CN102699614A - 液压组装机 - Google Patents
液压组装机 Download PDFInfo
- Publication number
- CN102699614A CN102699614A CN2012101995164A CN201210199516A CN102699614A CN 102699614 A CN102699614 A CN 102699614A CN 2012101995164 A CN2012101995164 A CN 2012101995164A CN 201210199516 A CN201210199516 A CN 201210199516A CN 102699614 A CN102699614 A CN 102699614A
- Authority
- CN
- China
- Prior art keywords
- oil cylinder
- big arm
- flexible big
- axle sleeve
- support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
本发明公开了压力容器制造设备领域内的液压组装机,包括托轮架和机座,机座上直立设置有导轨,机座上还设置有升降油缸,升降油缸的活塞杆端部连接有定位架,定位架上设有导向轮,导向轮配合设置在导轨上;定位架上水平固定有轴套,轴套内活动设置有中空的伸缩大臂,伸缩大臂内设有伸缩油缸,伸缩油缸固定在轴套和伸缩大臂上;伸缩大臂的一端设有支撑架,所述支撑架上呈放射状设置有至少三个胀紧油缸,所述胀紧油缸的外端设有胀紧块。该装置工作时,通过胀紧油缸驱动胀紧块卡紧两个筒节,各胀紧油缸可单独工作,可将两个筒节撑圆,使待焊接的筒节对中、表面平齐,再进行焊接。该装置可提高生产效率和焊接质量。可用各种筒体、管道的生产中。
Description
技术领域
本发明涉及一种压力容器加工设备,特别涉及用于压力容器制造过程中的筒体对接组装的装置。
背景技术
压力容器加工制作过程中,主要一项工作就是筒体组装,即将多个筒节端头进行拼焊连接,以便组装成更长的筒体,环缝焊的焊接组装比纵焊缝困难。一方面由于制造误差,每个简节和封头的圆周长度往往不同,即直径大小有偏差;另一方面,筒节和封头往往有一定的圆度误差。在焊接过程中,筒体会产生热变形,即使在焊接初期,相邻筒体的端部对位准确,也会因为翘曲变形而导致尚未焊接的部位局部错位,组装时还必须控制环缝的间隙,以满足容器最终的总体尺寸要求。环缝组装的这种复杂性和需要大的工作量,传统的筒体组装方法都是将待组装筒体分别放置在两个托轮架上,其中一个托轮架为固定式托轮架,另一托轮架底部带有滚轮,可移动位置,待组装的筒节放置在托轮架的托轮上,推动带有滚轮的托轮架,使筒节基本对位,依靠楔铁、大锤和一些简单的自制工装,焊接时先在相邻两筒节之间间隔一定圆周角焊接若干楔铁,进行预定位,再用大锤敲击将不平整位置敲平整,然后再进行焊接,此方法工人劳动强度大,效率低;由于需要焊楔铁,对组装筒体的表面损伤大,对于有些材料如不锈钢、有色金属,本身对容器成形后表面平整度要求非常高,不允许在表面焊接组装临时筋板,所以筒体组装比较困难。
发明内容
本发明的目的在于提供一种液压组装机,其能自动校正相邻筒节的焊接位置,使其位置正对,间隙合适,以提高焊接效率和焊接质量。
为此,本发明提供的一种液压组装机,包括用于放置待焊接筒节的两个托轮架,托轮架上对应设有用于托持待焊接筒节的托轮,该装置还包括有机座,机座上直立设置有导轨,机座上还设置有升降油缸,升降油缸的活塞杆端部连接有定位架,所述定位架上设有导向轮,导向轮配合设置在导轨上;定位架上水平固定有轴套,轴套内活动设置有中空的伸缩大臂,伸缩大臂内设有伸缩油缸,伸缩油缸的一端经第一销轴固定在轴套上,伸缩油缸的另一端经第二销轴固定在伸缩大臂上,所述伸缩大臂上与第一销轴的位置相对应设有轴向通槽,所述第一销轴穿过轴向通槽与所述轴套相连;伸缩大臂的一端设有支撑架,所述支撑架上呈放射状设置有至少三个胀紧油缸,所述胀紧油缸的外端设有胀紧块。
该装置工作时,将待焊接的两个筒节分别放置在托轮架上,可以上下、前后活动,调节到合适的位置,使两个筒节的位置基本对中,间距适当。然后将机座置于筒节的中心线上,通过升降油缸驱动伸缩大臂上升,使伸缩大臂的中心线与筒节同轴线,再通过伸缩油缸驱动伸缩大臂伸出,使胀紧块到达两个筒节之间,再通过胀紧油缸驱动胀紧块卡紧两个筒节,各胀紧油缸可单独工作,可将两个筒节撑圆,使待焊接的筒节对中、表面平齐,而由筒节构成的筒体在组对过程中可以在托轮架上滚动,操作者可以观察环缝一周的错边,间隙等,符合要求后,在环缝处先点焊固定,再进行焊接。整个筒体组对过程非常轻松,不需要用大锤敲击,工人劳动强度大大降低,生产效率则大幅度提高。该装置不仅适合于压力容器的制造,也适合于其他需要进行环缝焊接的筒体、管道的生产中。
作为本发明的进一步改进,所述胀紧块的外侧为弧形面。通过弧形面推挤筒节侧,可减小对筒节的损伤,保持美观。
为方便机座移动位置,所述机座底部设置有滚轮。
为进一步提高装置的可靠性,所述伸缩油缸和胀紧油缸的供油管从伸缩大臂的另一端进入,伸缩大臂上靠近支撑架一端设有孔,所述胀紧油缸的供油管穿过孔与胀紧油缸相连。供油管设置在伸缩大臂的内部,可保护供油管免受外来的影响,提高使用可靠性。
为保证伸缩大臂伸缩良好,所述轴套与伸缩大臂之间设有导向套,导向套对称分布在轴套两侧。优选方案是导向套为铜套。铜套具有柔软、耐磨、耐腐蚀的优点,其导向精良、加工便利。
附图说明
图1为本发明整体结构示意图。
图2为本发明伸缩大臂及机座部分的局部结构示意图。
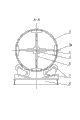
图3为图1的A-A向视图。
图4为伸缩大臂及机座内部结构示意图。
图5为图4中B向结构示意图。
图中,1液压站,2机座,3伸缩大臂,4支撑架,5胀紧块,5a弧形面,6胀紧油缸,7滚轮,8活动式托轮架,9筒节,10第二销轴,11导轨,12轴向通槽,13定位架,14升降油缸,15第一销轴,16轴套,17伸缩油缸,18导向套,19导向轮,20固定式托轮架。
具体实施方式;
如图1-5所示,为一种液压组装机,其结构包括用于放置待焊接筒节9的两个托轮架,托轮架上对应设有用于托持待焊接筒节9的托轮,托轮架之一底部带有滚轮的活动式托轮架8,另一托轮架为底部不带滚轮的固定式托轮架20,活动托轮架用于放置待焊接的短的筒节9,固定托轮架用于放置已经进行过多个筒节9焊接的长的筒节9,活动托轮架可以移动位置,方便了调整和初始定位;该装置还包括有机座2,机座2底部设置有滚轮7以方便移动位置,机座2上直立设置有导轨11,机座2上还设置有升降油缸14,升降油缸14的活塞杆端部连接有定位架13,定位架13上设有导向轮19,导向轮19配合设置在导轨11上,升降油缸14工作时,可驱动定位架13沿导轨11方向上下移动;定位架13上水平固定有轴套16,轴套16内活动设置有中空的伸缩大臂3,轴套16与伸缩大臂3之间设有导向套18,导向套18对称分布在轴套16两侧,该导向套18为铜套。伸缩大臂3内设有伸缩油缸17,伸缩油缸17的一端经第一销轴固定在轴套16上,伸缩油缸17的另一端经第二销轴10固定在伸缩大臂3上,伸缩大臂3上与第一销轴的位置相对应设有轴向通槽12,第一销轴穿过轴向通槽12与所述轴套16相连,轴向通槽12的设置可保证伸缩油缸17能通过第一销轴与轴套16之间良好固定,同时第一销轴可给伸缩大臂3导向,限制伸缩大臂3转动,保证伸缩油缸17使用可靠;伸缩大臂3的一端设有支撑架4,所述支撑架4上呈放射状设置有至少三个胀紧油缸6,随筒节9直径的变化,胀紧油缸6可以是4个、6个、8个甚至更多,理论上讲,越多的胀紧油缸,可以保证筒节能更好地撑圆,所述胀紧油缸6的外端设有胀紧块5,胀紧块5的外侧为弧形面5a。
该装置还包括有液压站1,通过液压站1给伸缩油缸17、升降油缸14和胀紧油缸6供油,其中,伸缩油缸17和胀紧油缸6的供油管从伸缩大臂3的另一端进入;在伸缩大臂3上靠近支撑架4一端设有孔,胀紧油缸6的供油管穿过孔与胀紧油缸6相连。可最大程度上避免外界不确定的因素影响供油管使用寿命,例如撞击、腐蚀等因素。
工作时,将待焊接的两个筒节9分别放置在托轮架上,可以上下、前后活动,调节到合适的位置,使两个筒节9的位置基本对中,间距适当。然后将机座2置于筒节9的中心线上,通过升降油缸14驱动伸缩大臂3上升,使伸缩大臂3的中心线与筒节9同轴线,再通过伸缩油缸17驱动伸缩大臂3伸出,使胀紧块5到达两个筒节9之间,然后通过胀紧油缸6驱动胀紧块5卡紧两个筒节9,各胀紧油缸6可单独工作,将两个筒节9撑圆,使待焊接的筒节9对中、表面平齐,而由筒节9构成的筒体在组对过程中可以在托轮架上滚动,操作者可以观察环缝一周的错边,间隙等,符合要求后,在环缝处先点焊固定,再进行焊接。
本发明并不局限于上述实施例,在上述技术方案的基础上,可以对相关的部件及连接机构进行简单的替代和变换,这些替代及变换也均在本发明的保护范围内。
Claims (5)
1.一种液压组装机,包括用于放置待焊接筒节的两个托轮架,托轮架上对应设有用于托持待焊接筒节的托轮,其特征在于还包括有机座,机座上直立设置有导轨,机座上还设置有升降油缸,升降油缸的活塞杆端部连接有定位架,所述定位架上设有导向轮,导向轮配合设置在导轨上;定位架上水平固定有轴套,轴套内活动设置有中空的伸缩大臂,伸缩大臂内设有伸缩油缸,伸缩油缸的一端经第一销轴固定在轴套上,伸缩油缸的另一端经第二销轴固定在伸缩大臂上,所述伸缩大臂上与第一销轴的位置相对应设有轴向通槽,所述第一销轴穿过轴向通槽与所述轴套相连;伸缩大臂的一端设有支撑架,所述支撑架上呈放射状设置有至少三个胀紧油缸,所述胀紧油缸的外端设有胀紧块。
2.根据权利要求1所述的液压组装机,其特征在于所述胀紧块的外侧为弧形面。
3.根据权利要求1所述的液压组装机,其特征在于所述机座底根据权利要求1—3任一项所述的液压组装机,其特征在于所述伸缩油缸和胀紧油缸的供油管从伸缩大臂的另一端进入,伸缩大臂上靠近支撑架一端设有孔,所述胀紧油缸的供油管穿过孔与胀紧油缸相连。
4.根据权利要求1—3任一项所述的液压组装机,其特征在于所述轴套与伸缩大臂之间设有导向套,导向套对称分布在轴套两侧。
5.根据权利要求5所述的液压组装机,其特征在于所述导向套为铜套。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012101995164A CN102699614A (zh) | 2012-06-18 | 2012-06-18 | 液压组装机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012101995164A CN102699614A (zh) | 2012-06-18 | 2012-06-18 | 液压组装机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102699614A true CN102699614A (zh) | 2012-10-03 |
Family
ID=46892823
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012101995164A Pending CN102699614A (zh) | 2012-06-18 | 2012-06-18 | 液压组装机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102699614A (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105834622A (zh) * | 2016-05-26 | 2016-08-10 | 永胜机械工业(昆山)有限公司 | 一种压力容器筒节组对装置 |
| CN106181207A (zh) * | 2016-08-29 | 2016-12-07 | 中国水利水电第三工程局有限公司 | 一种压力钢管拼装装置 |
| CN107081542A (zh) * | 2016-11-15 | 2017-08-22 | 张道勇 | 一种圆筒封头内焊缝保护装置 |
| CN117644353A (zh) * | 2024-01-29 | 2024-03-05 | 无锡市赛尔特焊割设备有限公司 | 一种电动行走液压组对环缝焊接滚轮架 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63220976A (ja) * | 1987-03-10 | 1988-09-14 | Mitsubishi Heavy Ind Ltd | 溶接装置 |
| US5285947A (en) * | 1992-09-14 | 1994-02-15 | Cogsdill Tool Products, Inc. | Welding fixture |
| CN2214257Y (zh) * | 1994-12-07 | 1995-12-06 | 青岛焊接设备机械厂 | 双立柱焊接操作机 |
| JPH11239894A (ja) * | 1998-02-24 | 1999-09-07 | Nippon Steel Weld Prod & Eng Co Ltd | 背面シ−ルド装置 |
| JP2006326661A (ja) * | 2005-05-30 | 2006-12-07 | Hitachi Ltd | 溶接部のガスパージ装置 |
| CN101209555A (zh) * | 2006-12-29 | 2008-07-02 | 中国科学院沈阳自动化研究所 | 强作业型水下机器人用水下机械手伸缩关节 |
| CN101389444A (zh) * | 2006-02-23 | 2009-03-18 | 三星重工业株式会社 | 重量平衡器和管道结合方法 |
| CN102240877A (zh) * | 2011-06-17 | 2011-11-16 | 无锡华联科技集团有限公司 | 焊接臂升降装置 |
| CN202097516U (zh) * | 2011-06-02 | 2012-01-04 | 南京奥特电气有限公司 | 精密圆筒型容器纵环缝自动焊接机 |
| US8136715B2 (en) * | 2008-08-27 | 2012-03-20 | E. I. Du Pont De Nemours And Company | Internal pipe clamp alignment guides with purge backup |
| CN202639739U (zh) * | 2012-06-18 | 2013-01-02 | 扬州巨人机械有限公司 | 一种筒节液压撑圆组装机 |
-
2012
- 2012-06-18 CN CN2012101995164A patent/CN102699614A/zh active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63220976A (ja) * | 1987-03-10 | 1988-09-14 | Mitsubishi Heavy Ind Ltd | 溶接装置 |
| US5285947A (en) * | 1992-09-14 | 1994-02-15 | Cogsdill Tool Products, Inc. | Welding fixture |
| CN2214257Y (zh) * | 1994-12-07 | 1995-12-06 | 青岛焊接设备机械厂 | 双立柱焊接操作机 |
| JPH11239894A (ja) * | 1998-02-24 | 1999-09-07 | Nippon Steel Weld Prod & Eng Co Ltd | 背面シ−ルド装置 |
| JP2006326661A (ja) * | 2005-05-30 | 2006-12-07 | Hitachi Ltd | 溶接部のガスパージ装置 |
| CN101389444A (zh) * | 2006-02-23 | 2009-03-18 | 三星重工业株式会社 | 重量平衡器和管道结合方法 |
| CN101209555A (zh) * | 2006-12-29 | 2008-07-02 | 中国科学院沈阳自动化研究所 | 强作业型水下机器人用水下机械手伸缩关节 |
| US8136715B2 (en) * | 2008-08-27 | 2012-03-20 | E. I. Du Pont De Nemours And Company | Internal pipe clamp alignment guides with purge backup |
| CN202097516U (zh) * | 2011-06-02 | 2012-01-04 | 南京奥特电气有限公司 | 精密圆筒型容器纵环缝自动焊接机 |
| CN102240877A (zh) * | 2011-06-17 | 2011-11-16 | 无锡华联科技集团有限公司 | 焊接臂升降装置 |
| CN202639739U (zh) * | 2012-06-18 | 2013-01-02 | 扬州巨人机械有限公司 | 一种筒节液压撑圆组装机 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105834622A (zh) * | 2016-05-26 | 2016-08-10 | 永胜机械工业(昆山)有限公司 | 一种压力容器筒节组对装置 |
| CN106181207A (zh) * | 2016-08-29 | 2016-12-07 | 中国水利水电第三工程局有限公司 | 一种压力钢管拼装装置 |
| CN106181207B (zh) * | 2016-08-29 | 2018-06-08 | 中国水利水电第三工程局有限公司 | 一种压力钢管大节拼装装置 |
| CN107081542A (zh) * | 2016-11-15 | 2017-08-22 | 张道勇 | 一种圆筒封头内焊缝保护装置 |
| CN117644353A (zh) * | 2024-01-29 | 2024-03-05 | 无锡市赛尔特焊割设备有限公司 | 一种电动行走液压组对环缝焊接滚轮架 |
| CN117644353B (zh) * | 2024-01-29 | 2024-04-09 | 无锡市赛尔特焊割设备有限公司 | 一种电动行走液压组对环缝焊接滚轮架 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204524695U (zh) | 一种胀紧定位内撑机构 | |
| KR102305637B1 (ko) | 튜브형 부재를 분리하기 위한 시스템 및 방법 | |
| CN102161144B (zh) | 接头用焊接支承台 | |
| CN100449097C (zh) | 塔架段的组对方法及组对平台 | |
| CN208663551U (zh) | 一种改进型风机修复用薄壁圆筒夹具 | |
| KR20180035956A (ko) | 진원 확보 장치 | |
| CN103331527B (zh) | 大径成品法兰的装配焊接方法 | |
| CN102699614A (zh) | 液压组装机 | |
| CN202639739U (zh) | 一种筒节液压撑圆组装机 | |
| CN101823199B (zh) | 大型薄壁筒体制作工艺 | |
| CN105537846A (zh) | 一种适用于压力容器筒节的焊接固定夹具 | |
| CN107717346A (zh) | 一种1600t桅杆吊上桅杆建造工艺 | |
| CN104668876A (zh) | 一种钢筒节组对快速撑圆器 | |
| CN201471117U (zh) | 筒节组对内焊一体机 | |
| CN105234531B (zh) | 一种运载火箭球形燃料分流器装焊装置及其装焊方法 | |
| CN105081666A (zh) | 一种大直径钢管的组对焊接方法及其组对焊接装置 | |
| CN101920427A (zh) | H型钢45度翻转机构 | |
| CN204262640U (zh) | 一种塔机标准节主弦杆连接套组合定位焊工艺装置 | |
| CN203371222U (zh) | 一种筒节胀圆环缝组对机 | |
| CN110102602B (zh) | 一种筒体矫圆装置 | |
| CN204747911U (zh) | 一种应用于筒体纵环缝组对焊接工作站的焊接工装 | |
| CN209954054U (zh) | 一种钢管焊接机床用辅助转载装置 | |
| CN201792154U (zh) | H型钢45度翻转机构 | |
| CN208162971U (zh) | 液化气钢瓶焊接夹持装置 | |
| CN105537836A (zh) | 重型轮辋焊接夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20121003 |