CN101648242A - 一种柴油机油底壳拉延模及拉延方法 - Google Patents
一种柴油机油底壳拉延模及拉延方法 Download PDFInfo
- Publication number
- CN101648242A CN101648242A CN200810073743A CN200810073743A CN101648242A CN 101648242 A CN101648242 A CN 101648242A CN 200810073743 A CN200810073743 A CN 200810073743A CN 200810073743 A CN200810073743 A CN 200810073743A CN 101648242 A CN101648242 A CN 101648242A
- Authority
- CN
- China
- Prior art keywords
- die
- punch
- blank holder
- diesel engine
- interior
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
本发明公开了一种柴油机油底壳拉延模,包括凸模、凹模组件和压边圈组件,在凹模组件底部设有用于凹模组件导正和承载的支撑块。本发明还公开了一种拉延方法,包括:将展开料置于凹模工作表面的相应位置正确定位;压边圈下行压展开料至额定压边力,此时凹模镶块与压边圈镶块压紧;凸模下行压紧展开料中心成形部位至额定拉延力;将拉延完成的拉延制件卸下,凸模和压边圈分别复位,利用支撑块和内活块完成快速换模。本发明公开的柴油机油底壳拉延模及拉延方法,能实现一套模具压制两种不同型号的油底壳,提高了油底壳的成品率,降低了模具的生产成本。
Description
技术领域
本发明涉及一种生产油底壳模具及模具的使用方法,特别涉及一种柴油机油底壳拉延模及拉延方法。
背景技术
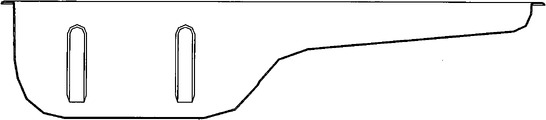
在柴油机油底壳的制造过程中,两种型号的柴油机油底壳,一种为阶梯式平底带凸缘盒形件,另一种为阶梯式斜底带凸缘盒形件,两者外围尺寸相同,阶梯形状不同,拉延系数大。目前,国内外生产类似拉伸件,都是采用一种产品一套模具,所生产的拉伸件的废品率很高,生产效率过低,模具的使用寿命短,加工成本高,远达不到企业综合效益的要求。
发明内容
本发明的目的是公开一种柴油机油底壳拉延模及拉延方法,以解决目前生产柴油机油底壳采用一种产品一套模具,废品率高、生产效率低、模具使用寿命短等问题。
为了实现以上目的,本发明公开了一种柴油机油底壳拉延模,包括凸模、凹模组件和压边圈组件,在凹模组件底部设有用于凹模组件导正和承载的支撑块。
上述技术方案中,凹模组件包括凹模、内凹模和凹模镶块,内凹模设置于凸模的下方,凹模设置于内凹模的外部,凹模镶块设置于凹模上部、压边圈组件的相应位置处。
上述技术方案中,压边圈组件包括压边圈和压边圈镶块,压边圈镶块安装于凹模镶块正上方,拉延时两者紧靠设置。
上述技术方案中,还包括阻延组件,阻延组件包括横截面成U型的阻延筋和阻延槽,阻延筋设置于压边圈镶块上,阻延槽设置于凹模镶块上。
上述技术方案中,还包括复合定位导向组件,复合定位导向组件包括导套、导柱、短导向板和长导向板,长导向板、短导向板紧靠并设置于凸模的外部,导柱套装于导套内。
上述技术方案中,还包括垫板,垫板设置于内凹模下部,用于调整拉延模拉伸深度。
本发明还公开了一种柴油机油底壳拉延方法,包括以下步骤:将展开料置于凹模工作表面的相应位置正确定位;压边圈下行压展开料至额定压边力,此时凹模镶块与压边圈镶块压紧;凸模下行压紧展开料中心成形部位至额定拉延力;将拉延完成的拉延制件卸下,凸模和压边圈分别复位,利用支撑块和内活块完成快速换模。
上述技术方案中,利用支撑块和内活块完成快速换模具体包括下列步骤:使凸模下行与内凹模接触,松开凸模螺钉,内活块上行,底缸上行,顶出内凹模,专用吊具卸下凸模和内凹模,再吊装另一组凸模和内凹模进行换模。
上述技术方案中,再吊装另一组凸模和内凹模进行换模具体包括下列步骤:吊装另一组凸模和内凹模置于凹模的腔内,由支撑块自动使内凹模正位,内活块下行,用凸模螺钉固紧凸模,空行正常后即完成更换油底壳拉延模的步骤。
本发明公开的柴油机油底壳拉延模及拉延方法,能实现一套模具压制两种不同型号的油底壳,提高了油底壳的成品率,降低了模具的生产成本。
附图说明
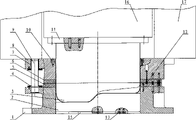
图1是本发明一种柴油机油底壳拉延模装配正视图;
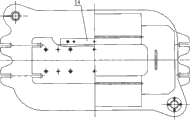
图2是本发明一种柴油机油底壳拉延模装配俯视图;
图3是本发明生产的阶梯式平底带凸缘盒油底壳产品示意图;
图4是本发明生产的阶梯式斜底带凸缘盒油底壳产品示意图;
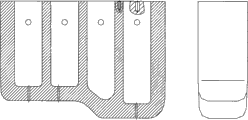
图5是阶梯式平底带凸缘盒油底壳产品凸模示意图;
图6是阶梯式平底带凸缘盒油底壳产品凹模示意图;
图7是阶梯式斜底带凸缘盒油底壳产品凸模示意图;
图8是阶梯式斜底带凸缘盒油底壳产品凹模示意图;
图9是本发明U型阻延筋与方型阻延槽结构示意图。
结合附图在其上标记以下附图标记:
1-凹模,2-内凹模,3-凸模,4-压板,5-凹模镶块,6-压边圈镶块,7-导套,8-压边圈,9-导柱,10-短导向板,11-凸模安装板,12-阻延筋,13-支撑块,14-长导向板,15-垫板,16-内活块,17-外活块。
具体实施方式
下面结合附图,对本发明的具体实施方式进行详细描述。
如图1-8所示公开了一种柴油机油底壳拉延模,主要包括:凸模3、由凹模1、内凹模2和凹模镶块5组成的凹模组件、由压边圈8、压边圈镶块6组成的压边圈组件,凸模3和内凹模2正对设置,凹模1设置于内凹模2的外部,凹模镶块5和压边圈镶块6正对紧靠设置。在凹模组件底部设有支撑块13,在凸模3顶部设有用于固定凸模3的内活块16,支撑块13作用于内凹模2的导正和承载,使内凹模2不需要固紧件连接;一模压制两件不同的油底壳,在于快速更换凸模3和内凹模2,而支撑块13和内活决16为快换凸模3和内凹模2提供了灵活的条件,具体请参见下列有关柴油机油底壳拉延模方法的具体描述。其中,凹模镶块5和压边圈镶块6采用高合金工具钢制造,凹模1、内凹模2和压边圈8采用QT铸铁制造,凹模组件和压边圈组件采用高合金工具钢平面分块镶拼结构,拉延模的工作表面硬度高、耐磨性好、制造工艺性优良,在拉延挤压状态下抗切向张力强,经精磨后平面度和表面光洁度高,承压面摩擦系数小,拉延过程模面发热量小,有利于降低模具的磨损,提高模具的使用寿命,满足大拉深系数的要求。
本发明柴油机油底壳拉延模还包括阻延组件,阻延组件包括阻延筋12和阻延槽,如图9所示,根据油底壳底面为阶梯结构的特点,在模具的合适位置布置U型阻延筋12和方型阻延槽,U型阻延筋12设置于压边圈镶块6上,U型阻延筋12工作横截面采用R弧面构成U型状;纵向是在垂直方向两端为15°切向斜面,在水平方向设有两端各25°夹角布置,构成立体的两端渐变形的变压差阻延区,中段为恒定压力阻延区,与凹模1对应的方形阻延槽组成阻延系统。
方型阻延槽设置于凹模镶块5上,U型阻延筋12和方型阻延槽把拉延状态中的材料整体平面运动改变为局部的平面U形运动,局部增加进料阻力,以形成最佳调节拉延过程各处材料流动速度和阻力的均匀性态势,使材料流入模腔的各区域流量有序、均匀,满足油底壳各部位拉延成型的需要,防止直边区材料流入过多而起皱,塑性变形强区及危险截面材料流入过少而开裂。
本发明柴油机油底壳拉延模还包括复合定位导向组件,复合定位导向组件包括长导向板14、短导向板10、导柱9和导套7,短导向板10、长导向板14紧靠并设置于凸模3的外部、短导向板10设置于凹模镶块5的正上方,导柱9夹装于短导向板10和压边圈8之间,导套7套装于导柱9上。本复合定位导向组件设置简单、可靠,以实现压力、拉延双动功能精确运动的定位导向需要。其中,导套7、导柱9主要作用于压边圈8与凹模型腔及阻延组件导正,长、短导向板定位系统用于凸模与凹模型腔相对位置导正及拉延导向作用,并有利于快速更换凸模,两者互为表里,既有功能区分又有功能合作。
本发明柴油机油底壳拉延模还包括垫板15,垫板15设置于内凹模2下部,用于调整拉延模拉伸深度,当需要调整制件拉伸深度时,可通过减薄垫板15厚度得到工艺补偿值。
本发明还提供了一种柴油机油底壳拉延方法,将展开料置于凹模1工作表面相应位置正确定位,压边圈8下行压住展开料至额定压边力,此时凹模镶块与压边圈镶块压紧,凸模3下行压紧展开料中心成形部位,拉延开始,凸模3压紧中心成形部位至额定拉延力,拉延结束后,凸模3和压边圈8分别复位至空况,内凹模2上行定出已完成拉延的拉延制件,取出展开料,内凹模2复位,一次柴油机油底壳拉延结束,开始快速换模。首先将凸模3下行与内凹模2接触,松开凸模螺钉,内活块16上行,底缸上行,顶出内凹模2,专用吊具卸下凸模3和内凹模2,再吊装另一组凸模3和内凹模2置于凹模1的腔内,由支撑块13自动使内凹模2正位,内活块16下行,用凸模螺钉固紧凸模3,空行正常后即可压制另一种油底壳,快速换模结束,从而实现一模压制两件不同油底壳的目的,其快速换模过程简单可行,不需要两套模具,不用重新调试模具,省时、省力、省费用,且能快速高效。
在上述拉延过程中,阻延筋12的的工作过程:展开料置于凹模1工作表面后,压边圈8下行压料,最先压料的是三处阻延筋12,使材料平面应变成U形压料状态,凸模3进入拉延状态,材料沿着模腔流动,通过阻延区的材料则由平面流动延变成U形流动;其中置于阻延筋12两端的材料则是在阻延渐变形区以0变压差阻延力向中段恒压最大阻延力引申,使阻延力从0到达峰值平稳过渡,防止材料流动产生突变而拉裂;阻延力大小通过调整阻延筋12的高度和侧隙来实现,在阻延糸统的作用下,使材料流动调节至各部位的均勺性、有序性,防止制件起皱、拉裂,提高制件刚性防止变形,是满足产品质量的重要措施。
本发明柴油机油底壳拉延模的装配流程为:在凹模1装上导柱9和压板4,把内凹模2装入凹模1的内腔;在压边圈8装上导套7和压板4,装上短导向板10、长导向板14;把压边圈8吊装套入在凹模1,把凸模3吊装套入在压边圈8的相应内腔里;检测和调整凹凸模的四周间隙均匀合格后,在短导向板10、长导向板14上配作定位销孔,压入定位销锁定模具相对位置。
本发明油底壳拉延模生产油底壳的过程为:本油底壳拉延模具适用于双动液压机,先把设备调整成双动功能状态;上工作台升到所需高度后,把模具安装在下工作台面的相应位置上;上工作台的内活块16下行接触凸模安装板11的顶面,校正后用螺钉把凸模3紧固于内活块16;上工作台的外活块17下行接触压边圈8顶面,校正后用螺钉把压边圈8固紧固于外活块17;空运行模具双动工况正常后,压边圈8、凸模3分别上行至各自所需高度;在凸凹模工作表面喷涂自制润滑剂;把展开料置于凹模1工作表面相应位置正确定位;压边圈8下行压料,施压至额定压边力;凸模3下行压紧展开料中心成形部位,模具进入拉延状态,施压至额定拉延力,迫使展开料向模腔有序流动拉延,直至凸模行程终了成型;卸荷后,凸模3上行复位至空况位置,压边圈8上行复位至空况位置;驱动设备下工作台内的底缸工作,底缸顶杆上行顶至垫板15,使内凹模2上行顶出已完成拉延的拉延制件,取拉延制件,底缸卸荷内凹模2复位。
本发明油底壳拉延展开料采用压边加阻延一次拉延成型的技术方案,防止了展开料拉延过程发生起皱或裂纹;采用压边圈镶块和凹模镶块结构提高耐磨抗压性能;采用导柱、导向板复合定位导向糸统,保证拉延过程的正确性和稳定性;采用凸凹模工作表面喷涂自制润滑剂,以改善拉延摩擦性能和降低拉延温度,有效提高制件质量和成品率。
以上公开的仅为本发明的几个具体实施例,但是,本发明并非局限于此,任何本领域的技术人员能思之的变化都应落入本发明的保护范围。
Claims (9)
1、一种柴油机油底壳拉延模,包括凸模、凹模组件和压边圈组件,其特征在于,在所述凹模组件底部设有用于凹模组件导正和承载的支撑块。
2、根据权利要求1所述的柴油机油底壳拉延模,其特征在于,所述凹模组件包括凹模、内凹模和凹模镶块,所述内凹模设置于所述凸模的下方,所述凹模设置于所述内凹模的外部,所述凹模镶块设置于所述凹模上部、所述压边圈组件的相应位置处。
3、根据权利要求2所述的柴油机油底壳拉延模,其特征在于,所述压边圈组件包括压边圈和压边圈镶块,所述压边圈镶块安装于所述凹模镶块正上方,拉延时两者紧靠设置。
4、根据权利要求2所述的柴油机油底壳拉延模,其特征在于,还包括阻延组件,所述阻延组件包括横截面成U型的阻延筋和阻延槽,所述阻延筋设置于所述压边圈镶块上,所述阻延槽设置于所述凹模镶块上。
5、根据权利要求2所述的柴油机油底壳拉延模,其特征在于,还包括复合定位导向组件,所述复合定位导向组件包括导套、导柱、短导向板和长导向板,所述短导向板、长导向板紧靠并设置于所述凸模的外部、所述导柱套装于所述导套内。
6、根据权利要求5所述的柴油机油底壳拉延模,其特征在于,还包括垫板,所述垫板设置于所述内凹模下部,用于调整拉延模拉伸深度。
7、一种柴油机油底壳拉延方法,其特征在于,包括以下步骤:
将展开料置于凹模工作表面的相应位置正确定位;
压边圈下行压所述展开料至额定压边力,此时凹模镶块与压边圈镶块压紧;
凸模下行压紧所述展开料中心成形部位至额定拉延力;
将拉延完成的拉延制件卸下,所述凸模和压边圈分别复位;
利用支撑块和内活块完成快速换模。
8、如权利要求7所述的柴油机油底壳拉延方法,其特征在于,所述利用支撑块和内活块完成快速换模具体包括下列步骤:
使所述凸模下行与所述内凹模接触,松开凸模螺钉;
内活块上行,底缸上行,顶出内凹模,专用吊具卸下所述凸模和内凹模;
再吊装另一组凸模和内凹模进行换模。
9、如权利要求8所述的柴油机油底壳拉延方法,其特征在于,所述再吊装另一组凸模和内凹模进行换模具体包括下列步骤:
吊装另一组凸模和内凹模置于所述凹模的腔内,由所述支撑块自动使所述内凹模正位;
所述内活块下行,用所述凸模螺钉固紧凸模;
空行正常后即完成更换油底壳拉延模的步骤。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200810073743A CN101648242A (zh) | 2008-08-12 | 2008-08-12 | 一种柴油机油底壳拉延模及拉延方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200810073743A CN101648242A (zh) | 2008-08-12 | 2008-08-12 | 一种柴油机油底壳拉延模及拉延方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201110218123A Division CN102327942A (zh) | 2008-08-12 | 2008-08-12 | 一种柴油机油底壳拉延方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101648242A true CN101648242A (zh) | 2010-02-17 |
Family
ID=41670630
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200810073743A Pending CN101648242A (zh) | 2008-08-12 | 2008-08-12 | 一种柴油机油底壳拉延模及拉延方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101648242A (zh) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102380553A (zh) * | 2011-10-19 | 2012-03-21 | 芜湖市恒联机电有限公司 | 前左安全气囊安装支架的冲压模具 |
| CN102423779A (zh) * | 2011-11-18 | 2012-04-25 | 青岛海尔模具有限公司 | 彩板拉延成型件的加工方法 |
| CN102861806A (zh) * | 2012-10-31 | 2013-01-09 | 机械科学研究总院先进制造技术研究中心 | 一种电机支架的倾斜热冲压成形方法 |
| CN103331371A (zh) * | 2013-05-27 | 2013-10-02 | 滁州凯旋模具制造有限公司 | 一种油底壳冲压模具及安装结构 |
| CN103599981A (zh) * | 2013-11-08 | 2014-02-26 | 中航飞机股份有限公司西安飞机分公司 | 一种t形三通管拉深成形方法 |
| CN104001799A (zh) * | 2013-12-21 | 2014-08-27 | 柳州市超凌顺机械制造有限公司 | 汽车左右尾门加强板双动模具 |
| CN104043713A (zh) * | 2014-06-26 | 2014-09-17 | 梧州恒声电子科技有限公司 | 一种双动压力机拉伸模具工艺 |
| CN105195590A (zh) * | 2015-09-25 | 2015-12-30 | 浙江方圆机电设备制造有限公司 | 一种油底壳加工方法 |
| CN107398504A (zh) * | 2016-05-20 | 2017-11-28 | 昆山钰立电子科技股份有限公司 | 电子称外壳快速冲压模具 |
| CN108188244A (zh) * | 2017-12-29 | 2018-06-22 | 四川明日宇航工业有限责任公司 | 飞机发动机的漏斗零件的加工方法 |
| CN108262403A (zh) * | 2018-03-28 | 2018-07-10 | 济南方大重弹汽车悬架有限公司 | 一种汽车钢板弹簧加工模具及其加工方法 |
| CN109550846A (zh) * | 2018-12-25 | 2019-04-02 | 广州敏实汽车零部件有限公司 | 中柱内板翻边模具及应用翻边模具的生产工艺 |
| CN110421067A (zh) * | 2019-07-19 | 2019-11-08 | 华中科技大学 | 一种蓄压器壳体的分步式成形装置及方法 |
-
2008
- 2008-08-12 CN CN200810073743A patent/CN101648242A/zh active Pending
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102380553A (zh) * | 2011-10-19 | 2012-03-21 | 芜湖市恒联机电有限公司 | 前左安全气囊安装支架的冲压模具 |
| CN102423779A (zh) * | 2011-11-18 | 2012-04-25 | 青岛海尔模具有限公司 | 彩板拉延成型件的加工方法 |
| CN102861806A (zh) * | 2012-10-31 | 2013-01-09 | 机械科学研究总院先进制造技术研究中心 | 一种电机支架的倾斜热冲压成形方法 |
| CN103331371B (zh) * | 2013-05-27 | 2016-08-10 | 滁州凯旋模具制造有限公司 | 一种油底壳冲压模具及安装结构 |
| CN103331371A (zh) * | 2013-05-27 | 2013-10-02 | 滁州凯旋模具制造有限公司 | 一种油底壳冲压模具及安装结构 |
| CN103599981A (zh) * | 2013-11-08 | 2014-02-26 | 中航飞机股份有限公司西安飞机分公司 | 一种t形三通管拉深成形方法 |
| CN103599981B (zh) * | 2013-11-08 | 2015-05-27 | 中航飞机股份有限公司西安飞机分公司 | 一种t形三通管拉深成形方法 |
| CN104001799A (zh) * | 2013-12-21 | 2014-08-27 | 柳州市超凌顺机械制造有限公司 | 汽车左右尾门加强板双动模具 |
| CN104043713A (zh) * | 2014-06-26 | 2014-09-17 | 梧州恒声电子科技有限公司 | 一种双动压力机拉伸模具工艺 |
| CN105195590A (zh) * | 2015-09-25 | 2015-12-30 | 浙江方圆机电设备制造有限公司 | 一种油底壳加工方法 |
| CN107398504A (zh) * | 2016-05-20 | 2017-11-28 | 昆山钰立电子科技股份有限公司 | 电子称外壳快速冲压模具 |
| CN108188244A (zh) * | 2017-12-29 | 2018-06-22 | 四川明日宇航工业有限责任公司 | 飞机发动机的漏斗零件的加工方法 |
| CN108262403A (zh) * | 2018-03-28 | 2018-07-10 | 济南方大重弹汽车悬架有限公司 | 一种汽车钢板弹簧加工模具及其加工方法 |
| CN109550846A (zh) * | 2018-12-25 | 2019-04-02 | 广州敏实汽车零部件有限公司 | 中柱内板翻边模具及应用翻边模具的生产工艺 |
| CN109550846B (zh) * | 2018-12-25 | 2024-05-14 | 广州敏实汽车零部件有限公司 | 中柱内板翻边模具及应用翻边模具的生产工艺 |
| CN110421067A (zh) * | 2019-07-19 | 2019-11-08 | 华中科技大学 | 一种蓄压器壳体的分步式成形装置及方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101648242A (zh) | 一种柴油机油底壳拉延模及拉延方法 | |
| CN107931427B (zh) | 一种汽车驱动后桥挡油板冲孔落料级进模具及其加工工艺 | |
| CN201889384U (zh) | 一锤锻成无飞边十字轴精锻模具 | |
| CN201913152U (zh) | 角钢角度调节模具 | |
| CN102327942A (zh) | 一种柴油机油底壳拉延方法 | |
| CN109013902B (zh) | 一种汽车驱动后桥挡油盘无搭边落料-成形复合模具及复合工艺 | |
| CN201960038U (zh) | 用于生产碗状饰品的拉深模具 | |
| CN108043959A (zh) | 一种热成形装置 | |
| CN2691726Y (zh) | 长条状凸筋铝合金无拔模斜度等温精密成形模具 | |
| CN208743597U (zh) | 一种六角头螺栓热墩成型模具 | |
| CN201871614U (zh) | 一种汽车减震器联板整形模具 | |
| CN205183534U (zh) | 一种组合式冲压模具 | |
| CN208912951U (zh) | 自动脱模冲压模具 | |
| CN103078452A (zh) | 一种在定、转子级进模中进行复合冲压的装置 | |
| CN207533817U (zh) | 一种冲压级进模的导向定位机构 | |
| CN207756725U (zh) | 一种厚料打薄成型模具 | |
| CN207447247U (zh) | 双浮式锁环冷精锻一步成形模 | |
| CN207170703U (zh) | 一种画板冲压模具 | |
| CN201470798U (zh) | 异型弹簧一次成型模具 | |
| CN202283581U (zh) | 一种换挡拨叉爪部镦厚成型模具 | |
| CN115673120A (zh) | 一种适用于35t重载铁路的ω型弹条的三次成型模具 | |
| CN205380807U (zh) | 绝缘子制备模具 | |
| CN209830018U (zh) | 汽车b柱上内板加强板的上下翻边模具 | |
| CN210817115U (zh) | 机械式模内送料机构 | |
| CN114082848A (zh) | 一种减少引深筒底表面宽度的模具及其方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Open date: 20100217 |