JP7253995B2 - 製造工程設計方法及び製造工程設計システム - Google Patents
製造工程設計方法及び製造工程設計システム Download PDFInfo
- Publication number
- JP7253995B2 JP7253995B2 JP2019136445A JP2019136445A JP7253995B2 JP 7253995 B2 JP7253995 B2 JP 7253995B2 JP 2019136445 A JP2019136445 A JP 2019136445A JP 2019136445 A JP2019136445 A JP 2019136445A JP 7253995 B2 JP7253995 B2 JP 7253995B2
- Authority
- JP
- Japan
- Prior art keywords
- shape
- program
- tool
- conversion
- forging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




























Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by monitoring or safety
- G05B19/4069—Simulating machining process on screen
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/4093—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part program, for the NC machine
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/4097—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by using design data to control NC machines, e.g. CAD/CAM
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Geometry (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- Numerical Control (AREA)
Description
図4は、一実施形態に係る加工処理システムの全体構成図である。
設計者が、製造プロセスでの最終的な製品形状を、顧客や他の部門から受領したとき又は自らが設計したときに、加工処理システム1000の製造工程設計システム1を利用し、特定の場所を前提とした、鍛造工程と切削工程とを含む製造工程を設計する。その後、設計した製造工程を実際にテストするために、設計された鍛造工程で使用する金型を自身又は外部の製造者により製造し、指定した場所で設計した鍛造工程のテスト実施と、切削工程のテスト実施とを行い、テスト実施の結果に応じて製造工程を改良し、その後、改良した製造工程により、製品を製造する本番稼働を迎えることとなる。
<製造工程設計システムの処理概要>
図5は、一実施形態に係る製造工程設計システムの処理概要図である。
金型形状は、無数の自由曲面に基づいて設計することができるが、無数の自由曲面に基づいて設計すると、考えられる金型形状の数が膨大となり、設計にかかる工数も膨大になる。そこで、本実施形態では、金型を、複数の部分金型(仮想金型ブロック)から構成されるものとし、各部分金型を、複数の機能のいずれかに対応する形状とし、これら部分金型を組合わせることで、金型案の候補となる金型(仮想金型)を創出するようにする。
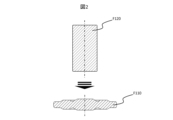
ここで、部分金型の機能(役割)の種類について、図1に示す目標形状F110を生成する場合を想定した例を説明する。
次に、仮想金型における部分金型を説明する。
次に、鍛造工程前のワークF120から目標形状F110を生成する複数の工程から構成される型鍛造工程案の一例について説明する。
次に、一実施形態に係る製造工程設計システムの構成について説明する。
次に、一実施形態に係る鍛造プロセス設計計算機の構成について説明する。
<CAD>
CAD F445は、ユーザからの入力に基づいて、3次元の製品形状を設計でき、設計した製品形状に対応する3次元データ(CADデータ)を生成して出力する。なお、本実施形態では、鍛造プロセス設計計算機F40は、CAD F445を格納しているが、例えば、他の計算機から製品についてのCADデータを取得するようにしている場合には、CAD F445を備えていなくてもよい。
*鍛造目標形状を、より製品形状に近い形状とする。これにより、切削工程において、切削する体積を減らすことができ、コスト及び切削時間を削減することができる。ただし、切削工程での切削加工が必要であるため、所定の削りしろを残す。
*鍛造工程で苦手とする形状は、切削加工のみで加工すると判断し、より外面が平面に近いように表面形状を変更する。例えば、曲率半径の小さな面は大きな曲率半径の面に修正し、また、深すぎる凹み(入口に対して深さが深いという意味)は凹み自体を鍛造目標形状から除いて平面に置き換える。
鍛造プロセス設計プログラムF441は、GUI(Graphical User Interface) F442と、最適工程判定モジュールF443と、最適工程設計モジュールF444とを含む。
*工程設計で設計する最大工程数
*設計変数の定義、例えば、部分金型の種類、部分金型の割当て領域
*使用する有限要素シミュレーションソルバーの指定
*ワーク形状
*目標形状。目標形状は、この工程案の設計における目標の形状であり、鍛造処理での最終製品の形状であってもよく、鍛造処理における中間の目標形状(中間目標形状)であってもよい。
*目的関数の定義。目的関数の定義としては、例えば、工程案で鍛造した鍛造形状と目標形状との形状誤差を最小化、鍛造荷重を最小化などといった評価方法を指定してもよい。
*制約条件。制約条件としては、例えば、使用するプレス機構の鍛造荷重、金型の摩耗等を含んでもよい。
*有限要素シミュレーションの最大計算回数
*有限要素シミュレーションにおけるメッシュのサイズ
*目標値。目標値は、目的関数に関する評価値であり、例えば、許容される形状誤差の値(例えば最大値)、プレス機構において許容される鍛造荷重の値(例えば、最大値)等である。
*得られた工程案の概略を示す図
*概略の工程案を詳細表示するための解析結果ファイルへのリンク(閲覧用リンク)。ユーザは、表示用計算機F30により、閲覧用リンクを選択することによって、解析結果ファイルにアクセスでき、解析結果の内容(例えば、鍛造荷重、応力、歪み等)を評価することができる。なお、解析結果ファイルへのアクセスおよび解析結果の評価は、表示用計算機F30にある有限要素シミュレーションソフトの結果表示機能を利用して行ってもよく、解析結果ファイルのテキストデータに対して表計算ソフトなど用いて行ってもよい。
CAM F446は、製品形状のCADデータと、切削工程前の形状(例えば、推定鍛造後形状)のCADデータと、切削で使用する工具等の設定情報を入力とし、所定のNC切削加工機において、切削前の形状を製品形状とするための切削工程におけるNCプログラム(変換元用NCプログラム)を生成する。なお、CAM F446は、全ての処理をユーザによらず実行してもよいし、一部の処理をユーザの指示に従って行ってもよい。
・推定鍛造後形状より所定のマージン分だけ仮想的に肉付けしたものを補正鍛造後形状とする。
・設計された鍛造工程を実際に実行したテストで得られたワークの形状を3Dスキャナーでスキャンし、その結果を補正鍛造後形状とする。
・設計された鍛造工程を実際に実行したテストで得られたワークの形状の代表寸法に基づいて、推定鍛造後形状に肉付けを行って補正鍛造後形状とする。
*工程の最後において目標形状の転写用の仮想金型ブロックでプレスされた部分は目標形状に近い。したがって、この部分に対応する肉付け量を少なくしてもよい。
*鍛造工程中の、より早い工程で目標形状の転写用の仮想金型ブロックでプレスされた部分ほど誤差が大きく、鍛造工程でまったく接触されていない部分は誤差がより大きい。したがって、これら部分に付加する肉付け量を多くしてもよい。
*目標形状の転写用の仮想金型ブロックでプレスされた以後に、隣接する領域に対してプレスがされた領域ほど誤差が大きい。したがって、この部分に付加する肉付け量を大きくしてもよい。
CAD F445は、設計した製品形状のCADデータから、鍛造工程での目標形状(鍛造目標形状)のCADデータを生成する。典型的には、CAD F445は、製品形状を包含する形状であって、鍛造工程後に溶接のような肉盛り加工をせずに、切削工程だけで製品形状を実現できる形状を鍛造目標形状とする。
<<中間目標形状を経た目標形状の生成>>
未加工のワークから目標形状を生成する際において、例えば、プレス機構の鍛造荷重等の制約によっては、所定の中間目標形状を経て目標形状を生成することがある。例えば、図10に示すように未加工のワークF120からワークF190を1つの工程で生成することができない場合には、未加工のワークF120を一旦中間目標形状とすることが行われる。
なお、上記実施形態では、目標形状に基づいて部分金型の領域を決定していたが、部分金型の領域はこれに限られず、目標形状に関わらず、任意の領域としてもよい。例えば、目標形状の中心側の領域に対応する部分金型の径方向の幅を、目標形状の中心軸に近いほど大きくし、中心軸から離れるほど小さくしてもよい。また、上記実施形態では、部分金型の上面形状を円形、又は円環状としていたが、部分金型の上面形状はこれに限られず、任意の形状としてもよい。例えば、部分金型を、八面体(例えば、上面形状が六角形の八面体)としてもよい。
また、上記実施形態では、鍛造プロセス設計計算機F40に有限要素シミュレーションの実行機能を備え、この有限要素シミュレーションの実行機能を利用する例を示していたが、本発明はこれに限られず、有限要素シミュレーションの実行は、必ずしも鍛造プロセス設計計算機F40において行わなくてもよい。例えば、有限要素モデルの生成は、鍛造プロセス設計計算機F40で実行し、有限要素シミュレーションについては、例えば、表示用計算機F30にある、ユーザが既に所有している有限要素シミュレーションソフトを用いて解析を実行し、得られた解析結果を鍛造プロセス設計計算機F40に返すようにしてもよい。この場合、鍛造プロセス設計計算機F40において有限要素シミュレーションを実行しなくてもよいので、鍛造プロセス設計計算機F40の負荷を軽減することができる。また、鍛造プロセス設計計算機F40にある有限要素シミュレーションソフトの実行を行うとユーザの費用負担が発生するような場合には、鍛造プロセス設計計算機F40で有限要素シミュレーションソフトの実行をしなくてもよくなるので、鍛造プロセス設計計算機F40を利用する費用を低減することができる。
<システム構成>
図17は、一実施形態に係る加工処理システムの一部の構成図である。
変換用計算機10は、一例としてはパーソナルコンピュータ、汎用計算機である。変換用計算機10は、プロセッサの一例としてのCPU11、ネットワークインターフェース12(図ではNet I/Fと省略)、ユーザインターフェース13(図ではUser I/F)、記憶部の一例としての記憶資源14、及びこれら構成物を接続する内部ネットワークを含む。
記憶資源14は、加工機構成情報1421と、工具セット情報1422と、個別工具情報1423と、変換元用NCプログラム1424と、変換先用NCプログラム1425と、変換履歴情報1426とを格納する。なお、記憶資源14は、これ以外の情報を格納してもよい。次の段落から各データやプログラムの詳細について説明する。なお、各情報、又は各情報の一部の項目は省略してもよい。
(a1)NC切削加工機20の識別子(加工機ID)。加工機IDとして、NCコントローラ21の識別子や、NCコントローラ21のネットワークアドレスを代用してもよい。
(a2)NC切削加工機20の型番。
(a3)NC切削加工機20の設置場所。
(a4)NC切削加工機20の使用実績、例えば、使用時間等。
(a5)NC切削加工機20の所定の部位の温度。所定の部位としては、NC切削加工機20の主軸や、ステージ24であってもよい。
(a6)NC切削加工機20の所定の部位の剛性に関する情報(例えば、部位のヤング率や、たわみ量等)。所定の部位としては、NC切削加工機20の処理ヘッド部23の主軸や、ステージ24であってもよい。
(a7)NC切削加工機20の所定の部位の形状。所定の部位の形状としては、NC切削加工機20の主軸の長さや、ステージ24の長さであってもよい。
(a8)ツールマガジン25に収容可能な最大の工具数、すなわち、スロットの数。
(a9)経年変化や設置環境に合わせて設定されるオフセット値。このオフセット値は、NCプログラムにおける工具移動時の座標を微修正するために使用される値であり、例えば経年劣化でステージが微妙に傾いた等の状況を補正するために使用される値である。
(a10)NCコントローラ21のメーカ、型番等。NCコントローラ21は、メーカや型番に応じて、NCプログラムの記述形式が多少異なる場合があり、このような状況を判断するために用いられる。
(a11)主軸やステージ等のコンポーネントのがたつき、移動精度(例えば、ステージのバックラッシュ量等)、直線度、平面度、平行移動度、装置稼働時の振動幅や振動周波数。
工具セット情報1422は、1以上の工具TLで構成されるグループ(セット)を管理するための情報である。工具セット情報1422は、工具セットの識別情報(工具セットID)と、セットを構成する1以上の工具TLの識別子、又は型番の集合である。
(b1)工具TLの識別子(工具ID:例えば、シリアル番号等)。工具TLの識別子としては、刃物部TLaやホルダTLbに個体IDが与えられている場合は、その値であってもよく、付されていない場合には、構成情報取得プログラム1412を実行するCPU11が自動付与してもよい。
(b2)工具TLの型番(工具特定情報の一例)。例えば、工具TLを構成する刃物部TLaとホルダTLbとのそれぞれの型番。なお、工具TLが、刃物部TLaのみで構成される場合には、刃物部TLaの型番のみでよい。また、刃物部TLaが複数の部品で構成される場合には、それらすべての型番であってもよく、一部の型番であってもよい。
(b3)工具TL(例えば、刃物部TLaと、ホルダTLbのそれぞれ)についての材質、形状、剛性(ヤング率、たわみ量等)、使用履歴、温度等。ここで、工具TLの材質、形状によって剛性が変化するので、これらの情報も剛性に関する情報である。なお、明記しない限りは、「形状」とは、一般的に言うところの図面やCADデータが示す立体形状や断面形状に加えて、長さ、刃物部TLaがホルダTLbから突出する長さ(刃物飛び出し長さ)、刃物部TLaの太さ、刃物部TLaの直線度、といった形状から得られる代表的な値も含むものとする。
(b4)工具が収容されるべきツールマガジン25の配置位置(スロット)の情報(位置情報、スロット番号)。
なお、本実施形態では、(b1)~(b4)の情報については、例えば、ユーザによる表示用計算機F30又はユーザインターフェース13を介しての入力情報から取得するようにしているが、NCコントローラ21から取得可能な情報については、NCコントローラ21から取得するようにしてもよい。
*ワークW情報。本情報は、例えばワークWの加工前の形状データ、材質、剛性、ワークWの加工目標形状データ等の情報。加工目標形状データとは、NCプログラムによって加工する時の目標とする形状を示すデータである。当該目標形状にワークWを加工できた場合は誤差がゼロであることを意味する。
*加工機構成情報1421、工具セット情報1422、個別工具情報1423以外の、変換前環境又は変換先環境の情報。本情報を明示するために「その他変換前環境情報」や「その他変換前環境情報」と呼ぶことがある。
<<変換プログラム1411>>
変換プログラム1411は、CPU11に実行されることにより、以下の処理を実行する。ここで、CPU11が変換プログラム1411を実行することにより、変換部が構成される。
*変換プログラム1411は、後述する変換用入力画面100(図19参照)の変換開始ボタン120が押下された場合に、変換用入力画面100に入力された各種情報を加工機構成情報1421、工具セット情報1422、及び個別工具情報1423に反映させ、変換用入力画面100に入力された各種情報と、加工機構成情報1421、工具セット情報1422、及び個別工具情報1423に含まれる、変換先環境の情報或いは変換元環境の情報とに基づいて、変換対象の変換元用NCプログラム1424を変換先用NCプログラム1425に変換する変換処理を実行し、得られた変換先用NCプログラム1425を記憶資源14に格納する。
構成情報取得プログラム1412は、CPU11に実行されることにより、以下の処理を実行する。ここで、CPU11が構成情報取得プログラム1412を実行することにより、剛性情報受付部が構成される。
*構成情報取得プログラム1412は、NCコントローラ21からNC切削加工機20に関する各種情報を取得する。取得する情報としては、上記した(a1)、(a2)、(a4)、(a5)、(a8)、(a9)、及び(a10)の情報がある。
*構成情報取得プログラム1412は、変換用入力画面100をユーザインターフェース13又は表示用計算機F30に表示させ、変換用入力画面100を介してユーザからの各種情報(作業者から取得するNC切削加工機20に関する情報((a3)、(a6)、(a7)、及び(a11))、及び工具セット50に関する情報((b1)~(b4)の情報))を取得する。
図19は、一実施形態に係る変換用入力画面の構成図である。変換用入力画面100は、例えば下記描画領域より構成され、各領域に入力又は表示用の画面オブジェクトを含む画面である。
*変換元環境領域100B。この領域は、変換元環境の入力又は表示用の画面オブジェクトを含む。
*変換先環境領域100C。この領域は、変換先環境の入力又は表示用の画面オブジェクトを含む。
*加工情報領域100A。この領域は、変換元環境や変換先環境とは独立した情報に関する入力又は表示用の画面オブジェクトを含む。
*変換対象(変換元)のNCプログラムのファイル名を入力するためのファイル名入力領域101。
*変換元NC切削加工機の加工機の種類を選択指定する変換元加工機指定領域102。
*変換元NC切削加工機において変換元用NCプログラムに従った加工処理で使用対象の工具セットを選択指定するための変換元工具セット指定領域104。
*工具セットに含まれる各工具に関する情報を入力するための変換元工具情報入力領域105,106,107。
*変換先NC切削加工機20の加工機IDや構成情報を選択指定する変換先加工機指定領域110。
*変換先NC切削加工機20に関する各種情報を入力するための変換先加工機情報入力領域111。
*変換先NC切削加工機20において変換先用NCプログラムに従った加工処理で使用する工具セットを選択指定するための変換先工具セット指定領域112。
*工具セットに含まれる各工具に関する情報を入力するための変換先工具情報入力領域113,114,115。
*変換元用NCプログラムから変換先用NCプログラムへの変換処理の開始を受け付ける変換開始ボタン120。
図20は、一実施形態に係るダウンロード確認画面の構成図である。
*変換対象である変換元用NCプログラム1424の指定。
*変換元用NCプログラム1424によってワークWの加工処理を行っていたNC切削加工機20(変換元NC切削加工機)を特定する情報(加工機ID)の指定、又は変換元用NCプログラム1424を作成したCAM F446が対象としていたNC切削加工機(変換元NC切削加工機)の種類の指定。
*変換元用NCプログラム1424による加工処理において使用していた(又は、CAMF446が対象としていた)工具セットを特定する情報(工具セットID)の指定。
*変換元用NCプログラム1424を変換させた変換先用NCプログラム1425により新たにワークWの切削加工を行わせるNC切削加工機(変換先NC切削加工機20)を特定する情報(加工機ID)の指定。
*変換先NC切削加工機20で使用する工具セットを特定する情報(工具セットID)の指定。
これとともに、構成情報取得プログラム1412は、変換元NC切削加工機及び変換先NC切削加工機20に関する各種情報((a3)、(a6)、(a7)、及び(a11))や、変換元NC切削加工機20で使用されていた(又は、変換元NC切削加工機で使用する対象とされていた)工具セット50や、変換先NC切削加工機20で使用する工具セット50に関する情報((b1)~(b4)の情報)の入力(直接入力又は選択入力)を受け付ける。
次に、変換用計算機10による処理動作の具体例について説明する。
上記した処理によると、変換元NC切削加工機20向けにチューニングされた変換元用NCプログラムを、変換先NC切削加工機20の少なくとも剛性に関する情報を考慮して変換先用NCプログラムに変換するようにしているので、変換先NC切削加工機20における加工処理における加工精度を向上することができる。また、上記した処理によると、切削処理に適切な工具経路補正量の補正を行うことができる。また、切削途中に補正がされることを防止できるので、ワークに切削途中での補正による段差等の発生を適切に防止できる。また、補正前のNCプログラムのブロックを利用して、1つのブロックを分割したり、補正ブロックを追加したりするので、補正前のNCプログラムの記述を有効に利用しつつ、工具経路補正量を補正することのできるので、補正前のNCプログラムを読んでいたユーザが補正後のNCプログラムを容易に理解することができる。また、補正後のNCプログラムに、変換された部分を示すコメントが追加されているので、補正後のNCプログラムに対するユーザの理解をより容易にすることができる。
なお、本発明は、上述の実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、適宜変形して実施することが可能である。また、下記で説明した処理は組み合わせて用いてもよい。
構成情報取得プログラム1412によるフィルタリング処理においては、以下の処理を行ってもよい。
例えば、変換先NC切削加工機として設定される又はこの選択候補として絞り込まれる候補NC切削加工機としては、変換元NC切削加工機20のすべての機能を包含している他のNC切削加工機20としてもよい。具体的には、例えば、変換元NC切削加工機20が、フライス盤やボール盤である場合に、候補NC切削加工機を、マシニングセンタとしてもよい。また、変換元NC切削加工機が、3軸のマシニングセンタである場合に、候補NC切削加工機を、5軸のマシニングセンタとしてもよい。
NCプログラムの変換処理を簡易化する場合には、変換先工具セットの候補としては、変換元工具セットの工具数と同じ工具数の工具セットとしてもよい。なお、加工精度の面からも候補としては、変換元工具セットと同じ工具数とすることが好ましい場合がある。例えば、変換元において、3本の工具によって荒加工工程、中加工工程、仕上げ工程といった工程数及び順序で変換を行っている場合に、2本の工具で荒加工工程、仕上げ工程といった工程数及び順序を行っても、変換元と同様な加工精度を出すことは困難であるためである。なお、各工具TLについてこのような用途を記憶し、変換元工具セットに含まれる工具TLのすべての用途を含む工具セットを候補としてもよい。
変換プログラム1411による変換処理を簡易化する1手法として、図19の画面を利用する作業者は変換先環境の工具セットに含まれる工具TLについて、変換前環境の工具TLと同じ用途の変換先環境の工具とは同じスロット番号を入力する、というユーザの入力ルールを設定してもよい。このようなルールはユーザのミスにより守られない可能性がある。その対策として、構成情報取得プログラム1412は、工具セットに含まれる工具TL各々について用途(例えば、荒加工工程用、中加工工程用、仕上げ工程用)の入力を受け付け、個別工具情報1423に格納し、この情報を利用して解決してもよい。具体的には、当該プログラムは、選択された変換元環境の工具セットに含まれる工具TLの用途とスロット番号との対応(対応1と呼ぶ)と、選択された変換先環境の工具セットに含まれる工具TLの用途(変換先工具用途)を読み出し、変換先工具用途と同じ用途を持つ対応1を検索し、当該対応1のスロット番号を変換先工具セットのスロット番号とする。
上述の実施例では、変換先環境に於いて、どのスロット番号にどの工具TLが可能されるかを決定した後に変換プログラム1411による変換処理を行う。しかし、変換先環境での加工効率を踏まえた場合は、変換処理後に動的に各工具を格納するスロットを決めたい場合がある。例えば、変換処理は長時間(例えば1日)程度要する場合があるため、ただちに変換開始したいが、変換先環境での他の加工作業も動的に変換するために変換開始時にはスロット番号と工具TLとの関係をきめられない場合である。
*選択した工具セット内における工具TLの並び順。並び順は、表示順序、データ格納順序、工程に基づいた順序が考えられるがほかでもよい。
*前述の「工具TLの用途情報に基づいたスロット番号変換処理」によって付与する。
また、上記実施形態では、変換用入力画面100と、ダウンロード確認画面200とを表示用計算機F30又は変換用計算機10のユーザインターフェース13に表示させて、入力を受け付ける例を説明していたが、本発明はこれに限られず、変換用入力画面100と、ダウンロード確認画面200とを、いずれかの現場用計算機30に表示させて、入力を受け付けるようにしてもよく、例えば、変換先のNC切削加工機20がある場所の現場用計算機30に表示させて入力を受け付けるようにしてもよい。また、変換用入力画面100の一部を、変換元のNC切削加工機20がある場所の現場用計算機30に表示させて入力を受け付けるようにし、変換用入力画面100の残りの部分を、変換先のNC切削加工機20がある場所の現場用計算機30に表示させて入力を受け付けるようにしてもよい。
変換元用NCプログラム1424を変換先用NCプログラム1425に変換する処理として、変換プログラムは、図27及び下記に示す処理を行ってもよい。
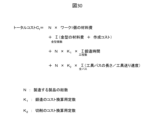
*(ステップA1)変換先NC切削加工機の構成物の剛性や形状と、ワークの加工前の形状と、製品形状と、変換元用NCプログラムと、ワークの切削抵抗と、の少なくとも一部情報を用いた、加工中の物理現象のシミュレーションを行う。これにより、変換先NC切削加工機の構成物の加工中の変形を考慮してワークの加工中の形状を予測する。なお、当該シミュレーションはたとえば有限要素法を用いた変形解析プログラムにより行うことが考えられるが、他のプログラムで行ってもよい。図29にシミュレーションモデルを示す。図29では、切削抵抗F_rが生じたことで工具の刃先がδ変位した場合、切削抵抗F_rを打ち消す力は、工具を板バネとみなしたときの復元力(工具の剛性が関係)F_bと、主軸をねじりバネとみなしたときの復元力(モーメントともみなせる。主軸の剛性値が関係)F_sと、に基づいて生じるモデルを示している。このようなモデルに基づけば、刃先の変位δが得られ、ワークの加工中の形状が予測できる。
*(ステップA2)ワークの予測形状とワークの目標形状との比較に基づいて誤差を算出する。なお、ワークの目標形状とは、加工中に変換先NC切削加工機の構成物の変形がない場合の、加工中のワーク形状である。なお、ステップA1の刃先の変位δを誤差とみなす場合は、本ステップは省略してもよい。
*(ステップA3)当該誤差(切削誤差)を解消する記述(前述の工具径補正、工具長補正、工具摩耗補正、送り速度、切削速度等)を変換元用NCプログラムに追加または変更し、変換先用NCプログラムとして格納する。
これにより、変換先用NCプログラムを実行することにより、変換先NC切削加工機においては、切削誤差の少ない加工を行うことができる。
変換元用NCプログラム1424を用いて変換先用NCプログラム1425に変換する処理として、変換プログラムは、図28及び下記に示す処理を行ってもよい。なお、下記ステップは上記ステップA1乃至A3と組み合わせてもよい。
*(ステップB1)機械学習プログラムに、教育データで教育する。教育データは、例えば、工作機械の構成物の剛性、ワークの切削抵抗、過去に加工したときのNCプログラム、ワークの加工前の形状、製品形状、加工後の製品形状との誤差が考えられるが、他の値を追加したり、代用として用いたりしてもよい。
*(ステップB2)変換先NC切削加工機械の構成物の剛性や形状と、ワークの加工前の形状と、製品形状と、変換元用NCプログラム1424と、ワークの切削抵抗と、の少なくとも一部を機械学習プログラムに入力し、誤差を取得する。
*(ステップB3)当該誤差を解消する記述(前述の工具径補正、工具長補正、工具摩耗補正、送り速度、切削速度等)を変換元用NCプログラム1424に追加または変更し、変換先用NCプログラム1425として格納する。
図17のように場所Aと場所Bが比較的遠い場合は、図17の通り、場所毎に別な作業者が配置されていることが考えられる。このような場合は、各作業者は、各々が配置された場所に含まれる変換元環境または変換先環境による加工や、図18乃至図20で説明した変換先環境の情報及び変換元環境の情報の計測と変換用計算機への入力を担当することが考えられる。そのような場合に好適な画面として図19及び図20を下記の通り、分割してもよい。なお、以下の説明では画面を主語とした説明を一部しているが、実際には各現場用計算機で実行されるプログラムをCPUで実行することで達成される。
変換元環境の作業用計算機30では、図19の領域100A(少なくともNCプログラム名101)及び100Bを表示することが考えられる。なぜならば、これら領域で入力すべき情報は相対的に変換元環境で得られる情報のため、変換元環境の作業者に入力を行ってもらうことが効率的だからである。だたし、図19の領域100A及び100Bに含まれるすべての入力領域を表示する必要はない。変換前環境の作業用計算機で入力した情報を、所定の識別子(以後、ライブラリ名と呼ぶことがある)を付与して変換用計算機10に格納する。なお、これら入力は変換前環境に於いて意図した誤差で加工ができた情報としても有用である。
変換先環境の作業用計算機では、図19の領域100Cを表示することが考えられる。なぜならば、これら領域で入力すべき情報は相対的に変換先環境で得られる情報のため、変換先環境の作業者に入力を行ってもらうことが効率的だからである。変換元環境の作業用計算機30で入力した内容を呼び出すために、変換先環境の作業用計算機の画面では前述のライブラリ名を指定する領域を含む。このようにすることで、変換元環境での入力を適切に特定し、変換プログラム1411による変換処理に必要な情報を特定することができる。ただし、ライブラリ名だけでは変換元環境の情報が不明であり、適切な変換先環境の入力が難しい。よって、変換先環境の作業用計算機の画面では、ライブラリ名を指定した後に、ライブラリ名に対応した入力情報を表示してもよい。
<<<その他>>>
また、上記実施形態において、CPU11が行っていた処理の一部又は全部を、ハードウェア回路で行うようにしてもよい。また、上記実施形態におけるプログラムは、プログラムソースからインストールされてよい。プログラムソースは、プログラム配布サーバ又は不揮発性の記憶メディア(例えば可搬型の記憶メディア)であってもよい。
Claims (15)
- 所定のワークから製品を製造するための鍛造工程及び切削工程を含む製造工程を設計する製造工程設計方法であって、
(A)前記製品の形状に基づいて、前記鍛造工程の目標形状である鍛造目標形状を生成し、
(B)前記鍛造目標形状と、前記鍛造工程で使用するプレス設備の鍛造荷重と、前記鍛造工程前のワーク形状である第1時点ワーク形状とに基づいて、1以上の工程を含む鍛造工程案を生成するとともに、前記鍛造工程案のシミュレーション実行結果による鍛造工程後の前記ワークの形状である推定ワーク形状を生成し、
(C)前記製品の形状と、前記推定ワーク形状と、に基づいて、前記切削工程用のNCプログラムを生成し、
(D)前記NCプログラムに基づいて前記切削工程の切削コストを計算し、前記製造工程における前記鍛造工程案と、前記切削工程の前記切削コストと、を表示する、
製造工程設計方法。 - 請求項1に記載の製造工程設計方法であって、
(E)前記切削工程を実行する所定の加工機で用いる工具又は設備の剛性又はたわみ量と、前記NCプログラムとに基づいて、前記推定ワーク形状から前記製品の形状を生成する切削工程における力学シミュレーションを処理する、
製造工程設計方法。 - 請求項2記載の製造工程設計方法であって、
(F)前記力学シミュレーションの処理結果を表示する、
製造工程設計方法。 - 請求項2記載の製造工程設計方法であって、
(G)前記力学シミュレーションの処理結果に基づいて、前記設備の剛性又は工具のたわみ量に起因する切削誤差を減少させる補正を行った、補正後NCプログラムを生成する、
製造工程設計方法。 - 請求項4記載の製造工程設計方法であって、
(H)前記力学シミュレーションの処理結果を表示するとともに、前記補正後NCプログラムにおいて、前記工具のパスの補正を行う位置を表示する、
製造工程設計方法。 - 請求項1に記載の製造工程設計方法であって、
(I)前記(B)で生成された前記推定ワーク形状に対して、前記鍛造工程における誤差を考慮して肉付けを行った補正推定ワーク形状を生成し、
前記(C)において、前記推定ワーク形状に代えて前記補正推定ワーク形状に基づいて、前記NCプログラムを生成する、
製造工程設計方法。 - 請求項4に記載の製造工程設計方法であって、
前記(G)において、
前記NCプログラム中の複数のブロックに基づいて、前記NCプログラムを実行する加工機の工具が前記ブロックに対応する処理中にワークに接触しないパスである非接触部分工具パスを特定し、
前記非接触部分工具パスのみをパスとするブロックである非接触ブロックを特定し、
前記非接触ブロックに続く1以上のブロックである後続ブロックに従う前記ワークの加工処理における工具径方向の工具経路補正量を決定し、
前記後続ブロックよりも前に、前記工具経路補正量だけ前記工具の経路を補正するための記述を含むブロックを作成する、
製造工程設計方法。 - 請求項7記載の製造工程設計方法であって、
前記非接触部分工具パスが、前記非接触部分工具パスを含む第1ブロックに対応するパスの一部である場合に、前記非接触部分工具パスの少なくとも一部のパスに対応するブロックである分割済非接触ブロックと、前記第1ブロックの前記分割済非接触ブロックのパス以外のパスに対応する1以上の分割済ブロックとを生成し、
前記第1ブロックを、前記分割済非接触ブロックと前記分割済ブロックとに変換し、
前記分割済非接触ブロックを、前記非接触ブロックとして取り扱う
製造工程設計方法。 - 請求項8記載の製造工程設計方法であって、
前記非接触部分工具パスが、前記非接触部分工具パスを含む前記第1ブロックに対応するパスにおける中間部分である場合に、前記非接触部分工具パスよりも前のパスと前記非接触部分工具パス内の前側のパスとを含むパスに対応する分割済前ブロックと、前記分割済非接触ブロックに対応する前記非接触部分工具パスの中間部分のパスのみに対応する分割済中間ブロックと、前記非接触部分工具パスの後側のパスと前記非接触部分工具パスよりも後ろのパスとを含むパスに対応する分割済後ブロックとを生成し、
前記第1ブロックを、前記分割済前ブロックと、前記分割済中間ブロックと、前記分割済後ブロックとに変換し、
前記分割済中間ブロックを、前記非接触ブロックとして取り扱う
製造工程設計方法。 - 所定のワークから製品を製造するための鍛造工程及び切削工程を含む製造工程を設計する製造工程設計システムであって、
前記製造工程設計システムは、プロセッサを含み、
前記プロセッサは、
(A)前記製品の形状に基づいて、前記鍛造工程の目標形状である鍛造目標形状を生成し、
(B)前記鍛造目標形状と、前記鍛造工程で使用するプレス設備の鍛造荷重と、前記鍛造工程前のワーク形状である第1時点ワーク形状とに基づいて、1以上の工程を含む鍛造工程案を生成するとともに、前記鍛造工程案のシミュレーション実行結果による鍛造工程後の前記ワークの形状である推定ワーク形状を生成し、
(C)前記製品の形状と、前記推定ワーク形状と、に基づいて、前記切削工程用のNCプログラムを生成し、
(D)前記NCプログラムに基づいて前記切削工程の切削コストを計算し、前記製造工程における前記鍛造工程案と、前記切削工程の前記切削コストと、を表示する、
製造工程設計システム。 - 請求項10に記載の製造工程設計システムであって、
前記プロセッサは、
(E)前記切削工程を実行する所定の加工機で用いる工具又は設備の剛性又はたわみ量と、前記NCプログラムとに基づいて、前記推定ワーク形状から前記製品の形状を生成する切削工程における力学シミュレーションを処理する、
製造工程設計システム。 - 請求項11記載の製造工程設計システムであって、
前記プロセッサは、
(F)前記力学シミュレーションの処理結果を表示する、
製造工程設計システム。 - 請求項11記載の製造工程設計システムであって、
前記プロセッサは、
(G)前記力学シミュレーションの処理結果に基づいて、前記設備の剛性又は工具のたわみ量に起因する切削誤差を減少させる補正を行った、補正後NCプログラムを生成する、
製造工程設計システム。 - 請求項13記載の製造工程設計システムであって、
前記プロセッサは、
(H)前記力学シミュレーションの処理結果を表示するとともに、前記補正後NCプログラムにおいて、前記工具のパスの補正を行う位置を表示する、
製造工程設計システム。 - 請求項10に記載の製造工程設計システムであって、
前記プロセッサは、
(I)前記(B)で生成された前記推定ワーク形状に対して、前記鍛造工程における誤差を考慮して肉付けを行った補正推定ワーク形状を生成し、
前記(C)において、前記推定ワーク形状に代えて前記補正推定ワーク形状に基づいて、前記NCプログラムを生成する、
製造工程設計システム。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019136445A JP7253995B2 (ja) | 2019-07-24 | 2019-07-24 | 製造工程設計方法及び製造工程設計システム |
| PCT/JP2020/020804 WO2021014748A1 (ja) | 2019-07-24 | 2020-05-26 | 製造工程設計方法及び製造工程設計システム |
| CN202080040606.1A CN113939782B (zh) | 2019-07-24 | 2020-05-26 | 制造工序设计方法及制造工序设计系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019136445A JP7253995B2 (ja) | 2019-07-24 | 2019-07-24 | 製造工程設計方法及び製造工程設計システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021022011A JP2021022011A (ja) | 2021-02-18 |
| JP7253995B2 true JP7253995B2 (ja) | 2023-04-07 |
Family
ID=74192470
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019136445A Active JP7253995B2 (ja) | 2019-07-24 | 2019-07-24 | 製造工程設計方法及び製造工程設計システム |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7253995B2 (ja) |
| CN (1) | CN113939782B (ja) |
| WO (1) | WO2021014748A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6915182B1 (ja) * | 2021-02-17 | 2021-08-04 | Dmg森精機株式会社 | 工作機械、工作機械の制御方法、および工作機械の制御プログラム |
| JP7846974B2 (ja) | 2021-10-21 | 2026-04-16 | 株式会社日立製作所 | システム |
| CN114548610B (zh) * | 2022-04-27 | 2022-07-08 | 季华实验室 | 发动机盖外板冲压工艺的自动排布方法及装置 |
| JP2024142464A (ja) * | 2023-03-30 | 2024-10-11 | 株式会社神戸製鋼所 | 金型製作支援システム、金型製作支援方法、及び学習用データセットの生成方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008110398A (ja) | 2006-10-05 | 2008-05-15 | Kobe Steel Ltd | 鍛造工程設計方法 |
| JP2016071498A (ja) | 2014-09-29 | 2016-05-09 | トヨタ自動車株式会社 | 中間体データ作成補助装置および切削加工品の製造方法 |
| JP2016536672A (ja) | 2013-10-17 | 2016-11-24 | プレソラ コーポレーションPlethora Corporation | 製造設計のチェックを実施するための方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11505646A (ja) * | 1995-05-02 | 1999-05-21 | マックスエイガー テクノロジー インコーポレイテッド | サイクルタイムコスティングのための方法及び装置 |
| JP3688063B2 (ja) * | 1996-08-01 | 2005-08-24 | 長野計器株式会社 | 析出硬化型ステンレス鋼製成形体の製造方法 |
| JP3148144B2 (ja) * | 1997-03-10 | 2001-03-19 | 中小企業総合事業団 | 鍛造品の前工程での形状演算方法 |
| FR2857889B1 (fr) * | 2003-07-23 | 2005-09-23 | Snecma Moteurs | Procede de fabrication de pieces par forgeage de precision |
| JP4778675B2 (ja) * | 2003-11-18 | 2011-09-21 | 東芝機械株式会社 | 形状加工方法、数値制御装置、および工作機械 |
| FR2874339B1 (fr) * | 2004-08-23 | 2008-12-05 | Snecma Moteurs Sa | Procede de fabrication de pieces constitutives d'une aube creuse par forage sur presse |
| JP2008049363A (ja) * | 2006-08-23 | 2008-03-06 | Toyota Motor Corp | 鍛造品の製造方法 |
| FR2979267B1 (fr) * | 2011-08-26 | 2014-04-18 | Snecma | Procede de fabrication d'une piece par forgeage |
| US9738945B2 (en) * | 2012-01-31 | 2017-08-22 | Nissan Motor Co., Ltd. | Process for producing forged product |
| CN107030235A (zh) * | 2017-05-16 | 2017-08-11 | 华侨大学 | 一种冲压锻造复合成型工艺 |
-
2019
- 2019-07-24 JP JP2019136445A patent/JP7253995B2/ja active Active
-
2020
- 2020-05-26 WO PCT/JP2020/020804 patent/WO2021014748A1/ja not_active Ceased
- 2020-05-26 CN CN202080040606.1A patent/CN113939782B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008110398A (ja) | 2006-10-05 | 2008-05-15 | Kobe Steel Ltd | 鍛造工程設計方法 |
| JP2016536672A (ja) | 2013-10-17 | 2016-11-24 | プレソラ コーポレーションPlethora Corporation | 製造設計のチェックを実施するための方法 |
| JP2016071498A (ja) | 2014-09-29 | 2016-05-09 | トヨタ自動車株式会社 | 中間体データ作成補助装置および切削加工品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113939782A (zh) | 2022-01-14 |
| JP2021022011A (ja) | 2021-02-18 |
| CN113939782B (zh) | 2023-08-18 |
| WO2021014748A1 (ja) | 2021-01-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7253995B2 (ja) | 製造工程設計方法及び製造工程設計システム | |
| JP7219555B2 (ja) | Ncプログラム変換処理方法及び加工処理システム | |
| JP5890907B2 (ja) | 加工工程決定方法および加工工程設計装置 | |
| CN113950651B (zh) | 信息处理装置、信息处理方法及信息处理程序 | |
| Ivanov | Process-oriented approach to fixture design | |
| JP4512754B2 (ja) | 工程設計支援システム及び工程設計支援方法 | |
| CN112805638B (zh) | Nc程序转换处理方法及转换用计算机 | |
| JP2019530082A (ja) | 誤差伝搬を推定するための方法 | |
| Adjoul et al. | Algorithmic strategy for optimizing product design considering the production costs | |
| WO2021005887A1 (ja) | 機械加工管理方法及び機械加工管理システム | |
| JP7562175B1 (ja) | 情報処理装置、情報処理方法およびプログラム | |
| CN111598364B (zh) | 用于机械零部件的数字化工艺编排系统 | |
| JP2017220213A (ja) | 加工負荷解析装置、加工負荷解析プログラム、及び加工負荷解析システム | |
| JP7376620B2 (ja) | 支援装置 | |
| US20220342381A1 (en) | Managing a machine tool method, for example method of mapping toolpath data and machine code, a control device, and a machine tool | |
| Sanchez Gomez et al. | Building a virtual machine tool in a standard PLM platform | |
| JP6758457B1 (ja) | プロセス設計システム、プロセス設計方法、及びプロセス設計プログラム | |
| JP6868081B2 (ja) | 変換用計算機 | |
| JP2712442B2 (ja) | 工貝使用順序決定システム | |
| JP7645099B2 (ja) | 金型セットアップ情報作成装置、金型セットアップ情報作成方法、及び金型セットアップ情報作成用プログラム | |
| US20240019848A1 (en) | System and method for developing a numerical control manufacturing program | |
| CN119862866B (zh) | 基于电子表格的机加工代码的生成方法以及系统 | |
| JP2025149982A (ja) | 加工条件最適化装置、および、加工条件最適化方法 | |
| Kostal et al. | Comparison of the NC data preparation methods for drawingless production | |
| JP5851684B2 (ja) | Ncプログラム作成方法及び作成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230228 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230328 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7253995 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |