CN103658271A - 一种压缩机外排气管自动弯管装置 - Google Patents
一种压缩机外排气管自动弯管装置 Download PDFInfo
- Publication number
- CN103658271A CN103658271A CN201310718483.4A CN201310718483A CN103658271A CN 103658271 A CN103658271 A CN 103658271A CN 201310718483 A CN201310718483 A CN 201310718483A CN 103658271 A CN103658271 A CN 103658271A
- Authority
- CN
- China
- Prior art keywords
- driving element
- blast pipe
- installing plate
- outer blast
- compressor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Abstract
本发明涉及一种压缩机外排气管自动弯管装置,包括机架、顶升机构、压紧机构、弯管夹爪机构、旋转弯管机构、移栽机构、控制装置。通过PLC控制装置和检测反馈装置来控制各部件运动来精确完成定位、夹紧和弯管动作。本发明能够在无人情况下实现全自动弯管,能够很好的用于流水线工作,是一种加工质量好、生产效率高的压缩机外排气管自动弯管装置。
Description
技术领域
本发明涉及压缩机制造技术领域,具体地说是一种用于加工压缩机外排气管的自动弯管装置。
背景技术
目前,在压缩机制造领域中,通常需要对压缩机外排气管进行一定角度的折弯处理,以满足其功能需求。但现有的弯管主要采用人工弯管,体力消耗大、工作量大,而且弯管的角度不能很好保证,从而无法保证工艺的要求,很难达到质量精度,此外人工弯管的生产效率较低。
发明内容
本发明的目的则是克服现有技术的不足,提供了一种加工质量好、生产效率高的压缩机外排气管自动弯管装置。
为了解决上述技术问题,本发明是通过以下技术方案实现的:
一种压缩机外排气管自动弯管装置,所述压缩机外排气管自动弯管装置包括机架部件、顶升机构、压紧机构、弯管夹爪机构、旋转弯管机构、移栽机构,所述顶升机构、压紧机构和移栽机构安装在机架部件上,旋转弯管机构安装在移栽机构上,弯管夹爪机构安装在旋转弯管机构上。
所述机架部件由底架、安装板、安装支架构成,其中底架与安装支架分别安装于安装板的正反面。
所述顶升机构由底板、驱动元件及顶升板构成,其中驱动元件安装于底板与顶升板之间。
压紧机构由压紧驱动元件与压紧盖连接构成。
弯管夹爪机构由夹紧驱动元件与夹爪连接构成。
旋转弯管机构由驱动元件、导向装置及安装板构成,其中,导向装置连接于驱动元件上,安装板连接于导向装置上。
移栽机构包括安装底板、固定驱动元件、浮动驱动元件、安装板,固定驱动元件与浮动驱动元件连接后安装于安装板上,安装板固定安装在安装底板上。
作为本发明的优选技术方案,所述控制装置还包括控制面板和显示器,显示器与控制面板连接和固定,控制面板设在所述机体上。
与现有技术相比,本发明的有益效果是:
本发明主要采用弯管夹爪机构和旋转弯管机构实现对压缩机外排气管自动弯管,克服了人工弯管的各种缺陷。
本发明通过PLC控制装置和检测反馈装置来控制各部件运动来精确完成定位、夹紧和弯管动作,能够在无人情况下实现全自动弯管,可实现连续加工,大大地提高了加工效率,降低了工人的劳动力,因而能够很好的用于流水线作业,是一种加工质量好、生产效率高的压缩机外排气管自动弯管装置。
附图说明
图1是装置的总图;
图2是机架部件示意图;
图3是顶升机构示意图;
图4是压紧机构示意图;
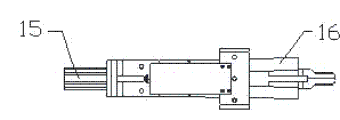
图5是弯管夹爪机构示意图;
图6是旋转弯管机构示意图;
图7是移栽机构示意图。
具体实施方式
附图非限制性地公开了本发明所涉及优选实施例的结构示意图;以下结合附图本发明的技术方案进行详细地说明:
一种压缩机外排气管自动弯管装置,所述压缩机外排气管自动弯管装置包括机架部件1、顶升机构2、压紧机构3、弯管夹爪机构4、旋转弯管机构5、移栽机构6,所述顶升机构2、压紧机构3和移栽机构6安装在机架部件1上,旋转弯管机构5安装在移栽机构6上,弯管夹爪机构4安装在旋转弯管机构5上。
机架部件1由底架7、安装板8、安装支架9构成,其中底架7与安装支架9分别安装于安装板8的正反面。
顶升机构2由底板10、驱动元件11及顶升板12构成,其中驱动元件11安装于底板10与顶升板12之间。
压紧机构3由压紧驱动元件13与压紧盖14连接构成。
弯管夹爪机构4由夹紧驱动元件15与夹爪16连接构成。
旋转弯管机构5由驱动元件17、导向装置18及安装板19构成,其中,导向装置18连接于驱动元件17上,安装板19连接于导向装置18上。
移栽机构6由安装底板20、固定驱动元件21、浮动驱动元件22及安装板23构成,固定驱动元件21与浮动驱动元件22连接后安装于安装板23上,安装板23固定安装于安装底板20上。
当压缩机与工装板沿着线体运动至本装置正确位置时,顶升机构2上驱动气缸11将压缩机顶升至一定高度后,压紧机构3上的驱动气缸13工作,将压缩机压紧,防止其窜动,弯管移栽机构6上固定驱动气缸21,将弯管夹爪机构4移至正确位置后,夹紧气缸15工作,将卡爪闭合从而夹紧外排气管,此时控制浮动气缸22的电磁阀处于中泄式以保证装置浮动状态,这时气缸17工作,将弯管夹爪机构4沿着圆弧导轨18运动至死挡位置且装置有前进的动作,从而实现外排气管的弯管功能,而后夹紧气缸15工作张开卡爪松开外排气管后,气缸17工作退回,以后各个气缸依次工作将装置恢复至原状态等待下一工件,整个弯管过程可达6s。通过调节弯曲前后死挡的位置可以实现对弯管角度的调节,保证工艺的需求。
Claims (7)
1. 一种压缩机外排气管自动弯管装置,其特征在于,所述压缩机外排气管自动弯管装置包括机架部件(1)、顶升机构(2)、压紧机构(3)、弯管夹爪机构(4)、旋转弯管机构(5)、移栽机构(6),所述顶升机构(2)、压紧机构(3)和移栽机构(6)安装在机架部件(1)上,旋转弯管机构(5)安装在移栽机构(6)上,弯管夹爪机构(4)安装在旋转弯管机构(5)上。
2.根据权利要求1所述压缩机外排气管自动弯管装置,其特征在于,机架部件(1)由底架(7)、安装板(8)、安装支架(9)构成,其中底架(7)与安装支架(9)分别安装于安装板(8)的正反面。
3. 根据权利要求1所述压缩机外排气管自动弯管装置,其特征在于,顶升机构(2)由底板(10)、驱动元件(11)及顶升板(12)构成,其中驱动元件(11)安装于底板(10)与顶升板(12)之间。
4.根据权利要求1所述压缩机外排气管自动弯管装置,其特征在于,压紧机构(3)由压紧驱动元件(13)与压紧盖(14)连接构成。
5.根据权利要求1所述压缩机外排气管自动弯管装置,其特征在于,弯管夹爪机构(4)由夹紧驱动元件(15)与夹爪(16)连接构成。
6.根据权利要求1所述压缩机外排气管自动弯管装置,其特征在于,旋转弯管机构(5)由驱动元件(17)、导向装置(18)及安装板(19)构成,其中,导向装置(18)连接于驱动元件(17)上,安装板(19)连接于导向装置(18)上。
7.根据权利要求1所述压缩机外排气管自动弯管装置,其特征在于,所述移栽机构(6)包括安装底板(20)、固定驱动元件(21)、浮动驱动元件(22)、安装板(23),固定驱动元件(21)与浮动驱动元件(22)连接后安装于安装板(23)上,安装板(23)固定安装在安装底板(20)上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310718483.4A CN103658271B (zh) | 2013-12-24 | 2013-12-24 | 一种压缩机外排气管自动弯管装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310718483.4A CN103658271B (zh) | 2013-12-24 | 2013-12-24 | 一种压缩机外排气管自动弯管装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103658271A true CN103658271A (zh) | 2014-03-26 |
| CN103658271B CN103658271B (zh) | 2016-02-10 |
Family
ID=50297737
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310718483.4A Active CN103658271B (zh) | 2013-12-24 | 2013-12-24 | 一种压缩机外排气管自动弯管装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103658271B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107900595A (zh) * | 2017-12-28 | 2018-04-13 | 长沙长泰机器人有限公司 | 发动机支架套筒焊接定位夹具 |
| CN108273864A (zh) * | 2017-12-25 | 2018-07-13 | 重庆达德机械制造有限公司 | 一种连续汽车排气管生产工艺 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4727737A (en) * | 1986-12-31 | 1988-03-01 | Heil-Quaker Home Systems, Inc. | Method and apparatus for bending a heat exchanger coil |
| JPH0957357A (ja) * | 1995-08-25 | 1997-03-04 | Dai Ichi High Frequency Co Ltd | 金属管の曲げ装置 |
| JP2005177852A (ja) * | 2003-12-24 | 2005-07-07 | Chubu Engineering Kk | 自動車用バンパービームの曲げ加工装置及び曲げ加工方法 |
| CN2875645Y (zh) * | 2006-01-18 | 2007-03-07 | 龙晓斌 | 一种弯管机管材三爪夹持增力机构 |
| CN101077512A (zh) * | 2006-05-25 | 2007-11-28 | 颖霖机械工业股份有限公司 | 一种弯管机转管机构 |
| JP2008290110A (ja) * | 2007-05-24 | 2008-12-04 | Kunitekku:Kk | パイプ曲げ装置 |
| CN101934311A (zh) * | 2010-08-30 | 2011-01-05 | 张家港市明华机械制造有限公司 | 热弯机 |
| CN103037994A (zh) * | 2010-05-13 | 2013-04-10 | Aws谢弗科技有限责任公司 | 用于左和右弯曲的弯曲机 |
-
2013
- 2013-12-24 CN CN201310718483.4A patent/CN103658271B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4727737A (en) * | 1986-12-31 | 1988-03-01 | Heil-Quaker Home Systems, Inc. | Method and apparatus for bending a heat exchanger coil |
| JPH0957357A (ja) * | 1995-08-25 | 1997-03-04 | Dai Ichi High Frequency Co Ltd | 金属管の曲げ装置 |
| JP2005177852A (ja) * | 2003-12-24 | 2005-07-07 | Chubu Engineering Kk | 自動車用バンパービームの曲げ加工装置及び曲げ加工方法 |
| CN2875645Y (zh) * | 2006-01-18 | 2007-03-07 | 龙晓斌 | 一种弯管机管材三爪夹持增力机构 |
| CN101077512A (zh) * | 2006-05-25 | 2007-11-28 | 颖霖机械工业股份有限公司 | 一种弯管机转管机构 |
| JP2008290110A (ja) * | 2007-05-24 | 2008-12-04 | Kunitekku:Kk | パイプ曲げ装置 |
| CN103037994A (zh) * | 2010-05-13 | 2013-04-10 | Aws谢弗科技有限责任公司 | 用于左和右弯曲的弯曲机 |
| CN101934311A (zh) * | 2010-08-30 | 2011-01-05 | 张家港市明华机械制造有限公司 | 热弯机 |
Non-Patent Citations (1)
| Title |
|---|
| 王桐瑞: "高频感应加热弯管技术", 《石油机械》 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108273864A (zh) * | 2017-12-25 | 2018-07-13 | 重庆达德机械制造有限公司 | 一种连续汽车排气管生产工艺 |
| CN107900595A (zh) * | 2017-12-28 | 2018-04-13 | 长沙长泰机器人有限公司 | 发动机支架套筒焊接定位夹具 |
| CN107900595B (zh) * | 2017-12-28 | 2023-12-19 | 长沙长泰机器人有限公司 | 发动机支架套筒焊接定位夹具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103658271B (zh) | 2016-02-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107570557B (zh) | 一种金属工件加工装置 | |
| CN102861697B (zh) | 全自动点胶设备 | |
| CN203048165U (zh) | 一种磁钢抓取机构 | |
| CN207957084U (zh) | 一种自动取料装置 | |
| CN103658271B (zh) | 一种压缩机外排气管自动弯管装置 | |
| CN103862217A (zh) | 一种焊接夹具翻转的方法及其所用装置 | |
| CN205437611U (zh) | 一种汽车门槛梁焊接夹具 | |
| CN102528354B (zh) | 一种适用于玻璃模具焊接的自动搬运机械手 | |
| CN103567806B (zh) | 一种自动生产线工件翻转装置 | |
| CN103495626B (zh) | 上气缸全自动卷圆机 | |
| CN105196024A (zh) | 一种装配线用自动往复移动夹持设备 | |
| CN207629704U (zh) | 弯型工件90度转向斜向压紧机械手 | |
| CN105253617A (zh) | 一种往复移动拾取装配设备 | |
| CN202897460U (zh) | 工件定位装置 | |
| CN205907016U (zh) | 气雾剂灌装机的灌装机构 | |
| CN201289276Y (zh) | 砂芯表干炉料盘定位机构 | |
| CN204339380U (zh) | 一种双向定位夹紧装置 | |
| CN103495625B (zh) | 五轴全自动卷圆机 | |
| CN209954448U (zh) | 打磨浮动装置及其浮动机构 | |
| CN204412943U (zh) | 一种折弯机中用活动夹料机构 | |
| CN202010863U (zh) | 方钢罐道组对胎具 | |
| CN208616890U (zh) | 一种铸件浇注系统自动夹取旋转排放装置 | |
| CN204955206U (zh) | 自动注料机 | |
| CN207738395U (zh) | 一种膜片升降机 | |
| CN202399414U (zh) | 蓝宝石掏棒机的柔性进给机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| CB02 | Change of applicant information |
Address after: Jiangning Development Zone in Nanjing City, Jiangsu province 211153 Evergreen Street No. 32 Applicant after: China Shipbuilding Heavy Industry (Nanjing) Intelligent Equipment Co., Ltd. Address before: 210003 No. 32 Changqing street, Jiangning District, Jiangsu, Nanjing Applicant before: Nanjing Pride Technology Co., Ltd. |
|
| COR | Change of bibliographic data | ||
| GR01 | Patent grant |