CN100521143C - 载台装置 - Google Patents
载台装置 Download PDFInfo
- Publication number
- CN100521143C CN100521143C CNB2007101100524A CN200710110052A CN100521143C CN 100521143 C CN100521143 C CN 100521143C CN B2007101100524 A CNB2007101100524 A CN B2007101100524A CN 200710110052 A CN200710110052 A CN 200710110052A CN 100521143 C CN100521143 C CN 100521143C
- Authority
- CN
- China
- Prior art keywords
- mentioned
- pair
- guide part
- slide block
- microscope carrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/687—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using mechanical means, e.g. chucks, clamps or pinches
- H01L21/68714—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using mechanical means, e.g. chucks, clamps or pinches the wafers being placed on a susceptor, stage or support
- H01L21/68785—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using mechanical means, e.g. chucks, clamps or pinches the wafers being placed on a susceptor, stage or support characterised by the mechanical construction of the susceptor, stage or support
Abstract
本发明的目的为不需要支持载放工件的吸附板的石基台,对应工件的大型化、且确保载台的位置精度。载台装置(10)具有:固定在地面上的架台(12);被支持在架台(12)上的一对导向部(14A、14B);横架在一对导向部(14A、14B)之间,两端被支持在架台(12)上的多个梁(16);Y载台(18),沿一对导向部(14A、14B)在Y方向移动;以及一对线性马达(20A、20B),沿Y方向驱动Y载台(18)的两端部。并且,在梁(16)上载放有载放平板状的工件的吸附板。在工件的面积被大型化而延长Y载台(18)的移动距离的场合,可通过延长导向部(14A、14B)来对应。
Description
技术领域
本发明涉及一种载台装置,尤其涉及伴随着工件的大型化、与滑块的间隔以及移动距离的增大相对应地构成的载台装置。
背景技术
例如,在载台装置中,导向载台的移动的载台导向机构构成为,具有由固定在基台上的石材构成的一对导向部,并且,在沿导向部移动的载台的滑块上,相对导向部的导向面隔着几μ~十几μ的间隙地设有对置的静压轴瓦,通过从静压轴瓦向导向面喷射的空气压,使滑块以浮起的状态移动。
这样,在载台装置中,伴随作为工件被供给的基板的大型化,装置整体也大型化,载台的移动距离也逐步延长相应的量。
在已有的机械加工技术中,例如,如果是全长为与以往相同的1米左右的导向部,则能够以几μ的加工精度进行加工。但是,当伴随载台的移动距离被延长、导向部的全长延长为2米以上时,难以精密地进行计测,并在沿全长对导引部计测直线度时的计测误差也变大,所以,具有满足所要求的精度那样的直线度的导向部的制造变得困难,并且,由热膨胀引起的尺寸变化会影响到导向部的变形和扭曲。
一对导向部设有用来检测载台的移动位置的线性标尺,安装在载台侧的传感器(例如,光电断路器)一边沿线性标尺移动一边输出检测信号(脉冲信号)。然后,通过对来自线性标尺的传感器的信号进行计数,由此计算移动的距离,并求出位置。
并且,为了保持载台的直进精度及线性标尺的位置检测精度,导向部的全长变得越长越需要高精度地管理一对导向部的平行度。
这样,为了使一对导向部的直线度和平行度的偏差的影响减小,例如存在如下构造,即通过将沿一对导向部移动的一对的滑块、和连结一对滑块之间的横梁之间隔着板簧地连接,由此使施加在导向部的负担降低(例如,参照专利文献1)。
专利文献1:日本特开2000-214280号公报
但是,在上述专利文献1所公开的载台装置中,存在可以降低施加在导向部的负担的极限,例如,在载台的移动距离延长为2m~3m的结构中,通过上述板簧的弹性变形量很难确保载台的静和动的稳定性。
并且,在由于载台的大型化而不能确保基台的上面精度时、和成为导向部不是被支持在基台上而是被支持在架台上的结构时,很难得到一对导向部的平行度。
因此,当一对导向部的平行度不能高精度地管理时,在载台的左右两端配置的一对滑块的相对位置也可能发生错位,一对滑块的平移精度降低,或设置在滑块上的静压轴瓦可能接触到导向部。
发明内容
因此,本发明就是鉴于上述问题而进行的,其目的是提供一种解决了上述问题的载台装置。
为了解决上述问题,本发明具有如下的手段。
本发明是解决上述课题的发明,具备:固定在地面上的架台;支持在该架台上且平行配置的一对导向部;横架在该一对导向部之间,两端被支持在上述架台上的梁;被支持在上述梁上的工件载放板;载台,具有沿上述一对导向部的延伸方向移动的一对滑块、和横架在上述一对滑块之间的横架部,且在上述工件载放板的上方移动;驱动上述一对滑块的一对线性马达;计测上述载台的移动位置的、设置于上述导向部的一对线性标尺;以及控制部,控制上述一对线性马达,以使得由该一对线性标尺计测的移动位置相等。
并且,本发明优选具有:升降机构,用于调整上述横架部的高度位置;高度方向检测传感器,用于计测相对载放在上述梁上的工件载放板的上面的上述横架部的高度位置;存储单元,存储由该高度方向检测传感器检测到的计测数据和上述载台的移动位置之间的关系;以及升降控制单元,根据与被存储在上述存储单元的上述载台的移动位置对应的计测数据和由上述线性标尺计测的移动位置数据,对上述升降机构进行仿形控制。
并且,上述横架部优选与上述滑块可旋转地连接。
根据本发明,由于载台横架在被支持在架台上且被平行配置的一对导向部之间,在两端被支持在上述架台的梁上支持工件载放板,并在工件的载放板的上方使载台移动,因此,使得与工件尺寸对应地将石基台进行大型化存在极限,所以可以不使用石基台而提高一对导向部的平行度的精度,并且可对应于工件的大型化。
并且,根据本发明,因为根据与存储在存储单元的载台的移动位置对应的计测数据、和由线性标尺计测的移动位置数据,对升降机构进行仿形控制,所以,即使在一对导向部的平行度发生偏差的情况下,也可将在工件载放板的上方移动的滑块的高度位置维持在预先设定的规定高度位置地使滑块移动。
并且,根据本发明,由于横架部与滑块可旋转地连接,所以在使载台的滑块并进时,即使在发生相对的位置偏差的情况下,也可防止横架部挠曲。
附图说明
图1是表示本发明的载台装置的一个实施例的立体图。
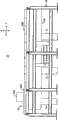
图2是图1所示的载台装置的主视图。
图3是图1所示的载台装置的侧视图。
图4是图1所示的载台装置的俯视图。
图5是用于说明载台装置10的控制系统的框图。
图6是表示变形例的主视图。
具体实施方式
下面参照附图说明实施本发明的优选方式。
(实施例1)
图1为表示本发明的载台装置的一个实施例的立体图。图2为图1所示的载台装置的主视图。图3为图1所示的载台装置的侧视图。图4为图1所示的载台装置的俯视图。
如图1~图4所示,载台装置10为使龙门部移动的龙门移动型载台,具有:架台12,被固定在混凝土制的地面上;被支持在架台12上的一对导向部14A、14B;多个梁16,横架在一对导向部14A、14B之间,两端被支持在架台12上;Y载台18,沿一对导向部14A、14B向Y方向移动;以及一对线性马达20A、20B,在Y方向驱动Y载台18的两端部。此外,在左侧的导向部14A的上部左右侧面上设有检测Y载台18的位置的一对线性标尺22A、22B。
并且,在梁16上载放有吸附板24(工件载放板),该吸附板24载放由液晶基板等构成的平板状的工件(被加工物)。导向部14A、14B被支持在架台12上,且通过梁16被对准地平行配置,以使得在X方向的间隔距离为一定。
并且,一对的导向部14A、14B是由石材加工而成或由铁等金属材料加工而成。因此,即使在工件的面积被大型化而Y载台18的移动距离被延长的情况下,也可通过延长导向部14A、14B的全长来对应,例如,由于与以往那样将具有对应于工件面积的大面积的石基台对应于移动距离进行延长的情况相比是容易的,且没有必要如以往那样制造对应于工件面积的石基台,所以能够便宜地制作载台装置10。
一对线性马达20A、20B被如下地控制,根据来自检测Y载台18的移动位置的一对线性标尺22A、22B的位置检测信号使其并进驱动。
如图2所示,Y载台18具有:横架部(梁)30,在X方向上横架在导向部14A、14B的上方;以及一对的滑块32A、32B,与横架部30的两端接合、并沿导向部14A、14B移动。在滑块32A、32B上设有使横架部30升降地调整高度位置的升降机构33A、33B。此外,在横架部30上安装有夹具60,用于对被吸附在吸附板24上的工件(未图示)进行预定的作业或进行加工后的检查等。
并且,在横架部30上设有检测与吸附板24的上面的距离(Z方向位置数据)的高度方向检测传感器70A、70B。该高度方向检测传感器70A、70B例如由超声波传感器等构成,其可根据从发送超声波开始到接收反射波的时间差来计测距离。吸附板24的上面的平面度被高精度加工,可作为仿形控制的基准面被利用。
