CN103579577A - 一种贴胶装置及贴胶方法 - Google Patents
一种贴胶装置及贴胶方法 Download PDFInfo
- Publication number
- CN103579577A CN103579577A CN201310569465.4A CN201310569465A CN103579577A CN 103579577 A CN103579577 A CN 103579577A CN 201310569465 A CN201310569465 A CN 201310569465A CN 103579577 A CN103579577 A CN 103579577A
- Authority
- CN
- China
- Prior art keywords
- rubberizing
- fixed
- adhesive tape
- glue
- send
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Adhesive Tape Dispensing Devices (AREA)
Abstract
本发明公开了一种贴胶装置,包括贴胶机构,所述贴胶机构包括贴胶辊轮和与所述贴胶辊轮相对设置的活动贴胶板,所述活动贴胶板将胶带朝至极片方向转移,所述贴胶辊轮迎合所述活动贴胶板将胶带平整地滚贴在所述极片上。还公开了一种使用所述贴胶装置的贴胶方法。采用贴胶辊轮进行贴胶,贴胶辊轮随着极片的输送将胶带平整的贴附,无气泡,无褶皱。
Description
技术领域
本发明涉及电池生产设备领域,尤其是一种用于电池极片制作的贴胶装置,及应用该装置的贴胶方法。
背景技术
现有的电池制作过程中,需在其正、负极片上贴保护胶带,现有技术一般采用的方式是吸胶板直接吸住胶带并将其贴附在极片上。
专利号为CN 203218373 U的中国专利公开了一种极片贴胶装置,用于电芯全自动卷绕机及立式制片机的极片贴胶工序,胶纸由胶纸放料机构放料,经过胶纸缓冲机构进行传送,拉胶纸机构拉出定长的胶纸,再通过夹胶纸机构和胶纸切断机构取长,最终贴胶纸机构携带定长的胶纸对极片进行贴胶。前述方式直接将胶带贴附在极片上,贴胶易起皱、出现气泡,且夹胶纸机构及切断机构固定,切胶长度调节不方便。
发明内容
本发明的目的是提供一种贴胶平整的贴胶装置及贴胶方法。
为实现上述目的本发明所采用的技术方案为:
本发明公开了一种贴胶装置,包括基板、固定和放卷胶带料卷的胶带放卷机构、切断胶带的切断机构以及贴胶机构,所述贴胶机构包括贴胶辊轮和与所述贴胶辊轮相对设置的活动贴胶板,所述活动贴胶板将胶带朝至极片方向转移,所述贴胶辊轮迎合所述活动贴胶板将胶带平整地滚贴在所述极片上。
优选地,所述贴胶机构包括贴胶单元,所述贴胶单元包括活动贴胶板、固定贴胶板、光码盘、驱动单元、旋转轴,其中所述驱动单元和所述固定贴胶板固定在所述基板上,所述旋转轴旋转固定在所述固定贴胶板上,所述驱动单元的输出端通过同步轮驱动所述旋转轴旋转,所述光码盘和所述活动贴胶板固定在所述旋转轴上,随所述旋转轴转动,所述活动贴胶板随所述旋转轴旋转与所述固定贴胶板的上表面贴合或分开,所述基板上设有供所述活动贴胶板旋转的开口。
优选地,所述贴胶机构包括压胶单元,所述压胶单元包括所述贴胶辊轮、辊轮轴、驱动组件、支撑架,其中所述支撑架固定在所述基板上,所述辊轮轴旋转固定在所述支撑架上,所述贴胶辊轮固定在所述辊轮轴上,所述驱动组件驱动所述贴胶辊轮沿所述辊轮轴中心旋转。
优选地,包括相对设置的两组所述贴胶机构以实现双面贴胶,以及固定在所述基板上的用于贴胶装置整体纠偏的纠偏驱动系统。
优选地,还包括控制胶带定长输送的开胶机构,所述开胶机构包括送胶单元和限定送胶极限的限位单元。
优选地,所述送胶单元包括固定夹、活动夹、夹胶气缸、第一固定块、第一连接块、送胶滑轨、送胶气缸,其中所述固定夹和所述夹胶气缸固定在所述第一固定块上,所述活动夹与所述夹胶气缸的伸缩端相连接,所述固定夹和所述活动夹组合开合,所述第一固定块与所述送胶滑轨的滑块固定连接,所述送胶滑轨固定在所述基板上,所述第一连接块的两端分别连接所述送胶气缸的伸缩端与所述第一固定块。
优选地,所述限位单元包括机械限位组件,所述机械限位组件包括固定在所述基板上的零限位件、可调节的固定在所述基板上的定长限位件以及刻度尺,其中所述零限位件和所述定长限位件分别位于所述送胶单元的送胶路径上,所述刻度尺设置在易于观察定长长度的位置。
