CN1051531C - 净化流体的固定床生物反应器和载体 - Google Patents
净化流体的固定床生物反应器和载体 Download PDFInfo
- Publication number
- CN1051531C CN1051531C CN94191583A CN94191583A CN1051531C CN 1051531 C CN1051531 C CN 1051531C CN 94191583 A CN94191583 A CN 94191583A CN 94191583 A CN94191583 A CN 94191583A CN 1051531 C CN1051531 C CN 1051531C
- Authority
- CN
- China
- Prior art keywords
- carrier
- plastic pellet
- molding space
- spacer bar
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/04—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles using movable moulds
- B29C43/06—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles using movable moulds continuously movable in one direction, e.g. mounted on chains, belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/12—Articles with an irregular circumference when viewed in cross-section, e.g. window profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/303—Extrusion nozzles or dies using dies or die parts movable in a closed circuit, e.g. mounted on movable endless support
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/35—Extrusion nozzles or dies with rollers
-
- C—CHEMISTRY; METALLURGY
- C02—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F3/00—Biological treatment of water, waste water, or sewage
- C02F3/02—Aerobic processes
- C02F3/06—Aerobic processes using submerged filters
-
- C—CHEMISTRY; METALLURGY
- C02—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F3/00—Biological treatment of water, waste water, or sewage
- C02F3/02—Aerobic processes
- C02F3/10—Packings; Fillings; Grids
-
- C—CHEMISTRY; METALLURGY
- C02—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F3/00—Biological treatment of water, waste water, or sewage
- C02F3/02—Aerobic processes
- C02F3/10—Packings; Fillings; Grids
- C02F3/101—Arranged-type packing, e.g. stacks, arrays
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12M—APPARATUS FOR ENZYMOLOGY OR MICROBIOLOGY; APPARATUS FOR CULTURING MICROORGANISMS FOR PRODUCING BIOMASS, FOR GROWING CELLS OR FOR OBTAINING FERMENTATION OR METABOLIC PRODUCTS, i.e. BIOREACTORS OR FERMENTERS
- C12M25/00—Means for supporting, enclosing or fixing the microorganisms, e.g. immunocoatings
- C12M25/16—Particles; Beads; Granular material; Encapsulation
- C12M25/18—Fixed or packed bed
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12M—APPARATUS FOR ENZYMOLOGY OR MICROBIOLOGY; APPARATUS FOR CULTURING MICROORGANISMS FOR PRODUCING BIOMASS, FOR GROWING CELLS OR FOR OBTAINING FERMENTATION OR METABOLIC PRODUCTS, i.e. BIOREACTORS OR FERMENTERS
- C12M47/00—Means for after-treatment of the produced biomass or of the fermentation or metabolic products, e.g. storage of biomass
- C12M47/12—Purification
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12N—MICROORGANISMS OR ENZYMES; COMPOSITIONS THEREOF; PROPAGATING, PRESERVING, OR MAINTAINING MICROORGANISMS; MUTATION OR GENETIC ENGINEERING; CULTURE MEDIA
- C12N11/00—Carrier-bound or immobilised enzymes; Carrier-bound or immobilised microbial cells; Preparation thereof
- C12N11/02—Enzymes or microbial cells immobilised on or in an organic carrier
- C12N11/08—Enzymes or microbial cells immobilised on or in an organic carrier the carrier being a synthetic polymer
- C12N11/082—Enzymes or microbial cells immobilised on or in an organic carrier the carrier being a synthetic polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/11—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels comprising two or more partially or fully enclosed cavities, e.g. honeycomb-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W10/00—Technologies for wastewater treatment
- Y02W10/10—Biological treatment of water, waste water, or sewage
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S261/00—Gas and liquid contact apparatus
- Y10S261/72—Packing elements
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S264/00—Plastic and nonmetallic article shaping or treating: processes
- Y10S264/48—Processes of making filters
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Bioinformatics & Cheminformatics (AREA)
- Microbiology (AREA)
- Wood Science & Technology (AREA)
- Zoology (AREA)
- Biotechnology (AREA)
- Genetics & Genomics (AREA)
- General Health & Medical Sciences (AREA)
- Water Supply & Treatment (AREA)
- Biochemistry (AREA)
- Biomedical Technology (AREA)
- General Engineering & Computer Science (AREA)
- Biodiversity & Conservation Biology (AREA)
- Hydrology & Water Resources (AREA)
- Environmental & Geological Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Sustainable Development (AREA)
- Immunology (AREA)
- Biological Treatment Of Waste Water (AREA)
- Apparatus Associated With Microorganisms And Enzymes (AREA)
- Immobilizing And Processing Of Enzymes And Microorganisms (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
- External Artificial Organs (AREA)
Abstract
一种具有微生物多孔载体(14)的固定床生物反应器。该载体为其厚度小于载体表面的片状结构。载体间用间隔条(28)相互隔开而在载体间形成流动通道(36)。在一种生产微生物多孔载体的方法中,把塑料粒子(30)引入一成型空间(52)后通过加热使它们在该成型空间中粘合在一起。使用这一方法,可制成载体材料的环形挤出物(46),然后把该挤出物切成各载体。或者,也可使用一对对通过一加料工段和一加热工段的半模具实现该方法。
Description
本发明涉及使用微生物净化流体的固定床生物反应器,包括许多微生物载体和供流体流经载体的流动通道,所述载体为多孔结构,其上的细孔供流体渗入并供微生物附着入其上。
这类固定床生物反应器是大家知道的,其中的载体特别为管状。其公认的缺点是载体的制造成本较高,而且不容易把所需数量的载体在该生物反应器中排置得合理。
本发明的目的是提供一种生物反应器,其载体可简单、高效地制造,且可特别简单地合理排置在生物反应器中。
为实现这一目的,本发明固定生物反应器的特征在于,载体为片状结构,其厚度小于载体的表面;并且,载体之间用间隔条相互隔开,从而在载体之间形成流动通道。
合适的片状结构的最简单形式为板,大致为板状的载体迄今为止特别受欢迎。但是,也可便利地使用与严格平板形不同的形状,特别是波纹板型的形状,其相对于板的主平面的走向呈更圆的型式或更为线性和弯曲得厉害的型式。但是,在上述各种情况下单个载体的形状一从其整体上粗略看去--最好也是板状,因为这些载体可特别方便地装入生物反应器中。
载体的材料厚度在单个载体中不必处处相同。但是,单个载体的材料厚度最好大致处处相同。“载体表面”一词在严格板形载体中指该载体的一个表面的大小,而在波纹状板形结构中指由一板平面的波纹形成的大小。
载体的一边或两边表面上最好有与之连成一体的间隔条。此时使间隔条或是直接或是通过相邻载体的间隔条来抵靠相邻载体即可特别简单地相互邻接各载体。但是间隔条也可与载体分开制造。此时可在生物反应器中交替排列载体和间隔条。
最好把多个载体组合成一载体单元后把它装入生物反应器。为此,可特别把单个载体的整体式间隔条连接到相邻载体一边或两边表面上,或者,也可把分开制造的间隔条连接到一载体上,然后把相邻的载体连接到该间隔条上,然后把另外的间隔条连接到上一载体的“自由”一面上,如此等等。最好用粘接或焊接把间隔条连接到载体上或使相邻的载体的间隔条相互连接。
应该指出,间隔条实际上最好为细长材料条状,但是载体间隔条是否连续对间隔条和生物反应器的作用来说是无关紧要的。例如,间隔条可有相间距的开口或由一系列相间距的间隔件构成。间隔条可以是实心、也可以多孔。它们不必由与载体相同的材料制成,但也可以由与载体相同的材料制成。
载体最好主要由热粘接的塑料粒子构成。最好使用聚乙烯粒子,但也可使用其它塑料粒子。载体最好还含有细孔性粒子,以便使载体的整个结构既具有比方说在塑料粒子之间的较大细孔,又具有细孔性粒子中的较小细孔。从而微生物不仅可附着在较粗细孔中,还可附着在较小的细孔中。合适的细孔性粒子比方说由粗碾碎膨胀粘土、活化碳或其它有机物构成。重要的是,整个载体也即包括微孔粒子在内,可由待净化的流体渗入。这样,载体就构作成具有打开的细孔,可能包括细孔性粒子,从而适合于流体流过。
载体还可含有添加剂,此方说镍,用作微生物生长的催化剂。
本发明的另一主题是用于微生物净化流体的固定床生物反应器的载体,该载体为多孔结构,其上的孔可供流体渗入并供微物附着其上,其特征在于,载体为其厚度小于载体表面的片状结构;载体上有与之连成一体的间隔条,从而界定到一相邻载体的距离。
上面概述的各方面以及上述优选方面也适用于本发明载体。
本发明还涉及生产具有微生物可附着其上的多孔结构的载体的方法,所述方法包括下列步骤:
(a)提供塑料粒子;
(b)把塑料粒子引入一成型空间;以及
(c)对装在该成型空间中的塑料粒子加热,使塑料粒子粘接在一起而形成多孔载体结构。
按照本发明,该生产方法可为连续式、半连续式或生产线那样的周期性间歇式。
按照本发明生产方法的第一种方案,该生产方法的特征在于:
(d)从该成型空间排出一连续的载体材料挤出物;并且
(e)周比方说切割、锯开把该挤出物分成各载体。
若把该成型空间设计成最好是在两边用回转皮带或直径足够大的转轮来界定该成型空间,并且该成型空间按此方法运行,就可形成一种连续的挤出物,此外,若还连续或半连续地把塑料粒子传送给成型空间,就可实现连续生产方法。
或者,也可用可打开和合上的模具部分、特别是两个半模具界定成型空间,并在模具部分合上时引入塑料粒子。这种“分批”引入也可逐步并间歇地形成载体材料的连续挤出物。这一生产方法可称为半连续方法。
本发明还提供一种制造分开的载体的生产线那样的周期性方法,该方法除了上述步骤(a)、(b)和(c)之外,其特征还在于下列步骤:
(d)用第一和第二半模具界定单个成型空间;
(e)若干第一半模具装在第一传送器上,而若干第二半模具装在第二传送器上;
(f)合上的两个半模具可通过一引入塑料粒子的工段以及一把热量供应给所引入的塑料粒子的工段;以及
(g)所述第一和第二传送器设计成可自动合上和打开两个半模具。
为了缩短塑料粒子在成型空间中粘结在一起所需的停留时间,可在引入成型空间之前加热塑料粒子。把热量供应给装在成型空间中的塑料粒子可有多种方法。作为优选例可提及的有,通过加热成型空间的界定表面和/或微波幅射和/或热幅射和/或加入预热后乳性粒子来供应热量。
按照本发明生产方法,包括连续生产方法,可特别高效地生产其上有连成一体的间隔条的载体,此时只须以相应方式设计成型空间界定装置。按照本发明生产方法的一特别优选例,可生产出具有不同高度的间隔条的载体,因为视所需净化的流体的不同以及视净化所用的微生物的不同,载体间需要使用不同大小的流动通道。为此,最好可使用可互换的成型空间界定装置。另一优选例在于提供一种具有一个或多个凹槽(用来形成间隔条)的成型空间界定装置,其凹槽深度等于间隔条的最大高度。当要生产具有较低高度的间隔条的载体时,可在该凹槽中放置型芯,从而减小凹槽的有效深度。
本发明生产方法也适用于制造含有上述微孔粒子的载体。为此只须在引入成型空间中的塑料粒子中最好均匀地加入这类微孔粒子。
本发明的生物反应器和载体可用来处理多种流体。典型的例子为种种不同来源的受到特别严重污染的污水或废水(特别是含有有机污染物的废水,例如,屠宰场、啤酒厂、乳品厂的废水以及一般是食品加工工业产生的废水)。生物反应器最好是以厌氧方式工作的生物反应器,但也可以是以缺氧或需氧方式工作的生物反应器。可使用进行组成代谢的微生物,即旨在分解特定产物或污染物,也可使用进行分解代谢的微生物,即旨在形成所需的特定产物,例如生产抗菌素、酒精等等。气体和液体的处理可以互相结合进行。
至于本发明的载体生产方法,还可指出,所生成的载体或载体挤出物通常以吹风方式在从成型空间排出之前和/或之中和/或之后冷却。
下面通过附图示意的各实施例详述本发明以及本发明的进一步发展。附图中:
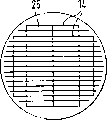
图1表示一包括一固定床生物反应器的污水净化厂;
图2A为图1生物反应器的水平剖面图;
图2B为一经修正的生物反应器的水平剖面图;
图3为图1生物反应器的具有整体式间隔条的一载体的主体图;
图4表示图3所示两载体的一种排列方式的水平剖面图;
图5为具有整体式间隔条的载体的修正实施例的水平剖面图;
图6为具有整体式间隔条的一载体的又一修正实施例的水平剖面图,其中,若干载体排列在一起。
图7为若干载体的一种排列方式的水平剖面图,其中,分开制造的间隔条放置在载体之间。
图8表示由多个载体组成的一载体单元;
图9表示一种连续生产载体的装置的成型空间;
图10表示连续生产载体的装置的另一实施例的成型空间;
图11表示连续生产载体的装置的又一实施例的成型空间;
图12为一种半连续生产载体的装置的示意图;
图13为一种周期性地间歇生产载体的装置的示意图;
图13A是沿图13左侧所述箭头方向看过去的示意图。
图14表示本发明载体的一部分。
如图1所示,污水或废水生物处理厂的主要组件中的最基本组件是一固定床生物反应器2,其上游有一用来中和待处理污水的具有准连续或半连续通道的容器4和一把待处理污水的温度提高到有利于生物处理的温度的热交换器6。污水用一泵8和一管子分布装置10均匀地分布在生物反应器2的整个底面12上并以向下流动的水柱泵入生物反应器2的下部。生物反应器2总的来说呈直立圆筒形,其上盖可向上稍有弧形。生物反应器2也可制成正方形或长方形横截面。生物反应器2最好用不锈钢制成,若其体积非常大,则可用混凝土制成。
生物反应器2中在管子分布装置10上方放置有许多载体14,这在下文详细说明。生物反应器2中在载体14的上方有一具有污泥沉积空间的静止区16。池水管20在溢流堰18后方离开生物反应器2。图中还示出一其上装有泵24的循环管22,通过所述循环管,污水从静止区16流出后可送到管子分布装置10。通过循环已流经载体装置14的一部分污水,可提高污水在生物反应器2中的平均停留时间。所产生的气体可通过顶部中央的一导管25排出。
从图2A可见,载体14为直立放置的平板形。各载体相互平行排列并具有不同的水平宽度,以便尽可能利用生物反应器2的整个内部空间。污水在生物反应器2中从底部沿着板形载体14的表面向上流过相邻两载体14之间的间隔空间。或者,也可构作污水从顶部向下流动的生物反应器。载体14的宽度不必与生物反应器2相同,但可划分成许多并置的载体。
在图2B所示修正例中,多个平行载体14构成一三角形载体单元。多个载体单元沿圆周相互邻接而总的形成一具有多边形横载面的外周几乎为圆形的形状,而每一载体14沿切向伸展。
图3更详细地示出一载体的结构。在载体14的一表面18上有与载体14连成一体的突起的间隔条28。间隔条28在载体14装入生物反应器2中时垂直伸展。所有间隔条28的端面30位于同一平面中。载体14的另一面32上没有间隔条28,而是完全平坦。
图4表示如何把图3所示载体排置成一种多载体14结构。为此,在图4中,上方的第一载体14的间隔条28的端面30放置在下方第二载体14的相邻表面32上,从而在接触部位34最好用粘接或焊接把相邻两载体牢牢连接在一起。继续在图4中向下这样排列,直到形成一由互连的10-100个载体14组成的载体单元。
应该指出,图4所示各载体14的水平宽度可变动,从而使该载体单元的总形状适合于例如图2所示的圆筒形生物反应器2。可以在生物反应器2中并置若干图4所示载体单元。而且,应该指出,载体14的长度要选择成与特定生物反应器2相配。
大致为长方形横截面的流动通道36的一对置两边由间隔条界定,而另一对置两边分别由载体的表面18和32界定。应该指出,间隔条28的形状不必是图3所示连续凸缘形。从流动通道36到流动通道36的横向流动并不会产生副作用。就作用而言,重要的是载体14要放置得平稳并用间隔条28隔开。
图5表示一修正例,其中,每一个载体14的两面上都有与之连成一体的间隔条28。在放到一相邻载体14上时,间隔条28抵靠间隔条28。
图6表示载体14的许多可能形状中的又一例子。图6所示修正例可称为波纹板,其中,约为半圆形的凸起依次相接。从图中可看出,在载体14的两个“大面积一边”上有与之连成一体的间隔条28。相邻两载体14互成镜象地相互抵靠。从而形成两种形状的流动通道36,即一个大致为圆形,另一个为由向里凸起界定壁构成的大致方形。
图7表示一修正例,其中,间隔条28不与板形载体14连成一体,而是分开制造的条形件。每一间隔条28比方说用粘接或焊接与两相邻载体连接,从而总的形成与图4实施例一样的载体单元。
图8表示载体单元38如何装入一种框架40中。框架40主要由载体单元38四角处的四个垂直角部42构成。这些角部42的顶部和底部分别用四根连杆44连接。载体单元38比方说以框架40放到生物反应器2底面上而整个装入生物反应器2中,若生物反应器2较高,则可使用上下相叠的多个这类载体单元38。载体单元38的典型高度为1-2m,其水平面积可以为0.5-2m2。
载体14最好用塑料粒子构成,例如密度均匀的聚乙烯粒子,通过加热而粘接在一起。
塑料粒子的粒子大小一般为200-3000um,其中大部分粒子的大小为630-1600um。而且,载体14包含本身为细孔结构的膨胀粘土的粗碾碎粒子。塑料粒子之间的细孔的大小为0.1-5000um,其中大部分细孔的大小为100-500um。膨胀粘土粒子中的细孔的平均大小要小得多。
图9表示如何连续生产多孔载体材料的挤出物46。两根金属皮带48各绕在两个相间距的转轮50上。在该装置的中央,两金属皮带48几乎相互平行伸展,但图9底部两下部转轮之间的距离稍小于图9顶部两上部转轮之间的距离。原材料即塑料粒子和膨胀粘土的粗碾碎粒子从上方引入绕过两上部转轮50的两皮带48之间的大致呈漏斗形的空间中。对皮带48加热,塑料材料与两皮带48之间的接触长度预定并与皮带48的移动速度相配合,从而该时间足以通过提高温度而使塑料粒子表面发粘而粘接在一起。因此合适的温度范围为160-190℃。一旦离开这对皮带48,就冷却该挤出物。然后沿纵向把该挤出物横切成一个个载体14。
图10表示一修正例,其中,两皮带48被一对转轮54取代。其工作情况与上述基本相同。
图11表示一与图10实施例类似的修正例,但其中两转轮54都是一水平金属传送带55的端部转向转轮。塑料粒子在传送带55上被传送到两转轮54之间的成型空间。膨胀粘上的粗碾碎粒子从上方的供料漏斗57落入“成型间隙”中。膨胀粘土粒子预热到例如高于200℃的温度,从而把很多热量带入成型空间而使塑料粒子在与膨胀粘土粒子混合的同时粘合在一起。
图12表示一种逐步生产挤出物46的成型操作的方法。其中用由两个半横具58和60组成的模具56取代该对皮带48和转轮54。当半模具58、60合上时,原材料从上方引入模槽中。原料引入后,半模具58、60还可稍稍互相靠近,从而把压力加到模具中的原料上。此时,待形成的挤出物46静止不动。然后把热量供给模具中的原料而使塑料粒子粘合在一起。然后稍稍打开半模具58、60,所形成的挤出物46向下排出大致与模具46长度相同的一段长度。然后重新合上模具56,并重复这一过程。
图13表示一种方法,它不生成载体材料的连续挤出物46,而是周期性间歇地形成一串分开的载体14。与图12中左边半模具58相同的若干左边半模具58串联地装在两传送器上,每一传送器为一对传送链。图13中左边的半模具的下端装在一对由下部链轮62转向的传送链上,而图13中左边半模具的上端装在另一对链条上,其链条由上部转向轮64转向,在图13所示工厂的右边,右边半模具60的布置为左边半模具的镜象。在这种结构中,由一左边半模具58和一右边半模具60组成的模具在该工厂的上部合上。原料从上方装满到模具中。链条与两个半模具一起不断向下行进,通过一加热工段66后通过一冷却工段68。再往下该两个半模具分开,从而制成的载体可从中取出。该操作顺序也可以是逐步的或间歇的,从而各模具停在原料引入工段、加热工段、冷却工段和排出工段。在原料引入工段,为了压实原料可振动该模具。
应该指出,在图9、10和11所示实施例中,成型空间的侧面,即在附图纸面的前部和后部封闭,例如,那里可装有两板,皮带48或转轮54以横向紧间隙在此两板中运转。
上面已多次指出,为了加热粘合塑料粒子,成型空间中必须有一合适温度(例如,对于聚乙烯粒子,温度为160-190℃)。可用一种方法或结合使用各种方法在成型空间中获得这一温度:
-加热至少一部分成型空间的界定区,即例如加热皮带48或转轮54;
-预热塑料粒子和/或膨胀粘土粒子。预热膨胀粘土粒子特别有效,因为膨胀粘土粒子可在加到塑料粒子中之前预热到更高温度且它们的热容量较高;
-其它对成型空间中原料加热的方法,最好是吹热风、微波加热等等。在图9、10和11实施例中,可与附图纸面垂直地使用上述最后一种方法。
塑料粒子与细孔粒子的重量百分比最好是塑料粒子占10-65%,30-55%更好,其余为细孔性粒子。
图14示出制成的载体14中塑料粒子70和细孔性粒子72的情况。
上面说过,本发明生物反应器2可用来处理液体或带有气体的液体。在这两种情况下,待处理的液体或气体可从底部向上流动或从顶部向下流动。但也可在一生物反应器2中同时处理液体和气体。液体和气体的流动可同向,也可反向。从图1中可清楚看到,生物反应器2的下部除了污水分布装置10,还装有气体分布装置。污水和气体一起向上流动。这同时也是需氧水处理的一个例子。
图9、10和11所示连续生产方法也可毫无困难地用来生产其上有与之连成一体的间隔条28的载体14,这只须在皮带48或转轮54上分别沿纵向和圆周方向设置相应凹槽。
Claims (18)
1、一种使用微生物净化流体的固定床生物反应器(2),包括许多微生物载体(14)和供流体流经载体(14)的流动通道(36),所述载体(14)为其厚度小于载体表面的片状结构且为多孔结构,其上的孔可供流体渗入并使微生物附着其上,并由通过加热粘合在一起的塑料粒子(70)构成,
其特征在于,各载体(14)间用间隔条(28)隔开,从而在各载体(14)间形成流动通道(36);并且,间隔条(28)与对应载体(14)的塑料材料连成一体。
2、按权利要求1所述的固定床生物反应器,其特征在于,包括间隔条(28)在内的许多载体(14)通过粘接或者焊接相互固定连接成一载体单元(38)。
3、按权利要求1所述的固定床生物反应器,其特征在于,载体(14)为平板形,其上有与之连成一体的间隔条(28)。
4、按权利要求1所述的固定床生物反应器,其特征在于,载体(14)含有细孔性粒子(72)。
5、一种用微生物净化流体的固定床生物反应器(2)的载体(14),所述载体(14)为其厚度小于载体表面的片状结构并为多孔结构,其上的孔可供流体渗入并供微生物附着其上,并由通过加热粘合在一起的塑料粒子(70)构成,
其特征在于,载体(14)上有与其塑料材料连成一体的间隔条(28),从而界定到一相邻载体(14)的距离。
6、按权利要求5所述的载体,其特征在于,它为平板状,间隔条(28)从其上伸出。
7、按权利要求5所述的载体,其特征在于,它含有细孔性粒子(72)。
8、一种生产可供微生物附着其上的多孔结构的载体(14)的方法,所述方法包括下列步骤:
(a)提供塑料粒子(70);
(b)把塑料粒子(70)引入一成型空间(52);以及
(c)对装入该成型空间(52)中的塑料粒子(70)加热,使塑料粒子(70)粘接在一起而形成多孔载体结构;
其特征在于:
(d)通过移动可移动的成型空间界定装置(48,54)向成型空间(52)排料端方向传送成型空间中的塑料粒子并在传送过程中通过加热而使该塑料粒子粘合在一起而形成多孔载体结构。
9、按权利要求8所述的方法,其特征在于,该成型空间(52)的对置两边由回转皮带(48)界定。
10、按权利要求8所述的方法,其特征在于,该成型空间(52)的对置两边由转轮(54)界定。
11、按权利要求8所述的方法,其特征在于,塑料粒子(70)连续地引入成型空间(52)中。
12、按权利要求8所述的方法,其特征在于,塑料粒子(70)在引入成型空间(52)前预热。
13、一种生产可供微生物附着其上的多孔结构的载体(14)的方法,所述方法包括下列步骤:
(a)提供塑料粒子(70);
(b)把塑料粒子(70)引入一成型空间(58,60);以及
(c)对装在该成型空间(58,60)中的塑料粒子(70)加热,使塑料粒子(70)粘接在一起而形成多孔载体结构;
其特征在于:
(d)该单个成型空间由第一和第二半模具(58,60)界定;
(e)若干第一半模具(58)装在第一传送器上,而若干第二半模具(60)装在第二传送器上;
(f)合上的两个半模具(58,60)可移过一引入塑料粒子(70)的工段以及一对所引入塑料粒子(70)加热的工段;以及
(g)所述第一和第二传送器设计成能自动开合两个半模具(58,60)。
14、按权利要求8或13所述的方法,其特征在于,包括下列步骤:制造具有连成一体的间隔条(28)的载体(14)。
15、按权利要求14所述的方法,其特征在于,成型空间(52,58,60)的界定装置可互换。
16、按权利要求8或13所述的方法,其特征在于,在塑料粒子(70)中添加细孔性粒子(72)。
17、按权利要求8或13所述的方法,其特征在于,通过加热成型空间(52,58,60)的界定区和/或微波幅射和/或热幅射和/或加入预热的细孔性粒子(72)来加热装入成型空间(52,58,60)的塑料粒子(70)。
18、按权利要求14所述的方法,其特征在于,成型空间(52,58,60)的界定装置内装上型芯,从而生产出具有不同高度的间隔条(28)的载体(14)。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DEP4309779.0 | 1993-03-25 | ||
| DE4309779A DE4309779A1 (de) | 1993-03-25 | 1993-03-25 | Festbett-Bioreaktor zur Reinigung von Fluiden mit Hilfe von Mikroorganismen, Trägerkörper für Festbett-Bioreaktoren sowie Verfahren zu deren Herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1119849A CN1119849A (zh) | 1996-04-03 |
| CN1051531C true CN1051531C (zh) | 2000-04-19 |
Family
ID=6483879
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN94191583A Expired - Fee Related CN1051531C (zh) | 1993-03-25 | 1994-03-24 | 净化流体的固定床生物反应器和载体 |
Country Status (19)
| Country | Link |
|---|---|
| US (1) | US5618412A (zh) |
| EP (1) | EP0690826B1 (zh) |
| JP (1) | JP3397793B2 (zh) |
| KR (1) | KR100340472B1 (zh) |
| CN (1) | CN1051531C (zh) |
| AT (1) | ATE163173T1 (zh) |
| AU (1) | AU696957B2 (zh) |
| BR (1) | BR9406023A (zh) |
| CA (1) | CA2158979C (zh) |
| CZ (1) | CZ284356B6 (zh) |
| DE (2) | DE4309779A1 (zh) |
| ES (1) | ES2113096T3 (zh) |
| HU (1) | HU219145B (zh) |
| NO (1) | NO953761L (zh) |
| PL (1) | PL174796B1 (zh) |
| RU (1) | RU2144004C1 (zh) |
| SG (1) | SG82538A1 (zh) |
| SK (1) | SK280445B6 (zh) |
| WO (1) | WO1994021566A1 (zh) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6207047B1 (en) * | 1996-11-05 | 2001-03-27 | Sea Sanitizer International, L.L.C. | Wastewater treatment system |
| US6254775B1 (en) | 1998-03-09 | 2001-07-03 | Mcelvaney James D. | Anaerobic digester system and method |
| DE19919241A1 (de) * | 1999-04-28 | 2000-11-02 | Creavis Tech & Innovation Gmbh | 3D Zellträgersystem für Zell-, Gewebe- und Organkulturen |
| DE19935974C2 (de) * | 1999-07-30 | 2001-07-05 | Envicon Klaertech Verwalt | Festbettkörperblock und zugehöriger Festbettkörper |
| US6565750B2 (en) * | 2000-08-31 | 2003-05-20 | O'brien & Gere Engineers, Inc. | Trickling filter system for biological nutrient removal |
| US6444126B1 (en) * | 2000-09-19 | 2002-09-03 | T. M. Gates, Inc. | System and method for treating sanitary wastewater for on-site disposal |
| GB0121735D0 (en) * | 2001-09-10 | 2001-10-31 | Deblois Michel | Bioreactor for the treatment of organic and inorganic waste |
| DE10211745A1 (de) * | 2002-03-14 | 2003-09-25 | Norddeutsche Seekabelwerk Gmbh | Tropfkörper und Vorrichtung zur mindestens teilweisen Beseitigung des Bewuchses auf Füllmaterial des Tropfkorpers |
| US20040050777A1 (en) * | 2002-09-03 | 2004-03-18 | Biowaste Energy, Inc. | Integrated anaerobic waste management system with energy and products recovery |
| US6666436B1 (en) * | 2002-09-25 | 2003-12-23 | Beco Engineering Co. | Mixed-size packed beds |
| DE10336212B4 (de) * | 2003-03-03 | 2008-09-11 | Lothar Weikum | Gerät zur Filterung von Wasser |
| DE10343743B4 (de) * | 2003-09-22 | 2006-12-14 | Langendorf Textil Gmbh & Co. Kg | Festbett für die aerobe oder anaerobe Abwasserreinigung |
| DE10350502B3 (de) * | 2003-10-29 | 2005-06-09 | Herding Gmbh Filtertechnik | Reaktor und Verfahren zur anaeroben Abwasserbehandlung |
| DE10350503A1 (de) * | 2003-10-29 | 2005-06-16 | Herding Gmbh Filtertechnik | Reaktor zur anaeroben Abwasserbehandlung |
| BE1016177A6 (nl) * | 2004-09-03 | 2006-04-04 | Resilux | Werkwijze voor het vervaardigen van hydrofobe polymeren. |
| US7972502B2 (en) * | 2007-07-04 | 2011-07-05 | Kabushiki Kaisha Toshiba | Aeration-less water treatment apparatus |
| DE202009003683U1 (de) * | 2009-03-14 | 2009-06-04 | Mt-Energie Gmbh & Co. Kg | Vorrichtung zum Gießen von Betonwandelementen |
| US10214436B2 (en) * | 2013-06-25 | 2019-02-26 | Hiroshi Ogawa | Wastewater treatment device, bacteria bed used for treating food waste and wastewater, and wastewater treatment method using bacteria bed |
| RU2595426C1 (ru) * | 2015-06-30 | 2016-08-27 | Общество с ограниченной ответственностью "Эволюция Биогазовых Систем" | Способ переработки органических отходов и биогазовая установка для его осуществления |
| CN108676716A (zh) * | 2018-08-10 | 2018-10-19 | 武汉赛科成科技有限公司 | 一种3d结构细胞培养载体及生物反应器 |
| CN109022241A (zh) * | 2018-08-10 | 2018-12-18 | 武汉赛科成科技有限公司 | 一种3d结构细胞培养载体、导流件及生物反应器 |
| RU2700490C1 (ru) * | 2018-10-25 | 2019-09-17 | Общество с ограниченной ответственностью "Эволюция Биогазовых Систем" | Биореакторная установка для анаэробной обработки органических отходов животного и растительного происхождения с получением органических удобрений и биогаза |
| CN111484135B (zh) * | 2020-05-06 | 2022-03-22 | 北京工业大学 | 一种高效厌氧氨氧化复合细菌包埋生物活性填料制备及应用 |
| CN111484134B (zh) * | 2020-05-06 | 2022-03-22 | 北京工业大学 | 一种反硝化脱氮包埋生物环状活性填料制备及应用 |
| TWI759180B (zh) * | 2020-10-30 | 2022-03-21 | 海帕斯科技股份有限公司 | 生物擔體複合結構物與生物擔體製造方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE314298C (zh) * | ||||
| US2458163A (en) * | 1944-04-06 | 1949-01-04 | Clyde C Hays | Sewage treating process |
| US3231490A (en) * | 1963-09-16 | 1966-01-25 | Dow Chemical Co | Secondary treatment of waste water |
| US4353855A (en) * | 1978-07-31 | 1982-10-12 | Armen Garabedian | Process for making a stress-free plastic article |
| US4439317A (en) * | 1980-12-05 | 1984-03-27 | Donald Jarrell | Sewage treatment system |
| US4436682A (en) * | 1980-12-15 | 1984-03-13 | Revere Copper And Brass, Inc. | Roll compacting of polymer powders into fully dense products |
| US4409170A (en) * | 1981-12-31 | 1983-10-11 | John Jansky | Production of composite products by consolidation using pressure and convection heating |
| EP0137449B1 (en) * | 1983-10-05 | 1992-01-22 | Nippon Petrochemicals Co., Ltd. | Method for producing thermoplastic resin sheet or filler-containing resin sheet |
| FR2585695B1 (fr) * | 1985-08-05 | 1988-08-05 | Hamon Ind | Dispositif de garnissage pour installation de mise en contact d'un liquide et d'un gaz, notamment pour installation de traitement biologique des eaux residuaires |
| EP0229199B1 (en) * | 1985-12-17 | 1990-10-31 | H-PANNONPLAST Müanyagipari Vallalat | Film-flow packing for biological treatment of fluids |
| IT1202444B (it) * | 1986-02-21 | 1989-02-09 | Reinmann & Cie Lara | Procedimento per produrre corpi sagomati,porosi di forma allungata |
| WO1987005892A1 (en) * | 1986-04-01 | 1987-10-08 | Katumi Iida | Aeration type water treatment plant |
| ATA177787A (de) * | 1986-08-04 | 1991-08-15 | Mueanyagfel Dolgozo Vall | Kugel- oder kreisringfoermiges fuellelement aus kunststoff mit zentraler durchflussoeffnung fuer ungeordnete fuellungen von biologischen tropfkoerpern |
| DE3723804A1 (de) * | 1987-07-18 | 1989-01-26 | Norddeutsche Seekabelwerke Ag | Fuellkoerper |
| DE3807695A1 (de) * | 1988-03-09 | 1989-09-21 | Norddeutsche Seekabelwerke Ag | Fuellmaterial und verfahren zur herstellung derselben |
| US5419831A (en) * | 1990-06-11 | 1995-05-30 | Aquaria, Inc. | Rotating biological aquarium filter system |
| DE4107406A1 (de) * | 1991-03-08 | 1992-09-10 | Me Wassertechnik Gmbh | Fuellmaterialanordnung |
-
1993
- 1993-03-25 DE DE4309779A patent/DE4309779A1/de not_active Ceased
-
1994
- 1994-03-24 CN CN94191583A patent/CN1051531C/zh not_active Expired - Fee Related
- 1994-03-24 AU AU65050/94A patent/AU696957B2/en not_active Ceased
- 1994-03-24 US US08/525,666 patent/US5618412A/en not_active Expired - Fee Related
- 1994-03-24 SG SG9604962A patent/SG82538A1/en unknown
- 1994-03-24 WO PCT/EP1994/000945 patent/WO1994021566A1/de active IP Right Grant
- 1994-03-24 DE DE59405258T patent/DE59405258D1/de not_active Expired - Fee Related
- 1994-03-24 CA CA 2158979 patent/CA2158979C/en not_active Expired - Fee Related
- 1994-03-24 ES ES94912538T patent/ES2113096T3/es not_active Expired - Lifetime
- 1994-03-24 HU HU9502773A patent/HU219145B/hu not_active IP Right Cessation
- 1994-03-24 SK SK1161-95A patent/SK280445B6/sk unknown
- 1994-03-24 RU RU95122755A patent/RU2144004C1/ru active
- 1994-03-24 KR KR1019950704086A patent/KR100340472B1/ko not_active IP Right Cessation
- 1994-03-24 CZ CZ952392A patent/CZ284356B6/cs unknown
- 1994-03-24 BR BR9406023A patent/BR9406023A/pt not_active IP Right Cessation
- 1994-03-24 AT AT94912538T patent/ATE163173T1/de not_active IP Right Cessation
- 1994-03-24 EP EP19940912538 patent/EP0690826B1/de not_active Expired - Lifetime
- 1994-03-24 JP JP52067694A patent/JP3397793B2/ja not_active Expired - Fee Related
-
1995
- 1995-09-22 PL PL94310809A patent/PL174796B1/pl not_active IP Right Cessation
- 1995-09-22 NO NO953761A patent/NO953761L/no not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| CA2158979A1 (en) | 1994-09-29 |
| DE4309779A1 (de) | 1994-09-29 |
| BR9406023A (pt) | 1995-12-19 |
| HU219145B (hu) | 2001-02-28 |
| ATE163173T1 (de) | 1998-02-15 |
| NO953761D0 (no) | 1995-09-22 |
| SK116195A3 (en) | 1996-05-08 |
| JP3397793B2 (ja) | 2003-04-21 |
| EP0690826B1 (de) | 1998-02-11 |
| PL174796B1 (pl) | 1998-09-30 |
| AU696957B2 (en) | 1998-09-24 |
| SG82538A1 (en) | 2001-08-21 |
| AU6505094A (en) | 1994-10-11 |
| ES2113096T3 (es) | 1998-04-16 |
| CZ284356B6 (cs) | 1998-11-11 |
| DE59405258D1 (de) | 1998-03-19 |
| CA2158979C (en) | 2003-07-08 |
| RU2144004C1 (ru) | 2000-01-10 |
| HUT73391A (en) | 1996-07-29 |
| JPH08507962A (ja) | 1996-08-27 |
| HU9502773D0 (en) | 1995-11-28 |
| CZ239295A3 (en) | 1996-05-15 |
| SK280445B6 (sk) | 2000-02-14 |
| CN1119849A (zh) | 1996-04-03 |
| PL310809A1 (en) | 1996-01-08 |
| US5618412A (en) | 1997-04-08 |
| NO953761L (no) | 1995-11-01 |
| EP0690826A1 (de) | 1996-01-10 |
| WO1994021566A1 (de) | 1994-09-29 |
| KR100340472B1 (ko) | 2002-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1051531C (zh) | 净化流体的固定床生物反应器和载体 | |
| RU95122755A (ru) | Биореактор с неподвижным слоем, элементы-носители для такого реактора и способы их изготовления | |
| CN1733357A (zh) | 物质移动塔内的放射形喷射管的设计方法 | |
| KR100313315B1 (ko) | 3상 생물막의 순환여과에 의한 하수 및 유기성 폐수 처리방법 및 장치 | |
| KR20100126755A (ko) | 접촉 여과재 성형체의 제조 방법, 접촉 여과재 성형체, 여과 장치 및 오수 처리 방법 | |
| WO2011102262A1 (ja) | 接触ろ材成形体、その製造方法およびろ過装置 | |
| JP7182258B2 (ja) | 排水処理用の微生物を担持するための担体、その製造方法および排水処理用の微生物を担持するための担体を備えた汚水処理装置 | |
| KR100628524B1 (ko) | 미생물 담지 능력이 향상된 과립담체 및 그 제조방법과장치 | |
| CN212888811U (zh) | 一种彩虹膜挤出设备 | |
| CN2632074Y (zh) | 一种废水生物法处理装置 | |
| CN218539453U (zh) | 一种再生塑料加工用污水处理系统 | |
| CN218108362U (zh) | 一种注塑用废品筛选装置 | |
| CN210656351U (zh) | 一种固体释放碳源反硝化滤池 | |
| CN217144492U (zh) | 一种具备预热功能的多工位造粒机 | |
| KR102489674B1 (ko) | 플라스틱 원료 전환 방법 | |
| KR20050048359A (ko) | 열가소성 폐기물을 이용한 재생 합성수지 펠릿 제조 방법및 그 제조설비 | |
| CN218166944U (zh) | 一种碳棒生产用挤出机 | |
| CN116371347A (zh) | 复合填料及复合填料的制作方法 | |
| JPH0327777Y2 (zh) | ||
| WO2008141375A1 (en) | Filter module | |
| KR100344914B1 (ko) | 폭기조 내에서 미생물활착을 위한 영양공급이 가능한 정화용여재의 제조방법 | |
| CN118683012A (zh) | 一种注塑成型后一体化冷却输送线 | |
| CN115837731A (zh) | 一种轨道交通列车用pvc板挤压成型输送系统 | |
| CN111410541A (zh) | 一种环保型多用途城市污泥建筑材料及其制备方法 | |
| KR20060066318A (ko) | 정화조 및 그 제조장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |