CN100556666C - 用于制造对齐的两面图案的幅材的装置和方法 - Google Patents
用于制造对齐的两面图案的幅材的装置和方法 Download PDFInfo
- Publication number
- CN100556666C CN100556666C CNB2004800301662A CN200480030166A CN100556666C CN 100556666 C CN100556666 C CN 100556666C CN B2004800301662 A CNB2004800301662 A CN B2004800301662A CN 200480030166 A CN200480030166 A CN 200480030166A CN 100556666 C CN100556666 C CN 100556666C
- Authority
- CN
- China
- Prior art keywords
- pattern
- width
- cloth material
- roller
- make
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/04—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing using rollers or endless belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
- B41F23/04—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing by heat drying, by cooling, by applying powders
- B41F23/0403—Drying webs
- B41F23/0406—Drying webs by radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/04—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing using rollers or endless belts
- B29C59/046—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing using rollers or endless belts for layered or coated substantially flat surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/08—Surface shaping of articles, e.g. embossing; Apparatus therefor by flame treatment ; using hot gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0822—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using IR radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0827—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using UV radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0855—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using microwave
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0866—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using particle radiation
- B29C2035/0877—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using particle radiation using electron radiation, e.g. beta-rays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/022—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing characterised by the disposition or the configuration, e.g. dimensions, of the embossments or the shaping tools therefor
- B29C2059/023—Microembossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0888—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using transparant moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2011/00—Optical elements, e.g. lenses, prisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2213/00—Arrangements for actuating or driving printing presses; Auxiliary devices or processes
- B41P2213/90—Register control
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Moulding By Coating Moulds (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Treatment Of Fiber Materials (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
一种装置,用于在幅材的两侧上铸上图案表面。该装置包括:第一图案辊;第二图案辊;以及用于使该第一和第二图案辊旋转的装置,使得该图案辊的图案在幅材处于连续运动的同时转印到该幅材的相对的侧面上。在该过程中,该图案辊的图案保持在至少100微米、且优选地是至少20微米范围内对齐。
Description
技术领域
本发明总的涉及材料在幅材上的连续铸造,并且更具体地涉及在幅材相对的侧面上的图案之间具有高对齐度的物品的铸造。
背景技术
在许多物品的制造中,从报纸的印刷到精密复杂的电子光学装置的制造,需要将一些至少暂时为液态的材料涂敷到基体的相对的侧面上。通常的是,所涂敷在基体上的材料被以预定的图案进行涂敷;例如在印刷的情况下,墨水以字母和图片的图案进行涂敷。在这样的情况下,通常存在对基体的相对侧面上的图案之间的对齐度有至少最小的要求。
当基体是如电路板的不连续物品时,图案的涂敷器通常会依靠边缘来帮助实现对齐。但是在基体是幅材且无法依靠基体的边缘来定期保持对齐时,该问题就变得有点困难。即便在幅材的情况下,当对于对齐的要求不很严格时,例如允许超出完全对齐大于100微米的的偏差量,用于将材料的涂敷控制到这种程度的机械应急措施是已知的。印刷技术领域中充满了能够满足该标准的装置。
不过,在基体的相对侧面上具有图案的一些产品中,需要图案之间进行更为精确的对齐。在这样的情况下,如果幅材不处在连续的运动中,则能够将材料涂敷到该标准的装置是已知的。而如果幅材处在连续的运动中,例如在一些类型的柔性电路中,若容许图案辊每次转动在完全对齐的100微米甚或5微米范围内重新设定一次,则现有技术中仍给出了有关如何继续进行的指导。
然而,例如在光学物品中,如增亮膜中,要求涂敷在基体的相对侧面上的光学透明聚合物中的图案在工具旋转中的任何点上仅仅超出对齐非常小的容许量。迄今为止,现有技术并未记载如何在处于连续运动中的幅材的相对侧面上铸造图案表面、使得图案在100微米范围内保持连续而不间断对齐的内容。
发明内容
本公开内容的一个方面涉及一种装置,该装置用来在幅材的两侧面上铸造图案表面,同时在图案之间保持比过去已是可能的更精细得多的对齐度。该装置包括第一图案辊和第二图案辊,用来将图案涂敷在幅材上。该装置还包括用于旋转该第一和第二图案辊的装置,使得它们的图案在幅材处于连续运动时被转印到该幅材的相对的侧面上,以及与用于使该第一和第二图案辊旋转的装置连通、并对该装置进行控制从而使该图案在所述幅材的相对侧面上保持在100微米范围内连续对齐的控制装置。在另一个实施例中,可实现50微米范围内的对齐精度,而在又一个实施例中,可实现10微米范围内的对齐精度。
本公开内容的另一个方面涉及一种用于在幅材的两侧面上施加图案的方法,包括以下步骤:使幅材在第一和第二图案辊之间形成图案,每个辊都具有图案,使得通过利用专用控制装置对每个图案辊进行控制,从而使得这些图案在幅材处于连续运动的同时被转印到该幅材的相对侧面上,其中,该专用控制装置相互协作,以控制该第一和第二图案辊之间的对齐,每个驱动模块都与其相应的马达组件相连通并对该马达组件进行控制。
在本公开内容的上下文中,“对齐”指的是:将若干结构定位在相对于幅材的边缘以及相对于同一幅材的相对侧面上的其它结构的设定位置上。
在本公开内容的上下文中,“幅材”指的是:在一个方向上具有固定尺寸,并且在正交方向上具有预定的或不定长度的片材。
在本公开内容的上下文中,“连续对齐”指的是:在第一和第二图案辊的每次旋转过程中,辊子上不过结构之间的对齐度一直好于指定限定值。
在本公开内容的上下文中,“微复制的”或“微复制”指的是:经过如下工艺生产微结构表面,在该工艺中,结构表面特征在产品制造过程中从一个产品到另一个产品,保持单个特征的重现精度仅仅在约100微米范围内变化。
附图说明
在附图的几幅图中,相同的部件具有相同的附图标记,且:
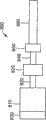
图1示出了包括根据本发明系统的一个系统的示例实施例的透视图;
图2示出了根据本发明的如图1所示的系统的一部分的特写视图;
图3示出了根据本发明的如图1所示的系统的另一透视图;
图4示出了根据本发明的铸造装置的一个示例实施例的示意图;
图5示出了根据本发明的如图4所示的铸造装置的截面的特写视图;
图6示出了根据本发明的辊安装装置的示例实施例的示意图;
图7示出了根据本发明的用于一对图案辊的安装装置的示例实施例的示意图;
图8示出了根据本发明的马达和辊子装置的示例实施例的示意图;
图9示出了根据本发明的用于控制辊之间的对齐的装置的示例实施例的示意图;
图10示出了根据本发明的辊子控制装置的示例实施例的示意图;
图11示出了根据本发明的用于控制对齐的方法和装置的示例实施例的方框图。
具体实施方式
通常,本公开内容的发明是一种用于制造双面微复制结构的系统和方法,且一个侧面与另一个侧面的对齐度好于约100微米,优选的是好于50微米,更优选的是小于25微米,最优选的是小于5微米。该系统通常包括第一图案组件和第二图案组件。每个相应的组件都在具有第一和第二表面的幅材的相应表面上形成微复制图案。第一图案产生于幅材的第一表面上,而第二图案产生于幅材的第二表面上。
每个图案组件都包括用于施加涂层、图案形成部件和固化部件的装置。一般地,图案组件包括图案辊和用于保持并驱动每个辊的支承结构。第一图案组件的涂布装置将第一可固化涂布材料分配在幅材的第一表面上。第二图案组件的涂布装置将第二可固化涂布材料分配在幅材的第二表面上,其中第二表面与第一表面相对。一般地,第一和第二涂布材料具有相同的组成。
在将第一涂布材料放在幅材上后,幅材通过第一图案部件,其中,在第一涂布材料中产生了图案。然后,将第一涂布材料固化或冷却,从而形成第一图案。随后,在将第二涂布材料放在幅材上后,幅材通过第二图案部件,其中,在第二涂布材料中产生了图案。其后,将第二涂布材料固化,从而形成第二图案。一般地,每个图案部件都是微复制的工具,且每个工具一般都具有专用的固化部件,用以使材料固化。不过,可以具有单个固化部件,该单个固化部件固化第一和第二图案形成材料。而且,可将涂料放在所述图案工具上。
所述系统还包括用于使第一和第二图案辊旋转的装置,使得它们的图案在幅材处于连续运动中的同时被转印到该幅材的相对的侧面上,并且所述图案在幅材的所述相对的侧面上保持在好于约100微米范围内连续对齐。
本发明的一个优点是,借助于使幅材每个侧面上的微复制结构连续成形,同时使相对侧面上的微复制结构彼此基本在100微米范围内对齐,一般在50微米范围内对齐,更一般地在20微米范围内对齐,而最一般地在5微米范围内对齐,可以制造出在幅材的每个相对表面上具有微复制结构的幅材。
现在参见图1-2,图中示出了包括根据本公开的铸造装置120的系统110的示例实施例。在所示的铸造装置120中,从主退绕卷轴(未示出)向该铸造装置120提供幅材122。根据所生产的产品,幅材122的确切性质可广泛地变化。不过,当将铸造装置120用于制造光学物品时,幅材122半透明或透明通常是方便的,以容许固化通过幅材122。幅材122绕着各辊子126被导入铸造装置120中。
需要对幅材122实施精确的张力控制,以实现本发明能达到的最佳效果,从而幅材122被引导到张力传感装置(未示出)。在期望使用衬里幅材来保护幅材122的情况下,该衬里幅材一般在退绕卷轴上分离开,且被导引到衬里幅材卷绕卷轴(未示出)上。幅材122一般经由惰辊而被导引到用于精确张力控制的张力调节辊(dancer roller)。惰辊将幅材122导引到夹辊154和第一涂布机头156之间的位置上。
在所示实施例中,第一涂布机头156是模涂布机头(die coating)。不过,正如本领域的普通技术人员将理解的那样,其它涂布方法也可适合于该装置。然后,幅材122通过夹辊154和第一图案辊160之间。第一图案辊160具有图案形成表面162,并且当幅材122通过夹辊154和第一图案辊160之间时,通过第一涂布机头156而分配到幅材122上的材料成型为图案形成表面162的负像。
在幅材122与第一图案辊160接触时,材料从第二涂布机头164被分配到幅材122的其它表面上。与上面相对于第一涂布机头156所讨论的相同,第二涂布机头164也模涂布装置,其包括第二挤出机(未示出)和第二涂布模头(coating die)(未示出)。在一些实施例中,通过第一涂布机头156所分配的材料为合成物,该合成物包括聚合物前体,并且在紫外线辐射的作用下趋于固化成固态聚合物。
接着,已通过第二涂布机头164而分配到幅材122上的材料与第二图案辊174的第二图案形成表面176接触。与上述情况相同,在一些实施例中,通过第二涂布机头164所分配的材料也是合成物,该合成物包括聚合物前体,且在紫外线辐射的作用下趋于固化成固态聚合物。
此时,幅材122的两面都涂敷了图案。可以具有剥离辊182,以帮助将幅材122从第二图案辊174剥离。一般地,幅材进出铸造装置的张力几乎是不变的。
然后,将具有双面微复制图案的幅材122经由各惰辊导引到卷绕卷轴(未示出)上。如果期望用间隔薄膜来保护幅材122,则它一般由辅助退绕卷轴(未示出)提供,且幅材和间隔薄膜在适当的张力下一起被卷绕在卷绕卷轴上。
参见图1-3,第一和第二图案辊分别与第一和第二马达组件210、220联接。通过直接或间接地将组件安装在机架230上,实现了对马达组件210、220的支承。马达组件210、220采用精确安装装置而联接在机架上。在所示的示例实施例中,第一马达组件210被固定地安装在机架230上。第二马达组件220需要重复定位,且因此可以在横向和加工方向上移动,其中当幅材122通过铸造设备120时,该马达组件220被放置到位。活动马达组件220被优选联接在线性滑块222上,以帮助重复地精确定位,例如在辊子上的图案之间转换时。第二马达组件220还包括位于机架230背面上的第二安装装置225,其用于将第二图案辊174相对于第一图案辊160左到右定位。第二安装装置225优选地包括线性滑块223,该线性滑块223容许在横交加工方向上精确定位。
参见图6,图中示出了马达安装装置。用来驱动工具或图案辊662的马达633被安装在机架650上,并通过联轴器640而连接在图案辊662的旋转轴601上。马达633被联接在主编码器630上。副编码器651被联接在用以提供图案辊662的精确的角度对齐控制的工具上。主编码器630和副编码器651相互协作提供对图案辊662的控制,以保持它与第二图案辊对齐,如将在下面进一步描述的那样。
在所示的示例实施例中,工具辊662的直径一般小于其马达633的直径。为了容纳该装置,两个工具辊组件610、710被安装成镜像,以便能让两个工具辊662、762如图7所示那样在一起。还参见图1,第一马达装置一般被固定地联接在机架上,而第二马达装置通过使用活动的光学性能线性滑块来定位。
由于轴共振是将图案位置控制在指定限定值内的对齐误差源,因而减少或消除轴共振是重要的。在马达633与轴650之间采用比通常尺寸计划规定的要大一些的联轴器640,这还将减小由柔性更大的联轴器引起的轴共振。在用以给马达装置提供旋转支承的各个位置上都定位了轴承组件。
参见图4,图中示出了铸造装置420的示例实施例,该铸造装置420用来生产在相对表面上带有对齐的微复制结构的双面幅材422。组件包括第一和第二涂布装置456、464、夹辊454以及第一和第二图案辊460、474。幅材422位于第一涂布装置456上,在该示例中,位于第一挤出模456上。第一挤出模456将第一可固化液体层涂料470分配到幅材422上。借助于夹辊454,通常为橡胶覆盖的辊,将第一涂料470压入第一图案辊460中。而在第一图案辊460上,使用外部固化源480,例如合适波长的光的灯,通常是紫外光,使涂料固化。
采用第二侧挤出模464将第二可固化液体层涂布在幅材422的相对侧面上的。将第二涂层481压入第二图案工具辊474中,并且对第二涂层481重复固化过程。通过将工具辊460、474保持彼此之间精确的角度关系,实现了两个涂布图案的对齐,如将在下文描述的那样。
参见图5,图中示出了第一和第二图案辊560、574的一部分的特写图。第一图案辊560具有形成微复制表面的第一图案562。第二图案辊574具有第二微复制图案576。
在所示的示例实施例中,尽管图案可以不同,但是第一和第二图案562、576是相同的图案。随着幅材522通过第一辊560,第一表面524上的第一可固化液体(未示出)在第一图案辊560上的第一区域526附近的固化光源525作用下固化。在液体固化之后,第一微复制图案结构590在幅材522的第一侧面524上形成。第一图案结构590是第一图案辊560上的图案562的负像。在第一图案结构590形成之后,将第二可固化液体581分配到幅材522的第二表面527上。为了确保第二液体581不会过早地固化,将第二液体581与第一固化光525分隔开,一般将第一固化光源525定位成使其不照在第二液体581上。或者,可在第一固化光525与第二液体581之间放置屏蔽装置592。而且,可以将固化源定位于其相应的图案辊内,在此,穿过幅材固化是不切实际或困难的。
在第一图案结构590形成之后,幅材522继续沿着第一辊560延伸,直到它进入第一图案辊560与第二图案辊574之间的间隙区域575为止。然后,第二液体581与第二图案辊上的第二图案576接合,并且成型为第二微复制结构,然后该第二微复制结构在第二固化光535的作用下固化。随着幅材522进入第一图案辊560与第二图案辊574之间的间隙575中,此时基本固化且结合到幅材522上的第一图案结构590限制幅材522滑动,同时幅材522开始移入间隙575中和第二图案辊574周围。这消除了作为在幅材上形成的第一和第二图案结构之间的对齐误差的幅材拉伸和滑动。
通过将幅材522支撑在第一图案辊560上,同时使第二液体581与第二图案辊574接触,形成于幅材522的相对侧面524、527上的第一与第二微复制结构590、593之间的对齐度变为第一与第二图案辊560、574的表面之间的位置关系的控制函数。幅材在第一与第二图案辊560、574的周围和由这两个图案辊形成的间隙575之间的S形卷最大程度地减小了由夹住幅材的机构所导致的张力效应、幅材拉力变化、温度、微滑移以及横向位置控制的影响。一般地,S形卷使卷材522与每个辊子保持接触超过180度的包角,但是包角可以根据具体的需要或大些或小些。
为了增大在幅材相对表面上形成的图案之间的对齐度,优选地是围绕每个辊子平均直径具有较低频的节距变化。一般地,图案辊具有相同的平均直径,但是这一点不是必需的。针对任何具体应用选择适当的辊子在本领域普通技术人员的能力和知识范围内。
示例#1
由于希望位于幅材两个表面上的微复制结构上的特征尺寸彼此处于精细的对齐范围内,因而需要高精确地控制图案辊。如下文中所述,借助于采用在控制加工方向对齐时所采用的技术,可以实现这里所述的在限定范围内的跨幅材方向对齐。需要在加工方向上进行对齐控制,迄今为止,这还尚未在双面微复制的幅材上实现。例如,为了在10英寸圆周的图案辊上获得约10微米的首尾连接的特征布置,每个辊子都必须保持在±32弧秒/转的旋转精确度内。随着幅材行经系统的速度增大,对齐的控制变得更加困难。
申请人已建立并证明了具有10英寸圆周的图案辊的系统能够产生在相对表面上具有图案特征的幅材,该图案特征在2.5微米范围内对齐。在阅读本公开内容且运用在此所教导的原理后,本领域的普通技术人员将会理解如何实现与其它微复制表面的对齐度。
参见图8,图中示出了在申请人系统中所用的马达装置800的示意图。马达装置包括马达810,该马达810包括主编码器830和驱动轴820。驱动轴820通过联轴器825而与图案辊860的从动轴840联接。副编码器或负载编码器(load encoder)850被结合到该从动轴840上。使用所述的马达装置中的两个编码器允许通过将测量装置(编码器)850定位在图案辊860附近而更为准确地测量图案辊的位置,从而减小或消除马达装置800运转时的转矩扰动的影响。
参见图9,图中示出了图8中所示的马达装置被联接在若干控制部件上时的示意图。在图1-3中所示的示例装置中,相似的机构将控制各个马达装置210和220。
马达装置900与控制装置965相连通,以允许精确地控制图案辊960。控制装置965包括驱动模块966和程序模块975。程序模块975经由线路977、例如SERCOS光纤网络而与驱动模块966相连通。程序模块975用于给驱动模块966输入多个参数,比如设定值。驱动模块966接收输入电压480伏的3相电源915,将其整流成直流电,然后经由电力连接973而分配直流电,用以控制马达910。马达编码器912将位置信号馈送到驱动模块966。图案辊960上的副编码器950还经由线路971将位置信号反馈到驱动模块966。驱动模块966使用编码器信号来精确地定位图案辊960。在下面将详细地描述这种用以实现对齐度的控制设计。
在所示的示例实施例中,每个图案辊由专用控制装置控制。多个专用控制装置相互协作控制第一与第二图案形成辊之间的对齐。每个驱动模块都与相应的马达组件相连通并对该马达组件进行控制。
各种选择方案可用来使两轴相协调,如申请人的系统中使用的主/从型和并联结构。
在申请人建立并证实的系统中的控制装置包括下列部件。为了驱动每个图案辊,使用了具有高分辨率正弦编码器反馈(512个正弦周期×4096位驱动插值远大于2百万分/转)的高性能、低变动转矩的马达,该马达可从Bosch-Rexroth(Indramat)得到,其型号为MHD090B-035-NG0-UN。该系统还包括同步马达,其可从Bosch-Rexroth(Indramat)得到,型号为MHD090B-035-NG0-UN,但也可使用如感应马达的其它类型马达。每个马达都通过极其坚硬的波纹管联轴器而直接联接(而没有齿轮箱或齿轮减速装置(mechanicalreduction)),该联轴器可从R/W公司得到,型号为BK5-300。可采用替代性联接设计,但波纹管型一般却能同时提供高旋转精确度和硬度。每个联轴器的尺寸都被加工成使得选择基本比一般制造商说明书推荐的联轴器更大的联轴器。此外,在联轴器与轴之间优选的是零间隙机座套筒或压缩型锁定轴心。每个辊轴都通过可从美国伊利诺斯州绍姆堡的Heidenhain公司得到的型号为RON255C的空心轴负载侧编码器而联接到编码器上。编码器的选择应具有最高的精确度和可能的分辨率,一般大于32弧秒的精确度。申请人的设计采用了18000个正弦周期/转,其与4096位分辨率驱动插值相结合,产生超出5千万分/转的分辨率,使得分辨率比精确度高。负载端编码器具有+/-2弧秒的精确度;传输单位的最大偏差小于+/-1弧秒。
优选的是,每个轴被设计成直径尽可能地大,且尽可能地短,以使硬度达到最大,从而产生尽可能高的共振频率。希望所有旋转部件的精确对准能确保由该对齐误差源所引起的对齐误差达到最小。本领域的普通技术人员将认识到,有多种方法来减小因旋转组件的对齐而引起的对齐误差。
各个轴的控制策略实施如下:
参见图11,在申请人的系统中,相同的位置坐标命令通过SERCOS光纤网络以2毫秒的更新速度同时提供给每个轴。每个轴都利用三次样条以250微秒间隔的位置回路更新速度对该位置坐标插值。插值法不是关键的,这是因为恒定的速度产生单一恒定倍数的时间间隔路径。分辨率对于消除任何舍入或数值表示误差是关键的。还必须处理轴翻转。关键是使每个轴的控制周期在当前回路执行速度(62微秒的间隔)下同步。
顶部路径1151是控制的前馈部分。控制策略包括位置回路1110、速度回路1120以及电流回路1130。对位置坐标1111进行微分运算,第一次产生速度前馈项1152,再次产生加速度前馈项1155。前馈路径1151对线速度变化和动力校正过程中的性能有所帮助。
从当前位置1114减去位置命令1111,从而产生误差信号1116。该误差信号1116被施加在比例控制器1115上,从而产生速度命令坐标1117。从该速度命令1117中减去速度反馈1167,从而产生速度误差信号1123,然后将该速度误差信号1123施加在PID控制器上。速度反馈1167借助于对马达编码器位置信号1126进行微分而产生。由于微分和数值分辨极限的原因,应用了低通巴氏(Butterworth)滤波器1124,用以消除误差信号1123中的高频噪音成分。在马达-辊共振频率的中心应用了窄带阻(限波器)滤波器1129。这允许向速度控制器1120施加了基本较高的增益。马达编码器分辨率的增大还将提高性能。滤波器在控制图中的精确位置不是关键所在;尽管调节参数取决于位置,但是正向通路或反向通路都是可以接受的。
PID控制器也可用在位置回路中,但积分器的额外相位滞后使稳定变得更难。电流回路是传统的PI控制器;增益是通过马达参数建立的。带宽尽可能高的电流回路将使性能最佳。而且,希望转矩的脉动最小。
外在干扰的最小化对于获得最大程度的对齐是重要的。这包括前面讨论的马达构造和电流回路整流,但是使机械干扰达到最小也是重要的。示例包括在进出幅材跨度时极其平稳的张力控制、均匀的支承和密封阻力、使从辊子上剥离幅材的张力扰动达到最小、以及均匀的橡胶夹辊。在当前设计中,设有与工具辊啮合的第三轴,作为拉动辊,以帮助从工具上取下固化的结构。
幅材材料可以是能在上面产生微复制图案结构的任何合适材料。幅材材料的例子为聚对苯二甲酸乙二醇酯、聚甲基丙烯酸甲酯或聚碳酸酯。幅材也可以是多层的。由于液体一般在位于产生图案结构的相对侧面上的固化源的作用下固化,因而幅材材料必须对于所使用的固化源至少部分地半透明。固化能量源的示例为红外线辐射、紫外线辐射、可见光辐射、微波或电子束。本领域的普通技术人员将会理解,可采用其它固化源,并且具体幅材材料/固化源组合的选择将取决于所要产生的特定物品(具有处于对齐的微复制结构)。
用于固化通过幅材的液体的替代性方案是采用两部分的反应固化,例如环氧树脂,反应固化对难于固化透的幅材是有用的,比如金属幅材或具有金属层的幅材。通过在线混合图案辊的一部分上的若干组分或喷雾催化剂,可实现固化,当涂料与催化剂接触时,其将使液体固化,从而形成微复制结构。
产生微复制结构的液体一般是可固化的光聚合材料,比如可在UV光作用下固化的丙烯酸酯。本领域的普通技术人员将会理解,可采用其它涂布材料,例如可聚合材料,且材料的选择将取决于微复制结构所期望的特性。类似地,所采用的具体固化方法在本领域的普通技术人员的能力和知识范围内。固化方法的例子为反应固化、热固化或辐射固化。
对将液体输送到幅材上并进行控制有用的涂布装置的例子是:例如与如注射泵或蠕动泵的任何合适的泵相结合的模涂布或刮刀涂布。本领域的普通技术人员将会理解,可采用其它涂布装置,且具体装置的选择将取决于所要输送到幅材上的液体的具体特性。
本发明的各种修改和替换对于本领域的技术人员来说将是显而易见的,而不会脱离本发明的范围和精髓,并且应该理解的是,本发明不局限于在此所述的说明性实施例。
Claims (22)
1、一种用于在幅材的两侧面上铸上图案表面的装置,该装置包括:
第一图案辊;
第二图案辊;
用于使该第一和第二图案辊旋转的装置,使得所述两个图案辊的图案在幅材处于连续运动的同时被转印到该幅材的相对的侧面上,以及
与用于使该第一和第二图案辊旋转的装置连通、并对该装置进行控制从而使该图案在所述幅材的相对侧面上保持在100微米范围内连续对齐的控制装置。
2、如权利要求1所述的装置,其中,所述图案在50微米范围内的对齐度下被转印到幅材的相对侧面上。
3、如权利要求2所述的装置,其中,所述图案在20微米范围内的对齐度下被转印到幅材的相对侧面上。
4、如权利要求3所述的装置,其中,所述图案在5微米范围内的对齐度下被转印到幅材的相对侧面上。
5、如权利要求1所述的装置,该装置还包括:第一分配器,用于在幅材与第一图案辊相遇之前将能够形成图案的材料引导到该幅材上;并且该装置还包括第二分配器,用于在该幅材与第二图案辊相遇之前将能够形成图案的材料引导到该幅材上。
6、如权利要求1所述的装置,该装置还包括:第一分配器,用来将能够形成图案的材料引导到第一图案辊上;并且该装置还包括第二分配器,用来将能够形成图案的材料引导到第二图案辊上。
7、如权利要求5所述的装置,其中,所述第一和第二分配器适于分配能够固化成固态聚合物的、能铸模的聚合物前体。
8、如权利要求7所述的装置,该装置还包括用于使邻近第一和第二图案辊的材料暴露在热量下的装置。
9、如权利要求7所述的装置,该装置还包括用于使邻近第一和第二图案辊的材料暴露在辐射能中的装置。
10、如权利要求9所述的装置,其中,用于使邻近第一图案辊的材料暴露在辐射能中的所述装置被设置在该第一图案辊内,并且该第一图案辊具有至少一个基本上能让辐射能透过的部分。
11、如权利要求10所述的装置,其中,所述辐射能选自由红外线辐射、可见光辐射和紫外线辐射构成的组中。
12、一种用于在幅材的两侧面上施加图案的方法,包括以下步骤:
使幅材在第一和第二图案辊之间形成图案,每个辊都具有图案,使得通过利用专用控制装置对每个图案辊进行控制,从而使得这些图案在幅材处于连续运动的同时被转印到该幅材的相对侧面上,其中,该专用控制装置相互协作,以控制该第一和第二图案辊之间的对齐,每个驱动模块都与其相应的马达组件相连通并对该马达组件进行控制。
13、如权利要求12所述的方法,其中,所述图案在50微米范围内的对齐度下被转印到幅材的相对侧面上。
14、如权利要求13所述的方法,其中,所述图案在20微米范围内的对齐度下被转印到幅材的相对侧面上。
15、如权利要求14所述的方法,其中,所述图案在5微米范围内的对齐度下被转印到幅材的相对侧面上。
16、如权利要求12所述的方法,该方法还包括以下步骤:
在幅材与第一图案辊相遇之前,将能够形成图案的材料引导到该幅材的一侧面上;
在幅材与第二图案辊相遇之前,将能够形成图案的材料引导到该幅材的另一相对侧面上。
17、如权利要求12所述的方法,该方法还包括以下步骤:
将能够形成图案的材料引导到第一图案辊上;以及
将能够形成图案的材料引导到第二图案辊上。
18、如权利要求16所述的方法,其中,所述的至少一种材料是能够固化成固态聚合物的、能铸模的聚合物前体。
19、如权利要求18所述的方法,该方法还包括使至少一种材料在其与第一和第二图案辊的至少其中之一接触时暴露在热量下的步骤。
20、如权利要求18所述的方法,还包括使至少一种材料在其与第一和第二图案辊的至少其中之一接触时暴露在辐射能中的步骤。
21、如权利要求20所述的方法,其中,借助于设置在第一和第二图案辊的至少其中之一内的能量源进行所述暴露步骤,并且所述第一和第二图案辊的至少其中之一具有至少一个能让辐射能透过的部分。
22、如权利要求21所述的方法,其中,所述辐射能选自由红外线辐射、可见光辐射和紫外线辐射构成的组中。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/657,859 US7165959B2 (en) | 2003-09-09 | 2003-09-09 | Apparatus and method for producing two-sided patterned webs in registration |
| US10/657,859 | 2003-09-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1867444A CN1867444A (zh) | 2006-11-22 |
| CN100556666C true CN100556666C (zh) | 2009-11-04 |
Family
ID=34226655
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2004800301662A Expired - Fee Related CN100556666C (zh) | 2003-09-09 | 2004-07-20 | 用于制造对齐的两面图案的幅材的装置和方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US7165959B2 (zh) |
| EP (1) | EP1663618B1 (zh) |
| JP (1) | JP4653094B2 (zh) |
| KR (1) | KR101121811B1 (zh) |
| CN (1) | CN100556666C (zh) |
| BR (1) | BRPI0414234B1 (zh) |
| MX (1) | MXPA06002714A (zh) |
| WO (1) | WO2005025837A1 (zh) |
Families Citing this family (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10161744A1 (de) * | 2001-12-15 | 2003-06-18 | Werner Jahn | Verfahren zur Herstellung eines Haftverschlußteiles |
| US20040234724A1 (en) * | 2003-05-22 | 2004-11-25 | Eastman Kodak Company | Immisible polymer filled optical elements |
| US20050231809A1 (en) * | 2003-09-09 | 2005-10-20 | Carlson Daniel H | Microreplicated polarizing article |
| US7804649B2 (en) * | 2003-09-09 | 2010-09-28 | 3M Innovative Properties Company | Microreplicated achromatic lens |
| US7224529B2 (en) * | 2003-09-09 | 2007-05-29 | 3M Innovative Properties Company | Microreplicated article |
| US7165959B2 (en) * | 2003-09-09 | 2007-01-23 | 3M Innovative Properties Company | Apparatus and method for producing two-sided patterned webs in registration |
| JP2006165371A (ja) * | 2004-12-09 | 2006-06-22 | Canon Inc | 転写装置およびデバイス製造方法 |
| MX2007010816A (es) * | 2005-03-09 | 2007-11-07 | 3M Innovative Properties Co | Aparato y metodo para fabricar un articulo microrreplicado. |
| EP2058108B1 (en) | 2005-03-09 | 2012-06-06 | 3M Innovative Properties Company | Patterned roll for casting a patterned surface onto an opaque web |
| JP5175172B2 (ja) * | 2005-03-09 | 2013-04-03 | スリーエム イノベイティブ プロパティズ カンパニー | 欠陥低減表面を有する微細複製物品 |
| BRPI0608696A2 (pt) * | 2005-03-09 | 2010-12-07 | 3M Innovative Properties Co | aparelho de microrreplicação de rolo para rolo e método de produzir um artigo microreplicado |
| US20060209428A1 (en) * | 2005-03-09 | 2006-09-21 | Dobbs James N | Microreplicated article with moire reducing surface |
| US7931841B2 (en) * | 2005-03-09 | 2011-04-26 | 3M Innovative Properties Company | Microreplicated article |
| US7830368B2 (en) | 2006-06-06 | 2010-11-09 | 3M Innovative Properties Company | Keypad with virtual image |
| US8474874B2 (en) * | 2006-10-02 | 2013-07-02 | Travel Tags, Inc. | Layered image display sheet |
| EP2074481A4 (en) * | 2006-10-02 | 2015-05-06 | Travel Tags Inc | LAYER IMAGE DISPLAY APPLICATIONS AND METHODS |
| US8339444B2 (en) * | 2007-04-09 | 2012-12-25 | 3M Innovative Properties Company | Autostereoscopic liquid crystal display apparatus |
| US7530721B2 (en) | 2007-04-18 | 2009-05-12 | Skc Haas Display Films Co., Ltd. | Double-sided turning film |
| JP5406203B2 (ja) * | 2007-11-27 | 2014-02-05 | スリーエム イノベイティブ プロパティズ カンパニー | 浮遊する合成画像を有するシートの形成方法及びマスターツール |
| US8068187B2 (en) * | 2008-06-18 | 2011-11-29 | 3M Innovative Properties Company | Stereoscopic 3D liquid crystal display apparatus having a double sided prism film comprising cylindrical lenses and non-contiguous prisms |
| EP2313800A4 (en) | 2008-07-10 | 2014-03-19 | 3M Innovative Properties Co | VISCOELASTIC LIGHT GUIDE |
| JP2011530718A (ja) * | 2008-08-08 | 2011-12-22 | スリーエム イノベイティブ プロパティズ カンパニー | 光を管理するための粘弾性層を有する光ガイド |
| US8964297B2 (en) | 2008-09-18 | 2015-02-24 | Travel Tags, Inc. | Thin film high definition dimensional image display device and methods of making same |
| US8331031B2 (en) * | 2008-09-18 | 2012-12-11 | Travel Tags, Inc. | Thin film high definition dimensional image display device and methods of making same |
| DE102008058458A1 (de) | 2008-11-21 | 2010-05-27 | Robert Bosch Gmbh | Verfahren zur Achskorrektur bei einer Verarbeitungsmaschine sowie Verarbeitungsmaschine |
| US8339573B2 (en) * | 2009-05-27 | 2012-12-25 | 3M Innovative Properties Company | Method and apparatus for photoimaging a substrate |
| US8659830B2 (en) * | 2009-12-21 | 2014-02-25 | 3M Innovative Properties Company | Optical films enabling autostereoscopy |
| US8917447B2 (en) * | 2010-01-13 | 2014-12-23 | 3M Innovative Properties Company | Microreplicated film for attachment to autostereoscopic display components |
| KR101822672B1 (ko) | 2010-01-13 | 2018-01-26 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 점탄성 도광체를 구비한 조명 장치 |
| US9239417B2 (en) | 2010-02-10 | 2016-01-19 | 3M Innovative Properties Company | Illumination device having viscoelastic layer |
| US8538224B2 (en) | 2010-04-22 | 2013-09-17 | 3M Innovative Properties Company | OLED light extraction films having internal nanostructures and external microstructures |
| EP2426243A1 (de) * | 2010-09-01 | 2012-03-07 | Benninger Zell GmbH | Vorrichtung und Verfahren zur Behandlung (Weichmachung) von kontinuierlich geförfertem Gut |
| US8547015B2 (en) | 2010-10-20 | 2013-10-01 | 3M Innovative Properties Company | Light extraction films for organic light emitting devices (OLEDs) |
| US8469551B2 (en) | 2010-10-20 | 2013-06-25 | 3M Innovative Properties Company | Light extraction films for increasing pixelated OLED output with reduced blur |
| JP6105214B2 (ja) * | 2012-06-07 | 2017-03-29 | 旭化成株式会社 | 微細凹凸構造を表面に有する基材の製造方法 |
| US8915002B2 (en) | 2013-01-31 | 2014-12-23 | 3M Innovative Properties Company | Self illuminated signage for printed graphics |
| US9784902B2 (en) | 2013-03-25 | 2017-10-10 | 3M Innovative Properties Company | Dual-sided film with split light spreading structures |
| US9261641B2 (en) | 2013-03-25 | 2016-02-16 | 3M Innovative Properties Company | Dual-sided film with compound prisms |
| US9082326B2 (en) | 2013-05-02 | 2015-07-14 | 3M Innovative Properties Company | Self illuminated shaped and two-sided signage for printed graphics |
| KR102186676B1 (ko) | 2013-09-27 | 2020-12-07 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 양면 구조화 필름 용품 |
| US9070312B2 (en) | 2013-11-05 | 2015-06-30 | 3M Innovative Properties Company | Hybrid self illuminated and actively back lit signage for printed graphics |
| EP3289604B1 (en) | 2015-04-29 | 2022-07-13 | 3M Innovative Properties Company | Swellable film forming compositions and methods of nanoimprint lithography employing same |
| JP6174775B1 (ja) * | 2016-03-31 | 2017-08-02 | 東芝機械株式会社 | シート・フィルム成形ロール装置、シート・フィルム成形方法 |
| US11633905B2 (en) * | 2016-06-15 | 2023-04-25 | Flooring Industries Limited, Sarl | Long decorative material with embossing in register with pattern and rolling method and device therefor |
| US11633904B2 (en) * | 2016-06-15 | 2023-04-25 | Flooring Industries Limited, Sarl | Long plastic layer with embossing in register with pattern and rolling method and device therefor |
| WO2018005311A1 (en) | 2016-06-29 | 2018-01-04 | 3M Innovative Properties Company | Polymerizable ionic liquid compositions |
| JP6311054B1 (ja) * | 2017-07-20 | 2018-04-11 | 東芝機械株式会社 | 両面転写式シート・フィルム成形ロール装置、両面転写式シート・フィルム成形方法 |
| CN110644727A (zh) | 2019-09-25 | 2020-01-03 | 浙江永裕竹业股份有限公司 | 一种在线同步对花共挤spc地板及其生产工艺 |
Family Cites Families (109)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1234567A (en) * | 1915-09-14 | 1917-07-24 | Edward J Quigley | Soft collar. |
| US3154730A (en) * | 1961-03-14 | 1964-10-27 | Ibm | Speed control of a d. c. motor |
| US3241429A (en) | 1962-05-14 | 1966-03-22 | Pid Corp | Pictorial parallax panoramagram units |
| US3374303A (en) | 1964-02-14 | 1968-03-19 | Crown Zellerbach Corp | Method for manufacturing imprinted plastic film |
| US3551544A (en) | 1965-12-06 | 1970-12-29 | Tenex Corp | Method of continuously forming an elongated cleated runner of plastic material |
| US3893795A (en) * | 1970-08-20 | 1975-07-08 | Rowland Dev Corp | Embossing rolls with areas of differential hardness |
| US3917772A (en) | 1972-02-10 | 1975-11-04 | Grace W R & Co | Method for producing battery separator sheet |
| DE2344691C3 (de) * | 1973-09-05 | 1981-10-22 | Knorr-Bremse GmbH, 8000 München | Mechanische Lösevorrichtung für einen Federspeicherbremszylinder, insbesondere für Schienenfahrzeug-Druckluftbremsanlagen |
| DE2632107C2 (de) * | 1975-07-16 | 1986-01-09 | Ludwig Dr. Vacallo Tessin Eigenmann | Rückstrahlaggregat für Markierungsmaterial zur horizontalen Straßenmarkierung |
| US4177304A (en) | 1977-03-17 | 1979-12-04 | Beloit Corporation | Method of coating both sides of a travelling web |
| US6630970B2 (en) * | 2001-07-02 | 2003-10-07 | 3M Innovative Properties Company | Polarizers for use with liquid crystal displays |
| US4219767A (en) * | 1979-03-29 | 1980-08-26 | Tektronix, Inc. | System and method of minimizing velocity fluctuations in a synchronous motor shaft |
| US4249878A (en) * | 1979-05-10 | 1981-02-10 | K. R. Komarek, Inc. | Briquetting press |
| US4280978A (en) * | 1979-05-23 | 1981-07-28 | Monsanto Company | Process of embossing and perforating thermoplastic film |
| US4420502A (en) | 1980-09-05 | 1983-12-13 | Conley Kenneth E | Apparatus and method for producing a flexible sheet material having a predetermined surface characteristic |
| US4414316A (en) | 1980-09-05 | 1983-11-08 | Rexham Corporation | Composite lenticular screen sheet |
| DE3279203D1 (en) * | 1981-03-16 | 1988-12-15 | Heinz Georg Baus | Method for producing multi-layered plates |
| DE3206164C2 (de) * | 1981-03-16 | 1985-02-21 | Heinz Georg Hünibach Thun Baus | Vorrichtung zur Herstellung von Mehrschicht-Platten |
| DE3567596D1 (en) | 1984-03-08 | 1989-02-23 | Heinz Georg Baus | Apparatus for manufacturing sheets, and sheets manufactured by this apparatus |
| US4744936A (en) * | 1986-01-30 | 1988-05-17 | Plastic Film Corporation Of America | Process for embossing thermoplastic material |
| DE3609090A1 (de) * | 1986-03-18 | 1987-09-24 | Gao Ges Automation Org | Wertpapier mit darin eingelagertem sicherheitsfaden und verfahren zur herstellung derselben |
| US4836874A (en) | 1987-01-30 | 1989-06-06 | Foster Michael S | Method of mass producing damage-resistant compact discs |
| US5164227A (en) * | 1987-06-19 | 1992-11-17 | Van Leer Metallized Products (Usa) Limited | Method for embossing a coated sheet with a diffraction or holographic pattern |
| US5028361A (en) * | 1987-11-09 | 1991-07-02 | Takeo Fujimoto | Method for molding a photosensitive composition |
| JP2692095B2 (ja) | 1987-12-16 | 1997-12-17 | ソニー株式会社 | スクリーンの製造方法 |
| DE4001105C1 (zh) * | 1990-01-17 | 1991-08-08 | Hermann Berstorff Maschinenbau Gmbh, 3000 Hannover, De | |
| US6724536B2 (en) * | 1990-05-18 | 2004-04-20 | University Of Arkansas | Directional image lenticular window sheet |
| US5177637A (en) * | 1990-09-11 | 1993-01-05 | Nikon Corporation | Focusing screen including different height microlenses arranged in a cyclical pattern |
| JP3158476B2 (ja) | 1991-03-28 | 2001-04-23 | 凸版印刷株式会社 | 両面レンチキュラーシートの製造方法 |
| JPH0580530A (ja) * | 1991-09-24 | 1993-04-02 | Hitachi Ltd | 薄膜パターン製造方法 |
| EP0534471A1 (en) * | 1991-09-27 | 1993-03-31 | Toppan Printing Co., Ltd. | Composite laminate and method for the manufacture thereof |
| WO1993023244A1 (en) | 1992-05-08 | 1993-11-25 | Raymond Enterprises, Inc. | Lenticular optical system |
| JP2756211B2 (ja) * | 1992-06-17 | 1998-05-25 | ワイケイケイ株式会社 | 両面に係合片を有する一体成形面ファスナーの製造方法及びその装置 |
| US5301981A (en) | 1992-07-09 | 1994-04-12 | Docusafe, Ltd. | Copy preventing device and method |
| DE4226906A1 (de) * | 1992-08-14 | 1994-02-17 | Basf Magnetics Gmbh | Anti-Kopier-Film oder -Schicht für Dokumente |
| US5330799A (en) * | 1992-09-15 | 1994-07-19 | The Phscologram Venture, Inc. | Press polymerization of lenticular images |
| KR0168879B1 (ko) * | 1992-12-25 | 1999-04-15 | 기따지마 요시또시 | 렌티큘러 렌즈, 면광원 및 액정 표시 장치 |
| US5448401A (en) * | 1992-12-25 | 1995-09-05 | Sony Corporation | Screen of projection display |
| US5333072A (en) * | 1992-12-31 | 1994-07-26 | Minnesota Mining And Manufacturing Company | Reflective liquid crystal display overhead projection system using a reflective linear polarizer and a fresnel lens |
| DE69405451T2 (de) * | 1993-03-16 | 1998-03-12 | Koninkl Philips Electronics Nv | Verfahren und Vorrichtung zur Herstellung eines strukturierten Reliefbildes aus vernetztem Photoresist auf einer flachen Substratoberfläche |
| US5691846A (en) | 1993-10-20 | 1997-11-25 | Minnesota Mining And Manufacturing Company | Ultra-flexible retroreflective cube corner composite sheetings and methods of manufacture |
| US5579164A (en) * | 1993-11-12 | 1996-11-26 | Pharos Technology Corporation | Spatially multiplexed image display system |
| US6025897A (en) * | 1993-12-21 | 2000-02-15 | 3M Innovative Properties Co. | Display with reflective polarizer and randomizing cavity |
| US5759455A (en) * | 1994-07-08 | 1998-06-02 | Canon Kabushiki Kaisha | Roller-shaped stamper for fabricating optical scales |
| US5540147A (en) * | 1994-12-02 | 1996-07-30 | Corning Incorporated | Method for forming a contoured planarizing layer for a color filter |
| DE69634907T2 (de) * | 1995-04-25 | 2006-05-18 | Ajinomoto Co., Inc. | Fibroblastenwachstumsfragmente |
| EP0871923A1 (en) * | 1995-06-26 | 1998-10-21 | Minnesota Mining And Manufacturing Company | Transflective displays with reflective polarizing transflector |
| US6130777A (en) * | 1996-05-16 | 2000-10-10 | Dai Nippon Printing Co., Ltd. | Lenticular lens sheet with both a base sheet having lenticular elements and a surface diffusing part having elements of elementary shape smaller than lenticular elements |
| US5800723A (en) * | 1996-12-10 | 1998-09-01 | Motorola, Inc. | Process for fabricating flex circuits and product thereby |
| US6197397B1 (en) * | 1996-12-31 | 2001-03-06 | 3M Innovative Properties Company | Adhesives having a microreplicated topography and methods of making and using same |
| JPH10211650A (ja) * | 1997-01-31 | 1998-08-11 | Asahi Chem Ind Co Ltd | 合成樹脂シート成形ロール設備 |
| JP3665836B2 (ja) * | 1997-02-05 | 2005-06-29 | 大日本印刷株式会社 | フィルムスクリーンの製造装置及び製造方法 |
| US5922238A (en) * | 1997-02-14 | 1999-07-13 | Physical Optics Corporation | Method of making replicas and compositions for use therewith |
| US6280063B1 (en) * | 1997-05-09 | 2001-08-28 | 3M Innovative Properties Company | Brightness enhancement article |
| DE19721170A1 (de) * | 1997-05-21 | 1998-11-26 | Emtec Magnetics Gmbh | Verfahren und Vorrichtung zum Herstellen eines Films oder einer Schicht mit beidseitiger Oberflächenstruktur |
| US6577358B1 (en) * | 1997-06-25 | 2003-06-10 | Dai Nippon Printing Co., Ltd. | Lens film with conductive lens layer or conductive layer |
| KR100485218B1 (ko) | 1997-06-30 | 2005-08-10 | 주식회사 엘지화학 | 투사형텔레비젼스크린 |
| JP3685433B2 (ja) * | 1997-09-09 | 2005-08-17 | 大日本印刷株式会社 | フィルムスクリーンの製造装置及び製造方法 |
| US6074192A (en) * | 1997-09-11 | 2000-06-13 | Mikkelsen; Oeystein | Lenticular pattern forming roll and method for making the roll |
| WO1999031535A1 (fr) * | 1997-12-16 | 1999-06-24 | Gosudarstvenny Nauchny Tsentr Rossiiskoi Federatsii 'niopik' (Gnts Rf 'niopik') | Polariseur et element d'affichage a cristaux liquides |
| US6024455A (en) * | 1998-01-13 | 2000-02-15 | 3M Innovative Properties Company | Reflective article with concealed retroreflective pattern |
| US6183671B1 (en) * | 1998-01-30 | 2001-02-06 | Springs Window Fashions Division, Inc. | Apparatus and method for embossing and printing elongated substrates |
| CA2318790C (en) * | 1998-02-18 | 2004-03-30 | Minnesota Mining And Manufacturing Company | Optical film |
| KR100604123B1 (ko) * | 1998-08-05 | 2006-07-25 | 미쯔비시 레이온 가부시끼가이샤 | 렌즈 시트 및 그 제조방법 |
| US6149849A (en) * | 1998-08-14 | 2000-11-21 | The Procter & Gamble Copmany | Process and apparatus for making papermaking belt |
| US6187250B1 (en) * | 1998-08-19 | 2001-02-13 | James Champagne | Continuous gel casting method and apparatus |
| US6266476B1 (en) * | 1998-08-25 | 2001-07-24 | Physical Optics Corporation | Optical element having an integral surface diffuser |
| JP3542329B2 (ja) * | 1998-09-16 | 2004-07-14 | 富士通株式会社 | 光学装置およびこれを用いた表示装置 |
| JP2000275406A (ja) * | 1999-03-29 | 2000-10-06 | Dainippon Printing Co Ltd | レンズシート及びその製造方法 |
| US6272275B1 (en) * | 1999-06-25 | 2001-08-07 | Corning Incorporated | Print-molding for process for planar waveguides |
| WO2001023943A1 (en) * | 1999-09-30 | 2001-04-05 | Koninklijke Philips Electronics N.V. | Lenticular device |
| EP1218158B1 (en) * | 1999-10-08 | 2004-01-02 | Sumitomo Bakelite Co., Ltd. | Process and apparatus for production of polymer sheet |
| US6368682B1 (en) * | 1999-10-22 | 2002-04-09 | 3M Innovative Properties Company | Composition and structures made therefrom |
| US6908295B2 (en) * | 2000-06-16 | 2005-06-21 | Avery Dennison Corporation | Process and apparatus for embossing precise microstructures and embossing tool for making same |
| US6373636B1 (en) * | 2000-09-08 | 2002-04-16 | Kenneth E. Conley | Heat stabilized and dimensionally stable thin lenticular film |
| JP2002090889A (ja) * | 2000-09-14 | 2002-03-27 | Kuraray Co Ltd | 背面投射型スクリーン及びその製造方法 |
| JP2002113728A (ja) * | 2000-10-06 | 2002-04-16 | Mitsubishi Rayon Co Ltd | レンズシートの製造方法 |
| JP2002210915A (ja) * | 2001-01-22 | 2002-07-31 | Tokyo Kikai Seisakusho Ltd | 分割版胴を個別に駆動する多色刷平版印刷機 |
| KR100870800B1 (ko) * | 2001-02-07 | 2008-11-27 | 코닝 인코포레이티드 | 고정밀도 구경을 갖는 자기 정합 구경 마스크 |
| ITPS20010006A1 (it) * | 2001-02-23 | 2002-08-23 | Canti & Figli Srl | Procedimento e macchina atti ad ottenere goffrature su superfici verniciate di pannelli o di pellicole di rivestimento ed elementi ottenuti |
| US6600892B2 (en) * | 2001-04-03 | 2003-07-29 | Sharp Kabushiki Kaisha | Developing device, charging method used therefor, and printing apparatus having the developing device |
| ATE408850T1 (de) * | 2001-04-10 | 2008-10-15 | Harvard College | Mikrolinse zur projektionslithographie und ihr herstellungsverfahren |
| US6814901B2 (en) * | 2001-04-20 | 2004-11-09 | Matsushita Electric Industrial Co., Ltd. | Method of manufacturing microlens array and microlens array |
| US7420005B2 (en) * | 2001-06-28 | 2008-09-02 | Dai Nippon Printing Co., Ltd. | Photocurable resin composition, finely embossed pattern-forming sheet, finely embossed transfer sheet, optical article, stamper and method of forming finely embossed pattern |
| US6863107B2 (en) * | 2001-10-02 | 2005-03-08 | Sca Hygiene Products Gmbh | Device for applying a spot embossing pattern to a web of multi-ply tissue paper |
| US6881471B2 (en) * | 2001-10-25 | 2005-04-19 | The Procter & Gamble Company | High speed embossing and adhesive printing process and apparatus |
| US6717749B2 (en) * | 2001-11-01 | 2004-04-06 | Pentax Corporation | Cemented lens group |
| US20030108710A1 (en) * | 2001-12-07 | 2003-06-12 | General Electric Company | Articles bearing patterned microstructures and method of making |
| JP4837254B2 (ja) * | 2002-03-15 | 2011-12-14 | ザ プロクター アンド ギャンブル カンパニー | エンボス加工及び接着剤塗付のための要素 |
| AT502319B1 (de) | 2002-04-11 | 2009-11-15 | Hueck Folien Gmbh | Substrate mit vorzugsweise transferierbaren schichten und/oder oberflächenstrukturen, verfahren zu deren herstellung und deren verwendung |
| US7140812B2 (en) * | 2002-05-29 | 2006-11-28 | 3M Innovative Properties Company | Diamond tool with a multi-tipped diamond |
| DE10242441A1 (de) * | 2002-09-11 | 2004-04-01 | Erco Leuchten Gmbh | Leuchte |
| US6963184B2 (en) * | 2002-09-26 | 2005-11-08 | 3M Innovative Properties Company | Adaptable spatial notch filter |
| JP4023294B2 (ja) * | 2002-11-11 | 2007-12-19 | 凸版印刷株式会社 | レンチキュラーレンズシートの製造方法 |
| US7186004B2 (en) * | 2002-12-31 | 2007-03-06 | Karlton David Powell | Homogenizing optical sheet, method of manufacture, and illumination system |
| US7462305B2 (en) * | 2003-05-23 | 2008-12-09 | Dai Nippon Printing Co., Ltd. | Optical sheet manufacturing method and optical sheet |
| US20050008821A1 (en) * | 2003-07-07 | 2005-01-13 | Pricone Robert M. | Process and apparatus for fabricating precise microstructures and polymeric molds for making same |
| US7224529B2 (en) * | 2003-09-09 | 2007-05-29 | 3M Innovative Properties Company | Microreplicated article |
| US7804649B2 (en) * | 2003-09-09 | 2010-09-28 | 3M Innovative Properties Company | Microreplicated achromatic lens |
| US20050231809A1 (en) * | 2003-09-09 | 2005-10-20 | Carlson Daniel H | Microreplicated polarizing article |
| US7165959B2 (en) * | 2003-09-09 | 2007-01-23 | 3M Innovative Properties Company | Apparatus and method for producing two-sided patterned webs in registration |
| US7106517B2 (en) * | 2003-12-31 | 2006-09-12 | General Electric Company | Display optical films |
| US7808706B2 (en) * | 2004-02-12 | 2010-10-05 | Tredegar Newco, Inc. | Light management films for displays |
| US20050224997A1 (en) * | 2004-04-08 | 2005-10-13 | Tsung-Neng Liao | Method of fabricating optical substrate |
| BRPI0608696A2 (pt) * | 2005-03-09 | 2010-12-07 | 3M Innovative Properties Co | aparelho de microrreplicação de rolo para rolo e método de produzir um artigo microreplicado |
| US7931841B2 (en) * | 2005-03-09 | 2011-04-26 | 3M Innovative Properties Company | Microreplicated article |
| JP5175172B2 (ja) * | 2005-03-09 | 2013-04-03 | スリーエム イノベイティブ プロパティズ カンパニー | 欠陥低減表面を有する微細複製物品 |
| MX2007010816A (es) * | 2005-03-09 | 2007-11-07 | 3M Innovative Properties Co | Aparato y metodo para fabricar un articulo microrreplicado. |
| EP2058108B1 (en) * | 2005-03-09 | 2012-06-06 | 3M Innovative Properties Company | Patterned roll for casting a patterned surface onto an opaque web |
-
2003
- 2003-09-09 US US10/657,859 patent/US7165959B2/en not_active Expired - Lifetime
-
2004
- 2004-07-20 WO PCT/US2004/023415 patent/WO2005025837A1/en active Application Filing
- 2004-07-20 JP JP2006526070A patent/JP4653094B2/ja not_active Expired - Fee Related
- 2004-07-20 EP EP04778768.4A patent/EP1663618B1/en not_active Expired - Lifetime
- 2004-07-20 MX MXPA06002714A patent/MXPA06002714A/es not_active Application Discontinuation
- 2004-07-20 BR BRPI0414234-9B1A patent/BRPI0414234B1/pt not_active IP Right Cessation
- 2004-07-20 CN CNB2004800301662A patent/CN100556666C/zh not_active Expired - Fee Related
- 2004-07-20 KR KR1020067006680A patent/KR101121811B1/ko active IP Right Grant
-
2006
- 2006-12-21 US US11/614,433 patent/US20070141249A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| EP1663618A1 (en) | 2006-06-07 |
| MXPA06002714A (es) | 2006-06-05 |
| US20050051931A1 (en) | 2005-03-10 |
| JP4653094B2 (ja) | 2011-03-16 |
| WO2005025837A1 (en) | 2005-03-24 |
| CN1867444A (zh) | 2006-11-22 |
| BRPI0414234B1 (pt) | 2014-09-09 |
| JP2007504973A (ja) | 2007-03-08 |
| US7165959B2 (en) | 2007-01-23 |
| KR20060120017A (ko) | 2006-11-24 |
| KR101121811B1 (ko) | 2012-03-20 |
| US20070141249A1 (en) | 2007-06-21 |
| EP1663618B1 (en) | 2013-08-21 |
| BRPI0414234A (pt) | 2006-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100556666C (zh) | 用于制造对齐的两面图案的幅材的装置和方法 | |
| CN100519157C (zh) | 微复制物品 | |
| CN101171090B (zh) | 制造微复制物品的设备和方法 | |
| CN101137493B (zh) | 用于制造微复制物品的设备和方法 | |
| CN101171536B (zh) | 具有减少缺陷的表面的微复制物品 | |
| US7804649B2 (en) | Microreplicated achromatic lens | |
| CN101171532A (zh) | 具有减少莫尔条纹的表面的微复制物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20091104 Termination date: 20190720 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |