CN102098980A - 假牙、牙弓以及制造方法 - Google Patents
假牙、牙弓以及制造方法 Download PDFInfo
- Publication number
- CN102098980A CN102098980A CN2009801292396A CN200980129239A CN102098980A CN 102098980 A CN102098980 A CN 102098980A CN 2009801292396 A CN2009801292396 A CN 2009801292396A CN 200980129239 A CN200980129239 A CN 200980129239A CN 102098980 A CN102098980 A CN 102098980A
- Authority
- CN
- China
- Prior art keywords
- carriage
- dental arch
- artificial tooth
- tooth
- bow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





















































Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/01—Palates or other bases or supports for the artificial teeth; Making same
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/10—Fastening of artificial teeth to denture palates or the like
- A61C13/1003—Fastening of artificial teeth to denture palates or the like by embedding in base material
- A61C13/1013—Arch forms
- A61C13/1016—Methods or apparatus for mounting, holding or positioning a set of teeth
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/12—Tools for fastening artificial teeth; Holders, clamps, or stands for artificial teeth
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C19/00—Dental auxiliary appliances
- A61C19/04—Measuring instruments specially adapted for dentistry
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C9/00—Impression cups, i.e. impression trays; Impression methods
- A61C9/0006—Impression trays
Landscapes
- Health & Medical Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Animal Behavior & Ethology (AREA)
- Dentistry (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Biophysics (AREA)
- Dental Prosthetics (AREA)
- Dental Tools And Instruments Or Auxiliary Dental Instruments (AREA)
- Prostheses (AREA)
Abstract
公开了假牙、牙弓以及制作方法以及用于牙弓和假牙的托架。该用于牙弓的托架包括一个大致沿牙弓弧线弯曲的延长部件,并且可以包括一个或者多个穿过延长部件用于连接假牙的孔。假牙的垂直和侧面位置同倾斜切口一样是可调节的。托架的实施例可以包括至少一个在托架的至少两部分之间的关节。除了公开了用于假牙制造的基托、柔性嵌件、铸模和印痕部件之外,还公开了用于确定尺寸和形状的方法和装置。
Description
技术领域
本发明涉及一种假牙、牙弓以及制造方法。特别是,虽然不是专有的,但是本发明涉及改进的上下假牙、临床和实验室的方法、用于其生产的材料以及设备。
背景技术
当所有牙齿都已经脱落,或由于各种理由而不得不被拔掉,比如药物治疗、意外萎缩、疾病或者常年磨损时,就需要替换人造的或者假的牙齿。整副缺齿的假牙的最普遍形式是可摘取的假牙,这种假牙通常包括一整套上牙和/或下牙,一般不包括智齿。假牙的尺寸和形状是依照患者的颌骨的软组织制成的,颌骨的软组织在医学上被称为口腔牙嵴。成千上万的假牙在世界范围内得到广泛应用。
材料的改进使假牙更耐用且看上去更自然,并且假牙设计的发展改善了舒适性和咀嚼效率。然而,数十年来在临床和实验过程中制造假牙的工序都未发生太大改变,并且由于假牙需要为每个患者量身定做而不可能批量生产。因此,该制造工序既耗费时间又需要大量人力。此外,制造假牙的延迟会给患者带来不便,并且一旦假牙制作完成后,患者可能还要经历不合适的假牙所带来的不舒适,这种不舒适是由假牙与患者的颌骨不贴合、临床以及实验错误包括运输过程的意外所导致的,所有这些都将影响制造工序。
制造假牙的传统工序典型地包括在患者和义齿医师之间的多次临床会诊,并且每次临床会诊之后通常由一个牙科技师来展开工作。通常,牙科技师的制造场所或实验室是远离义齿医师的外科诊所的,牙科技师在该制造场所或实验室制造临床阶段所需要完成的假牙。因此,需要在义齿医师的外科诊所和牙科技师的实验室之间来回运输用于制作假牙的印模、灌注、特别是连接装置,这将在下文中描述。这就加剧了制作假牙相关的延期,并且最终给义齿医师和患者带来运输成本和更多的人工成本。
在义齿医师对患者做完初始评估之后,制作假牙的工序就从使用储存托盘为患者的上下口腔初印模开始的。将初印模送至技师处,技师将石料灌注在为患者制造的、专用托盘中的印模内。将该专用托盘送回义齿医师处,义齿医师用该专用托盘制取终印模。技师用石料灌注终印模并且制作来自石料终印模的蜡记录堤。在该蜡记录堤的帮助下得到了患者上下颌关系的记录,根据患者的颞下颌关节位置以及包括咬合平面和尖牙区域的中心和垂直尺寸作为参照点,接着将该蜡记录堤暂时粘接在一起。对患者的假牙结构有着更加精细和准确的态度的医师,有时会使用面弓以及更复杂的咬合系统。该蜡记录堤随后会再次返回给技师。
技师将粘接的蜡记录堤放置在牙合架上,并且随着设置在堤的记号和尺寸精确地建立牙列。一系列牙合架在复杂性、准确性和成本上可以有不同的级别。遗憾的是,通常所使用的并不是能提供最好结果的优选的牙合架。为患者挑选好的假牙要根据技师的蜡记录堤上的规定尺寸,一颗挨着一颗准确地安装。一旦封蜡、精确塑形以及整理后,蜡基和建立的牙列会返回至义齿医师处供患者试戴。
在这个阶段,牙列可能很贴合并且具有理想的外形和完全适当的生理尺寸。但是,医师经常不得不面临处理是否贴合和/或牙齿排列不整齐和/或咬合不正确的情况,这将导致造型不美观和/或功能错误。这些问题是一个或者多个因素的临床误诊所带来的,必须确定患者上下颌关系的最佳位置;这些问题是由不适当的医疗程序和/或不精确和/或不统一的控制所带来的,由患者及其之前记录中约定的上下颌关系位置,其他有问题的因素可能是在实验室里产生的,这些因素是由于错误的准备和/或协议,对牙列的物理作用和/或施加在一种或多种材料和设备上所带来的变形因素,例如,在运输中或支撑牙列封蜡的温度敏感度,或其他形式的伤害。如果存在这样的问题,必须将牙列发回技师处,技师必须去除并且重新制作所有的假牙,这就意味着所有的与记录、咬合、牙列的建立以及咬蜡塑形有关的、已经完成的大量人工劳动都白费了。接着,重新咬合、重新建立和重新咬蜡的牙列又返回到义齿医师处以便患者重新试戴。这个过程重复进行,直到义齿医师和患者双方都满意为止。随后,技师才能进入假牙制作的最后阶段,在该阶段完成假牙的制作。值得重视的是,每一次技师收到牙科医生的印模、记录堤或者牙列,都必须在工作开始前进行清洗和消毒。
最后阶段是另一个劳动密集和时间消耗的过程,在这个过程中,最终的假牙是采用聚甲基丙烯酸甲酯(PMMA)或者甲基汞化硫酸酯(MMA)丙烯酸树脂或者其他丙烯酸树脂,由传统的制模、注塑成型或者紫外线固化方法制成的。总的来说,带有牙列的蜡的负石料铸模是在其中制作的。分离器液体或隔离剂添加到所有的石膏和/或石料表面,以便在非固化丙烯酸树脂和周围的石膏和/或者石料铸模之间建立一个非粘接层,从而使得一旦该过程通过方法完成,最终硬化的丙烯酸树脂能够自由地消除。如果采用方法,将软化的聚甲基丙烯酸甲酯丙烯酸树脂复合物添加到型盒中,并迫切需要增加的压实密度。在加热以开始导致复合物硬化的化学反应之前,过量的复合物将被清除和抑制。加热过程可在一至八小时之间进行,这取决于所使用复合物的类型。一经冷却,假牙在送给义齿医师之前将经过开盒、修剪、突彩和抛光。也可以使用其他选择和方法,例如注塑过程和混合紫外光矫正过程。
患者试戴假牙,并检查以确保装配和咬合是正确的,且无痛点或者无不必要的差异,例如提前接触、支点倾斜或者任何令人不愉快的审美要素。如果存在这种问题且不能在诊所矫正或者校准,则该假牙必须返回技师处,通过重新咬合以及处理次要或主要的矫正,作进一步适当的修整,直至装配适当,并且医师和患者双方都对假牙的装配和外表感到满意为止。基于保守估计,当工序运行顺畅时,上述用于制作假牙的传统过程总共至少需要13个小时来完成,包括临床和实验室时间,不包括在义齿医师和技师住所之间的运输时间。
在传统假牙制作过程中使用不完善的医疗方案的另一个缺点是,当假牙制作完成并且不合适时,有时极其不合适,由于假牙在最重要的阶段无法完全修复,当已经完成该阶段时,该假牙通常需要彻头彻尾重新制作。如果由于一些不可预见的原因,当患者坐在椅子上时,技师或义齿医师不能在实验室修复一些应该被修复的次要和/或主要的修正,则该矫正器是完全失败的。不合格的假牙必须丢弃,并且很大程度上是重复上述费劲的过程以制作新的假牙。由于佩戴、口腔牙嵴的生理衰退导致的骨质消耗或者任何组织表面变化所带来的不舒适,即使不存在特别无法修复的损坏,假牙大约每五年就需要更换一次。
现有技术的出发点是尽量尝试改进假牙制作过程、临床诊断过程、假牙结构和/或合成假牙的品质一致性的效率。然而,这些尝试并没有加快和/或改进临床诊断过程、实验结构、制作过程和/或上述提到的问题。
在本说明书中,词语“comprises”、“comprising”、“includes”、“including”或者类似的词语都试图表示非排他性的包括,这样,包括组件列表的一种方法、系统或装置不仅仅包括列出的部件,还包括未列出的其他部件。
发明目的
本发明的一个目的是设法解决或者至少改善一个或者多个与已知制作假牙的方法相关的上述问题;
本发明的一个优选的目的是减少制作假牙的时间、和/或改进制作的假牙的质量、和/或制作假牙的方法。
发明内容
一种形式,虽然不需要是唯一的或更多的形式,本发明涉及一种用于牙弓的托架,该托架包括一个大致沿牙弓弧线弯曲的延长部件。
优选地,虽然其他材料,例如陶瓷、碳纤维、至少一种聚合物或者纤维复合物均可以用于制作该延长部件,但是该延长部件是用金属制成的,例如钛、不锈钢、高碳钢或者金属合金。
优选地,延长部件的正部或者前部区域的正面基本上垂直于该延长部件的背部或者后部区域的正面。优选的,该延长部件包括一个在前部区域和每一后部区域之间的过渡区域。适合地,该延长部件包括一个在前部区域和每一后部区域之间的弯曲。
优选地,该延长部件是弯曲的,使得该延长部件的正面基本上类似于牙弓的假牙的表面。
优选地,该延长部件的前部区域的正面基本上类似于一个或者多个牙弓的人造门齿的前表面。
优选地,该延长部件的后部区域的正面基本上类似于一个或者多个人造臼齿的上下齿咬合表面和/或牙弓的人造双尖牙。
适合地,该延长部件的前部区域变形成大致在后尖牙区域中的延长部件的后部区域,朝着第二个尖牙区域中的更水平的排列逐渐变平,并且该延长部件的前部区域包括大约在第一和第二臼齿的后部区域下面的基本水平的平坦区域。
适合地,每一后部区域包括一个粗糙或网纹表面,用于额外的机械保持性。
合适地,该托架能够包括一个或者多个穿过延长部件的孔。
合适地,该托架包括至少一个关节,该至少一个关节位于托架的至少两个部分之间。
合适地,该至少一个关节实际上是设置在托架的前部区域的中心。
合适地,该至少一个关节是设置在托架的至少一个后部区域中。
合适地,该托架包括一个在托架的左后部区域的关节、一个在托架的右后部区域的关节和一个在托架前部区域的关节。
合适地,该假牙被夹持在托架上,以夹持假牙的形式存在。该夹持假牙可以是单个夹持假牙的形式或者包括多个假牙的夹持单元形式。该夹持单元可以是前部单元或者是后部单元。
合适地,该托架包括固定在托架上的假牙以及一个或者多个空间,该空间用于粘接夹持假牙或包括多个假牙的夹持单元。
在另一种形式下,虽然也不需要多种形式,本发明涉及一个用于牙弓的托架的第一部分和第二部分之间的关节,该关节包括:具有凸起的第一部分,包括一个穿过该第一部分的豆形孔;第二部分包括一个豆形凹槽与该豆形凸起相配合;以及一个穿过凸起内的豆形孔凹槽并穿过凹槽内的孔的销,从而使得第一部分能够与第二部分枢接在单一平面内。
优选地,该关节包括三个接触点。
在另一种形式下,虽然不再需要更多的形式,本发明涉及一个牙弓,该牙弓包括一个大致沿牙弓弧线弯曲的金属延长部件;以及粘接在该延长部件上的多个假牙。
合适地,假牙永久附着在该延长部件上,或可调节地附着在该延长部件上。合适地,一个或者多个假牙通过一个紧固件与延长部件粘接,该紧固件穿过延长部件内的一个孔,附着在该一个或多个假牙各自的背部。
合适地,该一个或者多个假牙各自的背部包括用于结合紧固件一端的凹槽。可选择的是,该一个或者多个假牙各自的背部包括一个凸形凸起,该凸形凸起与紧固件一端的凹形凹槽接合。
合适地,假牙的垂直位置和/或侧面位置相对于孔是可调节的。
合适地,假牙的切斜度角相对于延长部件的前部是可调节的。
合适地,假牙以夹持假牙的形式夹持在托架上。在另一种形式下,虽然不需要多种形式,本发明还包括一种用于评估牙弓尺寸的弓形部件,该弓形部件包括:一对在前部区域左右两侧的前部孔,用以指示尖牙的位置;以及至少一对在后部区域左右两侧的后部孔,用以指示臼齿的位置。
优选地,一对后部孔指示第一臼齿的近中搭扣牙尖的位置。
可选择地,一对后部孔指示第二臼齿的位置;特别是第二臼齿的中心窝位置。该弓形部件包括两对后部孔,第一对后部孔位于后部区域的左右两侧,后部孔用于指示第一臼齿的近中搭扣牙尖的位置;以及第二对后部孔位于比第一对后部孔更靠后的区域,后部孔用于指示第二臼齿的位置。
优选地,一对前部孔、第一对后部孔和/或第二对后部孔的相对位置相当于牙弓的尺寸。
优选地,弓形部件包括邻近每一前部孔的一个或者多个标记,与表示锥形牙弓形态或者方形牙弓形态的尖牙的标记之一对齐。优选地,从弓形部件延伸的、便于使用的把手。该弓形部件能够用于患者口腔或者患者口腔的模型中。
在更多的形式下中,虽然不需要更多的形式,本发明包括一种评估牙弓尺寸的系统,该系统包括一系列弓形部件,每一个弓形部件包括一对前部孔,位于前部区域的左右两侧,用于指示尖牙位置;和至少一对后部孔,位于后部区域的左右两侧,用于指示臼齿位置后部孔,其中,每一个弓形部件的一对前部孔和一对后部孔的相对位置相当于该牙弓的尺寸。
合适地,一系列包括三个或者更多弓形部件,相当于包括三个或者更多牙弓尺寸的设计。一个特别的设计包括5种牙弓尺寸。
合适地,连接体能够插入弓形部件的一个或者多个前部孔和/或一个或者多个后部孔后部孔,用于将弓形部件连接到一个基托上。
在更进一步的形式中,虽然不需要更多的形式,本发明包括一种确定牙弓尺寸的方法,包括:在牙弓上设置一个或者多个系列不同尺寸的弓形部件,每一个弓形部件包括一对前部孔,位于前部区域的左右两侧,用于测量尖牙位置;以及至少一对后部孔,位于后部区域的左右两侧,用于测量臼齿位置;以及确定基于弓形部件上的牙弓的尺寸,从而使尖牙和臼齿的位置最佳匹配。
在另一种情形下,虽然并不需要更多的形式,本发明还包括一种用于假牙的基座材料,其包括嵌入到柔性生物适应性增强型筛网中的丙烯酸树脂复合层。
适合地,该增强型筛网是生物适应性的柔性玻璃纤维。
在另一种情形下,虽然并不需要更多的形式,本发明还包括一种柔性丙烯酸树脂复合材料的长度,包括与假牙的人造牙齿对齐的一系列弓形切口。
合适地,该弓形切口可以与假牙的颈部区域连接。
合适地,该弓形切口可以与围绕该颈部区域的复合或者丙烯酸的领圈连接。
在更多的情形中,虽然不需要更多形式,本发明还包括一种用于柔性丙烯酸树脂复合材料的长度的模型,该模型包括一个具有表面图案的带,用于在柔性丙烯酸树脂复合材料的凸起区域上压印。
优选地,该带是金属的。
在另一种形式中,虽然不需要更多的形式,本发明包括一种柔性缓冲嵌件,用于获取牙嵴的模型,该嵌件具有近似于牙弓的形状,并包括一个在该嵌件的密封外层的胶体。
适合地,该胶体和/或嵌件的外层是透明的。
合适地,用于获取下牙嵴的模型的嵌件具有一个近似于下牙弓的弓形形状。
合适地,用于获取下牙嵴的模型的嵌件具有一个基本上是U形的横截面,该横截面类似下牙嵴的横截面形状。
合适地,用于获取上牙嵴的模型的嵌件也可以获取上颚的模型。
合适地,用于获取上牙嵴和上颚的模型的嵌件具有的横截面形状与上牙嵴和上颚的横截面形状大致相同。
在更多的情况中,虽然不需要更多的形式,本发明包括一种用于上下假牙的基托,该基托由嵌有丙烯酸树脂复合层的柔性生物适应性增强型筛网形成,其中,至少一部分柔性生物适应性的增强型筛网是暴露的。
优选地,柔性生物适应性增强型筛网的至少一个暴露部分是用于上牙的基托的穹顶。
适合地,柔性生物适应性增强型筛网的至少一个暴露部分是基托的周围边缘。适合地,用于下牙的基托包括柔性唇侧区域和/或柔性舌侧区域。在其他形式中,虽然不需要更多的形式,本发明包括一种用于连接上基托的组织接触面的后部区域的压痕部件,以提高上颚上的上牙的保持性。
优选地,该压痕部件延伸了软腭的宽度,该软腭位于振荡线的上牙嵴的左右结节之间。合适的,该压痕部件包括两个相邻的锥形区域,该锥形区域从压痕部件的基托经过腭的横腭缝向压缩的软组织延伸。在其他进一步的形式中,虽然不需要更多的形式,本发明包括一种制作假牙的方法,包括:暂时地将基托粘贴在患者的口腔牙嵴上;暂时地将牙弓粘贴在具有复合材料的一个或多个轻度可矫正点的基托上;校准相对于基托和患者牙齿尺寸的牙弓位置,直到获得理想位置为止;以及复合材料的轻度可矫正触点。
优选地,该方法包括在获得与上基托和患者牙齿尺寸对应的上牙弓的理想位置和合适尺寸之后,让反向于下牙弓的咬合面与相关的上牙弓相互交错。
可选择地是,该方法可以包括获得关于下基托的下牙弓的理想位置和适合的尺寸,接着让反向于上牙弓的咬合面和相关的下牙弓相互交错。
本发明的更多的形式和特征将通过下面的具体描述变得更清楚。
附图说明
为了更准确地理解本发明并且有效实施,现在参照附图说明本发明的实施例,其中,相同的参考标记表示同一部件。仅以实施例的方式提供附图,其中:
图1表示了用于牙弓的托架的透视图;
图2表示了图1中托架的平面图;
图3表示了图1中托架的侧视图;
图4是牙弓的部分剖视图;
图4A是图1中所示的部分托架的透视图,包括在预先固定位置的假牙;
图5是根据另一个实施例的牙弓的托架的透视图;
图6是图5中所示托架的后视图;
图7是图5中所示包括托架的牙弓的透视图;
图8是附图5示出的托架的侧视图,其中人造前部中心牙齿固定到托架的前部;
图9是假牙和紧固件的透视图;
图9A表示了一个透视图,以及根据另一种实施例的假牙和紧固件的部分放大的侧视图;
图10是零散粘接在牙弓的托架上的假牙的透视图;
图10A-10F表示假牙能够设置在托架上的不同位置和角度的范围;
图10G是用紫外线固化复合材料或蜡将假牙固定在牙弓的托架上的透视图;
图10H是根据另一种实施例的假牙和紧固件的透视图;
图10J是图10H中的假牙和紧固件的剖视图,其中假牙成对、零散地共同粘接到牙弓的托架上;
图10K是图10H的部分假牙和紧固件的放大的侧视图;
图11A-11D表示了人造门齿在不同的倾斜角度的牙弓的侧视图;
图12是用于评估牙弓尺寸的弓形部件的透视图;
图13是表示了弓形部件的第一对和第三对孔的相关位置与牙弓的尺寸之间相对应的示意图;
图14表示了下牙嵴的模型、左右尖牙区域的位置以及左右臼齿区域的位置;
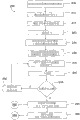
图15是一个总流程图,表示了确定牙弓尺寸的方法;
图16是用于制作假牙的基板材料的部件分解图;
图17是具有突彩轮廓的边缘,用于加工牙齿矫正器的唇侧和搭扣区域;
图18是一柔性缓冲下嵌件的平面图,该柔性缓冲下嵌件用于通过下牙嵴的复合材料获取模型;
图18A是一柔性缓冲上嵌件的平面图,该柔性缓冲上嵌件用于通过上牙嵴和上腭的复合材料获取模型;
图19是图18所示下嵌件的剖视图;
图20是用于获取下牙嵴模型的托盘的透视图;
图20A是用于获取上牙嵴和上颚模型的托盘的透视图;
图20B是另一个透视图,表示通过图20A的托盘的切片的位置;
图21是图16的基板材料的剖视图,图18中的嵌件和图20中的托盘使用了该基板材料;
图21A是图16的基板材料的剖视图,图18A中的嵌件和图20A中的托盘使用了该基板材料;
图22是总流程图的第一部分,表示构件和制造假牙的临床程序和实验室方法;
图23是图22中总流程图的第二部分;
图23A是图22中总流程图的第三部分;
图23B是图22中总流程图的第四部分;
图24是表示了牙弓形状范围的图;
图25表示了不同牙齿形状的实施例;
图25A-25D表示了不同的咬合种类和咬合;
图25E表示了更多的适应本发明牙弓的咬合设置和接触种类;
图26A表示了包括轻度固化复合材料的触点的牙弓;
图26B和26C表示了牙弓暂时地利用轻度固化复合材料的触点连接到上基托;
图27A和27B表示了上基托和粘接有触点的牙弓;
图27C表示一个四单元矫正器,该四单元矫正器包括带有相互交错的上下牙弓的上下基托;
图27D表示了由复合材料填充假牙的舌侧和唇侧区域;
图27E表示了突彩假牙的一种可选择的方法;
图27F表示了部分装饰的假牙;
图28是上基托的压痕部件的透视图;
图29表示了口腔上牙嵴和上颚的模型上后部区域内的凹陷;
图30是上颚的截面图,表示了由图28中的压痕部件140在软腭内留下的压痕;
图31是图29中模型的截面图,表示了凹陷;
图32是包括一个关节的两节式托架的平面图;
图33表示了包括一个关节的两节式托架和包括两个关节的三节式托架;
图34表示了包括三个关节的四节式托架的不同构造的平面图;
图35是两节式托架的侧视图,表示了在该两节之间包括关节的凸凹轮廓;
图35A是在托架的前部和后部之间的关节的平面图;
图36是具有豆形孔的凸轮廓的平面图;
图37是用于接收附图36所示凸形轮廓的凹形轮廓的平面图;
图38-40表示了图36和37中所示包括凸凹轮廓的关节的活动范围;
图41是托架、及包括假牙的后部和前部夹持单元的平面图;
图42是托架、包括假牙的后部夹持单元以及单个前部假牙的平面图;
图42A表示了更多的包括假牙的上、下、前部和后部夹持单元的实施例;
图43是包括至少一颗假牙的托架和前部夹持单元的侧面剖视图;
图44是托架和后部夹持单元的端面剖视图;
图44A是根据另一实施例的托架和后部夹持单元的透视图;
图45是下基托和把手的透视图;
图46是带有可分离的把手的上基托的透视图;
图47是倒置的下基托和把手的透视图,其中填充了基于复合材料的二阶硅树脂;
图48是上基托的部分切除的后视图;
图49是图48的上基托的分解前视图;
图50是图48的上基托的后视图;
图51是上基托、周围复合杆以及完整的上基托的分解后视图;
图52是与上下基板一起使用的弓形部件的透视图;
图53是与图52的弓形部件一起使用的、在连接器上的夹子的透视图;
图54是连接到图52的弓形部件的图53的连接器的剖视图;
图55是包括一柔性增强型筛网穹顶和图53的连接器的上基板的透视图;以及
图56是包括一柔性增强型筛网边缘的下基板的透视图。
本领域的技术人员应当理解的是,为了表示简单和清楚,附图中描述的部件不一定是按比例画出的。例如,附图中一些部件的相关尺寸可能是变形的,以帮助更好地理解本发明的实施例。
具体实施方式
根据本发明的实施例的牙弓和附件的结构将通过随后对使用牙弓制造假牙的方法以及对本发明其他方面的详细说明而得以描述。
参见附图1至附图3,根据本发明的实施例,提供一个用于牙弓的托架10。该托架10包括一个基本按照牙弓弧度弯曲的金属延长部件12。该弧度能够具有不同的口腔形状,例如锥形、方形、圆形(卵圆形)或者其他形状,这取决于使用牙弓的患者的口腔的大概形状。牙弓的尺寸也将取决于患者口腔的尺寸,该尺寸的确定将在下文中根据本发明的另一方面作进一步详细探讨。
延长部件包括位于正面或者前部区域16与每一背面或者后部区域20之间的过渡区域13,而使得该前部区域16逐渐融入或者变形进入后部区域20。根据一些实施例,该延长部件12是弯曲的,使得该延长部件的正面14基本上类似于该牙弓的人造正面或者前面牙齿的表面。根据附图1至附图3所示的实施例,该延长部件12的前部区域16的正面14基本垂直于该延长部件的后部区域20的正面18。托架12的正面和牙弓的假牙的表面之间的关系将在下文中参见附图4作进一步详细说明。
根据附图1至附图3所示的实施例,该延长部件12包括位于前部区域16和每一后部区域20之间的弯曲22。该延长部件的前部区域16大约是在后尖牙区域变形进入到延长部件12的后部区域20,朝着第二个双尖牙区域和大约在第一和第二臼齿后部区域之下的包括基本水平、平坦区域变得更加水平。每一后部区域20包括一个纹理表面24,并且每一纹理表面24包括一个通过延长部件12的孔26。下文将描述用于将假牙粘接到托架10的复合材料,如紫外线固化(UVLC)树脂或者任何可用的丙烯酸树脂或者可用材料。该纹理表面24和孔26帮助应用于托架10的材料的机械保持性。
根据优选的实施例,由高强度金属的单一长度构成的托架10用于为牙弓和由此制成的假牙提供所需的长度和硬度。由例如钛或者高强度金属的材料制成的托架可能不容易弯曲,并且在常规使用中不会变形,具有生物适应性。可以想到的是,其他具有生物适应性的金属和合金也能够用来制造托架10,如高级不锈钢或者高碳基金属。还可以想到的是,其他具有足够长度的生物适应性的材料能够用来制造托架10,如陶瓷、一种或者多种高分子材料、纤维混合物或者碳纤维材料。
参见附图4,牙弓28包括带有整套假牙29(除去智齿)的托架10,该整套假牙29与复合材料30或者其他材料,如交联丙乙酸树脂,粘接在该托架10上。为了清楚起见,附图4表示了带有相邻牙齿的仿真模型的托架10的一部分,并且没有托架10的牙弓28的剩余部分也是可见的。延长部件12的正面或者前部区域16的正面14基本上类似于牙弓28的人造门齿32的一个或者多个正表面31。延长部件12的背部或者后部区域20的表面18基本上类似于人造臼齿34的一个或者多个咀嚼咬合表面和/或牙弓28的人造两尖牙36。因而,根据在不同区域内通常遇到的咀嚼力,托架10为牙弓28提供强度。
参见附图4所示的托架10的部分的透视图,在本实施例中,牙弓的假牙29在设定的固定位置,永久地粘接或者附着到延长部件12。
附图5和6表示了根据本发明的一个可选择的实施例,用于牙弓的托架10的透视图和后视图。在本实施例中,该托架10包括多个在延长部件12内的孔26。在所示的实施例中,在延长部件12的前部区域16内和后部区域20内设有孔26,但是在过渡区域13中未设置孔26,例如,通过延长部件12的弯曲22来实现。该孔26用来将假牙零散地附着在托架10上,使得假牙的位置可以相对于托架10进行调节,这将结合附图9和附图10进行详细描述。
附图7表示了根据另一实施例的上牙弓38,其中,至少一些假牙40通过孔26和紧固件(未示出)粘接在延长部件12上。一些假牙40,例如邻近过渡区域13,例如在延长部件12上的弯曲22,利用丙烯酸树脂30和/或合成粘接材料和/或其他材料粘接到延长部件12上。
附图8表示了单颗人造前部门齿32经由孔26的其中一个粘接到延长部件12的前面部分16,并且保证孔26能够用于粘接更多的假牙。应当理解的是,包括人造前部门齿32的托架12是用于上牙的,并且在附图8中是倒置的(指向上面)。根据本发明的实施例,除了托架的尺寸与用于上牙弓的托架尺寸不同,以适合下牙列的较小尺寸之外,用于下牙弓的托架12具有类似的结构。例如,该前部下牙牙列的尺寸比前部上牙牙列更小。
参见附图9和10,根据本发明,假牙40包括在牙齿背面的通道42和用于接收紧固件48的螺纹端部46的螺纹凹槽44。虽然可以使用具有相同强度的其他材料,但是该紧固件48是由丙烯酸树脂或者金属制成,例如钛。通道42包括后壁43、上表面45和下表面47,并且具有比托架10的延长部件12更高的高度。如附图10所示,根据一些实施例,假牙40设置在托架10上,使得在通道42内接收到延长部件12的一部分,并且固定地或者零散地紧靠着后壁43、上表面45和下表面47。该假牙40经由紧固件48穿过与假牙40对齐的延长部件内孔26的其中之一,固定在该延长部件12上,并且用螺丝拧紧在螺纹凹槽44内。孔26的宽度和高度比紧固件48的轴49的尺寸大,但是比紧固件48的头部51的尺寸更小,不仅允许紧固件48穿过孔26,而且保证假牙40在不同位置和角度范围内零散地连接,同时防止牙齿40轻易地移动和脱离。因此,假牙的垂直位置、侧面位置和角度相对于孔26来说是能够调节的,该孔26提供一个可操作性的高角度用以获得预期的外观和由此产生的牙弓和假牙的前部牙齿位置。如附图10所示的实施例,一个前部侧面假牙40是以零散形式紧靠着延长部件12的正面14的背面。
在另一个实施例中,凹槽44和紧固件48可以不是螺纹的。取而代之,凹槽44可以是接收紧固件48的延伸端部的内螺纹关节形式。该延伸端部可以是一个内螺纹关节的互补形状。在这样的实施例中,该紧固件48的延伸端部有弹性,使得该延伸端部快速进入并且与内螺纹关节接合。
参见附图9A,在另一个实施例中,在假牙40的后壁43内的凹槽是呈略微锥形的内螺纹关节44B。该紧固件48的杆体49的端部46B也是略微锥形并且尺寸正好插入凹槽44B并与其接合。端部46B是控制在凹槽44B内,但是可以通过对头部51施加有效力而用手拔出,头部51A不再需要一条用于螺丝拧紧紧固件48的狭缝。
不同位置和角度范围的进一步的实施例,其中,假牙29可以设置在附图10A至附图10F所示的托架10上。
附图10A表示了两个假牙29A、29B零散地连接在带有紧固件48A、48B的托架10的延长部件12上。假牙29A零散地连接至基本类似于延长部件12的表面14的前表面31A。根据延长部件12的表面14,假牙29B零散地连接前表面31B。
附图10B表示了与延长部件12零散连接的假牙29的侧视图。紧固件48的杆体49穿过孔26,并且紧固在通道42的后壁43的凹槽44内。在附图10B所示的实施例中,假牙29相对于延长部件12向前倾斜。箭头表示了各种方向,其中,假牙29可能相对于延长部件12移动。
附图10C说明假牙29如何相对于延长部件12移动,以便改变相对于延长部件12的表面14的牙齿29的正颊面31的角度。
附图10D表示了假牙29如何相对于延长部件12向前和向后移动,以便改变牙齿29的前表面31从延长部件12突出多少的程度。
附图10E说明假牙29如何能够沿着紧固件48的轴向旋转,以便改变相对于垂直V和延长部件12的牙齿29的角度。
附图10F表示了托架10的一部分以及通过各自的紧固件48零散地固定在延长部件12上的六颗人造前牙29。图10F表示了该假牙29相对于延长部件12的位置范围。参照线强调了每一颗牙齿相对于延长部件12的前表面31的垂直和角度的旋转程度。图10F表示了倾斜角度的范围和突出的不同程度,同时也表示了两相邻假牙29之间的重叠部分。在突出位置的块55按图表示了每一颗牙齿29的位置和方向。这个方向的巨大范围几乎达到患者或者医师希望的人造前牙29的任何位置。
参见附图10G,一旦牙齿29的理想位置得以确定,它就可以暂时用蜡稳定或者固定在优选的位置,或者采用固化丙烯酸树脂或紫外线固化复合材料30更永久地固定在该位置,从而同时保证来自患者和医师所预期的优选的审美要求。
附图10H、10J和10K表示了假牙和紧固件的可选择的实施例。假牙600包括在此描述的较早实施例的多种特征,例如通道42包括后壁43、上表面45和下表面47,其中通道42的高度比托架10的延长部件12的高度要大。然而,在这个实施例中,凸起602从后壁43延伸,而不是前面实施例中包括有凹槽44的后壁43。假牙600通过紧固件604固定在延长部件12上。该紧固件604穿过延长部件12内的一个孔26与假牙600连接。孔26的宽度和高度比紧固件604的杆体49的直径更大,但是比紧固件604的头部51的直径更小。在这个实施例中,与头部51相对的紧固件604的一端包括一个凹槽或者内螺纹关节606,该内螺纹关节606用于与假牙600的凸起602相配合。凸起602可以包括一个大致与紧固件604的内螺纹关节606的形状互补的延长端部。在这样的实施例中,内螺纹关节606可以是有弹性的,这样延长端部可以快速插入并且与该内螺纹关节606配合。内螺纹关节606的壁608可以包括一个或者多个凹口或者切口610,以方便内螺纹关节606与凸起602的弹性接合。凸起602的长度以及由此得到的内螺纹关节606的深度在这些实施例中是可以变化的。根据一些实施例,凸起602从后壁43延伸至少1mm并且因此内螺纹关节606的深度至少是1mm以适应该凸起602。
参见附图11A至11D,根据一些实施例,相对于延长部件12的假牙29的倾斜角度是可以调整的。正如附图10F所示的29A,表示垂直倾斜位置、垂直角度倾斜以及近中末梢重叠部分。附图11A表示了牙弓,该牙弓包括在一远端连接到延长部件12的假牙,并且在该延长部件12的近端未粘接假牙。人造门齿32附着在延长部件12的前部区域16,使得该门齿32相对于基本上水平的延长部件12呈锐角倾斜。因此,人造门齿32与唇侧呈一定角度,门齿末端显著朝前。在附图11B中,与附图11A相比,人造门齿32基本上垂直,并且门齿的末端向内或者舌侧。在附图11C中,人造门齿32是倾斜的,甚至比图11A或者图11B更向内或则舌侧倾斜。如附图11D所示,如果是优选的,那么门齿移动的范围可以设置得比附图11A示出的更向前。
牙弓28具有一定范围的尺寸,以便适合不同的口腔大小。牙弓至少有小、中和大三个尺寸,并且能够提供如下文中进一步所述的更多尺寸。牙弓28也提供一个形状范围,以便与患者的口腔的一般形状相匹配。牙弓28可以是,例如常规的方形、圆形(卵圆形)、锥形或者其他形状,这取决于颌部的弯曲程度。牙弓28的形状是取决于相同形状的托架10。例如,锥形牙弓是基于具有锥形形状牙齿的托架等等。
根据本发明的另一方面以及参见附图12,弓形部件50是用于估计牙弓的尺寸的。该弓形部件50可以由已消毒的透明塑料材料构成。该弓形部件50包括一对前部孔52,该前部孔52位于前部区域的左右两侧、靠近把手56,用以指示左右尖牙的位置。该弓形部件50也包括至少一对后部孔53,该后部孔53位于后部区域的左右两侧,用以指示臼齿的位置。尤其是,该对第二孔53指示左右第一臼齿的近中唇搭扣端。根据一些实施例,如附图12所示,该弓形部件50可以包括第二对后部孔54,该第二对后部孔54位于更靠后的后部区域,用以指示左右第二臼齿的位置。尤其是,该第二对后部孔54比第一对后部孔更靠后,并且指示第二臼齿的中心牙窝的位置。根据一些实施例,该弓形部件50包括前部孔52和后部孔54。该把手56从弓形部件50延伸出来以方便使用,并且该弓形部件可在患者口中直接使用或者在患者的口腔模型中使用。
附图12表示了用于估计牙弓尺寸的一系列弓形部件50之一。每一弓形部件对应牙弓的一个特殊尺寸,并且在附图12中,该弓形部件50用“4”作为标记,表示尺寸4的弓形部件。参见附图13所示的方案,位于与牙弓的尺寸相符合的每一弓形部件上的一对前部孔52和一后部孔54的相对位置。例如,一个方案包括例如5个牙弓尺寸就有5个不同的弓形部件。对于最小的尺寸,例如尺寸1,弓形部件50的一对前部孔52和一对后部孔54是通过附图13所示的最深处的圆圈来表示的。对于最大的尺寸,例如尺寸5,弓形部件50的一对前部孔52和一对后部孔54是通过附图13所示的最外面的圆圈来表示的。中间尺寸对应的圆圈在最小尺寸和最大尺寸之间。根据一些实施例,在附图13中,每一圆圈与相邻圆圈的水平距离是1mm且垂直距离是1mm。然而,其他水平和/或垂直空间能够利用。
附图14表示了下牙嵴的模型58和第二臼齿的位置60、第一臼齿的近中搭扣端的位置61以及尖牙的位置62。
值得注意的是,该方案不仅限于五种不同的牙弓尺寸。例如,该方案可以包括3种、4种或者多于5种弓形部件50,对应包括3种、4种或者多于5种牙弓尺寸的方案。在包括3种尺寸的方案中,该尺寸可以对应为小、中和大。
根据一些实施例,该弓形部件50包括靠近每一个前部孔52的一个或多个标记57A、57B。带有尖牙的标记57A、57B之一的定位表示锥形弓或者方形弓。例如,如果标记57A与尖牙连接,这就表示是方形弓。如果标记57B与尖牙连接,这就表示是锥形弓。根据一些实施例,标记57A、57B是在弓形部件50内是孔的形式。
因此,本发明的另一方面是用于评估牙弓尺寸的系统,该系统包括一系列的弓形部件50,每一弓形部件包括一对在前部区域的左右两侧的前部孔52,以指示尖牙的位置;以及至少一对在后部区域的左右两边的后部孔53、54,以指示臼齿的位置,其中,每一弓形部件50的一对前部孔52和一对后部孔53、54的相对位置与牙弓的尺寸相对应。
尤其是,一对后部孔53指示左右第一臼齿的近中搭扣端的位置。如上所述,根据一些实施例,该系列中的每一弓形部件50也可以或者有选择地包括一在更后面的区域内的第二对后部孔54,以指示左右第二臼齿的位置。尤其是,该第二对后部孔54比第一对后部孔53更靠后,并且指示例如第二臼齿的中心牙窝的位置。
参照附图15,利用上述系统,本发明的另一方面是确定牙弓尺寸的方法70。该方法70包括在步骤72,将上述的一系列弓形部件50之一放置在牙弓上。在步骤74,该方法包括确定一对前部孔52和第一和/或第二后部孔53、54是否分别与尖牙和臼齿的位置连接。这可以包括上文描述的校准标记57A、57B以确定弓的形状。如果不是,该方法包括在步骤76选择弓形部件50的另一个尺寸并重复步骤72和74。如果该对前部和第一和/或第二后部孔52、53、54与尖牙和臼齿的位置连接,则该方法包括在步骤78确定弓形部件50是否处于最合适的尺寸。如果不是,在步骤76,该方法包括选择弓形部件50的另一个尺寸并重复步骤72、74和78。如果该弓形部件50是最合适的,该方法包括在步骤80确定基于弓形部件的牙弓的尺寸和形状,从而与臼齿和尖牙的位置是最佳匹配。假牙所使用的颜色也可以在这个阶段确定。
参照附图16,本发明的另一个方面是一个非固化柔性复合层90,该非固化柔性复合层90带有柔性增强型筛网,用于制作更加具有弹性和强度的假牙。附图16的分解图表示了该柔性复合层90的实施例的组成部分,其包括一复合材料,例如柔性丙烯酸树脂,嵌入一具有生物适应性增强型筛网92,例如生物适应性玻璃纤维。如图16所示,虽然该柔性复合层90是以独立单元形式使用,但该柔性复合层90能够通过压紧在复合材料的两层94、96之间的该增强型筛网92而制成。如下文进一步描述的,该复合材料94、96目前是用于假牙的制造,并且增加了新的柔性复合层90的增强型筛网92,用于进一步加固假牙的基托。参照附图17所示的实施例,本发明的另一个方面是以边缘形式的柔性丙烯酸树脂复合材料100的长度。该牙齿边缘包括一系列的弓形切口102,用于与已常规预处理的假牙29的颈建立连接,或者围绕预处理的假牙的牙弓的复合领建立连接。例如,在弓形切口102也能够与假牙29的颈部区域连接。边缘具有半固化的外结构,并因此具有一定的外层硬度。该边缘包括多个被称为突彩的凸起或者隆起区域104,模仿牙龈的表面及其底下的根部结构。该牙齿边缘能够用于假牙的唇侧和搭扣区域的即时突彩,即混合带有使用复合材料的人造牙龈的牙弓的假牙,以创造一个真实并且自然的外表。该边缘有不同的尺寸以适应不同尺寸的牙弓。该边缘通过减少常规突彩所用的时间,提高制造假牙的效率,并且在制作过程中,用手塑造假牙的唇侧和搭扣区域。
该边缘也能够以合适形式的橡胶材料成形,或者以常规的封蜡形式的蜡材料成形,该边缘具有一系列用于连接假牙的弓形切口102,用于围绕已经嵌入到理想位置的牙弓的突彩蜡堤。用于这些形式的边缘也具有适合不同尺寸牙弓的不同尺寸。这里的边缘再一次通过减少常规突彩所用的时间,提高制作效率并且在制作过程中用手塑形假牙。
根据本发明的另一方面,该边缘也能够通过挤压该柔性丙烯酸树脂复合材料100或者模型上的蜡材料,以突彩单元形式自我成形。该突彩单元是一个具有印在柔性丙烯酸树脂复合材料100上的凸起区域104的无表面花纹的延长金属带或者橡胶带或者蜡带。从而,带有突彩标记或者已经印制使用的牙齿边缘。
现在参见附图18和19,本发明的更多方面是一个用于制作口腔牙嵴模型的柔性缓冲嵌件110。根据一个实施例,嵌件110具有近似于口腔下牙嵴形状的弓形,并且包括在密封的清洁外层114内的超级清洁凝胶112。如附图19所示,下牙嵴的嵌件110具有基本上U形的横截面,并且提供了一个尺寸范围来对应下文描述的定形的清洁托盘的范围。例如,参见上文提到的用于牙弓的尺寸方案,嵌件110可以具有3种尺寸,例如小、中和大;4种尺寸;5种尺寸,例如尺寸1到5或者其他数字的尺寸。在附图19中的点线描述了嵌件110在舌和唇部分的柔性特征,适合于在舌、唇以及搭扣口腔龈沟之内及其周围使用。
附图20表示了用于下口腔牙嵴取模的下托盘120,该下托盘可以是已消毒的并且由任何适合的材料制成,例如洁净的、高韧性塑料材料,并且优选的是高透明特性。下托盘120具有一个近似于牙弓形状的弓形,并且包括一个便于使用该下托盘的把手122。根据上述之一的尺寸方案,该下托盘120具有一个尺寸的范围。例如附图20表示的尺寸4的下托盘在包括五种尺寸的方案中使用的情形。
附图21表示了附图18中所示的嵌件110以及附图20所示的下托盘120用于取一个口腔牙嵴124的印记的横截面图。该下托盘120具有大致是U形的横截面,并且附图21表示了在口腔牙嵴124上带有复合材料层126的患者的口腔牙嵴124。该嵌件110设置在下托盘120内并且位于复合材料126和下托盘120之间。该柔性缓冲嵌件110保证复合材料126能够紧靠在口腔牙嵴124上,从而实现紧密贴合以及在无口腔牙嵴变形和患者无疼痛或受伤的情况下,获得口腔牙嵴124的真实印记。该柔性缓冲嵌件110防止施加过渡压力到组织上,从而导致口腔牙嵴尺寸的的变形及移动。手持的紫外线128用于将复合材料126在患者口中固化成固态结合体,从而保持口腔牙嵴124的印记。一旦从患者口中取出,强紫外线130或者紫外线矫正器能够完全固化复合材料126,使其完全定型。
参见附图20A和20B,应当理解的是,与下托盘120相同的材料制成的上托盘123也用于获取上牙脊和上腭的模型。该上托盘123包括便于使用的把手122A。该上托盘123的形状与上牙脊和上腭相适应,并且根据上述尺寸方案,具有一个尺寸范围。
参见附图18A,一个具有与上述的附图18和19嵌件110相同特征的柔性缓冲嵌件125,与上托123一同用于获取上口腔牙嵴和上腭的模型。
附图21A表示了附图18A中所示的嵌件125,以及附图21A所示的用于获取口腔牙嵴和上腭124A的模型的上托盘123的横截面图。该上托盘123具有基本上呈M形状的横截面,并且附图21A表示了在口腔牙嵴和上腭124A上的复合材料层126A。该嵌件125设置在上托盘123内并且位于复合材料126A和上托盘123之间。该柔性缓冲嵌件125保证该复合材料126能够紧靠在上口腔牙嵴和上腭124A上,从而实现紧密贴合以及在患者无口腔牙嵴变形以及无疼痛或受伤的情况下,获得上口腔牙嵴和上腭124A的真实印记。该柔性缓冲嵌件125防止施加过渡压力到组织上,从而导致口腔牙嵴尺寸的变形及移位。手持的紫外线128用于将复合材料126A在患者口中固化成固态结合体,从而保持口腔牙嵴124A的印记。一旦从患者口中取出,强紫外线130或者紫外线矫正器能够完全固化复合材料126A,使其完全定型。
根据本发明的实施例的制作假牙的方法将参照附图22和图23所示的一般流程图得以说明。
参见附图22,制作假牙的方法200包括在步骤205患者和牙科医师之间的临床诊断,查看患者的病历和牙科病史。
在步骤210,该方法200包括利用参照附图12-15所描述的、上述由一系列的弓形部件50组成的系统,确定患者牙弓的尺寸。如果使用的方案包括三种尺寸,或者一种中间尺寸,如尺寸4,如果使用另一个方案,如带有五个尺寸1-5的方案时,患者牙弓尺寸就可以确定为小、中或者大。
该方法包括在步骤215确定患者的牙弓形状,例如锥形、方形或者卵圆形。一个熟练的牙科医师能够用眼睛确定患者的牙弓形状,或者参照如附图24所示的牙弓形状范围图得以确定。附图24表示了用于一种特殊尺寸的不同牙弓形状。其他尺寸、形状和样式也是可行的,附图24仅为一种实施例。在步骤215,与患者进行沟通的牙科医师也能够确定患者牙齿的大致形状,该形状可以是锥形、方形或者卵圆形。附图25表示了这种牙齿形状的例子,该牙齿也可以是矩形、窄矩形或者不均匀锥形。牙齿所适合的颜色和明暗程度也能够得以确定。
在步骤220,该方法包括选择特定的牙弓28,用于将制作的假牙的上下牙基。除了已选择的正确尺寸和形状的牙弓之外,还应当包括用于患者的牙齿的合适尺寸、形状和颜色或者明暗程度。根据一些实施例,该过程包括确定患者的牙合垂直距离(OVD)和息止垂直距离(RVD)。
参见附图25A至25D,该方法被分为三类,也包括确定患者的咬合、牙错和咬面。如附图25A所示,第一级是在1-3mm之间变化的覆咬合和超咬合的标准咬合。附图25B表示了覆咬合大于3mm的标准咬合。如附图25C所示,第二级是后标准咬合,其中,超咬合大于覆咬合。如图25D所示,第三级是带有反向超咬合的前标准咬合,藉此门齿能够切端对切端地接合。该牙列可以是平牙尖,半高牙尖或者天然牙尖,这由下牙的存留下来的口腔牙嵴124的可用高度或萎缩程度来决定。
在那个位置通过患者的反咬合得到牙弓,凭借在一侧的下颚骨是更大的,并驱使在该侧的后部牙齿比上搭扣弓连接更紧。该上搭扣尖端适合于该后部下牙列的中心窝,通常他们将与该搭扣后部下牙列相适应并相互交错扣紧。
参见附图25E,根据本发明实施例的牙弓的形式适应在一个平面上的不同形式的平衡咬合,如附图25E所示,例如单平面、组合、舌侧接触、半解剖或者全解剖。可选择的,根据本发明的实施例的牙弓的形状能够适应不同类型的咬合平面的弯曲度,如Spee曲线,Wilson曲线以及Monson曲线。
在步骤225,该方法包括获取患者的剩余口腔牙嵴124以及上颌的印模。根据一些实施例,这可以通过使用附图16所示的软复合柔性混合层90和附图18至图21、图18A、图20A、图20B和图21A所示的凝胶嵌件110、125和上、下托盘120、123来实现。该柔性混合层是根据患者所需要的上和/或下牙嵴而修正的。通常,上、下牙嵴都需要修正,因为患者需要完整的上颌骨和下颌骨假牙。根据该方法200的一些实施例,该复合材料直接在患者的剩余口腔牙嵴124和上腭上成型,并且利用紫外线固化以便制作即时刚性的上、下基托,并且接着用粗毛呢材料而没有使用传统的用于铸型的印模材料进行修复,使其适合口腔拟合和延伸。
在这一点,可选择的是,患者的旧假牙的印模可以由传统的实验室油灰制成,并且,通过将网状复合空白层施加到这些变硬的油灰基托上,压制到位并在牙槽增高处用尖头工具修正边缘,变硬的基托也能够在该阶段得以制作。该基托接着在紫外线固化下变硬并且将边缘区域修整到满意为止。该基托将在下文结合图45至图51进一步详细说明。
参见附图26B和26C示出的上基托134和牙弓28,该上、下基托在患者的口腔中得以固定,例如利用假牙粘接剂,使得该基托暂时粘接在患者的口腔牙嵴124上。如果需要,在步骤230,该方法还包括将一小团或者一触点132的超大尺寸高度的轻度固化复合材料按压到上基托134的多个位置,例如尖牙和臼齿位置。可选择的是,如附图26A所示的,该轻度固化复合材料的混合的一小团或者一触点132被按压到上牙弓28,该上牙弓28包括在相同位置为患者所选择的托架10。一种复合粘接凝胶可以粘接每一个触点132的端部,以便确定基托与牙弓底部的粘接。如果医师愿意先安装下牙弓,则可以通过首先仔细将下牙弓安装到准确位置、将其牢固固化并且接着安装并将上牙弓固定到下牙弓之上,使这个系统得以实现。接着,在上牙弓和基托上设置触点,并且要求患者闭上嘴直至获得其所预期的位置为止。
虽然上牙弓28通过触点132粘接到上基托上,但是触点还未被固化。因此,该方法包括在步骤235牙科技师相对于上基托134布置该牙弓28,以便获得正确的中央和咬合的位置和平面,以及符合患者的最佳审美位置。牙科技师能够出于需要移动并控制牙弓28,同时可以检查是否存在障碍,特别是在后部和末端区域。
在步骤240,该方法包括用在患者口中的轻度固化带有一紫外线扩散器的触点132,以便一起固化所有的复合触点,或者包括用传统的手持紫外线分别固化每一个触点132,从而保持相对于基托134的牙弓28的理想位置。附图27A和附图27B还表示了作为连接牙弓28和上基托134的导引的近中搭扣牙尖标记137、尖牙标记138、中心标记138A和后部凹槽线139。
在步骤245,该方法包括检查带有一平面的咬合面和中心位置来确定该装置,例如fox平面或者其他使用任何可用的、传统的方法来确定的咬合平面。由于一些原因,位置可能是不正确的,例如,由于放错位置或者其他错误,如触点132未完全固化和/或未完全粘接,因此导致了相对于正确位置的不确定位置。在步骤250,该方法还包括简单地将牙弓28从上基托134处分离并且重复步骤235、240、和245直到获得相对于上基托134的牙弓28的正确位置为止。
如果该位置是正确的,则该方法包括在步骤255处从患者口中移动上基托134和连接的牙弓,并使得连接上牙弓的下牙弓相互交错。即相对于上牙弓的下牙弓有正确的位置,使得相互交错和咬合是正确的。该下牙弓依靠融化的黏性蜡暂时以正确的位置固定上牙弓。
在步骤260,该方法包括在患者口中设置三个单元矫正器。这三个单元矫正器包括粘接有上牙弓28的上基托134、和相互交错且完美咬合并连接到上牙弓的的下牙弓。
通过牙齿粘接剂,在患者口中的下基托也完好地固定在口腔牙嵴124上,该方法包括在步骤265检测登记位置的准确性,直至获得满意的上、下颌的中心以及相互关系的位置,并且获得了基堤;确定下颚和下颌关节位置处于最大后移静止位置。对于患者来说,确定一个不变的闭合位置以保证一个单一的、可重现的位置是有必要的,对于必要的颌位置和垂直尺寸来说没有任何提前接触或者阻碍。
在步骤270,该方法包括在下牙弓和下基托之间设置大量的复合触点132,例如,在尖牙和第一臼齿位置内。该触点能够设置在下牙弓或下基托上。复合粘接凝胶可以加到触点132的每一个接触端部,以便保证下基托和牙弓底部的粘接。
在步骤273,患者慢慢把嘴合上,使得下牙弓一体化,三个单元矫正器和下基托处于正确的位置,并且保持正确的相互交错、记录以及咬合平面。这包括检查咬合平面、中心位置和牙合垂直尺度。
参见附图27C,在步骤275,该方法包括从患者口中移除四个单元矫正器160之前,完全点固化下复合触点。四个单元矫正器160的依次排列是上基托134经由上复合触点连接上牙弓28,上牙弓28经由黏性蜡161连接下牙弓28A以及下牙弓28A经由下复合触点连接下基托136。在移除所有在牙弓的相互交错和咬合部分的剩余的黏性蜡之后,与下基托和下牙弓连接的上基托和上牙弓随后在相互交错牙弓的位置上相互分离,通过分离两个靠黏性蜡固定在一起的牙弓来实现。未完成的矫正器现在准备好检查咬合记录位置和先前完成的假牙的装配。应当注意的是,当从口中移除四个单元矫正器的过程开始时,黏性蜡的断裂或者移位是无关紧要的。该四个单元矫正器160能够作为两个单元的、分离的上和下矫正器移除,因为该两个分离单元可以通过变硬的和固化的复合触点来稳固和附着,其中每一个单元包括一个基托和一个牙弓。
在步骤280,该方法包括将带有连接的牙弓28、28A的上基托134和下基托136放回患者口中。
在步骤285,该方法包括通过要求患者仔细张开和闭合他们的颌部,直至两个牙弓相互交错的咬合接触、咬合以及位置正确为止,以便检查安装、相互交错和牙合接触、假牙的中心和表面。这包括检查牙合平面、中心位置、牙合垂直距离以及息止垂直距离。
如果出现任何异常的咬合不正和相关问题,那么在步骤290,该方法包括将下牙弓28A与下基托136分离,并且从步骤255重复该方法。如果位置是正确的,并且牙科技师和患者都满意,则该方法在步骤295包括从患者口中移除上下假牙并且将上下牙弓彼此分开。假牙粘接剂是用于将基托固定到口腔牙嵴和上平面的可清除物,并且从基托底部彻底清洗。
在步骤300,该方法包括牙科技师决定使用根据本发明实施例的复合方法制作假牙,还是使用传统的方法制作假牙。方法200延续根据附图23A中步骤305的复合方法。方法200延续根据在附图23B中的在340的传统方法。
参见附图23A,如果牙科技师使用复合方法,在步骤305,该方法包括在上基托134和下基托136内设置自固化复合凝胶,接着要求患者将该上下基托放回患者口中,以便保持位置不变,直到该复合凝胶在它的第一设置/硬化阶段、通常用2-3分钟的时间部分地固化成稳定固体。这种凝胶可以在向外流动的同时仍然是柔软的,因而能充满围绕基托的外围高度的槽中,完全环绕基托的外围上形成一个自然的圆环;并且用于更精确和最终安装的材料的更精确的内衬填充基托。
该方法包括在步骤310从患者口中移除上下假牙并且将他们设置在紫外线矫正器中以便彻底固化。假牙现在准备好进入到完成阶段。因此,仅用一次临床诊断就完成了牙科医师和患者之间的临床会诊。
在这一点的假牙可以送到牙科实验室完成或者在诊所内部完成,并且在紫外线固化矫正器内彻底固化。
如附图27D所示,该方法包括在步骤315用在舌侧和唇侧区域填充带有复合材料的假牙。如附图17所示,以唇侧突彩边缘为形式的柔性丙烯酸树脂复合材料100的长度可以用于完成带有突彩和天然特性外观的假牙。该软质复合材料的表面是平滑的,并且其牙齿边缘是完好的羽毛状,并且合成一体用于硬性和软性合成化合物之间的平稳过渡。参见附图27E,突彩也可以是手工完成,即从复合层剪下一系列基本上呈三角形的锲164,并将锲164布置在每一个已选择的牙颈下面,以便类似于根部结构。附图27F表示了部分突彩后的假牙,具有仅突彩了一半的上基托134。围绕牙齿边缘的复合材料的厚度是可以改变的,直到获得理想的效果。明亮的光泽是由设置在最上面的最终完成层而获得,也就是说,假牙甚至不需要更好效果的高亮度机械抛光。
在步骤320,该方法包括将以后堤压头的形式在上基托的组织接触侧面的后部区域上增加一压痕部件140,从而依靠改善的密封性能,改进了上牙在上颚的持久性。下文中将参照附图28至附图31对一个后堤压头的实施例及其使用进行详细说明。
回到该方法,在步骤325,该方法包括将两个牙托返回到紫外线矫正器中,以便彻底固化。在步骤330,假牙经过普通的修整、抛光和消毒过程之后,准备进入在诊所内的第二和最后阶段。
在步骤335,该方法200包括在患者的口腔内安装假牙,检查任何的组织疼痛以及做必要的修整,并结束整个过程。
该方法包括制造假牙,该假牙是以一种传统的方式,带有上牙弓28和下牙弓28A的上基托134和下基托136上固定在正确位置的。假牙的制作可以采用传统公知的型盒,注塑成形或者合成制造方法。可选择地,当使用用于假牙的完成方法时,通过利用紫外线复合材料适应和填充的方法在假牙的舌侧区域和唇侧区域,通过使用如上所述的参见附图17的复合牙齿边缘时,可以节省时间。
参照附图23B,如果技师使用一种传统方法,方法200包括在步骤340用橡胶基托印模材料更精确地获取牙嵴的准确印模,假牙换衬工序正常完成。这个过程包括在患者的口腔内设置下背;让患者接近已记录的垂直距离,获取上印模;保证相互交错和牙齿位置以及中心是正确的。这个工序对于下基托的印模来说是可以重复的。
一旦两个基托都被准确的印模材料记录下来,该方法200包括在步骤345从口腔中移除它们;移除残渣并在消毒液中清洗;送到实验室进行上蜡和修饰工序,在该工序之后接着是重新划线或重建的方法和过程。该方法包括步骤350在实验室用传统方法使假牙成型。一旦假牙成型,接着在步骤355进行修整、抛光和消毒并返回到诊所。该方法200包括在步骤360将假牙安装到患者口中;检查任何组织疼痛以及作必要的修整;该工序结束。
根据方法200的可选择的实施例,该方法包括参照上述附图22所描述的后续步骤205到225。患者口中的最初印模的模型能够利用传统材料由牙科技师或者在实验室成型。接着来自灌注模型的上下基托能够成型。如果不使用传统的蜡记录堤,则接着进行如上所述的方法200的步骤230至335。在该方法200的其他可选择的实施例中,如果使用传统的蜡记录堤,则该方法包括获取全部的咬蜡距离;标记并将附带的上下蜡记录堤送到实验室,用于牙弓28的咬合和镶嵌。因此,该牙弓能够由牙科技师或者是实验室来提供。在单独步骤内,通过快速确定记录堤的恰当标记内的上牙弓的位置,牙弓处于理想的相互交错,接着将下牙弓与上牙弓设置为完全相互交错的关系。完全围绕基堤的蜡与牙弓28的复合丙烯酸树脂30相似。该堤是突彩的,可选择的是使用上述的参照附图17的边缘的蜡版,并且该堤被送到诊所供患者试戴。该方法200参照附图23至23B所示从步骤280开始继续。
参见附图28,根据本发明的另一方面的实施例,一个以后堤压痕形式的压痕部件140用于粘接上基托134。该压痕部件140设计为在振荡线的上牙嵴的左右结节之间延伸软腭的宽度,并且粘接到上基托134的组织连接面的后部区域以便改善上颚的上牙的持久性。该压痕部件140是一个复合材料层,包括两个相邻的逐渐变窄的区域142,该区域具有侧面144和尖端146,从压痕部件140的基托145延伸。每一逐渐变窄的区域142具有凸起轮廓143,该凸起143沿着线从各自的尖端146向基托145延伸,并且凸起轮廓的高度向着每一边144减少。根据患者的特殊口型尺寸和形状,该逐渐变窄区域142设计为向上延伸直到上颚的腭横缝,并且可以提供不同尺寸。该压痕部件140能够设置到用于矫形的支撑片148上。
附图29表示了上口腔牙嵴和上颚的石膏模型141,表示了一种凹陷140A在石膏模型141中,用于生成传统后堤压痕,该后堤压痕在完成阶段通过上箱和注射过程、向模型141填充丙烯酸树脂得以完成。附图29表示了凹陷的位置和形状,该凹陷由在软、硬腭之间建立的振荡线处的压痕部件140制成软腭形状。
参见附图30,该压痕部件140粘接到上基托134的后部区域,并且该压痕部件140从基托145的最后部的、呈圆形的稍厚端部150处,沿着逐渐变窄区域142、向尖端146减少厚度。因此,该压痕部件140融入该上基托134的组织接触侧面。压痕部件140的呈圆形的稍厚端部150在硬腭154后部的大约2-3mm软腭152内创建了一个压痕或者凹陷151。该硬腭被黏膜或者软组织156覆盖。
附图31表示了石膏模型141以及模型中的刻出的凹陷140A的截面图以及描绘了在石膏模型141上的后堤的位置、深度和轮廓。该模型141表示了在振荡线的模型141的软腭区域152A与模型141的硬腭区域154A之间的凹陷140A的位置。附图31还表示了上口腔牙嵴135的轮廓。该压痕部件140改善了假牙的上基托134和软腭152之间的密封,帮助保持上基托就位。
本发明的更多实施例将参照附图32-44,涉及铰接托架以及夹持假牙得以详细的说明。
参见附图32,托架10的一个实施例包括至少一个在至少两节托架之间的关节400。该托架由第一延长部件402和第二延长部件404构成。在这个实施例中,关节400设置在托架10的前部区域16的大致的中心位置。该关节400允许第一和第二延长部件402、404相互枢接,从而可以精确地调节托架至患者的牙弓的理想形状。附图32表示了通过按照箭头指示移动第一和第二延长部件402、404,获得每个第一和第二延长部件402、404的三种不同位置。因此,附图32表示了9种用于托架10的不同结构。然而,应当理解的是,第一和第二延长部件402、404有一定的位置范围而不仅仅是附图32所示的离散位置。此外,附图32所示的托架10同时包括用于附着假牙的孔26,该孔26可以省略,假牙可以通过在此描述的任何其他方法附着到托架10上。
参见附图33,在托架10的其他实施例中,至少一个关节400设置在托架的至少一个后部区域20。附图33表示了托架10的两个实施例,在实施例A中,托架10包括在右后区域的关节400A,而在实施例B中,托架10包括设置在左右两侧后部区域的关节400A和400B。在实施例A中,托架10包括两部分,以延长及弓形部件406和延长部件408的形式构成。该实施例可以使在后部区域之一的托架10的角度相对于托架10的剩余部分是可调节的。在实施例B中,托架10包括三部分,以前部区域16内的弓形部件410,和后部区域20内的两个延长部件412、414形式构成,该两个延长部件412、414分别在关节400A、400B处与弓形部件410连接。这个实施例可以使在左右两侧后部区域20内的托架角度相对于托架10的前部区域16可调节。
参见附图34,托架10的实施例可以包括四个部分和三个关节,该托架10包括在右后区域20内的关节400A、在左后区域20内的关节400B以及在前部区域16内的关节400C。因此,该托架10包括两个前部部分和两个后部部分。附图34表示了四节托架10的众多不同结构中的三种,该四节托架10包括三个关节,但是值得注意的是,除了附图34所示的离散结构之外,还可以得到许多其他结构的托架。
托架10对患者牙弓的适应性随着托架10的关节400数量的增加而增加。然而,即使只有一个关节400,托架10也可以适应牙弓的宽范围。该铰接的假牙托架对于有不对称颌的患者特别有用,但是该铰接托架也能够用于对称或者适度对称的颌。
附图32至附图34表示的第一和第二延长部件402、404,延长且弓形部件406、延长部件408、弓形部件410以及两个延长部件412、414,能够提供一系列的尺寸和形状,以便提供更大的适应性。部件402至414能用于小、中和大尺寸或者此处描述的尺寸方案中的尺寸1-5的其中之一。部件402-414的形状可以是方形、锥形或卵圆形牙弓。
参见附图35,根据一些实施例,可以获得位于托架10的两部分之间的关节400,该关节400的一部分具有凸起轮廓416和另一部分具有凹陷轮廓418。附图35表示了在前部区域16内的弓形部件410和在左后区域20内的延长部件414之间的关节400的侧视图。该凸起轮廓416包括凸起420,具有一孔422从其中穿过。凹陷轮廓418具有凹槽424和分别在凹槽424的底座430和顶部432上的孔426、428。凸起420插入凹槽424,销434穿过对准的孔422、426和428并且通过任何合适的方法允许弓形部件410和延长部件414彼此枢接固定就位,例如压钉。
附图35A表示了关节400的另一个变化,包括一个,托架10的第一部分,例如后部部分,具有一个凸起或者凸起轮廓416以及其他,托架10的第二部分,例如前部部分,具有一个凹槽或者凹陷轮廓418。在这个实施例中,凸起和凹陷轮廓416、418大致呈圆形。但是,省略了前面实施例中的销434,并且凸起轮廓416通过两个轮廓之间的紧密安装而插入并结合到凹陷轮廓418。一个凹陷轮廓418的开口425比凸起轮廓416的宽度更窄,并且该凸起轮廓416不能从开口435中移走。该凸起轮廓416从上面或者下面插入凹陷轮廓418,并且第一部分与第二部分的枢接移动允许从中心位置向任何一边移动大致7度。
参见附图36至附图40,根据一些实施例,该凸起420和穿过凸起轮廓416的孔422,以及凹陷轮廓418的凹槽424,具特殊形状以构成关节400,用于限制该相邻部分可以枢接的穿越角度。附图36表示了凸起420和穿过其上的豆形孔422,附图37表示了凹槽424具有接受豆形凸起420的豆形结构。凹陷轮廓418的孔426和428(图中未示出)是圆形。随着销434穿过孔422、426和428,附图38至附图40所示的托架的一部分相对于其它部分的移动就得以实现。因而,该关节400包括三点连接以及在一些实施例中,从中心位置向任一边移动大约7度是可以实现的。
此处描述的关节是有较好公差的机械制品,以便托架部件之间的精确安装并且保证托架相邻部件的相对运动仅在一个平面。
现参见附图41和附图42,根据一些实施例,以夹持假牙形式的假牙夹持在托架10上,如附图41所示,该夹持假牙可以以单独一颗夹持假牙的形式,或者以包括多颗假牙442的夹持单元440的形式。该夹持单元440可以是前部夹持单元444或者是后部夹持单元446。在附图41所示的实施例中,前部夹持单元444包括6颗前部假牙448,两个后部夹持单元446的每一个包括4颗后部假牙450。根据优选的实施例,该夹持单元440包括假牙442以及人造牙龈443的区域,该区域是由任何合适的材料制成的,如丙烯酸树脂。
该夹持假牙能够与根据本发明的实施例所述的任何托架10共同使用。例如,参见附图42,两个后部单元446用于不易看到的后部区域20,托架10包括在其内的孔26。在前部区域16内,单独的假牙40通过紧固件48穿过孔26如上所述的附着在托架10上。这就允许实现更可见的前牙的单一构造。然而,可以理解的是,如果不考虑是夹持单元440还是单个假牙40在前部区域16内使用,则单独的假牙能够用于后部区域20。
根据一些实施例,托架包括以牙列形式粘附于托架上的假牙以及用于粘接假牙的一个或者多个空间。在空间中能够粘接单个夹持假牙或者包括多个假牙的夹持单元。可选择的是,单个假牙40能够通过紧固件48穿过孔26附着到托架10上的一个或者多个空间中。
附图42A表示了用于夹持到上下托架10的前部和后部区域的夹持单元440的更多的实施例。附图42A表示的夹持单元包括3颗、6颗和7颗假牙442,但是需要理解的是,该夹持单元能够包括从单个假牙到全套假牙的任何数目的假牙442。该夹持单元440提供一系列的尺寸和形状,以适应患者牙弓的尺寸和形状。尺寸可以包括小、中和大,或者可以根据此处描述的尺寸方案提供尺寸,例如尺寸1至5。不同的形状包括锥形、卵圆形和方形。该假牙442提供一系列的颜色或者明暗程度,以便与患者剩余的牙齿匹配或者满足患者的需求,同时提供一系列的牙尖形状、高度和角度以满足患者的需求。
夹持假牙的更多细节将参见附图43到附图44予以详细说明。附图43表示了夹持在托架10上的前部夹持单元444的剖视图。如图所示的托架10带有一个从其中穿过的孔26,尽管孔26不用于将夹持单元444粘接到托架10。该夹持单元444包括一个通道452,该通道452具有一后壁454,该后壁454适合于托架10的前部区域16的正面14。该通道452包括一个弯曲的上表面456和一个弯曲的下表面458,以适应托架10弯曲的上表面和下表面。并且通道452具有一个足够的高度,以适应托架的高度。然而,通道452的开口460的高度比托架10的高度略小,使得前部夹持单元444与托架10扣合。开口460包括环状边缘462,以方便托架10的光滑扣合进入前部夹持单元444的通道452。
附图44表示了粘接在托架10的后部夹持单元446的剖面端视图。该后部夹持单元446包括通道463,该通道463具有基座464,以适合于托架10的后部区域20的底面。该通道463包括弯曲的侧表面466、468,以适应托架10的弯曲侧表面,通道452具有足够的宽度,以适应托架10的宽度。然而,通道463的开口470的宽度要略小于托架10的宽度,使得后部夹持单元446与托架10扣合。开口460包括环形边缘472,以方便托架10的光滑扣合进入后部夹持单元446的通道463。
根据其他实施例,该夹持单元440能够利用托架内的孔26粘接到托架10。例如,作为可以一种选择,但是优选的是除上述通道452、463之外,夹持单元能够包括用于穿过各自孔26插入到托架10内的凸起(图中未示出)。该凸起可以包括一个弹性端部用于提供一次插入的扣合。该弹性端部可被压缩以便必要时从托架中移除。参见附图44A,根据夹持单元440的其他实施例,特别是后部夹持单元446,在托架10内一个穿过一个或多个孔26的紧固件650可以用于将夹持单元固定到托架上。这可以用与参见附图9至附图10G所述的假牙的实施例相同的方式。附图44A表示了一个紧固件650,例如螺纹螺钉,穿过托架10上的孔26并且进入后部夹持单元446的螺纹凹槽652。托架包括一个压痕654以适应紧固件650头部的至少一部分。值得理解的是,该紧固件650和螺纹凹槽652可以作为一种替代的或除此之外的假牙的夹持特征,并且作为一种替代的或除此之外的使用生物适应性粘接剂用于将假牙粘接到托架10上。
根据本发明的一些实施例更进一步是假牙的实施例,该假牙可以包括一个延长凹槽或者通道用于接收托架10的一部分,使得假牙可以在托架上滑动。例如,用于后部区域的假牙是以与如附图44A所示的夹持单元类似的单元形式,可以包括在该单元对面的内壁的延长通道。延长通道具有接收托架10的部分的尺寸和形状,例如托架10的每一后部区域的大致水平、平坦区域。在这个实施例中,后部单元包括在对应于第一和第二臼齿后部区域的托架10的后部区域20上滑动的假牙。也可以假想为,包括假牙的前部单元可以包括上下延长通道,用于滑动接收托架10的前部区域16.
本发明的更多实施例涉及基托、制造方法以及制作假牙的方法,将参照附图45至附图51得以详细描述。至少一些下述方法在假牙损坏、缺失或者是患者第一次需要假牙的情况下特别有用。
附图45表示了用于制作下牙的基托500,该基托包括附着在基托500上的把手502。该把手可由任何合适的金属或者塑料材料制成,但是不锈钢是优选的材料。如图所示,该把手502可以依靠多个狭槽504固定到基托500上,或者使用一个或者多个此处所述的复合材料的轻度固化触点固定到基托500上。基托500包括容纳槽505,以便辅助托架10和假牙粘接到基托500上。附图46表示了基托506,用于制作带有从多个狭缝504移出的把手502。
通过将标准的牙科实验室的油灰和催化剂混合在一起,该基托500和506能够相对快速且容易地制造。例如,如果可能,将混合物直接放置在患者现有的上牙和/或下牙或者现已存在的模型上。可选择的是,如果制作传统的橡胶基托印模,基托500、506可以用相同的方式利用增强型丙烯酸树脂制成,例如聚甲基丙烯酸甲酯或者其他聚合物,如聚丙烯。
根据本发明的实施例所描述的,作为更多的选择,通过直接在患者现有的上牙和/或下牙上设置网状增强型柔性复合基材料90,从而快速和方便地制作该基托500、506。其中,假牙是不可用的,网状增强型柔性复合基材料90能够设置在患者的口腔牙嵴上并轻柔地压制出口腔牙嵴的形状。该成型的增强型复合材料是轻度固化的并且环绕边缘经过修复可以快速获取为患者量身定做的上基托和/或下基托。随后,基托500、506可以用于制作使用托架10的精确的假牙、人造牙齿、复合材料的轻度固化触点,以及此处描述的在患者口中的咬合方法。
参见附图47,可选择的是,基托500、506由两级硅胶基复合材料508填充的,例如从VOCO美国公司或者其他公司得到的Ufi凝胶,用以获取患者口腔牙嵴的印模。可选择的是,也可以使用橡胶印模材料。接着,假牙在机构内部完成或者外包给牙科技师或者牙科实验室制作。参见附图48,复合上基托506的另一个实施例包括穿过其中的柔性生物适应性增强型筛网92,如前所述。参见附图48的分解图和附图50的后视图,基托506的至少一部分柔性生物适应性增强型筛网92是暴露的。在所示的实施例中,该基托506最初包括没有复合材料的柔性增强型筛网穹顶510。穹顶的尺寸和形状在患者和发明者之间变化,已经认可为柔性增强筛网穹窿510允许一特别精确地适合上基托506,以及由此得到的患者的上牙。柔软、易弯曲、未固化的复合材料的分开的上层512和下层514附着到上基托506,分别在柔性筛网穹顶510的上面和下面,并且利用任何适合的粘接程序粘接在穹窿510上,例如液体粘接剂。接着,不考虑任何骨颚的变形,该假牙的穹顶精确地对应患者独特的穹顶;随后再轻度固化,避免了一个不需要的厚穹顶,因此得到了一个舒适的装配并且节省了材料。
参见附图51,一个复合材料杆516可以利用对应于患者口腔的任何合适的装置附着在上基托506的边缘,从而实现与患者口腔端点完全配合。
根据一些实施例,该复合材料可以像穹顶510一样,从上基托506的边缘取消。在这样的实施例中,上基托506包括柔性增强型筛网边缘518。该复合材料杆516接着沿着边缘518附着到上基托506的边缘,从而与患者口腔的端点精确装配。
下基托500也可以在基托500的唇侧和/或舌侧区域包括一个柔性增强筛网边缘,以精确配合患者的口腔。通过获得围绕边缘的复合材料正确的厚度和形状来适应患者口腔牙嵴的厚度变化,从而获得最精确的安装以及舒适的假牙。
附图52至附图56表示了本发明的更多变化和实施例。附图52是与此处描述的上下基托一起使用的弓形部件的透视图,例如上和下基托500、506。弓形部件700可以是与附图12至附图14相关的、如上所述的弓形部件50的形式。弓形部件700包括一个在弓形部件700的平面上延伸的把手56;多个靠近把手的左后前部区域内的孔,该孔是一对前部孔52的形式;以及至少一对在左右后部区域的后部孔53。弓形部件700包括中心孔702和在前部孔52和后部孔53之间的每一支臂上706上的修饰线704。沿着该修饰线,支臂706可以消减弓形部件700的尺寸以适应患者的口腔尺寸。根据上面所述的尺寸方案,弓形部件700提供一系列的尺寸,例如五个不同的尺寸。附图52还表示了一个连接器708,该连接器708可移动地安装在孔52、53中,用于将弓形部件700连接到如下所述的基托上。
附图53表示了能够夹持到弓形部件700的连接器708的放大透视图。连接器708包括具有在其上延伸的凸起712的本体710。凸起712包括一个延伸端714和一个在连接器708的端部714和本体710之间的腰部716。如附图54的横截面图所示的,凸起712可以由弹性材料构成,从而通过一个孔52、53,至少部分地插入到弓形部件700中。由一个支臂706形成的孔52、53的边缘与腰部716结合以便将连接器708固定到孔中。如附图55所示,连接器708的一些实施例包括施加到本体710的底部,用于将连接器708粘接到上或下基托的粘接剂712。该粘接剂712由一个可移动的封盖714盖住,以保持其粘接特性直到准备使用时为止。可选择的是,连接器可以用传统的生物适应性的粘接剂粘接到上或者下基托上。
附图55表示了上基托506包括一对粘接在基托506后部区域的连接器708A和大致粘接到前部区域的连接器708B。接着,弓形部件700能够分别经由后部孔53和中心孔702连接到连接器708A和708B。可选择的是,连接器708A、708B能够首先接合弓形部件700的孔53、702,接着附着在基托506上。如附图55所示的上基托506也包括柔性增强型筛网穹顶510以及上述的柔性增强型筛网边缘518。附图56所示的下基托500包括准备利用连接器708粘接弓形部件700的柔性增强型筛网边缘518。
因此,此处公开的托架10、牙弓28、假牙、弓形部件50、嵌件110、125以及后堤压痕、系统、方法和其他装置通过大量减少制作用于患者假牙的时间以及有效地保证牙齿排列和改进假牙的质量和强度,至少解决了上述的现有技术中的一些问题。通常仅需要与牙科医师进行两次会诊就能得到精确装配的假牙,并且因为患者的实际生理学咬合直接用于创建假牙,因此比起使用传统机械的咬合器械的过程更准确。包括托架10和增强柔性复合基板材料90的牙弓28为假牙提供了额外的强度和耐久性。与现有技术相比,牙弓精确地配合上下基托的方法非常简单。牙科技师在一次会诊中直接根据患者实际天然的上下颌,制作出完全、唯一的牙弓与底部的精确配合。患者就是假牙的牙合架,而不使用假位置的机械装装置,例如获得非常不准确结构的传统的基本形式的牙合架或者更复杂的形式。在诊断过程中的任何错误都会在同一次会诊中很快发现,并且不费力地修正而不需要任何实验室的介入与干涉。
减少高频率的运输印模、记录堤、全装配以及在现有技术的系统和方法中遇到的诊所和实验室之间的类似问题。这样就减少或消除了牙科医生、实验室技师以及运输者之间的相互接触的数量,也减少了在牙科医师和实验室技师之间的由于意外和错误传达和/或运输过程中的损坏所导致的出错机会。患者也可以在最短时间内获得他们完全制作完成的、佩戴舒适的假牙,从而将没有假牙的不方便降到最低。在此过程中的大量减少的错误能够使牙科医师和实验室技师接待更多的患者并提高利润。另外,根据本发明制作的假牙也因为围绕牙列底部的金属托架10,和覆盖完全配合底部并且环绕上下凸缘的增强型筛网92而更加坚固。根据本发明的实施例的假牙也证明了由于其特征所带来的出色表现,例如压痕部件140。。
由于每一个假牙能够处于理想的位置和方向,所以生产出了看上去更加自然的假牙并且与患者的咬合相适应,因此,根据本发明的实施例制作的假牙在美学方面有了显著的提高。在带有边缘的假牙的凸缘周围做突彩也生产出了看上去更加自然的假牙,并且应用的简单性在保证了质量的同时减少了制作时间。
咬合托架对患者牙弓的尺寸和形状的宽范围提供了更加适合的托架,以保持即使是不正常尺寸和形状的牙弓和咬合的假牙,也能准确且看上去自然。包括一个或者多个假牙的夹持单元通过提供一个简单但是坚固的连接机构进一步提高了本文所述的系统和方法,进一步加速了假牙制作过程。该夹持单元还可以和此处描述的其他假牙形式配合使用,例如经由这里的孔固定到托架的单个牙齿。
这里描述的上下托架特别适用于假牙损坏、缺失或者患者第一时间需要假牙的情况。上下托架更简单;加速假牙制作过程;带有柔性增强型筛网穹顶和/或边缘的基托进一步提高假牙的精确配合。
根据本发明各种实施例和方面的系统、方法和装置,可以在牙科内施行、实验室技师以及使用传统的系统和方法的人员使用,并且能够引入现在正在使用的传统过程的任何阶段。遍及整个说明书,本发明所述的目的没有显示本发明的任何实施例或者结构的特殊选择。本领域的技术人员可以理解具体实施例的各种变化将落入本发明的保护范围。例如,本方法的一些步骤不是必须按描述的顺序操作而是可以按照不同的顺序操作。例如,在方法200中,确定牙弓和假牙的尺寸和形状可以在获取牙弓印模之前或者之后进行。
Claims (67)
1.一种用于牙弓的托架,其特征在于:该托架包括一个大致沿牙弓弧线弯曲的延长部件。
2.根据权利要求1所述的托架,其特征在于:该延长部件是由下列材料之一制成的:金属材料;钛;不锈钢;高碳钢;合金;陶瓷;碳纤维;至少一种聚合物;纤维复合材料。
3.根据权利要求1所述的托架,其特征在于:延长部件的正部或者前部区域的正面基本上垂直于该延长部件的背部或者后部区域的正面。
4.根据权利要求1所述的托架,其特征在于:该延长部件包括一个在前部区域和每一后部区域之间的过渡区域。
5.根据权利要求4所述的托架,其特征在于:该过渡区域包括一个在前部区域和每一后部区域之间的弯曲。
6.根据权利要求1所述的托架,其特征在于:该延长部件是弯曲的,使得该延长部件的正面基本上对应于牙弓的假牙的表面。
7.根据权利要求1所述的托架,其特征在于:该延长部件的前部区域的正面基本上对应于一个或者多个牙弓的人造门齿的前表面。
8.根据权利要求1所述的托架,其特征在于:该延长部件的后部区域的正面基本上对应于一或者多个下列情况:人造臼齿的一个或者多个上下齿咬合表面;牙弓的人造尖牙。
9.根据权利要求1所述的托架,其特征在于:该延长部件的前部区域变形进入大致在后尖牙区域的延长部件的后部区域,朝着在第二两尖齿区域的更水平的排列逐渐变平,并且该延长部件的前部区域包括大约在第一和第二臼齿的后部区域下面的基本水平的平坦区域。
10.根据权利要求1所述的托架,其特征在于:该延长部件包括大约在第一和第二臼齿的后部区域下面的基本水平的平坦区域。
11.根据权利要求1所述的托架,其特征在于:每一后部区域包括一个粗糙表面。
12.根据权利要求1所述的托架,其特征在于:包括穿过延长部件的一个或者多个孔。
13.根据权利要求1所述的托架,其特征在于:包括至少一个在托架的至少两个部分之间的关节。
14.根据权利要求13所述的托架,其特征在于:所述至少一个关节基本上设置在托架的前部区域的中心。
15.根据权利要求13所述的托架,其特征在于:所述至少一个关节设置在托架的至少一个后部区域内。
16.根据权利要求13所述的托架,其特征在于:包括一个在托架的左后部区域的关节,一个在托架的右后部区域的关节和一个在托架前部区域的关节。
17.根据权利要求1所述的托架,其特征在于:包括至少一颗连接托架的假牙。
18.根据权利要求17所述的托架,其特征在于:包括至少一颗假牙夹持在托架上。
19.根据权利要求1所述的托架,其特征在于:至少一颗假牙是包括一人造牙龈区域的夹持单元的一部分。
20.根据权利要求19所述的托架,其特征在于:该夹持单元是一个前部单元或者后部单元。
21.根据权利要求1所述的托架,其特征在于:包括一个或者多个安装在托架上的假牙,以及一个或者多个空间空间,用于固定一个夹持假牙或一个夹持单元,该一个夹持单元包括至少一个人造牙龈区域的假牙。
22.根据权利要求17所述的托架,其特征在于:至少一颗假牙永久地附着在该延长部件上。
23.根据权利要求17所述的托架,其特征在于:至少一颗假牙可调节地附着在该延长部件上。
24.根据权利要求23所述的托架,其特征在于:至少一颗假牙经由一个紧固件、穿过该延长部件内的孔附着在该延长部件上,该延长部件内的孔用于粘接假牙各自的背部。
25.根据权利要求24所述的托架,其特征在于:该假牙各自的背部包括用于结合紧固件一端的凹槽。
26.根据权利要求24所述的托架,其特征在于:该假牙各自的背部包括一个与紧固件一端的凹形关节接合的凸形凸起。
27.根据权利要求24所述的托架,其特征在于:至少一颗假牙的任一个或者两个下列位置相对于孔是可调节的:垂直位置、侧面位置。
28.根据权利要求24所述的托架,其特征在于:至少一颗假牙的切牙斜度角相对于延长部件的前部区域是可调节的。
29.一种用于牙弓的托架第一部分和托架第二部分之间的关节,该关节包括:
具有凸起的第一部分,包括一个穿过该第一部分的豆形孔;
第二部分,包括一个豆形凹槽以便与豆形凸起接合;并且
一个穿过凸起内的豆形孔和凹槽内的孔的销,从而在一个单独平面内第一部分能够枢接于第二部分。
30.根据权利要求29所述的托架,其特征在于:包括三个在豆形孔和豆形凸起之间的接触点。
31.一种用于牙弓的托架第一部分和托架第二部分之间的关节,该关节包括:
具有凸起的第一部分;以及
第二部分,包括一个接收和接合第一部分的凸起的凹槽,并且允许在第一部分和第二部分之间相对移动。
32.一种用于评估牙弓尺寸的弓形部件,该弓形部件包括:
一对在前部区域左右两侧的前部孔,用于指示尖牙的位置;以及
至少一对在后部区域左右两侧的后部孔,用于指示臼齿的位置。
33.根据权利要求32所述的弓形部件,其特征在于:至少一对后部孔指示下列情况之一:第一臼齿的近中搭扣牙尖的位置;第二臼齿的位置;第二臼齿的中心窝位置。
34.根据权利要求32所述的弓形部件,其特征在于:包括两对后部孔,其中,
在后部区域的左右两侧的第一对后部孔,指示第一臼齿的近中搭扣牙尖的位置;以及
在比第一对后部孔更后面的后部区域的第二对后部孔,指示第二臼齿的位置。
35.根据权利要求34所述的弓形部件,其特征在于:该第二对后部孔指示第二臼齿的中心窝的位置。
36.根据权利要求32所述的弓形部件,其特征在于:一对前部孔和至少一对后部孔的相对位置相当于牙弓的一个尺寸。
37.根据权利要求32所述的弓形部件,其特征在于:包括邻近每一前部孔的一个或者多个标记,与表示锥形牙弓形式或者方形牙弓形式的尖牙的标记之一对齐。
38.根据权利要求32所述的弓形部件,其特征在于:包括从其上延伸便于使用的把手。
39.根据权利要求32所述的弓形部件,其特征在于:用于患者口腔或者患者口腔的模型。
40.根据权利要求32所述的弓形部件,其特征在于:包括至少一个活动地插入弓形部件的一个或者多个前部孔和/或一个或者多个后部孔的连接体,用于将弓形部件连接到一个基托上。
41.根据权利要求40所述的弓形部件,其特征在于:该连接体包括应用到该连接体本体底部的粘接剂。
42.一种评估牙弓尺寸的系统,该系统包括一系列弓形部件,每一个弓形部件包括一对在前部区域的左右两侧用于指示尖牙位置的前部孔和至少一对在后部区域的左右两侧用于指示臼齿位置的后部孔,其特征在于:每一个弓形部件的一对前部孔和一对后部孔的相对位置相当于牙弓的一个尺寸。
43.根据权利要求42所述的系统,其特征在于:该系列包括三个或者更多弓形部件相当于包括三个或者更多牙弓尺寸的方案。
44.根据权利要求43所述的系统,其特征在于:该系列和该方案包括5种牙弓尺寸。
45.一种确定牙弓尺寸的方法,包括:
在牙弓上设置不同尺寸的一个或者多个系列的弓形部件,每一个弓形部件包括一对在前部区域的左右两侧用于测量尖牙位置的前部孔,以及至少一对在后部区域的左右两侧用于测量臼齿位置的后部孔;以及
确定基于弓形部件上的牙弓的尺寸,从而使尖牙和臼齿的位置完全匹配。
46.一种用于假牙的基板材料包括嵌入到柔性生物适应性增强型筛网中的丙烯酸树脂复合层。
47.根据权利要求46所述的基板材料,其特征在于:该增强型筛网是生物适应性的柔性玻璃纤维。
48.一种柔性丙烯酸树脂复合材料的长度包括用于连接假牙的人造牙齿的一系列弓形切口,以便模拟树胶的外表。
49.根据权利要求48所述的柔性丙烯酸树脂复合材料的长度,其特征在于:该弓形切口与假牙的颈部区域连接。
50.根据权利要求48所述的柔性丙烯酸树脂复合材料的长度,其特征在于:该弓形切口与颈部区域的复合或者丙烯酸领圈连接。
51.一种用于如权利要求48所述的柔性丙烯酸树脂复合材料的长度的模子,其特征在于:该模子包括一个具有表面图案的带,用于在柔性丙烯酸树脂复合材料上压印凸起。
52.根据权利要求51所述的模子,其特征在于:该带是金属的。
53.一种用于获取牙嵴的模型的柔性缓冲嵌件,该嵌件具有近似于牙弓的形状,并且包括在嵌件的密封外层的胶体。
54.根据权利要求53所述的嵌件,其特征在于:下列情况的任一个或者两者都是透明的:胶体;嵌件的外层。
55.根据权利要求53所述的嵌件,其特征在于:包括一个近似于下牙弓的弓形形状。
56.根据权利要求53所述的嵌件,其特征在于:包括一个下牙嵴的横截面形状的基本上U形的横截面。
57.根据权利要求53所述的嵌件,其特征在于:包括一个大致与上牙嵴和上颚相一致的横截面形状。
58.一种用于上下假牙的基托,该基托由柔性生物适应性增强型筛网的丙烯酸树脂复合层形成,其特征在于:至少柔性生物适应性增强型筛网的一部分是暴露的。
59.根据权利要求58所述的基托,其特征在于:至少柔性生物适应性增强型筛网的暴露部分是用于上牙的基托的穹顶。
60.根据权利要求58所述的基托,其特征在于:至少柔性生物适应性增强型筛网的暴露部分是基托的周围边缘。
61.根据权利要求58所述的基托,其特征在于:对于下牙,该基托包括下列情况的任一种或者两种:柔性唇侧区域、柔性舌侧区域。
62.一种用于连接上基托的组织接触面的后部区域的压痕部件,以提高上颚上的上牙的保持性。
63.根据权利要求62所述的压痕部件,其特征在于:该压痕部件延伸了一个在振荡线的上牙嵴的左右结节之间的软腭的宽度。
64.根据权利要求62所述的压痕部件,其特征在于:该压痕部件包括两个相邻的、从压痕部件的基托向腭的腭横缝的受压软组织延伸的逐渐变窄的区域。
65.一种制作假牙的方法,包括:暂时地将基托贴在患者的口腔牙嵴上;暂时地用复合材料的一个或者多个轻度固化触点牙弓粘到基托上;校准相对于基托和患者牙齿尺寸的牙弓位置,直到获得理想位置为止;以及复合材料的轻度固化触点。
66.根据权利要求65所述的方法,其特征在于:包括在获得与上基托和患者牙齿尺寸对应的上牙弓的理想位置和合适尺寸之后,让反向下牙弓的咬合面与相关的上牙弓相互交错。
67.根据权利要求65所述的方法,其特征在于:包括获得相对于下基托的下牙弓的理想位置和适合的尺寸,接着让反向上牙弓的咬合面和相关的下牙弓相互交错。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2008902951 | 2008-06-11 | ||
| AU2008902951A AU2008902951A0 (en) | 2008-06-11 | Dentures, dental arches and methods of manufacture | |
| AU2008906576 | 2008-12-22 | ||
| AU2008906576A AU2008906576A0 (en) | 2008-12-22 | Dentures, dental arches and methods of manufacture | |
| PCT/AU2009/000731 WO2009149502A1 (en) | 2008-06-11 | 2009-06-11 | Dentures, dental arches and methods of manufacture |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310095766.8A Division CN103142321A (zh) | 2008-06-11 | 2009-06-11 | 假牙、牙弓以及制造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102098980A true CN102098980A (zh) | 2011-06-15 |
Family
ID=41416280
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310095766.8A Pending CN103142321A (zh) | 2008-06-11 | 2009-06-11 | 假牙、牙弓以及制造方法 |
| CN2009801292396A Pending CN102098980A (zh) | 2008-06-11 | 2009-06-11 | 假牙、牙弓以及制造方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310095766.8A Pending CN103142321A (zh) | 2008-06-11 | 2009-06-11 | 假牙、牙弓以及制造方法 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20110129796A1 (zh) |
| EP (1) | EP2306923A1 (zh) |
| JP (1) | JP5411260B2 (zh) |
| CN (2) | CN103142321A (zh) |
| AR (1) | AR072109A1 (zh) |
| AU (1) | AU2009257183B2 (zh) |
| CA (1) | CA2728309A1 (zh) |
| NZ (1) | NZ589852A (zh) |
| RU (1) | RU2510252C2 (zh) |
| TW (2) | TWI412349B (zh) |
| WO (1) | WO2009149502A1 (zh) |
| ZA (2) | ZA201009058B (zh) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102670340A (zh) * | 2012-05-25 | 2012-09-19 | 周小陆 | 稳定咬合板一次压膜同步咬合面成形的方法 |
| CN104363857A (zh) * | 2012-06-15 | 2015-02-18 | 维他牙科产品有限公司 | 用于制备部分或全口牙科用修复体的方法 |
| CN104394796A (zh) * | 2012-06-22 | 2015-03-04 | 株式会社Gc | 总义齿床的制作方法 |
| CN104688367A (zh) * | 2015-02-15 | 2015-06-10 | 山东沪鸽口腔材料股份有限公司 | 一种活动义齿的制作方法 |
| CN104983478A (zh) * | 2015-08-07 | 2015-10-21 | 胡相臣 | 一种假牙 |
| CN107684465A (zh) * | 2016-08-03 | 2018-02-13 | 佛山市诺威科技有限公司 | 一种义齿桥连接体数字化生成方法 |
| CN108852541A (zh) * | 2018-08-07 | 2018-11-23 | 佛山科学技术学院 | 一种牙科修复用纯钛支架基托 |
| CN110368116A (zh) * | 2019-08-28 | 2019-10-25 | 广州柏纶义齿科技有限公司 | 一种假牙牙垫及其制作方法 |
| CN111743644A (zh) * | 2014-05-21 | 2020-10-09 | 阿莱恩技术有限公司 | 具有弱化区域的模具 |
| CN112006793A (zh) * | 2020-08-21 | 2020-12-01 | 南京医科大学附属口腔医院 | 一种球囊水压型牙齿矫正装置 |
| CN112368759A (zh) * | 2018-06-07 | 2021-02-12 | 株式会社德山齿科 | 演示用器具 |
| CN112618074A (zh) * | 2020-12-30 | 2021-04-09 | 吴瑛 | 一种基于预成牙列结构的半成品全口义齿及全口义齿的快速制作方法 |
| CN115245395A (zh) * | 2022-07-27 | 2022-10-28 | 荣嘉医疗科技(集团)有限公司 | 一种合成树脂牙 |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8402973B2 (en) * | 2010-08-16 | 2013-03-26 | Apnicure, Inc. | Method and system for sizing an oral device |
| US20150037760A1 (en) | 2010-11-03 | 2015-02-05 | Timothy C. Thompson | System and Process for Duplication of Dentures |
| US9402698B2 (en) * | 2010-11-03 | 2016-08-02 | Global Dental Service LLC | Systems and processes for forming anatomical features in dentures |
| US9213784B2 (en) | 2010-11-03 | 2015-12-15 | Global Dental Science Llc | System and process for optimization of dentures |
| US9155599B2 (en) | 2010-11-03 | 2015-10-13 | Global Dental Science Llc | Systems and processes for forming anatomical features in dentures |
| PT2489328E (pt) * | 2011-02-17 | 2013-07-05 | Biosaf In S R L | Superstrutura de armação modular para implantes dentários |
| JP5820679B2 (ja) * | 2011-09-30 | 2015-11-24 | 株式会社ジーシー | 歯科用印象用トレー |
| US8875398B2 (en) | 2012-01-04 | 2014-11-04 | Thomas J. Balshi | Dental prosthesis and method of its production utilizing standardized framework keys and matching premanufactured teeth |
| US9364302B2 (en) | 2012-02-08 | 2016-06-14 | Global Dental Science Llc | Process and systems for molding thermosetting plastics |
| JP5875916B2 (ja) * | 2012-03-26 | 2016-03-02 | 紫朗 高梨 | 歯槽頂線ガイドライト装置 |
| US10389333B2 (en) | 2013-02-19 | 2019-08-20 | Global Dental Science Llc | Removable system and method for dentures and surgical guides |
| US9867684B2 (en) | 2013-03-14 | 2018-01-16 | Global Dental Sciences LLC | System and process for manufacturing of dentures |
| US9055993B2 (en) | 2013-08-29 | 2015-06-16 | Global Dental Science Llc | Denture reference and registration system |
| US9737382B2 (en) * | 2013-12-27 | 2017-08-22 | James R. Glidewell Dental Ceramics, Inc. | Apparatus and methods of making denture devices |
| US9707061B2 (en) | 2013-12-27 | 2017-07-18 | James R. Glidewell Dental Ceramics, Inc. | Apparatus and methods of making denture devices |
| US10251733B2 (en) | 2014-03-03 | 2019-04-09 | Global Dental Science Llc | System and method for manufacturing layered dentures |
| US10206764B2 (en) | 2014-03-03 | 2019-02-19 | Global Dental Sciences, LLC | System and method for manufacturing layered dentures |
| TWI548404B (zh) * | 2014-05-13 | 2016-09-11 | Wen-Xin Qiu | Reconstruction of complete denture and its device |
| US9750585B2 (en) * | 2014-05-14 | 2017-09-05 | Good Fit Technologies, Inc. | Method of fabricating a denture |
| CN104490481B (zh) * | 2014-12-12 | 2016-05-25 | 孙鹏元 | 钢托软衬义齿 |
| CN104546199B (zh) * | 2015-02-02 | 2016-03-02 | 温州医科大学附属口腔医院 | 一种Spee曲线深度测量装置 |
| US11648084B2 (en) | 2015-06-11 | 2023-05-16 | Global Dental Science Llc | Positioning method and system for implant-supported dentures |
| RU2617229C1 (ru) * | 2016-03-09 | 2017-04-24 | Сергей Борисович Фищев | Способ оценки качества протезирования |
| US10729521B2 (en) * | 2016-03-11 | 2020-08-04 | National Dentex, Llc | Dental impression tray system and methods of use thereof |
| US10238474B2 (en) * | 2016-04-22 | 2019-03-26 | Tony Joseph Awad | Denture bite rim system with replica teeth |
| US11266486B2 (en) | 2016-06-20 | 2022-03-08 | Global Dental Science, LLC | Positioning handle and occlusal locks for removable prosthesis |
| RU2675687C1 (ru) * | 2018-01-15 | 2018-12-21 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Рязанский государственный медицинский университет имени академика И.П. Павлова" Министерства здравоохранения Российской Федерации | Иммедиат протез, применяемый в области фронтальной группы зубов верхней и нижней челюстей |
| CN109223218B (zh) * | 2018-10-24 | 2020-11-13 | 邢浩 | 支架式活动义齿cad/cam数字化制作方法 |
| KR102021098B1 (ko) * | 2018-11-19 | 2019-11-04 | 주식회사 디오 | 디지털보철 및 그의 제조방법 |
| JP6831861B2 (ja) * | 2019-01-25 | 2021-02-17 | 株式会社Grin | 歯科用測定器具、測定方法、及びアタッチメント器具 |
| US11660173B2 (en) * | 2019-02-15 | 2023-05-30 | Dentsply Sirona Inc. | Denture base and dental prosthesis |
| US11369455B2 (en) * | 2020-01-13 | 2022-06-28 | Image Navigation Ltd. | Stable affixation system for guided dental implantation |
| US11559373B2 (en) * | 2020-01-13 | 2023-01-24 | Image Navigation Ltd. | Stable winged affixation system for guided dental implantation |
| US10966799B1 (en) * | 2020-01-13 | 2021-04-06 | Image Navigation Ltd. | Stable affixation system for guided dental implantation |
| KR102592634B1 (ko) * | 2022-09-06 | 2023-10-23 | 주식회사 덴티스 | 복합 구조의 치과용 교정 시트 및 이를 이용한 치과용 교정 장치 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3916526A (en) * | 1973-05-10 | 1975-11-04 | Fred Frank Schudy | Method and apparatus for orthodontic treatment |
| US4202098A (en) * | 1979-02-12 | 1980-05-13 | Leonard Russo | Dental plate cushion |
| US5049075A (en) * | 1987-12-23 | 1991-09-17 | Marc Barrut | Dentures, as well as temporary dentures, and process for their fabrication |
| US5718584A (en) * | 1994-01-14 | 1998-02-17 | Wong; Nelson J. | Preformed posterior palatal seal for forming dentures and method |
| US6139321A (en) * | 1996-12-16 | 2000-10-31 | Macculloch; William Thomson | Device for dispensing artificial teeth |
| US20060084024A1 (en) * | 2004-10-14 | 2006-04-20 | Farrell Christopher J | Oral appliance |
| WO2007137379A2 (en) * | 2006-05-25 | 2007-12-06 | Universidade Estadual De Campinas - Unicamp | Set of prefabricated and flexible dental arches with adjustable teeth, dental arches kit, denture construction process and method of application of said arches in the denture construction process |
| WO2008039544A1 (en) * | 2006-09-28 | 2008-04-03 | Dentsply International Inc. | Methods of manufacturing dental appliances using surface treating compositions |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1071952A (en) * | 1912-10-19 | 1913-09-02 | Leo Perzin | Artificial tooth. |
| US1729461A (en) * | 1921-06-27 | 1929-09-24 | Eugene A Thayer | Prosthetic dentistry |
| US1692928A (en) * | 1922-10-03 | 1928-11-27 | Dentists Supply Co | Denture, partial denture, and method of making same |
| US1696422A (en) * | 1924-08-25 | 1928-12-25 | Eugene A Thayer | Prosthetic dentistry |
| US2413333A (en) * | 1942-11-25 | 1946-12-31 | Myerson Simon | Crown type tooth |
| US2585858A (en) * | 1948-04-28 | 1952-02-12 | Jacob D Schwartz | Artificial tooth with retention means |
| US3487545A (en) * | 1968-09-18 | 1970-01-06 | Bernard Weissman | Dental retaining splint,securing means therefor,and combination |
| US3813778A (en) * | 1972-12-01 | 1974-06-04 | Handel A Van | Flexible artificial denture |
| US4433960A (en) * | 1981-07-13 | 1984-02-28 | Garito Jon C | Extracoronal dental splint and splinting method |
| US4533325A (en) * | 1983-07-01 | 1985-08-06 | Dentsply Research & Development Corp. | Method and apparatus to produce artificial teeth for dentures |
| DE3534751A1 (de) * | 1985-09-28 | 1987-04-09 | Krupp Gmbh | Verfahren zur herstellung loesbarer zahnprothesen und zahnprothetische verbindungsvorrichtung |
| US4820157A (en) * | 1985-11-22 | 1989-04-11 | Salvo Christopher A | Dental bridge |
| US4906186A (en) * | 1988-10-31 | 1990-03-06 | France Jr Stanley L | Template for setting artificial teeth in a denture |
| KR100566123B1 (ko) * | 1999-03-26 | 2006-03-30 | 마사카즈 우에니시 | 마우스 피스 |
| US20030022133A1 (en) * | 2001-07-30 | 2003-01-30 | Kim Jin H. | Open upper denture |
| RU2214196C2 (ru) * | 2002-07-16 | 2003-10-20 | Федотов Виталий Пантелеевич | Полный съёмный протез нижней челюсти и способ его изготовления |
| US20050032024A1 (en) * | 2003-08-08 | 2005-02-10 | Paulino Castellon | Sleeve attachment system and method for use in preparation of overdentures |
| EP1824408A4 (en) * | 2004-11-10 | 2009-04-15 | Ortho Tain Inc | PREFORMED AND / OR ADAPTED SUPERIOR AND LOWER APPARATUS AND METHOD FOR ATTACHING THE APPARATUS TO A FIRST REGION OF A DENTITION AND MOVING TEETH ON A SECOND REGION OF THE DENTITION |
-
2009
- 2009-06-09 TW TW098119287A patent/TWI412349B/zh not_active IP Right Cessation
- 2009-06-09 TW TW101129880A patent/TW201247177A/zh unknown
- 2009-06-11 CA CA2728309A patent/CA2728309A1/en not_active Abandoned
- 2009-06-11 CN CN201310095766.8A patent/CN103142321A/zh active Pending
- 2009-06-11 NZ NZ589852A patent/NZ589852A/xx not_active IP Right Cessation
- 2009-06-11 CN CN2009801292396A patent/CN102098980A/zh active Pending
- 2009-06-11 WO PCT/AU2009/000731 patent/WO2009149502A1/en active Application Filing
- 2009-06-11 EP EP09761167A patent/EP2306923A1/en not_active Withdrawn
- 2009-06-11 AR ARP090102117A patent/AR072109A1/es unknown
- 2009-06-11 RU RU2010153382/14A patent/RU2510252C2/ru not_active IP Right Cessation
- 2009-06-11 JP JP2011512784A patent/JP5411260B2/ja not_active Expired - Fee Related
- 2009-06-11 AU AU2009257183A patent/AU2009257183B2/en not_active Ceased
- 2009-06-11 US US12/997,570 patent/US20110129796A1/en not_active Abandoned
-
2010
- 2010-12-15 ZA ZA2010/09058A patent/ZA201009058B/en unknown
-
2012
- 2012-03-14 ZA ZA2012/01901A patent/ZA201201901B/en unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3916526A (en) * | 1973-05-10 | 1975-11-04 | Fred Frank Schudy | Method and apparatus for orthodontic treatment |
| US4202098A (en) * | 1979-02-12 | 1980-05-13 | Leonard Russo | Dental plate cushion |
| US5049075A (en) * | 1987-12-23 | 1991-09-17 | Marc Barrut | Dentures, as well as temporary dentures, and process for their fabrication |
| US5718584A (en) * | 1994-01-14 | 1998-02-17 | Wong; Nelson J. | Preformed posterior palatal seal for forming dentures and method |
| US6139321A (en) * | 1996-12-16 | 2000-10-31 | Macculloch; William Thomson | Device for dispensing artificial teeth |
| US20060084024A1 (en) * | 2004-10-14 | 2006-04-20 | Farrell Christopher J | Oral appliance |
| WO2007137379A2 (en) * | 2006-05-25 | 2007-12-06 | Universidade Estadual De Campinas - Unicamp | Set of prefabricated and flexible dental arches with adjustable teeth, dental arches kit, denture construction process and method of application of said arches in the denture construction process |
| WO2008039544A1 (en) * | 2006-09-28 | 2008-04-03 | Dentsply International Inc. | Methods of manufacturing dental appliances using surface treating compositions |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102670340A (zh) * | 2012-05-25 | 2012-09-19 | 周小陆 | 稳定咬合板一次压膜同步咬合面成形的方法 |
| CN104363857B (zh) * | 2012-06-15 | 2018-09-21 | 维他牙科产品有限公司 | 用于制备部分或全口牙科用修复体的方法 |
| CN104363857A (zh) * | 2012-06-15 | 2015-02-18 | 维他牙科产品有限公司 | 用于制备部分或全口牙科用修复体的方法 |
| US10299898B2 (en) | 2012-06-15 | 2019-05-28 | Vita Zahnfabrik H. Rauter Gmbh & Co. Kg | Method for preparing a partial or full dental prosthesis |
| CN104394796A (zh) * | 2012-06-22 | 2015-03-04 | 株式会社Gc | 总义齿床的制作方法 |
| CN111743644B (zh) * | 2014-05-21 | 2022-03-15 | 阿莱恩技术有限公司 | 具有弱化区域的模具 |
| CN111743644A (zh) * | 2014-05-21 | 2020-10-09 | 阿莱恩技术有限公司 | 具有弱化区域的模具 |
| CN104688367A (zh) * | 2015-02-15 | 2015-06-10 | 山东沪鸽口腔材料股份有限公司 | 一种活动义齿的制作方法 |
| CN104983478A (zh) * | 2015-08-07 | 2015-10-21 | 胡相臣 | 一种假牙 |
| CN107684465A (zh) * | 2016-08-03 | 2018-02-13 | 佛山市诺威科技有限公司 | 一种义齿桥连接体数字化生成方法 |
| CN112368759B (zh) * | 2018-06-07 | 2022-06-14 | 株式会社德山齿科 | 演示用器具 |
| US11779447B2 (en) | 2018-06-07 | 2023-10-10 | Tokuyama Dental Corporation | Demonstration instrument |
| CN112368759A (zh) * | 2018-06-07 | 2021-02-12 | 株式会社德山齿科 | 演示用器具 |
| CN108852541A (zh) * | 2018-08-07 | 2018-11-23 | 佛山科学技术学院 | 一种牙科修复用纯钛支架基托 |
| CN108852541B (zh) * | 2018-08-07 | 2023-08-08 | 佛山科学技术学院 | 一种牙科修复用纯钛支架基托 |
| CN110368116A (zh) * | 2019-08-28 | 2019-10-25 | 广州柏纶义齿科技有限公司 | 一种假牙牙垫及其制作方法 |
| CN112006793B (zh) * | 2020-08-21 | 2022-01-14 | 南京医科大学附属口腔医院 | 一种球囊水压型牙齿矫正装置 |
| CN112006793A (zh) * | 2020-08-21 | 2020-12-01 | 南京医科大学附属口腔医院 | 一种球囊水压型牙齿矫正装置 |
| CN112618074B (zh) * | 2020-12-30 | 2022-04-26 | 吴瑛 | 一种基于预成牙列结构的半成品全口义齿及全口义齿的快速制作方法 |
| CN112618074A (zh) * | 2020-12-30 | 2021-04-09 | 吴瑛 | 一种基于预成牙列结构的半成品全口义齿及全口义齿的快速制作方法 |
| CN115245395A (zh) * | 2022-07-27 | 2022-10-28 | 荣嘉医疗科技(集团)有限公司 | 一种合成树脂牙 |
| CN115245395B (zh) * | 2022-07-27 | 2024-01-26 | 荣嘉医疗科技(集团)有限公司 | 一种合成树脂牙 |
Also Published As
| Publication number | Publication date |
|---|---|
| NZ589852A (en) | 2013-11-29 |
| TWI412349B (zh) | 2013-10-21 |
| AR072109A1 (es) | 2010-08-04 |
| CA2728309A1 (en) | 2009-12-17 |
| ZA201201901B (en) | 2014-12-23 |
| TW201247177A (en) | 2012-12-01 |
| ZA201009058B (en) | 2012-05-01 |
| AU2009257183A1 (en) | 2009-12-17 |
| US20110129796A1 (en) | 2011-06-02 |
| JP2011523872A (ja) | 2011-08-25 |
| EP2306923A1 (en) | 2011-04-13 |
| RU2010153382A (ru) | 2012-07-20 |
| RU2510252C2 (ru) | 2014-03-27 |
| JP5411260B2 (ja) | 2014-02-12 |
| AU2009257183B2 (en) | 2012-02-02 |
| WO2009149502A1 (en) | 2009-12-17 |
| TW201002272A (en) | 2010-01-16 |
| CN103142321A (zh) | 2013-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102098980A (zh) | 假牙、牙弓以及制造方法 | |
| US6666684B1 (en) | Impression and foundation system for implant-supported prosthesis | |
| US4380435A (en) | Permanent one visit bonded bridge no drilling, and kit therefor | |
| US20170325919A1 (en) | Method of making a denture | |
| KR19990087401A (ko) | 단일 치아 복구 시스템 | |
| US20090233255A1 (en) | Set of prefabricated and flexible dental arches with adjustable teeth, dental arches kit, denture construction process and method of application of said arches in the denture construction process | |
| JPS6090552A (ja) | 義歯作製のための方法および装置 | |
| US20150305838A1 (en) | Disposable Mouth Articulation System | |
| JPS63119750A (ja) | 義歯を製造する方法及び装置並びにその製品 | |
| KR102027338B1 (ko) | 디지털 부분틀니 제조방법 | |
| JP2024029092A (ja) | 義歯、基準義歯及び義歯の作製方法 | |
| KR100865080B1 (ko) | 치열 교정 브라켓 및 이를 이용한 치열 교정 시스템 | |
| JP2009106686A (ja) | 蝋義歯の製造方法、ならびにそれに用いる人工歯列用標準陰型および咬合嵌合位決定用陰型 | |
| KR102161707B1 (ko) | 디지털 방식 및 아날로그 방식 겸용 교합기 및 그 교합기를 이용한 교합 치열 모형 제작방법 | |
| JP2022537351A (ja) | ブレーシングボディ(bracing body)を有する付加製造義歯床 | |
| KR101999375B1 (ko) | 디지털틀니 제조방법 | |
| JP6468676B2 (ja) | 連結人工歯、義歯作製キット及び義歯作製方法 | |
| JPH0880306A (ja) | 可動性連結人工歯及びその使用方法 | |
| JP2002263120A (ja) | 義歯製作装置 | |
| AU2012201852A1 (en) | Dentures, dental arches and methods of manufacture | |
| Massad et al. | Complete denture prosthodontics: modern approaches to old concerns | |
| JP6630089B2 (ja) | 基準義歯床、基準義歯、義歯作製キット及びこれを用いる義歯作製方法 | |
| JPH1085239A (ja) | 義歯の製造方法及び位置決め用連結歯 | |
| US2539883A (en) | Artificial teeth | |
| RU95504U1 (ru) | Зубочелюстной протез |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1157174 Country of ref document: HK |
|
| AD01 | Patent right deemed abandoned |
Effective date of abandoning: 20110615 |
|
| C20 | Patent right or utility model deemed to be abandoned or is abandoned | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: WD Ref document number: 1157174 Country of ref document: HK |