优选地,所述限位单元包括检测限位组件,所述检测限位组件包括传感器、感应片以及支架,所述感应片随所述送胶单元移动,所述传感器固定在所述基板上。
优选地,所述切断机构包括切断气缸和切刀,其中所述切断气缸固定在所述基板上,所述切刀与所述切断气缸的伸缩端连接。
本发明还公开了一种贴胶方法,包括以下步骤:
S1:所述胶带放卷机构放卷胶带;
S2:所述切断机构切断胶带;
S3:所述活动贴胶板将胶带转移至待贴胶的极片上;
S4:随极片传输,贴胶辊轮将胶带平整滚贴在极片上。
优选地,在步骤S1和S2之间还包括以下步骤:开胶机构将胶带开胶并定长输送至固定贴胶板上。
本发明的有益效果在于:
通过贴胶辊轮和活动贴胶的设置,利用活动贴胶板将胶带转移至极片上,而辊轮随着极片的输送将胶带平整的贴附,实现贴胶无气泡,无褶皱。
优选地,通过开胶机构实现拉胶长度的可调节,可通过机械及检测限位两种方式,精确控制拉胶长度,适用于不同工艺极片贴胶的需求。
优选地,通过纠偏驱动系统实现贴胶系统的纠偏,保证贴胶位置准确。
附图说明
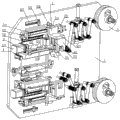
图1是本发明实施例的贴胶装置主视立体示意图;
图2 是本发明实施例的贴胶装置后视立体示意图;
图3 是本发明实施例的贴胶机构立体示意图。
具体实施方式
下面对照附图并结合优选的实施方式对本发明作进一步说明。
参阅图1至图3。
贴胶装置包括固定贴胶系统的基板1、实现贴胶装置整体纠偏的纠偏驱动系统(图中未示出)、固定胶带料卷的放卷机构2、切断胶带的切断机构3、以及贴胶机构4,所述贴胶机构4包括贴胶辊轮421和与所述贴胶辊轮421相对设置的活动贴胶板411,所述活动贴胶板411将胶带朝至极片方向转移,所述贴胶辊轮421迎合所述活动贴胶板411将胶带平整地滚贴在极片上。
在优选的实施例里,贴胶装置还包括控制胶带定长输送的开胶机构5,开胶机构5包括送胶单元以及限定送胶极限的限位单元。
优选地,送胶单元包括固定夹511、活动夹512、夹胶气缸513、第一固定块514、第一连接块515、送胶滑轨516、送胶气缸517,固定夹511和夹胶气缸513固定在第一固定块514上,活动夹512与夹胶气缸513的伸缩端连接,固定夹511和活动夹512组合开合,第一固定块514与送胶滑轨516的滑块固定连接,送胶滑轨516固定在基板1上,第一连接块515穿过基板1上的槽,两端分别连接送胶气缸517的伸缩端与第一固定块514。
优选地, 限位单元包括机械限位组件和检测限位组件,机械限位组件包括固定在基板1上的零限位件521、可调节的固定在基板1上的定长限位件522以及刻度尺523,零限位件521和定长限位件522分别位于送胶滑轨517的两端,刻度尺523设置在易于观察定长长度的位置,检测限位组件包括传感器524、感应片525以及支架526,支架526固定在基板1上,感应片525固定在第一连接块515上,随送胶单元移动,传感器524固定在支架526上。
优选地,切断机构3位于开胶机构5的前端,位于胶带放卷机构2的后端,切断机构3包括切断气缸31和切刀32,切断气缸固定在基板1上,切刀32与切断气缸31的伸缩端连接。
在优选的实施例里,贴胶机构4包括贴胶单元41和压胶单元。
其中,贴胶单元41包括活动贴胶板411、固定贴胶板412、光码盘413、驱动单元414、旋转轴415,驱动单元414和固定贴胶板412固定在基板1上,旋转轴415旋转固定在固定贴胶板412上,驱动单元414的输出端通过同步轮驱动旋转轴415旋转,光码盘413和活动贴胶板411固定在旋转轴415上,随旋转轴415转动,活动贴胶板411随旋转轴415旋转与固定贴胶板412的上表面贴合或分开,基板1上设有供活动贴胶板411旋转的开口。驱动单元414可以是电机或气缸。
压胶单元包括辊轮421、辊轮轴422、驱动组件423、支撑架424,支撑架424固定在基板1的另一面,辊轮轴422旋转固定在支撑架424上,辊轮421固定在辊轮轴422上,驱动组件423驱动辊轮421沿辊轮轴422中心旋转。
优选地,贴胶装置包括上下相对设置的两组贴胶机构,实现极片的双面贴胶。
一种贴胶方法,在其一个实施例里,该方法包括以下步骤:
步骤1,胶带放卷机构放卷胶带,
步骤2,开胶机构拉动胶带定长输送至固定贴胶板上;
步骤3,切断机构切断胶带;
步骤4,活动贴胶板转移胶带至极片上;
步骤5,随极片传输,贴胶辊轮将胶带平整滚贴在极片上。
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干等同替代或明显变型,而且性能或用途相同,都应当视为属于本发明的保护范围。
Claims (10)
1.一种贴胶装置,包括基板(1)、固定和放卷胶带料卷的胶带放卷机构(2)、切断胶带的切断机构(3)以及贴胶机构(4),其特征在于,所述贴胶机构(4)包括贴胶辊轮和与所述贴胶辊轮相对设置的活动贴胶板,所述活动贴胶板将胶带朝至极片方向转移,所述贴胶辊轮迎合所述活动贴胶板将胶带平整地滚贴在所述极片上。
2.如权利要求1所述的贴胶装置,其特征在于,所述贴胶机构(4)包括贴胶单元(41),所述贴胶单元(41)包括活动贴胶板(411)、固定贴胶板(412)、光码盘(413)、驱动单元(414)、旋转轴(415),其中所述驱动单元(414)和所述固定贴胶板(412)固定在所述基板(1)上,所述旋转轴(415)旋转固定在所述固定贴胶板(412)上,所述驱动单元(414)的输出端通过同步轮驱动所述旋转轴(415)旋转,所述光码盘(413)和所述活动贴胶板(411)固定在所述旋转轴(415)上,随所述旋转轴(415)转动,所述活动贴胶板(411)随所述旋转轴(415)旋转与所述固定贴胶板(412)的上表面贴合或分开,所述基板(1)上设有供所述活动贴胶板(411)旋转的开口。
3.如权利要求1所述的贴胶装置,其特征在于,所述贴胶机构(4)包括压胶单元,所述压胶单元包括所述贴胶辊轮(421)、辊轮轴(422)、驱动组件(423)、支撑架(424),其中所述支撑架(424)固定在所述基板(1)上,所述辊轮轴(422)旋转固定在所述支撑架(424)上,所述贴胶辊轮(421)固定在所述辊轮轴(422)上,所述驱动组件(423)驱动所述贴胶辊轮(421)沿所述辊轮轴(422)中心旋转。
4.如权利要求1至3任一项所述的贴胶装置,其特征在于,包括相对设置的两组所述贴胶机构以实现双面贴胶, 以及固定在所述基板上的用于贴胶装置整体纠偏的纠偏驱动系统。
5.如权利要求1至3任一项所述的贴胶装置,其特征在于,还包括控制胶带定长输送的开胶机构(5),所述开胶机构(5)包括送胶单元(51)和限定送胶极限的限位单元(52)。
6.如权利要求5所述的贴胶装置,其特征在于,所述送胶单元(51)包括固定夹(511)、活动夹(512)、夹胶气缸(513)、第一固定块(514)、第一连接块(515)、送胶滑轨(516)、送胶气缸(517),其中所述固定夹(511)和所述夹胶气缸(513)固定在所述第一固定块(514)上,所述活动夹(512)与所述夹胶气缸(513)的伸缩端相连接,所述固定夹(511)和所述活动夹(512)组合开合,所述第一固定块(514)与所述送胶滑轨(516)的滑块固定连接,所述送胶滑轨(516)固定在所述基板(1)上,所述第一连接块(515)的两端分别连接所述送胶气缸(517)的伸缩端与所述第一固定块(514)。
7.如权利要求5所述的贴胶装置,其特征在于,所述限位单元(52)包括机械限位组件,所述机械限位组件包括固定在所述基板(1)上的零限位件(521)、可调节的固定在所述基板(1)上的定长限位件(522)以及刻度尺(523),其中所述零限位件(521)和所述定长限位件(522)分别位于所述送胶单元的送胶路径上,所述刻度尺(523)设置在易于观察定长长度的位置。
8.如权利要求5所述的贴胶装置,其特征在于,所述限位单元(52)包括检测限位组件,所述检测限位组件包括传感器(524)、感应片(525)以及支架(526),所述感应片(525)随所述送胶单元(51)移动,所述传感器(524)固定在所述基板上。
9.如权利要求1至3任一项所述的贴胶装置,其特征在于,所述切断机构包括切断气缸(31)和切刀(32),其中所述切断气缸(31)固定在所述基板(1)上,所述切刀(32)与所述切断气缸(31)的伸缩端连接。
10.一种使用权利要求1至9任一项所述的贴胶装置的贴胶方法,其特征在于,包括以下步骤:
S1:所述胶带放卷机构放卷胶带;
S2:所述切断机构切断胶带;
S3:所述活动贴胶板将胶带转移至待贴胶的极片上;
S4:随极片传输,贴胶辊轮将胶带平整滚贴在极片上;
优选地,在步骤S1和S2之间还包括以下步骤:开胶机构将胶带开胶并定长输送至固定贴胶板上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310569465.4A CN103579577B (zh) | 2013-11-15 | 2013-11-15 | 一种贴胶装置及贴胶方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310569465.4A CN103579577B (zh) | 2013-11-15 | 2013-11-15 | 一种贴胶装置及贴胶方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103579577A true CN103579577A (zh) | 2014-02-12 |
| CN103579577B CN103579577B (zh) | 2015-07-29 |
Family
ID=50050895
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310569465.4A Active CN103579577B (zh) | 2013-11-15 | 2013-11-15 | 一种贴胶装置及贴胶方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103579577B (zh) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105489833A (zh) * | 2016-01-28 | 2016-04-13 | 无锡先导智能装备股份有限公司 | 新型贴胶装置 |
| CN105576293A (zh) * | 2015-12-25 | 2016-05-11 | 苏州达力客自动化科技有限公司 | 一种极耳的胶带粘贴装置 |
| CN105609865A (zh) * | 2016-02-29 | 2016-05-25 | 惠州金源精密自动化设备有限公司 | 一种极片贴胶机 |
| CN106785074A (zh) * | 2017-02-16 | 2017-05-31 | 深圳市格林晟科技有限公司 | 一种用于叠片机u型分解贴胶装置 |
| CN106904327A (zh) * | 2015-12-22 | 2017-06-30 | 东莞市雅康精密机械有限公司 | 极片贴胶机构 |
| CN107871884A (zh) * | 2016-09-27 | 2018-04-03 | 深圳市赢合科技股份有限公司 | 电芯贴胶装置及其贴胶单元 |
| CN108701869A (zh) * | 2018-04-24 | 2018-10-23 | 深圳市诚捷智能装备股份有限公司 | 一种用于电芯卷绕的自动换带装置以及电芯卷绕设备 |
| CN108724269A (zh) * | 2018-05-24 | 2018-11-02 | 潘泽琪 | 一种自动裁剪工业双面胶带装置 |
| CN108807841A (zh) * | 2018-06-01 | 2018-11-13 | 深圳市诚捷智能装备股份有限公司 | 一种贴胶装置 |
| CN109585776A (zh) * | 2018-12-13 | 2019-04-05 | 无锡先导智能装备股份有限公司 | 一种贴胶装置 |
| CN109671968A (zh) * | 2017-10-17 | 2019-04-23 | 深圳市赢合科技股份有限公司 | 一种包膜装置及其包膜方法 |
| CN110031507A (zh) * | 2019-04-30 | 2019-07-19 | 汕头东风印刷股份有限公司 | 一种检测贴胶礼盒是否开胶的方法 |
| CN111697193A (zh) * | 2019-03-13 | 2020-09-22 | 宁德时代新能源科技股份有限公司 | 极片处理装置和极片成型系统 |
| CN112310337A (zh) * | 2020-09-28 | 2021-02-02 | 深圳市诚捷智能装备股份有限公司 | 贴胶工艺、贴胶装置及双面贴胶装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101651232A (zh) * | 2009-08-18 | 2010-02-17 | 深圳市赢合科技有限公司 | 贴胶装置 |
| CN101966942A (zh) * | 2010-09-29 | 2011-02-09 | 珠海华冠电子科技有限公司 | 一种胶带全自动粘贴机构 |
| CN203166029U (zh) * | 2013-03-07 | 2013-08-28 | 宁德新能源科技有限公司 | 卷芯贴胶装置 |
| CN103354281A (zh) * | 2013-06-20 | 2013-10-16 | 深圳市吉阳自动化科技有限公司 | 备胶装置 |
| CN203617388U (zh) * | 2013-11-15 | 2014-05-28 | 深圳市赢合科技股份有限公司 | 一种贴胶装置 |
-
2013
- 2013-11-15 CN CN201310569465.4A patent/CN103579577B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101651232A (zh) * | 2009-08-18 | 2010-02-17 | 深圳市赢合科技有限公司 | 贴胶装置 |
| CN101966942A (zh) * | 2010-09-29 | 2011-02-09 | 珠海华冠电子科技有限公司 | 一种胶带全自动粘贴机构 |
| CN203166029U (zh) * | 2013-03-07 | 2013-08-28 | 宁德新能源科技有限公司 | 卷芯贴胶装置 |
| CN103354281A (zh) * | 2013-06-20 | 2013-10-16 | 深圳市吉阳自动化科技有限公司 | 备胶装置 |
| CN203617388U (zh) * | 2013-11-15 | 2014-05-28 | 深圳市赢合科技股份有限公司 | 一种贴胶装置 |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106904327B (zh) * | 2015-12-22 | 2019-03-05 | 东莞市雅康精密机械有限公司 | 极片贴胶机构 |
| CN106904327A (zh) * | 2015-12-22 | 2017-06-30 | 东莞市雅康精密机械有限公司 | 极片贴胶机构 |
| CN105576293A (zh) * | 2015-12-25 | 2016-05-11 | 苏州达力客自动化科技有限公司 | 一种极耳的胶带粘贴装置 |
| CN105576293B (zh) * | 2015-12-25 | 2017-12-19 | 苏州达力客自动化科技有限公司 | 一种极耳的胶带粘贴装置 |
| CN105489833A (zh) * | 2016-01-28 | 2016-04-13 | 无锡先导智能装备股份有限公司 | 新型贴胶装置 |
| CN105489833B (zh) * | 2016-01-28 | 2019-04-12 | 无锡先导智能装备股份有限公司 | 新型贴胶装置 |
| CN105609865A (zh) * | 2016-02-29 | 2016-05-25 | 惠州金源精密自动化设备有限公司 | 一种极片贴胶机 |
| CN105609865B (zh) * | 2016-02-29 | 2018-09-14 | 惠州金源精密自动化设备有限公司 | 一种极片贴胶机 |
| CN107871884A (zh) * | 2016-09-27 | 2018-04-03 | 深圳市赢合科技股份有限公司 | 电芯贴胶装置及其贴胶单元 |
| CN106785074A (zh) * | 2017-02-16 | 2017-05-31 | 深圳市格林晟科技有限公司 | 一种用于叠片机u型分解贴胶装置 |
| CN106785074B (zh) * | 2017-02-16 | 2019-03-26 | 深圳市格林晟科技有限公司 | 一种用于叠片机u型分解贴胶装置 |
| CN109671968A (zh) * | 2017-10-17 | 2019-04-23 | 深圳市赢合科技股份有限公司 | 一种包膜装置及其包膜方法 |
| CN109671968B (zh) * | 2017-10-17 | 2020-10-23 | 深圳市赢合科技股份有限公司 | 一种包膜装置及其包膜方法 |
| CN108701869A (zh) * | 2018-04-24 | 2018-10-23 | 深圳市诚捷智能装备股份有限公司 | 一种用于电芯卷绕的自动换带装置以及电芯卷绕设备 |
| CN108701869B (zh) * | 2018-04-24 | 2021-03-30 | 深圳市诚捷智能装备股份有限公司 | 一种用于电芯卷绕的自动换带装置以及电芯卷绕设备 |
| CN108724269A (zh) * | 2018-05-24 | 2018-11-02 | 潘泽琪 | 一种自动裁剪工业双面胶带装置 |
| CN108807841A (zh) * | 2018-06-01 | 2018-11-13 | 深圳市诚捷智能装备股份有限公司 | 一种贴胶装置 |
| CN109585776A (zh) * | 2018-12-13 | 2019-04-05 | 无锡先导智能装备股份有限公司 | 一种贴胶装置 |
| CN109585776B (zh) * | 2018-12-13 | 2023-10-24 | 无锡先导智能装备股份有限公司 | 一种贴胶装置 |
| CN111697193A (zh) * | 2019-03-13 | 2020-09-22 | 宁德时代新能源科技股份有限公司 | 极片处理装置和极片成型系统 |
| CN110031507A (zh) * | 2019-04-30 | 2019-07-19 | 汕头东风印刷股份有限公司 | 一种检测贴胶礼盒是否开胶的方法 |
| CN112310337A (zh) * | 2020-09-28 | 2021-02-02 | 深圳市诚捷智能装备股份有限公司 | 贴胶工艺、贴胶装置及双面贴胶装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103579577B (zh) | 2015-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103579577B (zh) | 一种贴胶装置及贴胶方法 | |
| CN102664283B (zh) | 全自动卷绕机竖向贴胶装置 | |
| CN204342110U (zh) | 收卷机用自动纠偏控制装置 | |
| CN101837903A (zh) | 一种微张力复卷分切机 | |
| CN209367513U (zh) | 隔膜分切机 | |
| CN107605896B (zh) | 贴装机构及辅料贴附系统 | |
| CN103311497B (zh) | 极片贴胶装置 | |
| CN205257582U (zh) | 石膏板护面纸自动接纸设备 | |
| CN105489833A (zh) | 新型贴胶装置 | |
| CN103738535A (zh) | 自动充填结扎机中的自动换膜装置 | |
| CN203617388U (zh) | 一种贴胶装置 | |
| CN203283908U (zh) | 放卷单元 | |
| CN108701869B (zh) | 一种用于电芯卷绕的自动换带装置以及电芯卷绕设备 | |
| CN210011333U (zh) | 一种多工位标签覆膜装置 | |
| CN201773899U (zh) | 一种贴保护胶带装置 | |
| CN203753455U (zh) | 一种电子产品贴膜机 | |
| CN111342104A (zh) | 贴胶装置及贴胶方法 | |
| CN202400670U (zh) | 一种异方性导电膜的激光分切机 | |
| CN204917334U (zh) | 一种宽幅纸张涂布机进料换卷机构 | |
| CN201694681U (zh) | 胶片定长裁断分段补偿传送系统 | |
| CN205543039U (zh) | 新型贴胶装置 | |
| CN111313105A (zh) | 一种双工位同步卷绕式卷绕机 | |
| CN208037674U (zh) | 贴双面胶机构及贴双面胶设备 | |
| CN203767141U (zh) | 自动充填结扎机中的自动换膜装置 | |
| CN205385079U (zh) | 锂电池自动卷绕机及贴胶装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |