CN101972788A - 一种辊轮旋压液压推挤式冷拔钢管用制头机 - Google Patents
一种辊轮旋压液压推挤式冷拔钢管用制头机 Download PDFInfo
- Publication number
- CN101972788A CN101972788A CN 201010254750 CN201010254750A CN101972788A CN 101972788 A CN101972788 A CN 101972788A CN 201010254750 CN201010254750 CN 201010254750 CN 201010254750 A CN201010254750 A CN 201010254750A CN 101972788 A CN101972788 A CN 101972788A
- Authority
- CN
- China
- Prior art keywords
- main shaft
- clamping
- main
- bearing
- belt wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Metal Extraction Processes (AREA)
Abstract
一种辊轮旋压液压推挤式冷拔钢管用制头机,属于无缝钢管制造设备领域,包括床身,床身上设置主传动装置、主轴支承装置、辊轮旋压装置、钢管夹紧装置和液压推挤装置;主传动装置包括主电机、电机带轮和主轴带轮;主轴支承装置包括轴承座箱体和主轴;辊轮旋压装置包括自定心三爪卡盘,自定心三爪卡盘的一侧固定连接法兰,另一侧连接三个夹爪,每个夹爪上分别连接辊轮;钢管夹紧装置包括夹紧模箱体,夹紧模箱体内设置至少一组夹紧模组,各组夹紧模组包括两个夹紧模,两个夹紧模的一侧分别通过间隔板连接夹紧油缸;液压推挤装置包括两个固定在床身上的主推油缸,每个主推油缸的伸缩杆分别连接夹紧模箱体。本发明结构简单合理,制头精度高。
Description
技术领域
本发明涉及一种辊轮旋压液压推挤式冷拔钢管用制头机,适用于冷拔无缝钢管行业,特别是用于中大口径冷拔无缝钢管行业,主要用于钢管在冷拔之前的钢管头部制头,属无缝钢管制造设备技术领域。
背景技术
现有的冷拔钢管制头设备主要用空气锤,夹板锤、回转锻造机,其结构复杂,制头精度低,且所制钢管头部被扎死,给后道处理带来不便,且所制头部较长,金属损耗大。对于中大直径钢管,现有制头设备无能为力。
发明内容
本发明的目的主要是提供一种结构简单,使用方便的辊轮旋压液压推挤式冷拔钢管用制头机。
本发明的目的是这样实现的:一种辊轮旋压液压推挤式冷拔钢管用制头机,包括床身,床身上设置主传动装置、主轴支承装置、辊轮旋压装置、钢管夹紧装置和液压推挤装置;所述主传动装置包括主电机、电机带轮和主轴带轮,主电机固定在所述床身上,电机带轮设置在主电机的输出轴上,电机带轮和主轴带轮通过V型带连接;所述主轴支承装置包括轴承座箱体和主轴,轴承座箱体固定在所述床身上,主轴与主电机的输出轴平行设置,所述主轴带轮设置在主轴的一端,主轴通过三组轴承支撑在轴承座箱体内,其中一组轴承设置在靠近主轴带轮的一端,另外两组设置在远离主轴带轮的一端;所述辊轮旋压装置包括自定心三爪卡盘,自定心三爪卡盘的一侧固定连接法兰,所述法兰固定连接在主轴远离主轴带轮的一端,自定心三爪卡盘的另一侧连接三个夹爪,每个夹爪上分别连接辊轮;所述钢管夹紧装置包括夹紧模箱体,夹紧模箱体内设置至少一组夹紧模组,各组夹紧模组包括两个夹紧模,两个夹紧模的一侧分别通过间隔板连接夹紧油缸,两个夹紧油缸相向设置并与主轴的径向方向平行;所述液压推挤装置包括两个固定在所述床身上的主推油缸,两个主推油缸分别与主轴的轴向方向平行,每个主推油缸的伸缩杆分别连接夹紧模箱体。
钢管制头时,根据要制头钢管的规格选好夹紧模,通过调整自定心三爪卡盘上的三个辊轮的位置,配合成需制出钢管头部的形状,首先将钢管头部在中频线圈上加热至900-1000度,再通过制头机推挤油缸后面的辊道将钢管输送到靠近辊轮旋压的部位后停止前进。开动双向夹紧油缸,油缸头部联着间隔板,间隔板推着夹紧模双向压紧,通过调整液压系统的工作压力可实现夹紧力可调。夹紧完成后,开动主传动,主电机通过皮带传动带动主轴旋转,主轴带动联接在上面的自定心三爪卡盘一起转动,从而带动三爪一起转动,使得安装在三爪上的三个辊轮一起旋转,三个辊轮旋转后,辊轮上的母线形成一封闭的空间,这个空间就是钢管需制头后的形状。钢管夹紧后,推挤油缸推动夹紧装置夹住钢管前进,在油缸的推挤力的作用下,钢管在通过三个辊轮后,就形成制头需要的形状。
本发明结构简单合理紧凑,生产制造容易,制头精度高。本装置由于设置了液压双向夹紧和液压推挤,使用操作灵活,提高了冷拔钢管制头的精度和效率,可广泛用于中大口径冷拔无缝管的制头,特别适用大吨位液压冷拔机生产无缝钢管,有很好的推广价值。
为了制头时定心准确,保证冷拔时钢管不致偏心,设置了双向夹紧机构,并采用了自定心三爪卡盘来保证上面安装的三个辊轮的中心和夹紧中心位置一致。
所述三组轴承中其中设置在外端的轴承的外端分别设置轴承端盖,每个轴承端盖分别与轴承座箱体固定连接。
为增强主轴钢度,所述三组轴承中其中靠近主轴带轮一端的轴承是单列圆锥滚子轴承,远离主轴带轮一端的两组轴承分别是单列圆锥滚子轴承和双列调心滚子轴承。主轴的支承采用了圆锥滚子轴承和双列调心滚子轴承的组合来实现。
附图说明
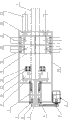
图1为本发明的一种结构示意图。
图2为图1的俯视图
图3为辊轮的结构示意图。
图4为夹紧模组的结构示意图。
图中,1待制头钢管,2主电机,3电机皮带轮,4V型带,5主轴,6轴承端盖,7轴承座箱体,8第一单列圆锥滚子轴承,9第二单列圆锥滚子轴承,10双列滚子调心轴承,11第一法兰,12三爪卡盘,13夹爪,14圆螺母,15轴承压盖,16辊轮,17第三单列圆锥滚子轴承,18夹紧模箱体,19夹紧模组,19-1夹紧模,20间隔板,21夹紧油缸,22第二法兰,23推挤油缸,24床身。
具体实施方式
如图1、2所示,为一种辊轮旋压液压推挤式冷拔钢管用制头机,包括床身24,床身24上设置主传动装置、主轴支承装置、辊轮旋压装置、钢管夹紧装置和液压推挤装置。
主传动装置包括主电机2、电机带轮3和主轴带轮25,主电机2固定在床身24上,电机带轮3设置在主电机2的输出轴上,电机带轮3和主轴带轮25通过V型带4连接。
主轴支承装置包括轴承座箱体7和主轴5,轴承座箱体7固定在床身24上,主轴5与主电机2的输出轴平行设置,主轴带轮25设置在主轴5的一端,主轴5通过第一单列圆锥滚子轴承8、第二单列圆锥滚子轴承9和双列滚子调心轴承10支撑在轴承座箱体7内,其中第一单列圆锥滚子轴承8设置在靠近主轴带轮25的一端,第二单列圆锥滚子轴承9和双列滚子调心轴承10设置在远离主轴带轮25的一端。第一单列圆锥滚子轴承8和双列滚子调心轴承10的外端分别设置轴承端盖6,每个轴承端盖6分别通过六角螺栓与轴承座箱体7固定连接。
辊轮旋压装置包括自定心三爪卡盘12,自定心三爪卡盘12的一侧固定连接第一法兰11,第一法兰11固定连接在主轴5远离主轴带轮25的一端,自定心三爪卡盘12的另一侧连接三个夹爪13,每个夹爪13上分别通过圆螺母14、轴承压盖15、第三单列圆锥滚子轴承17连接辊轮16,如图3所示。三个辊轮在不同位置均可配制成不同孔型(更换辊轮可实现钢管宽组距制头)。
钢管夹紧装置包括夹紧模箱体18,夹紧模箱体18内设置两组夹紧模组19,各组夹紧模组19包括两个夹紧模19-1,如图4所示。两个夹紧模19-1的一侧分别通过间隔板20连接夹紧油缸21,两个夹紧油缸21相向设置并与主轴5的径向方向平行。夹紧模19-1四侧均可使用且适用不同规格,夹紧模箱体18可通过底部与床身24配合面前后移动。
液压推挤装置包括两个主推油缸23,每个主推油缸23分别通过第二法兰22固定在床身24上,两个主推油缸23分别与主轴5的轴向方向平行,每个主推油缸23的伸缩杆分别连接夹紧模箱体18。
制头的主要过程是由床身后侧的两只推挤油缸23推动连接在油缸上的夹紧模箱体18,将钢管推入固定在三个夹爪13的上三个辊轮16配成的孔型完成。
钢管制头时,根据待制头钢管1的规格选好夹紧模19-1,通过调整自定心三爪卡盘12上的三个辊轮16的位置,配合成需制出钢管头部的形状,首先将钢管头部在中频线圈上加热900-1000度,再通过制头机挤推缸后面的辊道将钢管输送到靠近辊轮16的部位后停止前进。开动双向夹紧油缸21,油缸头部联着间隔板20,间隔板20推着夹紧模组19双向压紧,可将钢管1在此位置夹紧,通过调整液压系统的工作压力可实现夹紧力可调。夹紧后开动主电机2,主电机通过V型带4传动带动主轴5旋转,主轴带动联接在上面的自定心三爪卡盘12一起转动,从而带动三爪13一起转动,使得安装在三爪上的三个辊轮16一起旋转,三个辊轮旋转后,辊轮上的母线形成一封闭的空间,这个空间就是钢管需制头后的形状。钢管夹紧且主传动运转后,推挤油缸23推动夹紧装置夹住钢管前进,在油缸23的推挤力的作用下,钢管1在通过三个辊轮后,就形成制头需要的形状。制好一根钢管后,开动输送辊道退出,重新拨入一根钢管重复以上制头工作。
Claims (3)
1.一种辊轮旋压液压推挤式冷拔钢管用制头机,其特征是:包括床身,床身上设置主传动装置、主轴支承装置、辊轮旋压装置、钢管夹紧装置和液压推挤装置;所述主传动装置包括主电机、电机带轮和主轴带轮,主电机固定在所述床身上,电机带轮设置在主电机的输出轴上,电机带轮和主轴带轮通过V型带连接;所述主轴支承装置包括轴承座箱体和主轴,轴承座箱体固定在所述床身上,主轴与主电机的输出轴平行设置,所述主轴带轮设置在主轴的一端,主轴通过三组轴承支撑在轴承座箱体内,其中一组轴承设置在靠近主轴带轮的一端,另外两组设置在远离主轴带轮的一端;所述辊轮旋压装置包括自定心三爪卡盘,自定心三爪卡盘的一侧固定连接法兰,所述法兰固定连接在主轴远离主轴带轮的一端,自定心三爪卡盘的另一侧连接三个夹爪,每个夹爪上分别连接辊轮;所述钢管夹紧装置包括夹紧模箱体,夹紧模箱体内设置至少一组夹紧模组,各组夹紧模组包括两个夹紧模,两个夹紧模的一侧分别通过间隔板连接夹紧油缸,两个夹紧油缸相向设置并与主轴的径向方向平行;所述液压推挤装置包括两个固定在所述床身上的主推油缸,两个主推油缸分别与主轴的轴向方向平行,每个主推油缸的伸缩杆分别连接夹紧模箱体。
2.根据权利要求1所述的辊轮旋压液压推挤式冷拔钢管用制头机,其特征是:所述三组轴承中其中设置在外端的轴承的外端分别设置轴承端盖,每个轴承端盖分别与轴承座箱体固定连接。
3.根据权利要求1或2所述的辊轮旋压液压推挤式冷拔钢管用制头机,其特征是:所述三组轴承中其中靠近主轴带轮一端的轴承是单列圆锥滚子轴承,远离主轴带轮一端的两组轴承分别是单列圆锥滚子轴承和双列调心滚子轴承。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010254750 CN101972788A (zh) | 2010-08-17 | 2010-08-17 | 一种辊轮旋压液压推挤式冷拔钢管用制头机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010254750 CN101972788A (zh) | 2010-08-17 | 2010-08-17 | 一种辊轮旋压液压推挤式冷拔钢管用制头机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101972788A true CN101972788A (zh) | 2011-02-16 |
Family
ID=43572711
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201010254750 Pending CN101972788A (zh) | 2010-08-17 | 2010-08-17 | 一种辊轮旋压液压推挤式冷拔钢管用制头机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101972788A (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102189213A (zh) * | 2011-03-09 | 2011-09-21 | 西安交通大学 | 一种内螺纹管旋锻成形送料装置 |
| CN102350446A (zh) * | 2011-10-25 | 2012-02-15 | 张铮 | 一种旋转式辊轮头部制定机 |
| CN107282562A (zh) * | 2017-08-12 | 2017-10-24 | 南通国盛精密机械有限公司 | 一种油箱清洗可移动平台 |
| CN110640007A (zh) * | 2019-09-12 | 2020-01-03 | 太原科技大学 | 一种立卧两用旋压机 |
| CN114226478A (zh) * | 2021-11-30 | 2022-03-25 | 四川航天川南火工技术有限公司 | 一种航天火工装置用含能粉体材料铜管自动拉伸装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB574722A (en) * | 1944-01-24 | 1946-01-17 | Clarence Lennon Dewey | Metal tube shaping machines |
| JP2001286955A (ja) * | 2000-04-11 | 2001-10-16 | Sakamoto Industry Co Ltd | 管の成形方法及び成形装置 |
| CN2467223Y (zh) * | 2001-02-20 | 2001-12-26 | 李家安 | 可调式旋压金属管棒制头机 |
| CN200945499Y (zh) * | 2006-09-15 | 2007-09-12 | 江苏龙城洪力液压设备有限公司 | 高精度液压冷拔管机 |
| CN201015781Y (zh) * | 2007-08-01 | 2008-02-06 | 吉林众合机械设备有限公司 | 无内胎辐板成型机 |
| CN101219440A (zh) * | 2008-01-28 | 2008-07-16 | 江苏龙城洪力液压设备有限公司 | 冷拔机拔车及金属管材的拔制工艺 |
| CN201791763U (zh) * | 2010-08-17 | 2011-04-13 | 江苏诚德钢管股份有限公司 | 一种辊轮旋压液压推挤式冷拔钢管用制头机 |
-
2010
- 2010-08-17 CN CN 201010254750 patent/CN101972788A/zh active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB574722A (en) * | 1944-01-24 | 1946-01-17 | Clarence Lennon Dewey | Metal tube shaping machines |
| JP2001286955A (ja) * | 2000-04-11 | 2001-10-16 | Sakamoto Industry Co Ltd | 管の成形方法及び成形装置 |
| CN2467223Y (zh) * | 2001-02-20 | 2001-12-26 | 李家安 | 可调式旋压金属管棒制头机 |
| CN200945499Y (zh) * | 2006-09-15 | 2007-09-12 | 江苏龙城洪力液压设备有限公司 | 高精度液压冷拔管机 |
| CN201015781Y (zh) * | 2007-08-01 | 2008-02-06 | 吉林众合机械设备有限公司 | 无内胎辐板成型机 |
| CN101219440A (zh) * | 2008-01-28 | 2008-07-16 | 江苏龙城洪力液压设备有限公司 | 冷拔机拔车及金属管材的拔制工艺 |
| CN201791763U (zh) * | 2010-08-17 | 2011-04-13 | 江苏诚德钢管股份有限公司 | 一种辊轮旋压液压推挤式冷拔钢管用制头机 |
Non-Patent Citations (1)
| Title |
|---|
| 《一种技术》 20071231 赵兴顺等 SNG3500数控车床尾座主轴的改造 第72-73页 , 第6期 2 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102189213A (zh) * | 2011-03-09 | 2011-09-21 | 西安交通大学 | 一种内螺纹管旋锻成形送料装置 |
| CN102350446A (zh) * | 2011-10-25 | 2012-02-15 | 张铮 | 一种旋转式辊轮头部制定机 |
| CN107282562A (zh) * | 2017-08-12 | 2017-10-24 | 南通国盛精密机械有限公司 | 一种油箱清洗可移动平台 |
| CN110640007A (zh) * | 2019-09-12 | 2020-01-03 | 太原科技大学 | 一种立卧两用旋压机 |
| CN114226478A (zh) * | 2021-11-30 | 2022-03-25 | 四川航天川南火工技术有限公司 | 一种航天火工装置用含能粉体材料铜管自动拉伸装置 |
| CN114226478B (zh) * | 2021-11-30 | 2024-05-03 | 四川航天川南火工技术有限公司 | 一种航天火工装置用含能粉体材料铜管自动拉伸装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100588481C (zh) | 管端旋压扩口翻边机 | |
| CN101972788A (zh) | 一种辊轮旋压液压推挤式冷拔钢管用制头机 | |
| CN103143604B (zh) | 一种管材内壁环状沟槽的滚压成型装置 | |
| CN103920837B (zh) | 一种带有外置变径机构的交流伺服式旋锻机 | |
| CN205147698U (zh) | 一种筒体封头翻转焊接机 | |
| CN112893555B (zh) | 一种用于钢管生产的辅助夹持装置 | |
| CN108556020B (zh) | 一种用于管材切割的夹持装置 | |
| CN106238480B (zh) | 油压式钢管拉拔机 | |
| CN201791763U (zh) | 一种辊轮旋压液压推挤式冷拔钢管用制头机 | |
| CN206286336U (zh) | 油压式钢管拉拔机 | |
| CN105834283B (zh) | 一种带有自动送料机构的烟管冲孔用冲床 | |
| CN114178452A (zh) | 一种无缝钢管径向锻造设备及其锻造方法 | |
| CN112222193B (zh) | 一种冷轧金属无缝管材新型回转送进装置 | |
| CN110893429B (zh) | 一种金属波纹管内部滚压成形装置 | |
| CN2900014Y (zh) | 应用于车床设备的管材缩口装置 | |
| CN201768796U (zh) | 一种钢管制头机的辊轮旋压装置 | |
| CN115229017B (zh) | 一种异形对轮旋压机 | |
| CN101947590A (zh) | 一种钢管制头机的辊轮旋压装置 | |
| CN112536363A (zh) | 一种用于侧边定位的辅助模具设备 | |
| CN102528135A (zh) | 一种全自动数控钢管切割机 | |
| CN202411505U (zh) | 一种全自动数控钢管切割机 | |
| CN110586792B (zh) | 一种高效翅片管加工成套装备 | |
| CN104588771B (zh) | 一种钢骨架复合塑料管在线锯切机组 | |
| CN210730836U (zh) | 一种用于楔横轧机喂料机械手的夹持机构 | |
| CN206356444U (zh) | 一种汽车球笼保持架的精准转位装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20110216 |