CN100488662C - 精密锻造零件的制造工艺 - Google Patents
精密锻造零件的制造工艺 Download PDFInfo
- Publication number
- CN100488662C CN100488662C CN200410058950.6A CN200410058950A CN100488662C CN 100488662 C CN100488662 C CN 100488662C CN 200410058950 A CN200410058950 A CN 200410058950A CN 100488662 C CN100488662 C CN 100488662C
- Authority
- CN
- China
- Prior art keywords
- forging
- process equipment
- polishing
- manufacturing process
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 70
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 18
- 238000005242 forging Methods 0.000 claims abstract description 38
- 238000005498 polishing Methods 0.000 claims abstract description 27
- 238000000227 grinding Methods 0.000 claims description 16
- 238000005516 engineering process Methods 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 13
- 238000013178 mathematical model Methods 0.000 claims description 9
- 238000012545 processing Methods 0.000 claims description 7
- 238000001311 chemical methods and process Methods 0.000 claims description 6
- 238000012937 correction Methods 0.000 claims description 6
- 238000006073 displacement reaction Methods 0.000 claims description 4
- 238000011002 quantification Methods 0.000 claims description 4
- 230000003287 optical effect Effects 0.000 claims description 3
- 238000005259 measurement Methods 0.000 claims 1
- 238000004080 punching Methods 0.000 description 7
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 239000010936 titanium Substances 0.000 description 5
- 229910052719 titanium Inorganic materials 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000005555 metalworking Methods 0.000 description 4
- 238000011084 recovery Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 238000003754 machining Methods 0.000 description 3
- 238000004364 calculation method Methods 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 208000037656 Respiratory Sounds Diseases 0.000 description 1
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000005286 illumination Methods 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 238000006396 nitration reaction Methods 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- 238000012800 visualization Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/02—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass turbine or like blades from one piece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K3/00—Making engine or like machine parts not covered by sub-groups of B21K1/00; Making propellers or the like
- B21K3/04—Making engine or like machine parts not covered by sub-groups of B21K1/00; Making propellers or the like blades, e.g. for turbines; Upsetting of blade roots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K5/00—Making tools or tool parts, e.g. pliers
- B21K5/20—Making working faces of dies, either recessed or outstanding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/24—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass dies
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49764—Method of mechanical manufacture with testing or indicating
- Y10T29/49769—Using optical instrument [excludes mere human eyeballing]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Abstract
本发明涉及一种精密煅造零件的制造工艺,该工艺包括:制造和形成第一煅造加工设备(20、30);用所述的加工设备煅造零件,其中,零件具有确定的多余的厚度;以及它们的抛光处理,该方法的特点在于,该工艺还包括:实现第一加工设备的表面的数字化模型;煅造零件;在煅造确定数量的零件之后,根据数字模型复原加工设备或制造新的加工设备。尤其是,零件在煅造之后直接地经受抛光处理,所述处理包括机械抛光。本发明适用于煅造涡轮机的叶片。
Description
技术领域
本发明涉及金属零件的精密锻造领域,尤其是,诸如用于涡轮机组的大型叶片之类的复杂而笨拙的零件。
背景技术
对于金属零件的制造,当在操作过程中零件要吸收大量载荷时,较佳地是实施锻造技术。例如,压缩机的叶片或涡轮喷气飞机的发动机的压气机就是这种情形,它们遭受的振动和离心力对它们产生明显的内部载荷。
锻造是通过对金属块赋予锤打或加压而发生塑性变形的过程。该过程一般包括若干步骤,同时形成多个相继的坯件,它们逐渐地越来越接近成品零件。如果要求的话,零件的锻造通过一标定的阶段得以完成,以导致更精确的形状。
例如,对于由钛金属制成的压缩机的叶片,其操作模式包括如下的步骤:镦锻、挤压和冲压、成形长方块。
在镦锻阶段之前,金属杆经受一上釉操作的准备。它是一玻璃基的涂层,其目的在于便于物质流入到加工设备内。它还起到绝热作用,在从加热炉传送到压机的过程中保持温度,同时,在零件接触加工设备时防止任何的热冲击。它的功能还在于保护零件不致被氧化。根据一优选的实施例,在零件被送入加热炉之前用静电方法将涂层喷涂在零件上。
并行地,对两个壳体或镦锻工具的内表面进行润滑处理。镦锻阶段在于,借助于一冲头将腿杆的端部推向由两个壳体形成的内腔的内侧,升温以确保良好的延展性。当零件的形状要求如此时,在若干个连续的步骤中,在合适的工具内实施镦锻。例如,该工艺可合适地形成压缩机叶片的脚以及翅片(如果需要的话)。
在各个镦锻步骤之间,在构成一新的釉涂层之前,必须使用合适的浸槽去除已包复的釉涂层以及产生的鳞片。
根据零件的类型,例如,对于压缩机叶片,不是压气机的叶片,镦锻采用挤压步骤进行。这样的步骤包括通过模具伸展金属棒条,模具的外形对应于要实现的外形。
一旦零件已被预锻造,它们通过冲模而锻造成给定的形状。
该机械的锻造操作在于精心制作一零件,通过被锤打或施加压力将该零件的坯料强制地填充入一被雕刻有印制图形的冲压模内,该冲模具有对应于要获得的零件的形状。在钛金属情形中,其屈服应力高度地依赖于温度,锻造在高达一定限值的高温下实施,该限值由改变材料机械性能的材料的结构演变所赋于的。
对于压缩机叶片或压气机叶片,一已知的成形操作包括两个冲压操作:
一预成形冲压,它在脚和(如果要求的话)在翅片上进行,并通过将杆从圆形转变为扁平形状,以开始压扁叶片。
一成品的冲压操作,它采用材料的移位来完成锻造循环,并使零件在加工之前尽可能接近其最后的几何形状。
冲压操作在液压或螺杆型压机上进行,压机的冲压圆盘已被预热。在这样的条件下锻造的时间相当短,以避免零件快速地冷下来,以及避免由零件与所述冲模之间的热传导引起的冲模的过热,该过热是由于加工设备的温度不同于零件的温度故通过上述零件与所述冲模之间的热传导而造成的。此外,由于零件通过接触而经受高水平的应力的缘故,所以,将润滑剂施加到冲模的雕刻部分上以减慢零件冷却的过程,便于材料的流动和减小锻造载荷。
一旦零件已经锻造,对零件进行金加工并抛光成最后的尺寸。这样的操作是必要的,因为在锻造之后仍保留有多余的厚度。事实上,确定冲模的雕刻是为了保持零件的过度的厚度。在锻造之后,金加工和抛光能给成品的零件以精确的形状和要求的表面状态。
对于由钛金属制成的零件,应注意到抛光是一主要的操作。它的目的是消除由锻造操作造成的缺陷,这种缺陷易于引起裂纹的扩展。
本发明首先涉及到加工设备的研制,这些设备是上述的冲模和壳体。的确,需要改进这些对该技术的整体经济性具有负面影响的操作。
根据传统的方法实施加工设备所要求的时间相当长,因为必须进行连续修整的操作。
的确,冲模的印模不严格地具有要求获得的坯料的锻造零件的形状和尺寸。它与要求的形状和尺寸偏离一“纠正项”,该纠正项补偿锻造循环过程中加工设备的弹塑性变形。我们不能准确地知道如何预言这样的纠正项,因此,必须修整将冲模修整到从获得的试验件上测得的规范值。在所谓的“精密”锻造中,多余的厚度很小,例如0.8mm,这样,使用一砂轮带通过抛光坯料的零件即可获得成品的零件,或者(如果需要的话),应注意到:如果零件由钛金属制成,则通过化学加工和砂轮带抛光的组合来获得成品的零件。叶片的翼面部分就属这种情形。
因此,研制一精密锻造冲模是一漫长迂回和费钱的过程,因为它要求许多与零件的锻造试验交织的修整的操作。
修整不能快速地执行,因为它要求多次的锻造试验,每次包括这样的步骤:对加工设备进行加热和将加工设备组装于压机上、认识几个零件、标定和控制这些零件。此外,试验零件通常不再派用场;在大多数情形中它们被浪费掉。在试验和修整操作过程中,应该注意到:诸如压机、冲模传送带、控制仪器等装置不再用于生产。
应该注意到:根据该传统的方法,实际上不可能获得两个相同的加工设备,不管是冲模还是壳体。
加工设备的精度不足使借助于该加工设备制造的产品无规律性。
一旦冲压已被调整,即,一旦获得的坯料的锻造试验零件具有要求的形状和尺寸,这样的冲模即可投入使用,以制造一系列零件。该冲模在操作中逐渐变劣,例如,这样的情形也许在1000至5000个零件之后,必须复原该冲模或使用新的模具。
根据第一方法,变劣的冲模的复原在于重新加载材料已被磨损掉的区域和加工和抛光一新的印模(print)。根据第二方法,在消除氮化层和除去几个毫米材料厚度之后,通过金加工完全地再构造印模。该技术称之为再洗(rewashing)。冲模的复原或新冲模的制造需要如初始冲模那样的调整。因此,它们也是时间长和成本高。
通过砂轮带在五个或六个轴线型的机器上进行抛光,是非常适合于诸如叶片的翼面之类的形状复杂的零件。与金加工操作不同,例如通过磨削,砂轮带抛光在每一道上去除一预定的材料厚度,随着砂轮带的速度和施加在零件上的压力的增加而增加了材料厚度,所述厚度随砂轮带相对于零件的向前速度的减小而减小。因此,零件在砂轮带磨道(abrasive belt pass)之后的形状和尺寸直接地取决于所述磨道前的零件的形状和尺寸。
由于所有第一零件是相同的,所以,不会造成由冲模生产的第一零件的任何问题。然而,随着锻造的继续,可发现冲模变劣(发生磨损、塑性变形等)。
为了定期检查,需对零件取样。当零件的尺寸达到规定的降质阈值时,则加工设备进行复原,或制造新的加工设备。用新的冲模或复原的冲模获得的零件可要求若干个规范测定的分离的抛光磨道,这样,它们严格地与用第一冲模获得的零件相同。这种结果的相似性在涡轮喷气飞机发动机的转子级上的多组的叶片的情形中尤显重要。
有待解决的问题是,降低抛光的成本,并获得严格相同的零件,但它们可用不同的冲模进行锻造。这些问题还在于,避免因零件不满足技术规格而浪费零件,在精密锻造的情形中,为确认工艺的有效性,这一点是一重要的准则。
发明内容
根据本发明,该问题可用精密锻造零件制造工艺来解决,该工艺包括:
制造和形成第一锻造加工设备;
用所述的加工设备锻造零件,其中,零件具有确定的多余的厚度;以及
它们的抛光处理。
该方法的特点在于包括下列诸步骤:
实现第一加工设备的表面的数字化模型;
锻造零件,并在锻造之后直接对零件进行抛光处理,所述处理包括机械抛光;
通过打磨消除零件的多余的厚度;
在锻造确定数量的零件之后,根据数字模型复原加工设备或制造新的加工设备。
尤其是,当零件由钛金属制成时,抛光处理包括机械抛光和化学加工的组合。
化学加工包括钛合金的化学溶解。
材料去除在零件的浸泡时间内处理。
根据本发明方法的显著之处在于:
a)第一冲模被特别地调整,以使粗锻零件具有的多余的厚度易于通过机械抛光和/或化学加工操作在单一的过程中去除,或至少不求助于大量的手工修整操作。
b)当第一冲模被调整时,数字化地获得在印模表面上的确定数量点的位置,并将所述表面的模型数字化。
c)如果冲模新交换,则制造包括一抛光加工操作,这样,其印模的数字模型等同于第一冲模的印模的数字模型。
较佳地,由于有砂轮带的缘故使抛光可以自动化。有利地是,可使用一显现有驱动一砂轮带接触轮系统(contact wheel system)的机器。这种机器有利地能控制去除的值和要求的表面状态,该控制是根据简单机器的参数,例如由接触轮施加在零件上的载荷、砂轮带在接触轮上的运行速度以及接触轮相对于加工零件的相对位移速度进行的。
该工艺能控制除去的多余的厚度,并能在锻造之后相当地减少连续抛光步骤的数量。零件的几何形以及其抛光的表面状态得到保证,手工的修整操作达到最小,更不用说根本没有这样的修整操作。
附图说明
其它的特征和优点将显现在下面参照诸附图对本发明的方法的描述中,其中
图1是一冲模;
图2是一镦锻壳体;
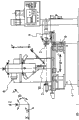
图3是一砂轮带抛光机。
具体实施方式
如图1和2中所示,本发明的锻造方法涉及的加工设备,不管它包括一叶片锻造冲模20还是一镦锻壳体30,该加工设备的形状是复杂的,另外还带有:
高度弯曲的被包复和扭转的区域;
非常小的弯曲;
深且狭窄,例如100mm的深度与底部为20mm的宽度;
由平面、圆柱、锥形和表面部分之间的圆角组合;
以及,在加工设备的两侧之间的高度的显著的变化。
冲模通过印模的磨损,明显的是通过塑性变形而逐渐地变劣。当变劣的程度达到一预定的阈值时,加工设备的更新认为是必要的,根据先前调整的储存在加工设备上的信息,进行所述设备的复原或制造新的加工设备。从而确保方法的连续性。
在将第一加工设备调整到最后的尺寸之后,实现这样加工设备的数字模型。实施加工表面的该数字模型的装置本身是已知的,并可从市场上购得。
工业上最常用的物品是接触传感器,它们可在三维测量机(MMT)上找到。因为传感器端部的球形状,所以这样的传感器提供的结果应经受一半径修正计算(radius correction calculation)。
在无接触传感器(contact free sensor)中,目前最流行的是基于带有一个或若干个激光源的光学技术的传感器,或无激光的光学技术的传感器。两种传感器使用的测量原理都立足于三角学,具体来说,基于三角测量方法。
在带有激光源技术的情形中,零件被一相干光源照明(通常是一激光束),而一个或若干个CCD(电荷耦合装置)型的相机从一通常不同于发射角的角度观察情景。在相机的标定阶段之后从相机的CCD阵列上的画面的坐标点推知目标的坐标点。
在无激光技术的情形中,其原理是基于投射到零件上的一规则栅格的条纹网格的投射,然后通过三角测量法计算目标的表面点。
一旦传感器选定应定义三维的数字化的策略,该策略在于:
寻找一个或若干个传感器的位置,它们能实现所有可接近的零件的表面的数字模型;
根据实施的任务选择诸暗斑点(cloud of point)的密度,然后,从所述结果,进行例如快速的原型设计、表面再建或显形(visualization)。
对于所有锻造加工设备,要求例如0.02mm量级的精度要求。
如果需要的话,根据表面的一定部分的几何形的复杂性,表面的几何形遵从一再建的阶段。这样的操作可以用本技术领域内的技术人员熟知的数据处理方法来实施。
首先,收集由数字化获得的暗斑。根据该暗斑的质量,可以必要地应用一过滤器,其目的是衰减多个小的局部变化,而消除异常的点、测量误差等。
基于该处理的暗斑进行的再建:
对于参考区域(平面、圆柱形、球形),自动地再建形状。
如果没有这点,再建一表面,它“最好”覆盖由其边界描绘的选择的点。这后者可以是已经再建的元件的边界、描绘在诸暗斑点上的曲线、理论的元件。在完成各个方形的再建后,软件能在再建的表面上分析(最大偏差、两个相邻方形的边界之间的最大距离…)。该分析能使操作者修正再建的参数(数学定义参数、表面张力、边界曲率…)。
当数字模型执行时,它在CAD文件格式下存储,输入到CAD环境中,以便产生制造策略,然后,一对加工工具的数字程序,例如,一UHS高速型加工工具。
然后,该程序用来制造新的加工设备、冲模,以使它们严格地与完善的初始的加工设备一致。
在“重洗”或新的加工设备的情形中,通过在完善的加工设备的CAD模型与从制造的加工设备的数字化中得出的暗斑点之间的比较,可进行确认。
下面描述一借助于六轴线型抛光机在打磨锻件之后的抛光方法。
零件的几何形通过一多维型技术进行控制,通过组合使用一粘结带的薄弱点遮蔽(weak point masking)和化学加工(chemical machining),可在整个叶片上重新平衡厚度和几何形。
然后,去除多余的材料厚度,在平面精度上要求的叶片的最后表面状态,在六轴线抛光机上自动抛光。下面根据示出六轴线型的商用机器的图3来描述该方法。
该机器包括一带有零件支承2的框架1,例如,借助于一机械的或液压的突缘装置,一压缩机叶片沿其主轴线保持水平。第一引擎4确保零件绕其主轴线的转动位置(转动轴线U)。第二引擎6确保零件的支承沿一平移轴线(x)的位移。第三引擎8驱动安装在一接触轮10上并通过滚轮系统而伸展开的砂轮带。
此外,接触轮10的转动轴线沿垂直于第一轴线x的两个轴线(y和z)平移地定位,而沿其相关的转动轴线V和W转动地定位。
接触轮的接触表面相对于零件的表面恒定地保持在切向位置上。
根据一实施例,使用了一接触轮,其宽度为25mm,外直径为120mm。表面上,诸槽设置在足够刚性的涂层上,其肖氏硬度为65。
抛光操作包括沿轴线x移动零件,围绕其轴线转动所述零件。接触轮恒定地保持沿切向接触零件的表面。接触轮承受由圆柱形施加的压力确定的一压力,一确定的砂轮带的速度,以便考虑零件相对于接触轮的进刀量,有控制地去除材料量。一旦零件退出抛光机,它准备加工脚和翅片(如果需要的话),使叶片满足几何形以及表面状态的技术要求。
Claims (8)
1.一种精密锻造零件的制造工艺包括:
制造和形成第一锻造加工设备(20、30);
所述锻造加工设备(20、30)按照纠正项而偏离于所述锻造零件,所述纠正项在锻造循环中补偿所述锻造加工设备的弹塑性变形;
用所述的加工设备锻造零件,其中,零件具有确定的多余的厚度;以及
对所述零件的抛光处理,
其特征在于,该工艺还包括:
实现第一锻造加工设备(20、30)的表面的数字化模型;
锻造零件,以及在锻造之后直接对零件进行抛光处理,所述处理包括机械抛光;通过打磨消除零件的多余的厚度;
在锻造确定数量的零件之后,根据数字模型复原加工设备或制造新的加工设备(20、30)。
2.如权利要求1所述的制造工艺,其特征在于,抛光处理还包括化学加工。
3.如权利要求1所述的制造工艺,其特征在于,控制锻造的零件,以确定何时新的加工设备(20、30)应复原或制造。
4.如上述权利要求中任何一项所述的制造工艺,其特征在于,制造的加工设备(20、30)的调整包括:
a.在制造的加工设备的表面上获得确定数量的点的数字位置;
b.将点的位置与数字模型比较;以及
c.纠正加工设备的表面。
5.如权利要求4所述的制造工艺,其特征在于,通过无接触光学测量来获得表面的诸点。
6.如权利要求4所述的制造工艺,其特征在于,使用机械方法数字地获得诸点。
7.如权利要求6所述的制造工艺,其特征在于,使用一安装在接触轮上的砂轮带,该接触轮压靠在多余厚度的表面上,以此实施打磨。
8.如权利要求7所述的制造工艺,其特征在于,通过选定机器的参数确定要去除的材料的量,这些参数是压靠在表面上的接触轮的压力、砂轮带的向前速度以及接触轮的位移速度。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0309000A FR2857889B1 (fr) | 2003-07-23 | 2003-07-23 | Procede de fabrication de pieces par forgeage de precision |
| FR0309000 | 2003-07-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1583315A CN1583315A (zh) | 2005-02-23 |
| CN100488662C true CN100488662C (zh) | 2009-05-20 |
Family
ID=33484693
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200410058950.6A Expired - Lifetime CN100488662C (zh) | 2003-07-23 | 2004-07-23 | 精密锻造零件的制造工艺 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20050086783A1 (zh) |
| EP (1) | EP1500444B1 (zh) |
| JP (1) | JP2005040863A (zh) |
| CN (1) | CN100488662C (zh) |
| DE (1) | DE602004001816T2 (zh) |
| FR (1) | FR2857889B1 (zh) |
| IL (1) | IL162826A (zh) |
| MX (1) | MXPA04007142A (zh) |
| RU (1) | RU2355503C2 (zh) |
| ZA (1) | ZA200405193B (zh) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101559574B (zh) * | 2008-04-18 | 2011-03-23 | 北京胜为弘技数控装备有限公司 | 六轴联动数控砂带磨床及加工汽轮机叶片的方法 |
| FR2947197B1 (fr) * | 2009-06-26 | 2011-07-15 | Snecma | Procede de fabrication d'une piece forgee avec polissage adaptatif |
| CN101791671B (zh) * | 2009-12-22 | 2011-08-17 | 沈阳黎明航空发动机(集团)有限责任公司 | 一种钛合金叶片精密成形锻造方法 |
| CN101811169B (zh) * | 2010-04-09 | 2012-03-21 | 无锡透平叶片有限公司 | 一种叶片模具的分型自锁结构及分型设计方法 |
| CN102162469B (zh) * | 2011-04-14 | 2013-07-03 | 四川振强模锻有限公司 | 一种风机铝合金叶片及其制造工艺 |
| JP5802972B2 (ja) * | 2011-07-11 | 2015-11-04 | 大同特殊鋼株式会社 | タービンブレードの製造方法 |
| FR2979267B1 (fr) * | 2011-08-26 | 2014-04-18 | Snecma | Procede de fabrication d'une piece par forgeage |
| CN103028693B (zh) * | 2011-09-29 | 2016-01-27 | 沈阳黎明航空发动机(集团)有限责任公司 | 一种精锻叶片预成型方法 |
| CN102837246B (zh) * | 2012-09-14 | 2014-11-12 | 西安航空动力股份有限公司 | 航空发动机精锻叶片进、排气边缘柔性磨削方法 |
| CN102974736A (zh) * | 2012-11-30 | 2013-03-20 | 无锡透平叶片有限公司 | 透平叶片坯料的定位结构 |
| CN103878292A (zh) * | 2012-12-21 | 2014-06-25 | 陕西宏远航空锻造有限责任公司 | 一种Cr-Ni-Mo系不锈钢叶片的锻造方法 |
| CN103042145B (zh) * | 2012-12-25 | 2016-04-13 | 国营第六一六厂 | 扳手精密模锻成形工艺 |
| CN103357806B (zh) * | 2013-07-22 | 2015-07-08 | 上海驳原金属材料有限公司 | 超细晶粒钛合金tc4叶片的制造工艺 |
| CN103691866B (zh) * | 2013-12-15 | 2015-10-14 | 无锡透平叶片有限公司 | 一种提高叶片坯料在模具上定位稳定性的方法 |
| FR3049883B1 (fr) * | 2016-04-12 | 2018-05-04 | Safran | Noyau de conformation a chaud d'une piece metallique et procede de fabrication |
| CN110026649B (zh) | 2018-01-12 | 2022-03-08 | 通用电气公司 | 一种用于增材制造的温度控制系统和方法 |
| JP7253995B2 (ja) * | 2019-07-24 | 2023-04-07 | 株式会社日立製作所 | 製造工程設計方法及び製造工程設計システム |
| CN112756921B (zh) * | 2021-01-08 | 2022-03-25 | 台州市黄岩炜大塑料机械有限公司 | 塑料扩口管件模具扩口滑块加工方法 |
| CN113205532B (zh) * | 2021-05-06 | 2022-07-05 | 湖南协优易机械工业有限公司 | 一种锻压设备控制装置 |
| CN114074170B (zh) * | 2021-11-19 | 2024-05-10 | 中国航发贵州黎阳航空动力有限公司 | 一种航空发动机叶片精锻件终锻模的优化设计方法 |
| CN114453543B (zh) * | 2022-01-27 | 2023-04-04 | 景德镇明兴航空锻压有限公司 | 一种tc4钛合金棒材的锻造设备及锻造方法 |
Family Cites Families (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB726909A (en) * | 1952-02-25 | 1955-03-23 | Omes Ltd | Improvements in or relating to the manufacture of turbine and like blades |
| US2959843A (en) * | 1955-01-17 | 1960-11-15 | Eaton Mfg Co | Method of producing turbine blades |
| DE3138484A1 (de) * | 1981-09-28 | 1983-04-14 | Deutsche Gesellschaft für Wiederaufarbeitung von Kernbrennstoffen mbH, 3000 Hannover | "verfahren zur instandhaltung von vorrichtungen und bauteilen in heissen zellen, insbesondere von wiederaufarbeitungsanlagen fuer abgebrannte kernbrennstoffe, und vorrichtung zur durchfuehrung des verfahrens |
| US4977512A (en) * | 1987-02-05 | 1990-12-11 | Shibuya Kogyo Co., Ltd. | Three dimensional simultaneous machining and measuring system |
| DE3708848A1 (de) * | 1987-03-18 | 1988-09-29 | Mec Gmbh | Verfahren zur herstellung einer gesenkfamilie zur erzeugung eines gesenkschmiedeteils |
| US5128870A (en) * | 1989-06-09 | 1992-07-07 | Regents Of The University Of Minnesota | Automated high-precision fabrication of objects of complex and unique geometry |
| US5257203A (en) * | 1989-06-09 | 1993-10-26 | Regents Of The University Of Minnesota | Method and apparatus for manipulating computer-based representations of objects of complex and unique geometry |
| US5233744A (en) * | 1991-01-10 | 1993-08-10 | Noland Edmund B | In site flywheel repair apparatus |
| US5140737A (en) * | 1991-01-10 | 1992-08-25 | Noland Edmund B | In situ flywheel repair method |
| US5398193B1 (en) * | 1993-08-20 | 1997-09-16 | Alfredo O Deangelis | Method of three-dimensional rapid prototyping through controlled layerwise deposition/extraction and apparatus therefor |
| FR2724127B1 (fr) * | 1994-09-07 | 1996-12-20 | Snecma | Procede de fabrication d'une aube creuse de turbomachine |
| US5552992A (en) * | 1994-11-01 | 1996-09-03 | Larry J. Winget | Method and system for reproduction of an article from a physical model |
| US5966308A (en) * | 1994-12-27 | 1999-10-12 | General Electric Company | Remotely operated, automatic contour mapping, machining and welding tooling system |
| US5515589A (en) * | 1994-12-27 | 1996-05-14 | General Electric Company | In situ method for remotely operated, automatic contour mapping, machining and welding of piping |
| DE19642980C1 (de) * | 1996-10-18 | 1998-08-13 | Mtu Muenchen Gmbh | Verfahren zur Instandsetzung verschlissener Schaufelspitzen von Verdichter- und Turbinenschaufel |
| US6073056A (en) * | 1997-04-08 | 2000-06-06 | Larry J. Winget | Method and system for building a data model of a physical part in a data format useful for and reproduction of the part |
| US6377865B1 (en) * | 1998-02-11 | 2002-04-23 | Raindrop Geomagic, Inc. | Methods of generating three-dimensional digital models of objects by wrapping point cloud data points |
| US6473720B1 (en) * | 1999-04-09 | 2002-10-29 | General Electric Company | Method for monitoring product performance |
| US6625607B1 (en) * | 1999-07-22 | 2003-09-23 | Parametric Technology Corporation | Method of comparing parts |
| US6560499B1 (en) * | 1999-10-29 | 2003-05-06 | Demmer Corporation | System and method for design and fabrication of stamping dies for making precise die blanks |
| CA2378801C (en) * | 2000-05-24 | 2007-03-20 | Kikuchi Co., Ltd. | Method and apparatus for producing mold |
| US6602545B1 (en) * | 2000-07-25 | 2003-08-05 | Ford Global Technologies, L.L.C. | Method of directly making rapid prototype tooling having free-form shape |
| DE10055505C2 (de) * | 2000-11-10 | 2003-03-20 | Mtu Aero Engines Gmbh | Verfahren zur Instandsetzung von Schaufeln |
| US6587742B2 (en) * | 2000-12-20 | 2003-07-01 | Mark Manuel | Method and apparatus for the creation of a tool |
| JP3755404B2 (ja) * | 2001-01-26 | 2006-03-15 | 日産自動車株式会社 | 金型の修正方法 |
| US6629093B1 (en) * | 2001-01-31 | 2003-09-30 | Autodesk, Inc. | Method and apparatus for simplified computer aided design (CAD) model search and retrieval |
| JP2002239676A (ja) * | 2001-02-19 | 2002-08-27 | Yutaka Seimitsu Kogyo Ltd | かさ状歯車鍛造用金型の製造方法 |
| US20020166220A1 (en) * | 2001-05-11 | 2002-11-14 | United Air Lines, Inc. | Process for repairing a structure |
| US20020187065A1 (en) * | 2001-06-06 | 2002-12-12 | Amaya Herman Ernesto | Method for the rapid fabrication of mold inserts |
| US6944925B2 (en) * | 2001-06-13 | 2005-09-20 | Ttx Company | Articulated connector reconditioning process and apparatuses |
| JP4800511B2 (ja) * | 2001-07-10 | 2011-10-26 | 本田技研工業株式会社 | コンピュータ支援による製品設計装置 |
| US7155375B1 (en) * | 2001-09-17 | 2006-12-26 | Impactxoft | Method and system for designing objects using design intent merge |
| US7117047B1 (en) * | 2001-12-04 | 2006-10-03 | Assembly Guidance Systems, Inc. | High accuracy inspection system and method for using same |
| US6701615B2 (en) * | 2002-03-08 | 2004-03-09 | General Electric Company | Inspection and sorting system and method for part repair |
| US7194388B2 (en) * | 2002-03-25 | 2007-03-20 | Alcoa Inc. | Method for determining a die profile for forming a metal part having a desired shape and associated methods |
| US7020539B1 (en) * | 2002-10-01 | 2006-03-28 | Southern Methodist University | System and method for fabricating or repairing a part |
| FR2847999B1 (fr) * | 2002-12-02 | 2005-02-11 | E S I Software | Logiciel de modelisation d'emboutissage |
| US6882894B2 (en) * | 2003-01-06 | 2005-04-19 | Duane Milford Durbin | Method and system for automated mass manufacturing of custom tooth die models for use in the fabrication of dental prosthetics |
| US6947809B2 (en) * | 2003-03-05 | 2005-09-20 | Ford Global Technologies | Method of modifying stamping tools for spring back compensation based on tryout measurements |
| US20050287031A1 (en) * | 2004-06-23 | 2005-12-29 | The Boeing Company | SLS For Tooling Applications |
| US20050285314A1 (en) * | 2004-06-28 | 2005-12-29 | The Boeing Company | Integral Nut Slot System In SLS Details |
-
2003
- 2003-07-23 FR FR0309000A patent/FR2857889B1/fr not_active Expired - Fee Related
-
2004
- 2004-06-25 EP EP04291602A patent/EP1500444B1/fr not_active Expired - Lifetime
- 2004-06-25 DE DE602004001816T patent/DE602004001816T2/de not_active Expired - Lifetime
- 2004-06-29 ZA ZA2004/05193A patent/ZA200405193B/en unknown
- 2004-06-29 US US10/878,042 patent/US20050086783A1/en not_active Abandoned
- 2004-07-01 IL IL162826A patent/IL162826A/en active IP Right Revival
- 2004-07-12 JP JP2004204237A patent/JP2005040863A/ja active Pending
- 2004-07-22 RU RU2004122587/02A patent/RU2355503C2/ru active
- 2004-07-23 CN CN200410058950.6A patent/CN100488662C/zh not_active Expired - Lifetime
- 2004-07-23 MX MXPA04007142A patent/MXPA04007142A/es active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| RU2004122587A (ru) | 2006-02-10 |
| FR2857889A1 (fr) | 2005-01-28 |
| MXPA04007142A (es) | 2005-06-08 |
| US20050086783A1 (en) | 2005-04-28 |
| DE602004001816D1 (de) | 2006-09-21 |
| CN1583315A (zh) | 2005-02-23 |
| IL162826A0 (en) | 2005-11-20 |
| RU2355503C2 (ru) | 2009-05-20 |
| DE602004001816T2 (de) | 2007-03-29 |
| FR2857889B1 (fr) | 2005-09-23 |
| EP1500444B1 (fr) | 2006-08-09 |
| IL162826A (en) | 2008-07-08 |
| ZA200405193B (en) | 2005-05-25 |
| EP1500444A1 (fr) | 2005-01-26 |
| JP2005040863A (ja) | 2005-02-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100488662C (zh) | 精密锻造零件的制造工艺 | |
| US8881392B2 (en) | Method of repairing machined components such as turbomachine blades or blades of blisks | |
| CN100548530C (zh) | 带有标记装置的锻造模具 | |
| RU2579408C2 (ru) | Автоматизация трубоформовочного пресса с источником света для измерения внутреннего контура трубы | |
| IT9020294A1 (it) | Sistema visualizzatore di lavorazione a macchina | |
| CN110281017B (zh) | 一种曲面锻件中心孔的钻取方法 | |
| EP3457237B1 (en) | Method and machine equipment for manufacturing of a cutting tool | |
| US7097540B1 (en) | Methods and apparatus for machining formed parts to obtain a desired profile | |
| Gronostajski et al. | Die profile optimization for forging constant velocity joint casings | |
| Zhang et al. | 3D curvature grinding path planning based on point cloud data | |
| CN100463766C (zh) | 一种螺杆转子的修复工艺 | |
| US6889112B2 (en) | Method for processing surface and apparatus for processing same | |
| JP2006320996A (ja) | 二番金型の製作方法 | |
| JP2017226035A (ja) | 加工方法及び加工装置 | |
| CN110899782B (zh) | 一种对开机匣外型面自适应铣削的加工方法 | |
| JP6693259B2 (ja) | 鍛造ベベルギアの製造方法及びこれに用いる冷間サイジング型 | |
| JP2001105086A (ja) | 鍛造用金型およびその製造方法 | |
| US11931793B2 (en) | Inlet lip skin manufacturing method | |
| Vyboishchik | The influence of dynamical parameters on surface quality during ball-end milling | |
| JP2009289018A (ja) | 円形鍛造品の据え込み形状予測方法 | |
| CN114880794B (zh) | 提高型钢轧辊使用寿命的修复方法、装置、介质和设备 | |
| JP4244813B2 (ja) | 鍛造粗材およびその形状判定方法 | |
| JP2002540952A (ja) | 揺動ダイの製造法 | |
| CN109175891B (zh) | 大型井道薄边法兰连接环的防起皱生产工艺 | |
| JP2024114450A (ja) | ワークの加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C56 | Change in the name or address of the patentee |
Owner name: KEMA SNEH CO., LTD. Free format text: FORMER NAME: SNAKE HORSE ENGINE CO.,LTD. |
|
| CP01 | Change in the name or title of a patent holder |
Address after: Paris France Patentee after: SNECMA Address before: Paris France Patentee before: Snecma Moteurs |
|
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20090520 |