identical stop positions 17 ' (Fig. 4).And, equally, when carrying out second fen return action, second spreader 13 is from the terminal point of action was consistent forward with second minute, thus near second original position 18 of the right side edge 20 of packaging material 3 " (Fig. 3) move near the packaging material center line with second minute forward the first start bit of action put second stop position 17 that nature coincide " (Fig. 4).
Not shown in the drawings but be equivalent in another program of the so far described embodiment that is applicable to all actual intentions and purpose, spreader 12 and 13 can relatively move mutually, for example, from beginning near the respective point of packaging material 3 center lines and before returning center line, at first moving to the edge; Perhaps begin and at first to middle displacement from both sides of the edge.
With reference to Fig. 4 as can be seen, preferably by spreader jointing material 16 is coated on the packaging material 3, so that make the gluing position shown in dotted line basically with form of discontinuity.
Suppose that spreader 12 and 13 is respectively with speed Vg ' and the Vg of linear velocity V apparently higher than the packaging material 3 of reach " traversing, can form the T1 ' of orbit segment forward and the T1 " and returning orbit segment T2 ' and T2 " that are substantially perpendicular to direction of feed 4.More precisely, in the process of coating jointing material 16, the packaging material 3 distance, d y that will move forward, this distance is definite by the required times of the speed V of packaging material 3 and spreader 12 and the 13 pairs of institute's favored area gluings.Describedly determined again that apart from dy each section gluing track and is perpendicular to the angle between the imaginary line of direction of feed 4.Adopt two or more spreaders, rather than only adopt a spreader to help to reduce above-mentioned value apart from dy for the linear velocity of given packaging material; And reduce longitudinal size thus to greatest extent by the shared packaging material of the track T1 (T2) of jointing material.
If must reduce the reach linear velocity V that is discussed apart from dy or raising packaging material 3, can increase the number of spreader by following mode, the track that is about to jointing material 16 is divided into many independent sections that form simultaneously.For example, the number of spreader is increased to 3 that evenly separate by certain distance, thereby make each spreader coating packaging material 3 lateral dimension 1/3, when the whole transverse path of coating jointing material 16 the spreader distance of passing through also will be equivalent to packaging material 3 width L 1/3rd, therefore, (for the Vg "), be less than time in the time that institute's favored area gluing is spent for a given speed Vg ' by two required costs of spreader by three spreaders.
Claims (15)
1. one kind is used for usually may further comprise the steps in the method that on the packing machine jointing material (16) is coated on the packaging material (3):
Packaging material (3) are moved forward with a predetermined speed (V) along a predetermined direction (4), in an operation of carrying out along at least one track (T1) that extends transverse to the reach direction (4) of packaging material (3) of gluing forward, jointing material (16) is coated at least one part (P1) of packaging material (3) selectively at least; And
Coating jointing material (16) under the state of the step that uninterruptedly makes packaging material (3) reach,
It is characterized in that, described gluing operation forward comprises that the branch of at least two whiles moves forward, in these two branches move forward, the pass through first (P1/2) of the part (P1) that comprises first orbit segment (T1 ') of an action in corresponding first minute, and action in corresponding second minute is passed through and is comprised the second orbit segment (second portion (P1/2) of the identical part (P1) of T1 ") that replenishes first orbit segment.
2. the method for claim 1, it is characterized in that, first minute forward action originate in one roughly near the original position (17 ') of the lateral edges (19) of packaging material (3) and end at one roughly near the stop position (18 ') of packaging material center line, meanwhile, second minute forward action originate in one near the original position (17 ") of packaging material (3) center line and end near packaging material away from first fen stop position of the lateral margin (20) of the lateral margin (19) of action beginning (18 ") forward.
3. the method for claim 1, it is characterized in that, also comprise a step as described below, promptly, jointing material (16) is coated on another part at least (P2) of packaging material (3) at least second returning in the gluing operation of carrying out along at least one the second tracks (T2).
4. method as claimed in claim 3, it is characterized in that, to the step of another part (P2) of packaging material (3) coating jointing material (16) is to finish in the gluing operation of a branch return action that comprises at least two whiles, the first (P2/2) of the part (P2) that moving in one of them corresponding first minute passes through comprises first orbit segment (T2 '), and corresponding second action row is through comprising the second orbit segment (second portion (P2/2) of the identical part (P2) of T2 ") that replenishes first orbit segment.
5. method as claimed in claim 4, it is characterized in that, the step that jointing material (16) is coated on another part (P2) of packaging material (3) is finished in a gluing operation, the first fen return action of first orbit segment (T2 ') of wherein passing through originates in an original position near a lateral margin (20) of packaging material (3), and (18 ") also end at a stop position (18 ') near the packaging material center line, and second fen return action of second orbit segment (T2 ") of passing through originates in an original position near the center line of packaging material (3) (17 ") and end at a stop position (17 ') near the lateral margin (19) of the lateral margin (20) that begins away from first fen return action of packaging material.
6. as any one the described method in the above-mentioned claim, it is characterized in that in the step that applies jointing material (16), packaging material (3) are with speed (V) reach of a reduction.
7. method as claimed in claim 4 is characterized in that, make the gluing track (T1, T2, T1 ', T2 ', T1 ", T2 ") is substantially perpendicular to packaging material (3) direction that travels forward.
8. one kind is used for usually comprising: make packaging material (3) along the device (5) of a predetermined direction with a predetermined speed (V) reach at the device that on the packing machine jointing material (16) is coated on the packaging material (3); And comprise at least one spreader (12,13) glue spreading apparatus (14), described spreader (12,13) configuration and concrete structure should make and in an independent operation of gluing forward jointing material (16) is coated at least one part (P1) of packaging material (3) selectively at least that the described operation of gluing is forward carried out along at least one independent track (T1) that extends transverse to the preceding line direction (4) of packaging material (3); Wherein, when adopting glue spreading apparatus (14) coating jointing material (16), make packaging material (3) reach incessantly,
It is characterized in that, glue spreading apparatus (14) comprises at least one first spreader (12) and one second spreader (13), they are configuration independently in such a way, be provided with and formation, so that in two branches that carry out simultaneously move forward, jointing material (16) is coated on the packaging material (3) at least, wherein, the pass through first half (P1/2) of the part (P1) that comprises first orbit segment (T1 ') of the action of being undertaken by first spreader (12) in one first fen comprises the second orbit segment (latter half (P1/2) of the same part (P1) of T1 ") that replenishes first orbit segment and passed through by the action in second fen that second spreader (13) carries out.
9. device as claimed in claim 8, it is characterized in that: at first minute forward during the action, make first spreader (12) one near the lateral margin (19) of packaging material (3) first start bit is put (17 ') and one near mobile between second stop position (18 ') of packaging material center line; And during moving forward in second minute, make second spreader (13) one near the center line of packaging material (3) first start bit is put (17 ") and second stop position near the lateral margin (20) of packaging material (3) (18 ") between move, described lateral margin (20) is away from moving the lateral margin (19) that begins to locate in first minute forward.
10. device as claimed in claim 8, it is characterized in that, in at least one other returning of carrying out along an other at least track (T2) in the gluing operation, jointing material (16) is coated at least one other part (P2) of packaging material (3) by glue spreading apparatus (14).
11. device as claimed in claim 10, it is characterized in that, comprise that one one of at least two branch return actions that carry out simultaneously returns in the gluing operation, jointing material (16) is coated at least one other parts (P2) of packaging material (3) by first spreader (12) and second spreader (13), wherein, the pass through first half (P2/2) of the part (P2) that comprises one first orbit segment (T2 ') of the action of being undertaken by first spreader (12) in first fen comprises the second orbit segment (latter half (P2/2) of the identical part (P2) of T2 ") that replenishes first orbit segment and passed through by the action in second fen that second spreader (13) carries out.
12. device as claimed in claim 11, it is characterized in that, during first fen return action, make first spreader (12) one near packaging material (3) center line first start bit is put (18 ') and second stop position (17 ') near the lateral margin (19) of packaging material between mobile; And during second fen return action, make second spreader (13) one near the lateral margin (20) of packaging material (3) first start bit is put (18 ") and second stop position near the packaging material center line (17 ") between move, described lateral margin (20) was away from first fen lateral margin 19 of beginning of action forward.
13. device as claimed in claim 12, it is characterized in that, the used glue spreading apparatus (14 of coating jointing material (16), 12,13) in one is arranged essentially parallel to by the plane on the occupied plane of the packaging material (3) of reach and along the direction of extending, move perpendicular to the direction of feed of packaging material (3).
14. method as claimed in claim 12 is characterized in that, (T1 T2) applies jointing material (16) to the track that is extended by the whole transverse width along packaging material (3) by glue spreading apparatus (14,12,13).
15. each the described device as in the claim 8 to 14 is characterized in that, in the step by glue spreading apparatus (14,12,13) coating jointing material (16), packaging material (3) are with speed (V) reach of a reduction.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT96BO000349A IT1285967B1 (en) | 1996-06-25 | 1996-06-25 | METHOD AND DEVICE FOR THE APPLICATION OF ADHESIVE MATERIAL ON WRAPPING MATERIAL |
| IT000349A/1996 | 1996-06-25 | ||
| IT000349A/96 | 1996-06-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1176154A CN1176154A (en) | 1998-03-18 |
| CN1072983C true CN1072983C (en) | 2001-10-17 |
Family
ID=11341485
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN97113928A Expired - Fee Related CN1072983C (en) | 1996-06-25 | 1997-06-23 | Method and device for application of adhesive material to wrapping material |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5985360A (en) |
| EP (1) | EP0816232B1 (en) |
| CN (1) | CN1072983C (en) |
| DE (1) | DE69709490T2 (en) |
| IT (1) | IT1285967B1 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITBO20020210A1 (en) * | 2002-04-19 | 2003-10-20 | Gd Spa | WRAPPING METHOD OF CIGARETTE PACKAGES AND WRAPPING SHEET FOR THE REALIZATION OF THIS METHOD |
| ITMO20040047A1 (en) * | 2004-02-27 | 2004-05-27 | F T P Automazioni S P A | DEVICE AND METHOD FOR THE DEPOSITION OF POINTS OF ADHESIVE MATERIAL ON A SURFACE ACCORDING TO A PRESIBILITY OF DISTRIBUTION |
| DE102012207206A1 (en) * | 2012-04-30 | 2013-10-31 | Winkler + Dünnebier Gmbh | Device for applying adhesive to a material |
| RS62735B1 (en) * | 2019-02-25 | 2022-01-31 | Stax Tech Doo Konjevici | Device and procedure for applying, drying and activating heat-activated glue on a packaging machine |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4201150A (en) * | 1977-04-13 | 1980-05-06 | Imperial Chemical Industries Limited | Apparatus for coating a web |
| GB2093739A (en) * | 1981-03-04 | 1982-09-08 | Focke & Co | Apparatus for applying glue onto sheetlike blanks |
| EP0523589A1 (en) * | 1991-07-19 | 1993-01-20 | Zweckform Büro-Produkte GmbH | Contactless application of points of glue |
| DE4241176A1 (en) * | 1992-12-08 | 1994-06-09 | Focke & Co | Hinged box for cigarettes and method and device for applying glue to a blank for hinge boxes |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3437882A1 (en) * | 1984-10-16 | 1986-04-17 | Max 8370 Regen Liebich | SYSTEM FOR THE MANUFACTURING OF CIGARETTES BY THE CONSUMER |
-
1996
- 1996-06-25 IT IT96BO000349A patent/IT1285967B1/en active IP Right Grant
-
1997
- 1997-06-10 EP EP97830279A patent/EP0816232B1/en not_active Expired - Lifetime
- 1997-06-10 DE DE69709490T patent/DE69709490T2/en not_active Expired - Fee Related
- 1997-06-23 CN CN97113928A patent/CN1072983C/en not_active Expired - Fee Related
- 1997-06-25 US US08/882,331 patent/US5985360A/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4201150A (en) * | 1977-04-13 | 1980-05-06 | Imperial Chemical Industries Limited | Apparatus for coating a web |
| GB2093739A (en) * | 1981-03-04 | 1982-09-08 | Focke & Co | Apparatus for applying glue onto sheetlike blanks |
| EP0523589A1 (en) * | 1991-07-19 | 1993-01-20 | Zweckform Büro-Produkte GmbH | Contactless application of points of glue |
| DE4241176A1 (en) * | 1992-12-08 | 1994-06-09 | Focke & Co | Hinged box for cigarettes and method and device for applying glue to a blank for hinge boxes |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0816232B1 (en) | 2002-01-09 |
| EP0816232A1 (en) | 1998-01-07 |
| DE69709490D1 (en) | 2002-02-14 |
| ITBO960349A0 (en) | 1996-06-25 |
| IT1285967B1 (en) | 1998-06-26 |
| ITBO960349A1 (en) | 1997-12-25 |
| DE69709490T2 (en) | 2002-09-26 |
| US5985360A (en) | 1999-11-16 |
| CN1176154A (en) | 1998-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3955481A (en) | Apparatus for adhering traveling strip material to folded blank boxes | |
| EP0025006B1 (en) | Apparatus and method for fluid adhesive application | |
| EP0660693B1 (en) | A method and arrangement for mounting elastic elements onto an elongated, moving material web | |
| US5732533A (en) | Process and apparatus for producing packs with an outer wrapper consisting of paper or the like | |
| JP2804774B2 (en) | Packaging machine | |
| KR900003046A (en) | Cross web layer coating device | |
| US4371571A (en) | Wide-band and continuous line adhesive applicator and method for cigarette filter attachment and the like | |
| CN103264915B (en) | For width end being fixed on method and apparatus on reel and manufacturing the method for reel of paper | |
| ES2116712T5 (en) | DEVICE FOR SHARING THE REAR END OF A CONTINUOUS LAMINAR MATERIAL COIL PROVIDED WITH EMPTY SYSTEMS TO OPEN SUCH EXTREME REAR. | |
| EP0361184A1 (en) | Apparatus and process for delivering labels | |
| CA2093651A1 (en) | Method for effecting a set change in a winder | |
| CA2173940A1 (en) | An apparatus and process for cyclically accelerating and decelerating a strip of material | |
| CA2551511A1 (en) | An elastic composite for a disposable absorbent garment, and a system and process for making the elastic composite and a garment having the elastic composite | |
| DE69816353T2 (en) | Method and device for wrapping groups of articles, in particular cigarette pack groups | |
| US8002944B2 (en) | Method of placing a material transversely on a moving web | |
| US6408600B1 (en) | Wrapping apparatus and process | |
| US5810279A (en) | System and method for severing and spooling a web | |
| EP0415377B1 (en) | Machine and method for overwrapping cylindrical articles | |
| CN1072983C (en) | Method and device for application of adhesive material to wrapping material | |
| JP2015133948A (en) | fluid supply method and nozzle | |
| JP2007522966A (en) | Apparatus and method for producing cardboard cylinders | |
| US4039369A (en) | Method and device for the uniform and even spraying of surfaces in a non-continuous production system | |
| US3688735A (en) | Apparatus for applying glue to leading and trailing edges of a wrapper sheet | |
| US6701992B1 (en) | Automatic butt splicer for converting machine | |
| DE69933546T2 (en) | PROCESSING OF CUTTING IN THE MANUFACTURE OF PACKAGING |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20011017 |