导向部14A、14B通过架台12调整高度以达到水平,且通过梁16设定为水平,但是当导向部14A、14B的任一个由于微小误差而成为非水平状态时,存在Z轴方向发生错位的情况。在这种情况下,Y载台18有可能在吸附板24的上方保持水平状态地向Y方向移动的过程中向Z轴方向进行变动(振动),夹具60和吸附板24的上面的距离变得不是一定。为了抑制这种由导向部14A、14B引起的Y载台18的向Z轴方向的变动,在载台装置10中进行下述的仿形控制,即预先计测相对于Y方向的各移动位置的吸附板24的上面和横架部30的Z轴方向相对距离,根据该Z轴方向计测数据使升降机构33A、33B动作,使夹具60和吸附板24的上面的距离成为一定。
导向部14A、14B中左侧的导向部14A导向滑块32A的移动,并且,右侧的导向部14B导向滑块32B的移动。滑块32A、32B形成为倒U字状,以便与导向部14的左右侧面以及上面相对,且具有:与导向部14A、14B的左右侧面相对的偏转垫(ヨ—パツド)(Y方向静压空气轴承)34、35和在Z方向相对的升降垫(リフトパツド)(Z方向静压空气轴承)36。因此,滑块32A、32B在X方向及Z方向被限制地在Y方向被导向。
并且,在导向滑块32A的移动的导向部14的上部左右侧面上,设有检测一侧的滑块32A的位置的一对线性标尺22A、22B。第1线性标尺22A测定相对于导向部14A的左侧面的滑块32A的移动位置。此外,第2线性标尺22B测定相对于与配置了第1线性标尺22A的导向部14A的左侧面平行的相反侧的右侧面的滑块32A的移动位置。
第1、第2偏转垫34、35分别配置在第1、第2线性标尺22A、22B的附近,抑制第1、第2线性标尺22A、22B的检测精度的偏差。
一对的线性标尺22A、22B,例如使用光电方式线性标尺,且具有:具有发光元件和受光元件的传感器;和具有一定间距的狭缝的标尺。在本实施例中,传感器被设置在滑块32A的左右内壁上,标尺被安装在导向部14的左右侧面上。
并且,横架部30及滑块32A、32B通过来自升降垫36的空气压相对导向部14A、14B浮起并非接触地移动。因此,Y载台18能够以几乎没有摩擦的状态在Y方向上移动。
线性马达20A、20B由形成为“コ”字状的定子(具有永久磁铁)40和从侧面插入到定子40中的转子(具有线圈)42构成,并控制线圈施加电压,以便通过微小的间隙地以非接触状态使转子42在Y方向移动。转子42与滑块32A、32B的侧面接合,并将通过向线圈施加电压将与定子40之间发生的推力向滑块32A、32B传递,在Y方向上驱动滑块32A、32B。
并且,线性马达20A、20B的定子40由线性马达支持部46支持。所以,在通过线性马达20A、20B的驱动力使Y载台18在Y方向移动时发生的反力,经由线性马达支持部46向混凝土地面传递。
由此,线性马达20A、20B受到的反力通过混凝土地面被衰减。所以,传播给架台12的线性马达20A、20B的反力变得极小。
图5是用于说明载台装置10的控制系统的框图。如图5所示,在载台装置10的控制装置100上连接有上述线性马达20A、20B、线性标尺22A、22B、高度方向检测传感器70A、70B、驱动升降机构33A、33B的Z轴马达80A、80B、以及存储装置90。控制装置100制作Z轴数据表92,该Z轴数据表92将在沿Y方向移动Y载台18的过程中由线性标尺22A、22B计测的Y方向位置数据、与对应于Y方向位置数据地由高度方向检测传感器70A、70B计测的Z方向位置数据对应起来,并将该Z轴数据表92存储在存储装置90中。该Z轴数据表92的制作,例如也可以在每次交换工件时进行,或者也可以每隔预先规定的设定时间地进行并进行更新。
并且,控制装置100预先被编程(升降控制单元),以便从存储在存储装载90的Z轴数据表92中读取与由线性马达20A、20B计测的Y方向位置数据对应的Z方向位置数据,来对Z轴数据80A、80B进行仿形控制。
一对导向部14A、14B通过梁16被对准且平行地配置,以便使X方向的间隔距离为一定,但是有平行度产生误差的情况。例如,存在一对的导向部14A、14B的X方向的间隔距离因Y方向位置而变窄或变宽的情况、或一对导向部14A、14B的Z方向的位置因Y方向位置而位于上方或位于下方的情况。
这样,当一对的导向部14A、14B的平行度产生误差时,安装在Y载台18上的夹具60和吸附板24的距离变动,降低对吸附在吸附板24上的工件(未图示)的加工精度或检查精度。但是,在本发明中,在使Y载台18沿Y方向移动时,控制装置100从存储在存储装置90中的Z轴数据表92中读取与Y方向位置数据对应的Z方向位置数据,并控制升降机构33A、33B的Z轴马达80A、80B,所以可以将导向部14A、14B的平行度由于误差的Z方向的变动抑制为几乎为零。即,控制装置100可进行如下控制,在沿Y方向使Y载台18移动的过程中,在沿导向部14A、14B移动的滑块32A、32B在上下方向变动的Z方向位置数据被计测的情况下,在通过该Y方向位置时驱动Z轴马达80A、80B将横架部30的高度位置向与Z方向位置数据的反方向调节,使横架部30和吸附板24的距离为一定。
图6是表示变形例的主视图。如图6所示,导向部14A、14B中左侧的导向部14A,其X方向的宽度尺寸比右导向部14B、比上述实施例变宽很多。因此,线性标尺22A的检测位置和线性标尺22B的检测位置的差扩大,容易检测Y载台18的偏转角度θ。
并且,设置在横架部30的右端的贯穿孔30a中插通有从滑块32B立起的连接轴50。因此,横架部30的右端和滑块32B之间可向偏转方向旋转动作地通过垂直的连接轴50连接。
并且,在右侧的滑块32B上没有设置偏转垫34、35,仅设有在Z方向相对的升降垫36。由此,滑块32B以仅导向部14B的Z方向的浮起位置被限制的状态在Z方向上被导向。
例如,在导向部14A、14B的平行度的偏差、和导向部14A、14B的一个具有X方向的返回的情况下,或在一对滑块32A、32B的并进动作发生偏差的情况下,滑块32B以连接轴50为中心绕Z轴旋转地修正移动方向,可防止横架部30挠曲。
工业上的可利用性
在上述实施例中,以加工由液晶基板构成的工件的载台装置为例进行了说明,作为载台装置的用途,并不局限于此,当然也可以适用在进行其它工件的加工或检查的情况。
Claims (4)
1、一种载台装置,其特征在于,具有:
固定在地面上的架台;
被支持在该架台上且平行配置的一对导向部;
横架在该一对导向部之间,两端被支持在上述架台上的梁;
被支持在上述梁上的工件载放板;
载台,具有沿上述一对导向部的延伸方向移动的一对滑块、和横架在上述一对滑块之间的横架部,且在上述工件载放板的上方移动;
驱动上述一对滑块的一对线性马达;
计测上述载台的移动位置的、设置于上述导向部的一对线性标尺;以及
控制部,控制上述一对线性马达,以使得由该一对线性标尺计测的移动位置相等。
2、如权利要求1所述的载台装置,其特征在于,具有:
升降机构,用于调整上述横架部的高度位置;
高度方向检测传感器,用于计测上述横架部相对于载放在上述梁上的工件载放板的上面的高度位置;
存储单元,存储由该高度方向检测传感器检测的计测数据和上述载台的移动位置的关系;以及
升降控制单元,根据与存储在上述存储单元的上述载台的移动位置对应的计测数据、和由上述线性标尺计测的移动位置数据,对上述升降机构进行仿形控制。
3、如权利要求2所述的载台装置,其特征在于,
上述横架部与上述滑块旋转地连接。
4、如权利要求1所述的载台装置,其特征在于,
上述梁以两端与上述一对导向部抵接的状态被支持在上述架台上。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006169422A JP4402078B2 (ja) | 2006-06-19 | 2006-06-19 | ステージ装置 |
| JP169422/2006 | 2006-06-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101093813A CN101093813A (zh) | 2007-12-26 |
| CN100521143C true CN100521143C (zh) | 2009-07-29 |
Family
ID=38931053
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2007101100524A Expired - Fee Related CN100521143C (zh) | 2006-06-19 | 2007-06-19 | 载台装置 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP4402078B2 (zh) |
| KR (1) | KR100919391B1 (zh) |
| CN (1) | CN100521143C (zh) |
| TW (1) | TW200818217A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107580413A (zh) * | 2016-07-05 | 2018-01-12 | 翔庆精密工业有限公司 | 平台水平自动校正装置 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101339914B (zh) * | 2008-08-27 | 2010-06-16 | 中国科学院长春光学精密机械与物理研究所 | 二维电动位移平台 |
| JP4964853B2 (ja) * | 2008-09-24 | 2012-07-04 | 住友重機械工業株式会社 | ステージ装置 |
| KR102482124B1 (ko) * | 2016-01-25 | 2022-12-27 | 한화정밀기계 주식회사 | 칩 부품 마운터의 오차 최소화 방법 |
| TWI602261B (zh) * | 2016-06-03 | 2017-10-11 | Siacin International Co Ltd | Platform level automatic calibration device |
| JP6771160B2 (ja) * | 2018-08-21 | 2020-10-21 | パナソニックIpマネジメント株式会社 | 搬送ステージとそれを使用したインクジェット装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3746730B2 (ja) * | 2002-04-24 | 2006-02-15 | 株式会社目白プレシジョン | ステージ装置 |
| JP4443891B2 (ja) * | 2003-10-23 | 2010-03-31 | 住友重機械工業株式会社 | ステージ装置 |
| JP2005331402A (ja) * | 2004-05-20 | 2005-12-02 | Sumitomo Heavy Ind Ltd | ステージ装置 |
-
2006
- 2006-06-19 JP JP2006169422A patent/JP4402078B2/ja active Active
-
2007
- 2007-06-07 TW TW096120547A patent/TW200818217A/zh not_active IP Right Cessation
- 2007-06-18 KR KR1020070059427A patent/KR100919391B1/ko not_active IP Right Cessation
- 2007-06-19 CN CNB2007101100524A patent/CN100521143C/zh not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107580413A (zh) * | 2016-07-05 | 2018-01-12 | 翔庆精密工业有限公司 | 平台水平自动校正装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI360133B (zh) | 2012-03-11 |
| TW200818217A (en) | 2008-04-16 |
| KR20070120441A (ko) | 2007-12-24 |
| JP2007331087A (ja) | 2007-12-27 |
| KR100919391B1 (ko) | 2009-09-29 |
| CN101093813A (zh) | 2007-12-26 |
| JP4402078B2 (ja) | 2010-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100521143C (zh) | 载台装置 | |
| CN101806592B (zh) | 有机玻璃在线双面自动测厚装置 | |
| JP5353710B2 (ja) | スライドステージおよびxy方向可動スライドステージ | |
| CN101322005B (zh) | 形状测定装置用探头及形状测定装置 | |
| CN101846884B (zh) | 涂布装置 | |
| CN105091802A (zh) | 一种基于激光测距传感器的便携式二维随动激光测量装置 | |
| CN102162768B (zh) | 一种静压气浮导轨的性能检测装置及其使用方法 | |
| US20150127133A1 (en) | Planar Positioning System And Method Of Using The Same | |
| CN207997871U (zh) | 轮对检测装置、高铁轮对检测装置与动车轮对检测装置 | |
| CN105571476A (zh) | 平板检测装置 | |
| US11784084B2 (en) | High precision air bearing stage with capability of parasitic error compensation | |
| CN204924205U (zh) | 一种基于激光测距传感器的便携式二维随动激光测量装置 | |
| CN105806301A (zh) | 表面翘曲度测量装置及方法 | |
| CN103630098B (zh) | 直线位移台运动平行度的非接触检测方法 | |
| CN101839682B (zh) | 形状测定装置用探测器以及形状测定装置 | |
| CN102426152B (zh) | 一种金属木材摩擦试验台 | |
| CN102841507B (zh) | 激光直写式纳米周期性结构图案制造设备 | |
| CN101093814A (zh) | 平台装置 | |
| CN105737781B (zh) | 细长薄壁类工件专用三维测量设备 | |
| CN103884270A (zh) | 圆光栅安装时产生二维微小角度的测量装置及方法 | |
| CN103047514A (zh) | 基于气浮零位基准和激光自准直测量的气浮隔振平台 | |
| CN105320152A (zh) | 三维微动装置 | |
| CN210999512U (zh) | 一种桌面式微型超精密单点金刚石飞切机床 | |
| CN103162067A (zh) | 基于弹簧零位基准和激光自准直测量的气浮隔振平台 | |
| CN103064432A (zh) | 基于磁浮零位基准和激光自准直测量的气浮隔振平台 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20090729 Termination date: 20140619 |
|
| EXPY | Termination of patent right or utility model |