CN102000968A - 汽车转向器螺杆轴承装配工装及装配工艺 - Google Patents
汽车转向器螺杆轴承装配工装及装配工艺 Download PDFInfo
- Publication number
- CN102000968A CN102000968A CN 201010523130 CN201010523130A CN102000968A CN 102000968 A CN102000968 A CN 102000968A CN 201010523130 CN201010523130 CN 201010523130 CN 201010523130 A CN201010523130 A CN 201010523130A CN 102000968 A CN102000968 A CN 102000968A
- Authority
- CN
- China
- Prior art keywords
- screw
- overcoat
- screw rod
- steel ball
- assembly tooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Rolling Contact Bearings (AREA)
Abstract
一种汽车转向器螺杆轴承装配工装,包括外套和与外套滑动连接的内套,所述内套的通孔上部设有平底扩孔,平底扩孔的孔口具有倒角,所述外套高出于内套,外套高出端的孔口具有倒角,外套的孔口倒角部分和内套的孔口倒角部分形成进料斗;所述内套的下部设有径向螺纹孔,所述外套的下部对应内套的径向螺纹孔处设有由上竖槽和下横槽组成的角尺形槽,一锁定螺钉通过外套上的角尺形槽拧入内套的径向螺纹孔中。本发明提出的装配工装通过内、外套孔口形成的进料斗,使钢球能自动滚入保持架各球兜孔中,外套上升可以将钢球裹在其中,本装配工装设计巧妙、结构简单,使用方便,大大减少了螺杆轴承的装配时间,而且产品质量稳定。
Description
技术领域
本发明涉及汽车转向器的螺杆轴承装配工装及螺杆轴承组件装配工艺。
背景技术
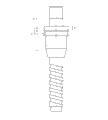
汽车转向器中的螺杆轴承是汽车转向器的重要组件之一,图1至图3是螺杆轴承示图,由螺杆1、保持架2、钢球3、下螺杆圈4、上螺杆圈5、前盖6、螺塞7组成。所述螺杆1的头部1-1具有定位凸环体,定位凸环体1-2上设有圆弧槽1-3,所述钢球3置于上述圆弧槽中,钢球3之间由所述保持架2隔开。在螺杆轴承的装配过程中,需要把下螺杆圈4、保持架2和上螺杆圈5套在螺杆1上,保持架2的每球兜孔中放一钢球3,螺杆1带着下螺杆圈4、保持架2、钢球3和上螺杆圈5安装在前盖6和螺塞7之间。目前上述螺杆轴承的安装是不借助任何工装纯手工操作,装配过程中,需要在保持架球兜孔中先挤入固体润滑脂,再把钢球一粒粒放入保持架各球兜孔中,钢球由固体润滑脂粘在保持架球兜孔中定位。由于放置钢球所化费的时间较长,螺杆轴承的装配工序成了生产流水线中的瓶颈,另外,由于固体润滑脂的使用,容易发生固体润滑脂阻塞油路的故障。
发明内容
本发明的一个目的是提出一种汽车转向器螺杆轴承装配工装,可以快速安装钢球,有助于提高汽车转向器螺杆轴承的装配速度。本发明的另一个目的是提出利用上述装配工装装配汽车转向器螺杆轴承的工艺。
为达到上述目的之一,即一种汽车转向器螺杆轴承装配工装,本发明采取的技术方案如下:1、一种汽车转向器螺杆轴承装配工装,其特征在于:包括外套和与外套滑动连接的内套,所述内套的通孔上部设有平底扩孔,平底扩孔的孔口具有倒角,所述外套高出于内套,外套高出端的孔口具有倒角,外套的孔口倒角部分和内套的孔口倒角部分形成进料斗;所述内套的下部设有径向螺纹孔,所述外套的下部对应内套的径向螺纹孔处设有由上竖槽和下横槽组成的角尺形槽,一锁定螺钉通过外套上的角尺形槽拧入内套的径向螺纹孔中。
所述外套的孔口倒角的斜面为内套的孔口倒角的斜面的延伸面。
为达到上述目的之二,即利用权利要求1 所述的汽车转向器螺杆轴承装配工装进行装配螺杆轴承的装配工艺,本发明采取的技术方案如下:
所述装配工装包括外套、内套和锁定螺钉;汽车转向器螺杆轴承包括螺杆、保持架、钢球、下螺杆圈、上螺杆圈、前盖、螺塞,装配工艺如下:
①.下螺杆圈放入前盖内,备用;
②.螺杆以其头部向下放入工装的内套中,将保持架套至螺杆上,抓适量钢球放到由外套的倒角部分和内套的倒角部分形成的进料斗上,钢球自动滚入保持架2的兜孔中,稍转动一下装配工装,保证保持架的各兜孔都填入一个钢球;
③.将装配工装的外套提升并旋转,使锁定螺钉处于外套的角尺形槽的下横槽中,旋紧锁定螺钉,外套将钢球裹要其中,保持架与螺杆同时锁定;
④.将螺杆和装配工装倒向插入备用的前盖,直至装配工装被下螺杆圈挡住;
⑤. 旋松锁定螺钉,反方向旋转外套,使锁定螺钉返回角尺形槽的上竖槽,复位外套,保持架与钢球一起进入下螺杆圈,取出装配工装;
⑥.安装上螺杆圈,将螺塞旋入前盖,完成装配。
本发明具有如下积极效果:本发明提出的装配工装通过内、外套孔口形成的进料斗,使钢球能自动滚入保持架各球兜孔中,提升外套,外套即可将钢球裹在其中,而且能锁定,此时搬动螺杆,钢球也不会脱落,装配工装携带螺杆、保持架和钢球一起进入前盖中,而且装配工装的取出也非常方便,本装配工装设计巧妙、结构简单,使用方便,大大提高了螺杆轴承的装配时间,解决了流水线生产中汽车转向器螺杆轴承装配速度慢的问题,而且产品质量稳定。
附图说明
为了使本发明的内容更容易被清楚的理解,下面根据具体实施例并结合附图,对本发明作进一步详细的说明。
图1是汽车转向器螺杆轴承总装图。
图2是汽车转向器螺杆轴承的螺杆示图。
图3是汽车转向器螺杆轴承的保持架示图。
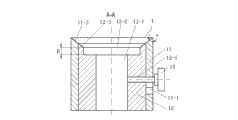
图4是装配工装示图。
图5是装配工装的外套示图。
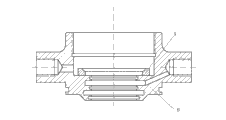
图6至图11是装配示图。
具体实施方式
实施例1
本装配工装是用来安装汽车转向器螺杆轴承的,所以装配工装的形状和大小必须与待安装的汽车转向器螺杆轴承的零件配合。
见图1至图3,汽车转向器螺杆轴承包括螺杆1、保持架2、钢球3、下螺杆圈4、上螺杆圈5、前盖6、螺塞7。所述螺杆1的头部1-1具有的定位环体1-2和钢球置放环体1-3,定位环体1-2的直径略小于钢球置放环体1-3,钢球置放环体1-3上具有圆弧槽1-3-1,所述钢球3放置在钢球置放环体1-3的圆弧槽1-3-1中,钢球3之间由套在螺杆1上的上述保持架2隔开。所述前盖6具有通孔,通孔前部的直径较大为大径部,螺杆的定位环体1-2和钢球置放环体1-3处于该通孔的大径部中,大径部的前部具有螺纹,用来连接所述螺塞7。所述保持架可以采用中国专利号是200630126084.X或200630126083.5的外观设计所公开的保持架。
见图4和图5,所述装配工装包括外套11和与外套11滑动连接的内套12,外套11的外径小于前盖6通孔的大径部的直径,也就是前盖6通孔的大径部能容纳装配工装的进入。所述内套12具有允许螺杆1的头部1-1进入的通孔12-1,通孔12-1上部设有定位用的平底扩孔12-2,平底扩孔12-2的直径大于螺杆定位凸环体1-2的直径,即平底扩孔12-2能容纳定位凸环体1-2,平底扩孔12-2的高度H一般不超出定位凸环体1-2的高度h,平底扩孔12-2高度H的设计原则是有利钢球进入保持架。平底扩孔的孔口具有倒角12-3,倒角12-3的角度α在45°~55°。所述外套11高出于内套12,外套11的上孔口具有倒角11-2,所述外套11的孔口倒角11-2的斜面为内套12的孔口倒角11-2的斜面的延伸面,外套11孔口的倒角部分和和内套12孔口的倒角部分形成进料斗T。外套高出于内套12的高度与倒角的大小有关。内套12的下部套壁上设有径向螺纹孔12-4。所述外套11的套壁下部设有由上竖槽11-1-1和下横槽11-1-2组成的角尺形槽11-1,上竖槽11-1-1的长度关系到外套11能上升的高度,外套11上升的高度至少半个钢球的高度。一锁定螺钉13通过外套11上的角尺形槽11-1拧入内套12的螺纹孔12-4中。
装配工艺如下:
①.见图6,下螺杆圈4放入前盖6内,备用;
②.见图7,装配工装的锁定螺钉13处于外套11上的上竖槽11-1-1的上端与内套12的径向螺纹孔12-4连接,此时,外套11的孔口倒角11-2的斜面为内套12的孔口倒角11-2的斜面的延伸面;螺杆1以其头部向下放入装配工装的内套12中,将保持架2套至螺杆1上,抓适量的钢球3放在由外套的倒角和内套的倒角形成的进料斗T上,钢球3能自动滚入保持架2的兜孔中,稍转动一下装配工装,保证保持架2的各兜孔都填入一个钢球;
③. 见图8,将装配工装的外套11提升并旋转,使锁定螺钉13处于外套12的角尺形槽的下横槽11-1-2的终端,旋紧锁定螺钉13,螺钉13抵住外套12,此时,外套12将钢球裹要其中,钢球被定位,保持架与螺杆同时锁定;
④. 见图9,将螺杆和装配工装倒向插入前盖6,直至装配工装被下螺杆圈4挡住;旋松锁定螺钉13,反方向旋转外套,使锁定螺钉13返回角尺形槽11-1的上竖槽的顶端,外套11复位,保持架带动钢球进入下螺杆圈4;
⑤. 见图10,取出装配工装;
⑥. 见图11,安装上螺杆圈5,将螺塞7旋入前盖6,完成装配。
Claims (3)
1.一种汽车转向器螺杆轴承装配工装,其特征在于:包括外套(11)和与外套(11)滑动连接的内套(12),所述内套(12)的通孔(12-1)上部设有平底扩孔(12-2),平底扩孔的孔口具有倒角(12-3),所述外套(11)高出于内套(12),外套(11)高出端的孔口具有倒角(11-2),外套(11)的孔口倒角部分和内套(12)的孔口倒角部分形成进料斗(T);所述内套(12)的下部设有径向螺纹孔(12-4),所述外套(11)的下部对应内套(12)的径向螺纹孔处设有由上竖槽(11-1-1)和下横槽(11-1-2)组成的角尺形槽(11-1),一锁定螺钉(13)通过外套(11)上的角尺形槽(11-1)拧入内套(12)的径向螺纹孔(12-4)中。
2.根据权利要求1所述的汽车转向器螺杆轴承装配工装,其特征在于:所述外套(11)的孔口倒角(11-2)的斜面为内套(12)的孔口倒角(11-2)的斜面的延伸面。
3.一种由权利要求1 所述的汽车转向器螺杆轴承装配工装进行装配螺杆轴承的装配工艺,装配工装包括外套(11)、内套(12)和锁定螺钉(13);汽车转向器螺杆轴承包括螺杆(1)、保持架(2)、钢球(3)、下螺杆圈(4)、上螺杆圈(5)、前盖(6)、螺塞(7),装配工艺如下:
①.下螺杆圈(4)放入前盖(6)内,备用;
②.螺杆(1)以其头部向下放入工装的内套(12)中,将保持架(2)套至螺杆(1)上,抓适量钢球(3)放到由外套的倒角部分和内套的倒角部分形成的进料斗(T)上,钢球(3)自动滚入保持架2的兜孔中,稍转动一下装配工装,保证保持架(2)的各兜孔都填入一个钢球;
③.将装配工装的外套(11)提升并旋转,使锁定螺钉(13)处于外套(12)的角尺形槽(11-1)的下横槽中,旋紧锁定螺钉(13),外套(12)将钢球裹要其中,保持架与螺杆同时锁定;
④.将螺杆和装配工装倒向插入备用的前盖(6),直至装配工装被下螺杆圈(4)挡住;
⑤. 旋松锁定螺钉(13),反方向旋转外套,使锁定螺钉(13)返回角尺形槽(11-1)的上竖槽,复位外套(11),保持架与钢球一起进入下螺杆圈(4),取出装配工装;
⑥.安装上螺杆圈(5),将螺塞(7)旋入前盖(6),完成装配。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010105231305A CN102000968B (zh) | 2010-10-28 | 2010-10-28 | 汽车转向器螺杆轴承装配工装及装配工艺 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010105231305A CN102000968B (zh) | 2010-10-28 | 2010-10-28 | 汽车转向器螺杆轴承装配工装及装配工艺 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102000968A true CN102000968A (zh) | 2011-04-06 |
| CN102000968B CN102000968B (zh) | 2012-04-18 |
Family
ID=43808809
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010105231305A Active CN102000968B (zh) | 2010-10-28 | 2010-10-28 | 汽车转向器螺杆轴承装配工装及装配工艺 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102000968B (zh) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103738394A (zh) * | 2014-01-07 | 2014-04-23 | 南通环球转向器制造有限公司 | 动力转向器的装配方法 |
| CN104354053A (zh) * | 2014-11-10 | 2015-02-18 | 浙江省平湖市工具厂 | 一种铣床的自动上料装置所用的调节螺杆 |
| CN104539086A (zh) * | 2014-12-09 | 2015-04-22 | 张斐斐 | 一种发电机上用的外套管结构 |
| CN106457492A (zh) * | 2014-04-07 | 2017-02-22 | 纽弗雷公司 | 插入工具 |
| CN110883534A (zh) * | 2019-11-22 | 2020-03-17 | 河南飞龙(芜湖)汽车零部件有限公司 | 一种电子水泵安装用六角螺钉拧紧装置 |
| CN114505673A (zh) * | 2022-02-18 | 2022-05-17 | 苏州寿力气体设备有限公司 | 一种空压机主机排气端螺杆间隙调整工艺 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4984345A (en) * | 1988-09-09 | 1991-01-15 | Tsukishima Kikai Co., Ltd. | Jig for fixing bearing |
| CN2332539Y (zh) * | 1998-08-03 | 1999-08-11 | 于家和 | 轴承装配器 |
| CN2937660Y (zh) * | 2006-07-21 | 2007-08-22 | 常州市武滚轴承有限公司 | 汽车转向器轴承保持架 |
| CN201096178Y (zh) * | 2007-08-23 | 2008-08-06 | 沙市久隆汽车动力转向器有限公司 | 循环球式动力转向器转向螺杆总成 |
-
2010
- 2010-10-28 CN CN2010105231305A patent/CN102000968B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4984345A (en) * | 1988-09-09 | 1991-01-15 | Tsukishima Kikai Co., Ltd. | Jig for fixing bearing |
| CN2332539Y (zh) * | 1998-08-03 | 1999-08-11 | 于家和 | 轴承装配器 |
| CN2937660Y (zh) * | 2006-07-21 | 2007-08-22 | 常州市武滚轴承有限公司 | 汽车转向器轴承保持架 |
| CN201096178Y (zh) * | 2007-08-23 | 2008-08-06 | 沙市久隆汽车动力转向器有限公司 | 循环球式动力转向器转向螺杆总成 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103738394A (zh) * | 2014-01-07 | 2014-04-23 | 南通环球转向器制造有限公司 | 动力转向器的装配方法 |
| CN103738394B (zh) * | 2014-01-07 | 2016-05-11 | 南通环球转向器制造有限公司 | 动力转向器的装配方法 |
| CN106457492A (zh) * | 2014-04-07 | 2017-02-22 | 纽弗雷公司 | 插入工具 |
| CN106457492B (zh) * | 2014-04-07 | 2020-01-10 | 纽弗雷公司 | 插入工具 |
| CN104354053A (zh) * | 2014-11-10 | 2015-02-18 | 浙江省平湖市工具厂 | 一种铣床的自动上料装置所用的调节螺杆 |
| CN104539086A (zh) * | 2014-12-09 | 2015-04-22 | 张斐斐 | 一种发电机上用的外套管结构 |
| CN110883534A (zh) * | 2019-11-22 | 2020-03-17 | 河南飞龙(芜湖)汽车零部件有限公司 | 一种电子水泵安装用六角螺钉拧紧装置 |
| CN110883534B (zh) * | 2019-11-22 | 2020-11-10 | 河南飞龙(芜湖)汽车零部件有限公司 | 一种电子水泵安装用六角螺钉拧紧装置 |
| CN114505673A (zh) * | 2022-02-18 | 2022-05-17 | 苏州寿力气体设备有限公司 | 一种空压机主机排气端螺杆间隙调整工艺 |
| CN114505673B (zh) * | 2022-02-18 | 2023-10-20 | 日立压缩机(苏州)有限公司 | 一种空压机主机排气端螺杆间隙调整工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102000968B (zh) | 2012-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102000968B (zh) | 汽车转向器螺杆轴承装配工装及装配工艺 | |
| CN106402599B (zh) | 一种应用于自动化设备的可调式工业相机支架 | |
| CN205712554U (zh) | 一种建筑用抗震支架斜拉连接件 | |
| CN203031238U (zh) | 一种顶拔器 | |
| CN204182921U (zh) | 一种轴类零件车加工设备 | |
| CN202461079U (zh) | 一种冲瓶机用翻转夹瓶装置 | |
| CN201597014U (zh) | 一种气缸体凸轮轴衬套压装工具 | |
| CN202964563U (zh) | 皮碗式封严结构组装工具 | |
| CN201565787U (zh) | 一种数控车床辅助支撑用中心架 | |
| CN203599909U (zh) | 一种齿轮定位结构 | |
| CN203926466U (zh) | 凸轮轴与正时齿轮连接结构 | |
| CN205381661U (zh) | 一种角度可选的转弯传输机构 | |
| CN203805777U (zh) | 房车 | |
| CN202072237U (zh) | 连接车门内饰板托料架的吊具 | |
| CN206029208U (zh) | 自行车前叉太阳花安装治具 | |
| CN206268196U (zh) | 一种改进型支杆联接结构 | |
| CN201346096Y (zh) | 伸缩衣架 | |
| CN213057384U (zh) | 一种便于喷塑的共享单车车把 | |
| CN214837942U (zh) | 一种圆柱滚子轴承滚动体自动装配设备 | |
| CN212859181U (zh) | 一种外撑式瓶胚检测固定装置 | |
| CN214617678U (zh) | 矿山机械固定装置 | |
| CN204002865U (zh) | 一种液控单向阀及与其配合的液压支架立柱柱头 | |
| CN200989374Y (zh) | 一种可以分离外圈的向心球轴承 | |
| CN202927275U (zh) | 一种轿底电缆架 | |
| CN203652034U (zh) | 童车车头连接固件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |