CN1056105C - 圆筒体的滚压卷边装置 - Google Patents
圆筒体的滚压卷边装置 Download PDFInfo
- Publication number
- CN1056105C CN1056105C CN94104889A CN94104889A CN1056105C CN 1056105 C CN1056105 C CN 1056105C CN 94104889 A CN94104889 A CN 94104889A CN 94104889 A CN94104889 A CN 94104889A CN 1056105 C CN1056105 C CN 1056105C
- Authority
- CN
- China
- Prior art keywords
- gauge
- roller
- described device
- crimping
- longitudinal axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/02—Flanging or other edge treatment, e.g. of tubes by continuously-acting tools moving along the edge
- B21D19/04—Flanging or other edge treatment, e.g. of tubes by continuously-acting tools moving along the edge shaped as rollers
- B21D19/046—Flanging or other edge treatment, e.g. of tubes by continuously-acting tools moving along the edge shaped as rollers for flanging edges of tubular products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/2615—Edge treatment of cans or tins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/2615—Edge treatment of cans or tins
- B21D51/2623—Curling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/2615—Edge treatment of cans or tins
- B21D51/263—Flanging
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Tyre Moulding (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
本发明涉及一个用于圆筒体(14)的滚压卷边装置具有多个卷边滚轮(10),其可转动地安置在一个容置件(22)中,并在要变形的圆筒体(14)外围表面上滚压和通过其轮廓成形卷边结构。
为了避免在限界环和卷边滚轮(10)之间挤入圆筒体(14)的切削毛刺或材料,建议至少设置一个限界限(17),它向内突入卷边包面(25)中,其为围绕纵轴(23)圆筒形结构并由卷边滚轮(10)上用于成形卷边结构的部分(15)所构成。
Description
本发明涉及一个用于至少在圆筒体边缘区域滚压卷边的装置,具有多个卷边滚轮,其可转动地安置在一个容量件中和在要变形的筒体圆表面上滚压以及通过其轮廓成形卷边结构。
所谓卷边应理解为对薄板部件的边缘进行弯曲,以便提高工件刚性的边缘变纯。在要折边的盒体情况下,卷边是一个预制加工工艺,其中,盒体的圆筒壳体要在限界边缘区域的整个圆周上变形。该成形的卷边是特别通过卷边半径(其连接在盒体的基础轮廓上)和一个主要不弯曲的并大多与筒轴线基本垂直定向的卷边端部区所确定构成的。为了形成卷边设置了卷边滚轮,其可进行旋转运动和安置在一个公共容置件中并位于由盒体直径确定的分圆上。该容量件相对盒体实施一个旋转运动,同时,转轴与盒体纵轴相一致。为了限定最大的卷边直径或圆周,设置一个与盒体纵轴同轴安置的限界环,其以内圆面包围着卷边滚轮。如果人们将又称为盒侧面的盒筒体置于卷边滚轮上和使盒体运行并使整卷卷边滚轮继续依次运动,那么,该盒体端部就向外弯曲,直至形成一个直径,其与限界环的内径一致。在限界环和卷边滚轮之间存在一个隙缝,其中可能挤入卷边的材料或加工工件的切削毛刺。由此,可能损坏卷边装置构件的涂层部分。另外,由于卷边滚轮还会导致盒体进行不可控制的同步运转结果,使卷边畸变和有强烈的不均匀性。
本发明的任务在于,进一步改进开头所述类型的装置,以避免在限界环和卷边滚轮之间挤入圆筒体或其侧面的切削毛刺,进而确保制造的卷边直径可以在圆筒体圆周上的均匀大小。
这一任务是通过下述特征解决的,本发明特征在于设置至少一个限界体,所述限界体至少在达到最大卷边直径情况下安置在相邻的卷边滚轮之间;该限界体用其朝着本装置和圆筒体的共同纵轴的外周表面向内突入卷边包面,所述卷边包面是围绕所述纵轴的圆筒形并由卷边滚轮上成型卷边结构的部分所构成。
该限界体是固定的,即不绕自身轴线转动的结构。该限界体是可绕自身轴线转动的结构。该限界体是圆柱形。在每两个相邻的卷边滚轮之间至少设置一个限界体。该限界体是可转动安置的滚轮。限界滚轮的纵轴位于一个分圆上。该限界滚轮通过改变其纵轴到本装置中心纵轴的间距为可移动地安置,在导引块中或通过一个偏心支座进行可移动设置。滚轮是可驱动的,为了避免损伤卷边,在限界轮的作用面和卷边的边缘之间相对速度是零。该限界体,限界滚轮如此设置,即其作用面安置得相对卷边的斜度成正交。卷边滚轮和限界滚轮安置在一个共同的容置件中,它围绕一个与筒状体重合的中心纵轴可转动地设置。卷边滚轮通过改变其转轴到中心纵轴的距离为可移动地设置,最好,在导引块中或通过一个偏心支座而为可移动安置。该限界体是如此成型的,即用它可实现一个附加的卷边变形。
本发明的基本构思是,设置一个用于卷边的外周侧面限界装置,它与现有的限界环不一样。
本发明限界体可以是设置成带凹槽或窗口的一体式壳体,所述凹槽或窗口用于卷边滚轮上使卷边结构成型的部分。而且它的壳内表面可以具有一个与公共纵轴平行设置的轴结构,以便用部分构件伸达相邻安置的卷边滚轮之间。由此,限界体表面是如此结构设置的,即,在此运行的卷边为无摩擦导行。作为优选方式,在卷边滚轮之间还可以设置单个的限界体,它的最小的共同的内周面直径要向内伸入由卷边滚轮(使卷边结构成形的)部分所构成的圆筒形包罗表面。由此可避免,卷边外边缘超出卷边滚轮,从而避免不可控的卷边运动。还有限界体,直到靠置到卷边的时刻才成为必需的,因为此时,卷边被弯曲成型,所以原则上说,到此时刻相关的限界体可能是节拍控制的依次星形式运动,为的是限定最大卷边直径的圆周。
这样,如已经提及的,限界体可以是固定的或转动的结构设置。这种转动体,特别是单个限界体的转动结构设置具有优点是,限界体的携带运动是可以控制的,这样使卷边在限界体上的摩擦减至最小。
最好该限界体是圆柱形的,为的是它总是基本切向地限定卷边导行。
按照本发明另一个结构方案,在每两个相邻的卷边滚轮之间至少设置一个限界体,它安置在“空隙”上。
如果每个限界体都设置成可转动的滚轮,(其必要时具有自己的驱动装置),就可利用滚轮较小摩擦的优点。特别是对于电机驱动的滚轮和关于结构设置而建议,限界轮的轴安置在一个圆上或一个圆柱面上。
通过使限界轮具有和卷边滚轮相反方向的自身驱动和具有一个在相互接触阶段与卷边外边缘相一致的速度,就可以消除在圆筒体到达接触时卷边和限界轮间的打滑,因此,即使对于很薄的和脆弱的材料也能实现一个保证质量的变形。
如果人们将限界体的作用面,最好是限界轮的作用面安置得相对卷边的斜度成正交,那么就可以避免卷边滚轮之间卷边高度位置发生变化和避免因此在卷边结构中导致的不均匀性。
卷边滚轮和限界滚轮最好是安置在一个公共的容置件中,它可围绕一个与圆筒体轴重合的中央轴转动。
为了可以改变卷边的宽度,该限界轮是可以通过改变其转轴到中央纵轴或容置件转动轴的间距而作移动安置的,并最好在导引块中或通过一个偏心支座实现可移动安置。
另外,为了能够滚卷不同直径的圆筒体,规定卷边滚轮可以通过改变其转轴到中央纵轴的间距而实现附加地移动设置。
最后,限界轮的作用面最好以如此方式成型,即除了限定卷边尺寸以外还通过它实现一个附加的卷边变形。这样,不仅卷边滚轮而且限界滚轮都用于卷边成形。
下面借助附图中的本发明实施例详细描述本发明。它表明:
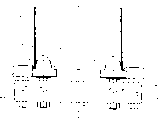
图1为一个用于圆筒体下边缘的卷边装置垂直截面图,其取自图2的截面线I-I;
图2为卷边装置的局部截面俯视图,和
图3为卷边装置另一变形实施例局部俯视图。
本发明用于滚卷圆筒体14的装置主要包括多个(此处为8个)卷边滚轮10,其纵轴或转轴11安置在一个共同的分圆12上。该卷边滚轮10各自进行一个转动运动(见箭头13)并沿圆筒体14或沿产生的弯边B滚压。为了卷边,该圆筒体14,例如通过下降被送到滚轮10上。该卷边滚轮10具有一个较大直径的下边圆柱部分15,通过其轮廓即肩部或凸缘16,就在圆筒体14上形成弯边B。该卷边滚轮10在其朝着圆筒体14的端部是锥形的结构,同时,在部分15上首先连接一个陡锥部分10′,然后连接一个平缓锥的尖部10″。
按发明要求,在卷边滚轮10之间,并总是在空隙上,设置限界滚轮17,其纵轴或转动轴18安置在一个共同的分圆19上。该限界轮17是径向可移动的,这一点,通过导引块20或通过一个偏心的支座就可以转换实现。该限界滚轮17(至少到与所制造的弯边B相接触的时刻为止),应如此运行的,即,它们(滚轮17)位于一个在卷边滚轮之间的相应平分角上。
该卷边滚轮10以及限界滚轮17是安置在一个共同的安装件22上的,该安装件22围绕一根中央的并与圆筒体的轴重合的纵轴23旋转。由卷边过程获得的最大直径可以通过限界滚轮17的位置亦即分圆19半径的测定而调节,因为其(17)转轴18都置于分圆19上。在预先规定将卷边滚轮10固定安置在安装件22中情况下,那么弯边B的几何结构也就是说卷边宽度可以通过改变分圆19的半径而进行调节。同时,由限界滚轮17围成的并与一个内切圆对应的圆柱形面24的直径(其完工的弯边B的外径相一致)无论如何应小于围绕卷边滚轮10的下边部分15所假想卷边包面25的直径。
为了避免损伤圆筒体14,该限界滚轮17同样是被驱动的,因此,一方面在卷边滚轮10之间,另一方面在限界轮17之间都不存在相对圆筒体14的相对速度。此外,卷边滚轮10和限界滚轮17的转动方向是相反的。
在附图中仅仅描绘和说明了用于圆筒体14下边缘部分的卷边装置部分。一个同时翻卷圆筒体两个边缘的装置,还具有与图1和2所描述装置的对称结构:上边的装置部分的卷边滚轮(10)置于支承件(22)的下方,同时,具有较大直径的滚轮部分(15)位于上边并且锥形的尖部指向下方。为了使圆筒体14在卷边时作用力自由波动情况下设有附加的夹紧力就不会转动,则使上边和下边卷边装置的相同构件的转动方向(沿中央纵轴23的方向看)总是相反的。
为了使在限定范围内的卷边装置还可以应用于另外的圆筒体直径规定,将卷边滚轮10按照对限界滚轮17所描述的方式通过改变分圆12的直径作可移动和可调节地安置在安装件22中。
作为图1和2所描述实施例的变型方案,在图3中表示的卷边机构情况下在每两个卷边滚轮10之间设置了两个较小直径的限界滚轮17a,17b。
Claims (13)
1.用于至少在圆筒体(14)的边缘区域滚压卷边的装置,具有多个卷边滚轮(10),其可转动地安置在一个容置件(22)中,并在要变形的圆筒体(14)圆表面上滚压和通过其轮廓(16)形成卷边结构,其特征在于:
设置至少一个限界体(17),所述限界体(17)至少在达到最大卷边直径情况下安置在相邻的卷边滚轮(10)之间;该限界体(17)用其朝着本装置和圆筒体(14)的共同纵轴(23)的外周表面向内突入卷边包面(25),所述卷边包面(25)是围绕所述纵轴(23)的圆筒形并由卷边滚轮(10)上成型卷边结构的部分(15)所构成。
2.按权利要求1所述的装置,其特征在于:
该限界体(17)是固定的,即不绕自身轴线转动的结构。
3.按权利要求1所述的装置,其特征在于:该限界体(17)是可绕自身轴线转动的结构。
4.按权利要求1所述的装置,其特征在于:
该限界体(17)是圆柱形。
5.按权利要求1所述的装置,其特征在于:在每两个相邻的卷边滚轮(10)之间至少设置一个限界体(17)。
6.按权利要求1所述的装置,其特征在于:该限界体(17)是可转动安置的滚轮。
7.按权利要求6所述的装置,其特征在于:限界滚轮(17)的纵轴(18)位于一个分圆(19)上。
8.按权利要求7所述的装置,其特征在于:该限界滚轮(17)通过改变其纵轴(18)到本装置中心纵轴(23)的间距为可移动地安置,在导引块(20)中或通过一个偏心支座进行可移动设置。
9.按权利要求8所述的装置,其特征在于:滚轮(10)(17)是可驱动的,为了避免损伤卷边,在限界轮(17)的作用面和卷边(B)的边缘之间相对速度是零。
10.按权利要求9所述的装置,其特征在于:该限界体,限界滚轮(17)如此设置,即其作用面安置得相对卷边(B)的斜度成正交。
11.按权利要求1所述的装置,其特征在于:卷边滚轮(10)和限界滚轮(17)安置在一个共同的容置件(22)中,它围绕一个与筒状体重合的中心纵轴(23)可转动地设置。
12.按权利要求1所述的装置,其特征在于:卷边滚轮(10)通过改变其转轴(11)到中心纵轴(23)的距离为可移动地设置,最好,在导引块(20)中或通过一个偏心支座而为可移动安置。
13.按权利要求1到12之一所述的装置,其特征在于:该限界体(17)是如此成型的,即用它可实现一个附加的卷边变形。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4315214A DE4315214A1 (de) | 1993-05-07 | 1993-05-07 | Vorrichtung zum Rollbördeln zylindrischer Körper |
| DEP4315214.7 | 1993-05-07 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1100012A CN1100012A (zh) | 1995-03-15 |
| CN1056105C true CN1056105C (zh) | 2000-09-06 |
Family
ID=6487476
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN94104889A Expired - Fee Related CN1056105C (zh) | 1993-05-07 | 1994-05-05 | 圆筒体的滚压卷边装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5477720A (zh) |
| EP (1) | EP0623405B1 (zh) |
| CN (1) | CN1056105C (zh) |
| DE (2) | DE4315214A1 (zh) |
| ES (1) | ES2125366T3 (zh) |
| TW (1) | TW276198B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106111767A (zh) * | 2016-08-22 | 2016-11-16 | 佛山市南海九洲普惠风机有限公司 | 一种法兰盘自动翻边机 |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2736584B1 (fr) * | 1995-07-12 | 1997-09-26 | Petit Georges Ets Sa | Procede de fabrication d'un fut en carton kraft |
| DE19528728C2 (de) * | 1995-08-04 | 1997-12-18 | Klaus Hennek | Vorrichtung zum Bombieren von Falzdachelementen |
| DE19536053C2 (de) * | 1995-09-28 | 2001-05-31 | Schaeffler Waelzlager Ohg | Unter Anwendung eines Spanlosverfahrens hergestellter Endanschlag an einer Schaltarretierung |
| US5813267A (en) * | 1996-02-28 | 1998-09-29 | Crown Cork & Seal Company, Inc. | Methods and apparatus for reducing flange width variations in die necked container bodies |
| DE19628995A1 (de) * | 1996-07-18 | 1998-01-22 | Krupp Kunststofftechnik Gmbh | Vorrichtung zum Bördeln von Dosenkörpern |
| US6032502A (en) * | 1998-08-31 | 2000-03-07 | American National Can Co. | Apparatus and method for necking containers |
| US6163951A (en) * | 1999-03-31 | 2000-12-26 | Sealright Co., Inc. | Method and apparatus for lifting tabs of a laminate from a substrate |
| DE10061087A1 (de) * | 2000-12-08 | 2002-06-13 | Trw Automotive Safety Sys Gmbh | Verfahren zum Herstellen eines Lenkradskeletts und Fahrzeuglenkrad |
| US6935152B2 (en) | 2002-04-16 | 2005-08-30 | Victaulic Company Of America | Orbiting roller groover for pipe |
| US6993949B2 (en) * | 2004-02-12 | 2006-02-07 | Victaulic Company | Power or manually operated pipe grooving tool |
| US7353579B2 (en) * | 2005-01-28 | 2008-04-08 | Pratt & Whitney Canada Corp. | Flange restoring device and method |
| CN100349665C (zh) * | 2005-12-02 | 2007-11-21 | 姚中沃 | 圆型器皿的加框机 |
| CN100349666C (zh) * | 2005-12-02 | 2007-11-21 | 姚中沃 | 一种圆型器皿的加框机的转盘组件 |
| CN101396705B (zh) * | 2007-09-27 | 2011-03-16 | 董明祥 | 一种金属筒体翻边设备 |
| DE102010025554B4 (de) | 2010-06-29 | 2020-08-13 | Dbw Advanced Fiber Technologies Gmbh | Formteil zur thermischen, akustischen und mechanischen Abschirmung eines Bauteils |
| US20120137746A1 (en) * | 2010-12-07 | 2012-06-07 | Lennox Hearth Products LLC | Swaging machine |
| EP2524741B1 (en) | 2011-05-16 | 2014-12-24 | Alcatel Lucent | Device for flanging the end of a metal tube |
| CN103212656B (zh) * | 2012-01-18 | 2014-11-26 | 番禺珠江钢管有限公司 | 管端保护器轧机 |
| CN102632122B (zh) * | 2012-04-20 | 2013-12-18 | 山东开泰抛丸机械有限公司 | 圆管端面咬口机 |
| CN102773321A (zh) * | 2012-08-20 | 2012-11-14 | 昆山捷兴翡国际贸易有限公司 | 一种薄壁管双翻法兰成型设备 |
| CN104433773A (zh) * | 2014-02-25 | 2015-03-25 | 李和竹 | 一种蒸笼成型机 |
| CN104117561B (zh) * | 2014-07-17 | 2016-03-23 | 苏州华源包装股份有限公司 | 一种卷边机构 |
| CN104300450A (zh) * | 2014-11-12 | 2015-01-21 | 国家电网公司 | 一种手动旋压金属护套成型器 |
| US10144048B2 (en) * | 2014-11-19 | 2018-12-04 | Ford Global Technologies, Llc | High stiffness and high access forming tool for incremental sheet forming |
| CN104438526B (zh) * | 2014-11-28 | 2017-01-11 | 芜湖贝斯特新能源开发有限公司 | 金属筒翻边机 |
| CN105834267B (zh) * | 2015-02-02 | 2019-12-06 | 斯科特科技有限公司 | 轧制成形设备和轧制成形方法 |
| CN104959433B (zh) * | 2015-05-22 | 2017-01-25 | 黄伟 | 管接件成型滚压设备及其使用方法 |
| CN104985041B (zh) * | 2015-06-15 | 2017-02-01 | 浙江上风高科专风实业有限公司 | 一种风筒翻边机及其使用方法 |
| CN113477767B (zh) * | 2021-05-26 | 2023-06-30 | 湖南振辉管业有限公司 | 一种用于金属塑料复合管的压边装置 |
| CN113714363B (zh) * | 2021-09-06 | 2023-10-20 | 镇海石化建安工程股份有限公司 | 一种用于螺旋板换热器芯体的翻边设备 |
| CN114309198B (zh) * | 2022-03-16 | 2022-06-03 | 徐州华恒机器人系统有限公司 | 一种大直径变截面筒体翻边机 |
| CN115488249B (zh) * | 2022-11-16 | 2023-03-24 | 卫辉市卫新机械有限公司 | 一种具有拼装料筒结构立式饲料混合机的料筒成型装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5121621A (en) * | 1991-02-20 | 1992-06-16 | Ihly Industries, Inc. | Preformed flange reforming process and apparatus |
| US5150595A (en) * | 1991-05-09 | 1992-09-29 | Ihly Industries, Inc. | Process and apparatus for working an edge portion of a container flange |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE416539C (de) * | 1924-09-09 | 1925-07-17 | Zimmermann Fa G | Verfahren und Vorrichtung zur Herstellung von Metallrahmen |
| FR748912A (fr) * | 1932-04-07 | 1933-07-13 | Dispositif pour le sertissage et le roulage simultanés de boîtes en fer blanc et autres | |
| US2250799A (en) * | 1939-03-22 | 1941-07-29 | John K M Harrison | Container bottom and top spinning head |
| US3633469A (en) * | 1970-06-11 | 1972-01-11 | Phillips Petroleum Co | Rim curling apparatus and method |
| DE2257210A1 (de) * | 1972-11-22 | 1974-05-30 | Metal Box Co Ltd | Verfahren und vorrichtung zur herstellung eines metallenen dosenkoerpers |
| DE7621025U1 (de) * | 1976-07-02 | 1976-11-25 | Alcan Aluminiumwerke Gmbh, 3400 Goettingen | Werkzeug zum boerdeln des randes zylindrischer hohler werkstuecke, insbesondere von dosenrohlingen |
| US4747287A (en) * | 1981-02-05 | 1988-05-31 | American National Can Company | Inclined axes spin flanging head and method for using same |
| JPH07100204B2 (ja) * | 1987-10-08 | 1995-11-01 | 三菱重工業株式会社 | 缶詰缶の巻締方法 |
| US5235839A (en) * | 1992-07-29 | 1993-08-17 | Reynolds Metals Company | Apparatus for flanging containers |
-
1993
- 1993-05-07 DE DE4315214A patent/DE4315214A1/de not_active Withdrawn
-
1994
- 1994-04-21 EP EP94106168A patent/EP0623405B1/de not_active Expired - Lifetime
- 1994-04-21 ES ES94106168T patent/ES2125366T3/es not_active Expired - Lifetime
- 1994-04-21 DE DE59407511T patent/DE59407511D1/de not_active Expired - Fee Related
- 1994-05-05 US US08/238,323 patent/US5477720A/en not_active Expired - Fee Related
- 1994-05-05 CN CN94104889A patent/CN1056105C/zh not_active Expired - Fee Related
- 1994-06-16 TW TW083105468A patent/TW276198B/zh active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5121621A (en) * | 1991-02-20 | 1992-06-16 | Ihly Industries, Inc. | Preformed flange reforming process and apparatus |
| US5150595A (en) * | 1991-05-09 | 1992-09-29 | Ihly Industries, Inc. | Process and apparatus for working an edge portion of a container flange |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106111767A (zh) * | 2016-08-22 | 2016-11-16 | 佛山市南海九洲普惠风机有限公司 | 一种法兰盘自动翻边机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1100012A (zh) | 1995-03-15 |
| US5477720A (en) | 1995-12-26 |
| EP0623405B1 (de) | 1998-12-23 |
| DE4315214A1 (de) | 1994-11-10 |
| DE59407511D1 (de) | 1999-02-04 |
| ES2125366T3 (es) | 1999-03-01 |
| EP0623405A1 (de) | 1994-11-09 |
| TW276198B (zh) | 1996-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1056105C (zh) | 圆筒体的滚压卷边装置 | |
| EP2621647B1 (en) | Spin forming process and apparatus for manufacturing articles by spin forming | |
| EP0032795A2 (en) | Apparatus for bending elongate workpieces | |
| US5916317A (en) | Metal container body shaping/embossing | |
| EP1142656B1 (en) | Pipe shaping method | |
| WO1992011101A1 (en) | Containers | |
| SU1729282A3 (ru) | Способ выполнени канавок пластическим деформированием на стенках деталей из ковких или пластичных материалов и устройство дл его осуществлени | |
| EP0688616A1 (en) | Method and apparatus for forming a rim on a lamp reflector | |
| US5150595A (en) | Process and apparatus for working an edge portion of a container flange | |
| JP2002529247A (ja) | フランジ成形及び、又は折畳み部閉鎖用機械及びその作動方法 | |
| US5428980A (en) | Method and apparatus for producing cap for drink bottle | |
| CN1082407C (zh) | 用于罐头体卷边的装置 | |
| CN1228186C (zh) | 槽纹辊及其制造方法 | |
| CN210847789U (zh) | 变曲率带料绕制成型机构 | |
| US4064727A (en) | Roll forming machine | |
| JP2002086341A (ja) | ころ超仕上げ方法 | |
| CN113857304A (zh) | 一种防错位的高精度三轴卷板机 | |
| CN209206138U (zh) | 一种用于船舶钢材折弯的手动滚圆机 | |
| CN1013938B (zh) | 加工卷绕坯料的方法及其自动机床 | |
| MXPA96006482A (en) | Rolling self-positioning support for your bending paramachines | |
| CN217191682U (zh) | 一种钢丝绳生产用拉伸成型装置 | |
| CN210847778U (zh) | 一种适应多种胎具接口的模具 | |
| US6041634A (en) | Portable bead roller | |
| JPH07185712A (ja) | 螺旋状山付きロッドの製造方法 | |
| CN221047025U (zh) | 一种高精度圆弧中空玻璃铝条折弯装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C53 | Correction of patent of invention or patent application | ||
| COR | Change of bibliographic data |
Free format text: CORRECT: PATENTEE; FROM: KRUPP MASCHINENTECHNIK GMBH TO: KRUPP KUNSTSTOFFTECHNIK GMBH |
|
| CP01 | Change in the name or title of a patent holder |
Patentee after: Krupp Kunststofftechnik GMBH Patentee before: Krupp Maschinentechnik GmbH |
|
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |