CN100431073C - 拉伸强度和硬度改进的电容器级引线 - Google Patents
拉伸强度和硬度改进的电容器级引线 Download PDFInfo
- Publication number
- CN100431073C CN100431073C CNB038026694A CN03802669A CN100431073C CN 100431073 C CN100431073 C CN 100431073C CN B038026694 A CNB038026694 A CN B038026694A CN 03802669 A CN03802669 A CN 03802669A CN 100431073 C CN100431073 C CN 100431073C
- Authority
- CN
- China
- Prior art keywords
- niobium
- wire
- lead
- powder
- annealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 claims abstract description 56
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 37
- 239000010955 niobium Substances 0.000 claims abstract description 37
- 239000003990 capacitor Substances 0.000 claims abstract description 29
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 23
- 239000010703 silicon Substances 0.000 claims abstract description 23
- 238000005272 metallurgy Methods 0.000 claims abstract description 9
- 229910052715 tantalum Inorganic materials 0.000 claims abstract description 7
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 claims abstract description 7
- 229910052751 metal Inorganic materials 0.000 claims abstract description 5
- 239000002184 metal Substances 0.000 claims abstract description 5
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 20
- 238000000137 annealing Methods 0.000 claims description 20
- 238000000034 method Methods 0.000 claims description 20
- 239000000843 powder Substances 0.000 claims description 17
- 230000001603 reducing effect Effects 0.000 claims description 11
- 206010021143 Hypoxia Diseases 0.000 claims description 10
- 208000018875 hypoxemia Diseases 0.000 claims description 10
- 238000005096 rolling process Methods 0.000 claims description 9
- 150000002821 niobium Chemical class 0.000 claims description 8
- 238000003825 pressing Methods 0.000 claims description 6
- 239000000654 additive Substances 0.000 claims description 5
- 230000000996 additive effect Effects 0.000 claims description 5
- 238000006356 dehydrogenation reaction Methods 0.000 claims description 5
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 claims description 4
- 229910001093 Zr alloy Inorganic materials 0.000 claims description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 claims description 4
- 229910052760 oxygen Inorganic materials 0.000 claims description 4
- 239000001301 oxygen Substances 0.000 claims description 4
- 229910052726 zirconium Inorganic materials 0.000 claims description 4
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 3
- 239000010936 titanium Substances 0.000 claims description 3
- 229910052719 titanium Inorganic materials 0.000 claims description 3
- 238000004663 powder metallurgy Methods 0.000 abstract description 8
- XBLPLLLUACTLJN-UHFFFAOYSA-N [Pb].[Zr].[Nb] Chemical compound [Pb].[Zr].[Nb] XBLPLLLUACTLJN-UHFFFAOYSA-N 0.000 abstract description 4
- 238000005245 sintering Methods 0.000 description 13
- 238000002474 experimental method Methods 0.000 description 10
- 229910001257 Nb alloy Inorganic materials 0.000 description 8
- 239000000203 mixture Substances 0.000 description 7
- 238000012360 testing method Methods 0.000 description 6
- 238000000429 assembly Methods 0.000 description 5
- 230000000712 assembly Effects 0.000 description 5
- LIZIAPBBPRPPLV-UHFFFAOYSA-N niobium silicon Chemical compound [Si].[Nb] LIZIAPBBPRPPLV-UHFFFAOYSA-N 0.000 description 5
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 238000003723 Smelting Methods 0.000 description 2
- GFUGMBIZUXZOAF-UHFFFAOYSA-N niobium zirconium Chemical compound [Zr].[Nb] GFUGMBIZUXZOAF-UHFFFAOYSA-N 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 150000004678 hydrides Chemical class 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000002510 pyrogen Substances 0.000 description 1
- 238000000197 pyrolysis Methods 0.000 description 1
- 239000007784 solid electrolyte Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/20—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces by extruding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/042—Electrodes or formation of dielectric layers thereon characterised by the material
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/045—Alloys based on refractory metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/048—Electrodes or formation of dielectric layers thereon characterised by their structure
- H01G9/052—Sintered electrodes
- H01G9/0525—Powder therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Powder Metallurgy (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
Abstract
一种由粉末冶金制造的至少含有铌和硅的电容器级引线,其中,该铌引线中存在的铌是重量百分比最大的金属。在最终直径下的该铌引线具有可控制的拉伸强度,该拉伸强度大于由锭冶金得到的电容器级引线的拉伸强度。而且,该粉末冶金引线的硬度大于由锭冶金得到的电容器级引线的硬度,并且在约1150℃和以上的烧结温度下,其漏电值满足通常适用于电容器级钽、铌或铌-锆引线的标准规格。
Description
发明背景
本发明一般涉及电容器引线,特别是可与钽或铌的阳极压制体结合使用的铌引线。本发明包括铌粉末冶金得到的掺杂有硅的铌引线,该引线优选具有改进的强度和硬度,并且对引线的漏电性能没有很大损害。
利用熔体原料得到的铌和铌合金引线一直被用作电容器引线。在1150℃和以上的烧结温度,来源于熔融工艺的纯铌线的漏电值(electrical leakage)低。但是,该引线的拉伸强度和硬度有限,这使得很难对其进行加工,由此导致将该引线与电容器阳极压制体结合时,和/或烧结与该引线连接的压制体或固体电解质热解物的过程中的生产量低。铌合金,比如铌-锆合金比熔融工艺得到的纯铌线的拉伸强度好,并且该合金在1150℃以上具有可接受的漏电值。但是,在1050℃以上时,锆从该引线中扩散出来,并且污染了阳极,使其作为电容器引线是不能被接受的。
本发明的一个目的是改进电容器级引线的化学、机械、冶金和功能的一致性。
本发明的另一目的是减少烧结和连接问题。
本发明的又一目的是改进铌引线,从而在克服上述缺点的同时,不会明显影响引线和引线-阳极组件的电性能。
发明概述
本发明涉及一种制造电容器级硅掺杂的铌引线的方法,它包括:(a)通过以下步骤形成低氧铌粉:氢化铌锭或铌棒并研磨该铌锭或铌棒,从而制造由Fisher平均颗粒直径法测得的粒度小于约150微米的粉末,(b)使该粉末脱氢,并且可非必要地使该粉末脱氧以形成低氧铌粉,(c)使该低氧铌粉与硅添加剂粉末混合,并且通过冷等静压将该粉末压成坯条;(d)将该坯条热机械加工成棒,并且(e)对该棒进行轧制和冷拉步骤的组合处理,以形成硅掺杂的引线。本发明也涉及由该方法制造的产品。
本发明包括由粉末冶金(P/M)制成的铌引线,它含有少于约600ppm的硅添加剂。一般地,硅量范围是约150ppm-约600ppm。优选硅量范围是约150ppm-300ppm。本发明可赋予最终直径时的铌引线可控制的更高机械拉伸强度,其拉伸强度大于直接从锭冶金(I/M)得到的铌和铌-锆合金的拉伸强度。即使硅以氧化物的形式掺入,源于P/M的铌的氧含量也优选低于400ppm。由P/M得到的铌和铌-硅引线的硬度也得到提高,其硬度大于I/M铌和铌-锆引线的电容器级引线的硬度,并且在约1150℃和以上的烧结温度下,或约1250℃和以上的温度下,其漏电值属于现行标准规格范围内。如果是在远低于约1150℃或1250℃和以上的温度下烧结源于P/M的材料和/或该材料被连接到在低于约1150℃或低于1250℃温度烧结的阳极压制体,则该材料的漏电值较高。但是,在约1150℃或1250℃和以上的温度下,该差别极小。
应理解的是,上述的概括性描述和以下的详细描述仅仅是示范性和解释性的,都是为了进一步解释本发明。
附图简述
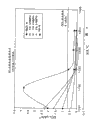
图1表示极限拉伸强度与本发明所选择的铌和铌合金引线直径的关系曲线,其中,对由粉末冶金得到的本发明引线以及由锭冶金得到的铌和铌合金引线进行了比较;
图2表示DC漏电值与所选择的铌和铌合金引线的烧结温度的关系曲线,其中,对由粉末冶金得到的本发明引线以及由锭冶金得到的铌和铌合金引线进行了比较;
图3A-3F是与阳极压制体连接的电容器引线实例的侧视图和正视图;并且
图4表示DC漏电值与所选择的铌和铌合金引线的烧结温度的关系曲线,其中,对由粉末冶金得到的本发明引线以及由锭冶金得到的铌和铌合金引线进行了比较。
发明详述
本发明的优选实施方案之一是按照如下步骤制备的硅掺杂的铌引线。通过氢化铌锭或铌棒,并且研磨该铌锭或铌棒以形成小于150微米FAPD(Fisher平均颗粒直径)的粉末,脱氢并且脱氧。氢化物的研磨工艺如Fincham等的US3295951所述,并且脱氧工艺如Kumar的专利US6261337所述(脱氢和脱氧结合),本文参考引用所述专利整体,并且所述专利与本申请的课题相同,而且Kumar是本发明的共同发明人。铌粉中的氧含量优选达到低于400ppm,优选低于200ppm。使硅添加剂粉末与该低氧铌粉混合,并且通过冷等静压(可最高达到60KSI)将其压制,以形成用于挤压或烧结的预制体坯条,优选该坯条具有约1.3英寸的直径。将该坯条热机械加工成棒状。接着,典型的是按照以下的一系列减径和中间退火步骤、将该棒轧制(或模压)并且冷拉伸:
在2500°F下进行1.5小时的退火;
轧制至0.440英寸的直径;
在2500°F下进行1.5小时的退火;
减径至0.103英寸的直径;
拉伸至0.0346英寸直径的引线;
拉伸至最终直径。
一般来讲,可按照以下的一系列减径和中间退火步骤、将该棒轧制(或模压)并且冷拉伸:
在约2100°F-约2700°F的温度范围内进行约0.5-约2.0小时的退火;
从约1英寸-约0.25英寸的直径进行轧制;
在约2100°F-约2700°F的温度范围内进行约0.5-约2.0小时的退火;
直径从约1英寸减至约0.075英寸;
拉伸至最终直径。
本发明制造的引线的直径范围是约0.005英寸-约0.1英寸。本发明的引线可含有其它的成分,比如通常加入到铌金属中的其它金属或成分,如钽、锆、钛或其混合物。这些添加成分的类型和添加量可以与常规铌中所使用的相同,这对于本领域技术人员而言是已知的。下表1列出了具体的实验1-5中所使用样品的化学组成,所述实验中,由粉末冶金得到的硅掺杂的铌引线直径被减至0.5英寸和0.103英寸。

引线由表1的实验1-5所给出的含硅总混合物制备,并且在各种重要尺寸下取样,测试样品的拉伸强度和硬度(Rockwell hardness Bscale,HRB)。同时也按照相似的方法测试了由I/M获得的铌-锆引线(现有技术)。

由表2和图1的结果可以看出,在约0.050英寸和更小的直径下,铌-硅引线的拉伸强度和硬度比铌-锆引线的要高很多。
而且,对含有所选择的含硅总混合物(实验#1和#2)的引线(在电容器测试条件下是引线-阳极组件)或阳极进行了漏电测试(在90%时40V),结果示于图2中。对具有在各种烧结温度下制造的引线的阳极组件进行了所述测试。由表3和图2的结果可以看出,在1250℃和以上的烧结温度下铌-硅引线的使用是可接受的,但是低于上述温度时不能被接受,这与目前的钽电容器级引线的标准规格漏电值即1250℃时为0.6μA/英寸2相一致。
表3
| (@1250℃)漏电μA/in<sup>2</sup> | |
| 铌锭 | 0.1 |
| 铌-锆 | 0.25 |
| 实验#1 | 0.35 |
| 实验#2 | 0.6 |
| 标准规格 | 0.6 |
图3A-3F示出了与阳极压制体连接的本发明铌-硅电容器引线实例的侧视图和正视图。图3A和3B表示与阳极压制体12对接焊接的铌-硅电容器引线10。图3C和3D表示嵌入压制体12中达长度14的铌-硅电容器引线10。图3E和3F表示另一种将引线10焊接于压制体12的上部16的连接技术。图3A-3F的任何一种引线10和/或任何该构型的压制体12可以是圆形或平板(带型)或其它形状。
而且,对含有所选择的含硅总混合物(实验#3,4和5)的引线(在电容器测试条件下是引线-阳极组件)或阳极进行了漏电测试(在90%时40V),结果示于图4中。对具有在各种烧结温度下制造的引线的阳极组件进行了所述测试。由表4和图4的结果可以看出,在1150℃和以上的烧结温度下铌-硅引线的使用是可接受的,但是低于该温度则不能被接受,这与目前的钽电容器级引线的标准规格即1150℃时为0.6μA/英寸2相一致。
表4
| (@1250℃)漏电μA/in<sup>2</sup> | |
| 铌锭 | 0.1 |
| 铌-锆 | 0.25 |
| 实验#3 | 0.09 |
| 实验#4 | 0.118 |
| 实验#5 | 0.103 |
| 标准规格 | 0.6 |
电解质浸渍产物以及热解阴极的连接和包装是本领域技术人员所熟知的,为了便于解释,图中没有示出这些内容。
本领域技术人员通过思考本发明所公开的说明书和实践,很容易得出本发明的其它实施方式,即本发明的说明书以及实施例仅仅是示范性的。
Claims (18)
1.一种制造硅掺杂的铌引线的方法,它包括:
(a)通过以下步骤形成低氧铌粉:氢化铌锭或铌棒并研磨该铌锭或铌棒,从而制造由Fisher平均颗粒直径法测得的粒度小于150微米的粉末,
(b)使该粉末脱氢,并且非必要地使该粉末脱氧,从而形成低氧铌粉,
(c)将该低氧铌粉与硅添加剂粉末混合,并且通过冷等静压将该粉末压成坯条;
(d)将该坯条热机械加工成棒状,并且
(e)对该棒进行轧制和冷拉步骤的组合处理,从而形成电容器级硅掺杂的引线。
2.权利要求1的方法,其中硅的加入量小于600ppm。
3.权利要求1的方法,其中硅的加入量为150-300ppm。
4.权利要求1的方法,其中对该棒进行一系列的减径和中间退火步骤,包括退火、轧制、退火、减径和拉伸步骤。
5.权利要求1的方法,其中对该棒顺序地进行以下步骤的组合:(i)第一退火步骤,(ii)轧制步骤,(iii)第二退火步骤,(iv)减径步骤,和(v)拉伸步骤。
6.权利要求5的方法,其中该系列减径和中间退火步骤包括以下顺序步骤的组合:在1148.89℃-1371.11℃下退火0.5-2.0小时;从1英寸-0.25英寸的直径开始轧制;在1148.89℃-1371.11℃下退火0.5-2.0小时;直径从1英寸减至0.075英寸;拉伸至最终直径。
7.权利要求1的方法,其中该引线还含有选自钽、锆、钛及其组合的金属组分。
8.权利要求1的方法,其中该铌粉的氧含量低于400ppm。
9.权利要求1的方法,其中该引线的拉伸强度大于直接由锭冶金得到的电容器级铌引线和铌-锆合金的拉伸强度。
10.一种电容器级引线,其拉伸强度大于直接由锭冶金得到的电容器级铌引线和铌-锆合金的拉伸强度,其中该引线由以下方法制造:
(a)通过以下步骤形成低氧铌粉:氢化铌锭或铌棒并研磨该铌锭或铌棒,从而制造由Fisher平均颗粒直径法测得的粒度小于150微米的粉末,
(b)使该粉末脱氢,并且非必要地使该粉末脱氧,从而形成低氧铌粉,
(c)将该低氧铌粉与硅添加剂粉末混合,并且通过冷等静压将该粉末压成坯条;
(d)将该坯条热机械加工成棒状,并且
(e)对该棒进行轧制和冷拉步骤的组合处理,从而形成硅掺杂的引线。
11.权利要求10的电容器级引线,其中硅的加入量小于600ppm。
12.权利要求10的电容器级引线,其中硅的加入量为150ppm-300ppm。
13.权利要求10的电容器级引线,其中对该棒进行一系列的减径和中间退火步骤,包括退火、轧制、退火、减径和拉伸步骤。
14.权利要求10的电容器级引线,其中对该棒进行以下步骤的组合:(i)第一退火步骤,(ii)轧制步骤,(iii)第二退火步骤,(iv)减径步骤,和(v)拉伸步骤。
15.权利要求14的电容器级引线,其中该系列减径和中间退火步骤包括以下顺序步骤的组合:在1148.89℃-1371.11℃下退火0.5-2.0小时;从1英寸-0.25英寸的直径开始轧制;在1148.89℃-1371.11℃下退火0.5-2.0小时;直径从1英寸减至0.075英寸;拉伸至最终直径。
16.权利要求10的电容器级引线,其中该引线还含有选自钽、锆、钛及其组合的金属组分。
17.权利要求10的电容器级引线,其中该铌粉的氧含量低于400ppm。
18.权利要求10的电容器级引线,其中该引线在厚度为0.0465英寸时具有76.1KSI或更高的拉伸强度。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US35155402P | 2002-01-24 | 2002-01-24 | |
| US60/351,554 | 2002-01-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1623215A CN1623215A (zh) | 2005-06-01 |
| CN100431073C true CN100431073C (zh) | 2008-11-05 |
Family
ID=30000374
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB038026694A Expired - Fee Related CN100431073C (zh) | 2002-01-24 | 2003-01-21 | 拉伸强度和硬度改进的电容器级引线 |
Country Status (17)
| Country | Link |
|---|---|
| US (1) | US7056470B2 (zh) |
| EP (1) | EP1470561A1 (zh) |
| JP (1) | JP2005520055A (zh) |
| KR (1) | KR100947392B1 (zh) |
| CN (1) | CN100431073C (zh) |
| AU (1) | AU2003274890B2 (zh) |
| BR (1) | BR0307059A (zh) |
| CA (1) | CA2473845A1 (zh) |
| IL (1) | IL162966A (zh) |
| MX (1) | MXPA04007118A (zh) |
| NZ (1) | NZ534239A (zh) |
| PL (1) | PL370639A1 (zh) |
| RU (1) | RU2308113C2 (zh) |
| TW (1) | TWI267413B (zh) |
| UA (1) | UA84126C2 (zh) |
| WO (1) | WO2004003949A1 (zh) |
| ZA (1) | ZA200405766B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014131151A1 (zh) * | 2013-02-26 | 2014-09-04 | 宁夏东方钽业股份有限公司 | 一种电容器级钽铌合金丝及其制造方法 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004011214A1 (de) * | 2004-03-04 | 2005-10-06 | W.C. Heraeus Gmbh | Hochtemperaturbeständiger Niob-Draht |
| DE102004024026A1 (de) | 2004-03-11 | 2005-09-29 | W.C. Heraeus Gmbh | Katalysator zur N2O-Zersetzung beim Ostwaldprozess |
| US20050202966A1 (en) * | 2004-03-11 | 2005-09-15 | W.C. Heraeus Gmbh | Catalyst for the decomposition of N2O in the Ostwald process |
| JP4969233B2 (ja) * | 2006-12-20 | 2012-07-04 | 三洋電機株式会社 | 固体電解コンデンサ及び固体電解コンデンサ用のニオブ製陽極リードの製造方法 |
| JP4776522B2 (ja) * | 2006-12-20 | 2011-09-21 | 三洋電機株式会社 | 固体電解コンデンサ |
| US7981191B2 (en) * | 2007-10-15 | 2011-07-19 | Hi-Temp Specialty Metals, Inc. | Method for the production of tantalum powder using reclaimed scrap as source material |
| KR20130027785A (ko) * | 2011-09-08 | 2013-03-18 | 삼성전기주식회사 | 탄탈 캐패시터 |
| CN103111623B (zh) * | 2013-03-19 | 2015-06-17 | 北京科技大学 | 一种制备纳米晶Nb-W-Mo-Zr合金粉末的方法 |
| CN110235277A (zh) * | 2017-01-31 | 2019-09-13 | 松下知识产权经营株式会社 | 电池用引线以及卷绕型电池 |
| US20190287730A1 (en) * | 2018-03-15 | 2019-09-19 | Kemet Electronics Corporation | Method to Reduce Anode Lead Wire Embrittlement in Capacitors |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4235629A (en) * | 1977-10-17 | 1980-11-25 | Fansteel Inc. | Method for producing an embrittlement-resistant tantalum wire |
| US6269536B1 (en) * | 1996-03-28 | 2001-08-07 | H.C. Starck, Inc. | Production of low oxygen metal wire |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3295951A (en) | 1965-02-02 | 1967-01-03 | Nat Res Corp | Production of metals |
| US4084965A (en) * | 1977-01-05 | 1978-04-18 | Fansteel Inc. | Columbium powder and method of making the same |
| US4441927A (en) * | 1982-11-16 | 1984-04-10 | Cabot Corporation | Tantalum powder composition |
| US4555268A (en) * | 1984-12-18 | 1985-11-26 | Cabot Corporation | Method for improving handling properties of a flaked tantalum powder composition |
| DE3700659A1 (de) * | 1986-01-29 | 1987-07-30 | Fansteel Inc | Feinkoerniger versproedungsfester tantaldraht |
| US5482672A (en) * | 1995-02-09 | 1996-01-09 | Friedman; Ira | Process for extruding tantalum and/or niobium |
| RU2243856C2 (ru) * | 1999-03-19 | 2005-01-10 | Кабот Корпорейшн | Получение порошков ниобия и других металлов размалыванием |
| US6558447B1 (en) * | 1999-05-05 | 2003-05-06 | H.C. Starck, Inc. | Metal powders produced by the reduction of the oxides with gaseous magnesium |
| US6600646B1 (en) * | 1999-08-11 | 2003-07-29 | Showa Denko Kabushiki Kaisha | Niobium powder, sintered body thereof and capacitor using same |
| US6261337B1 (en) * | 1999-08-19 | 2001-07-17 | Prabhat Kumar | Low oxygen refractory metal powder for powder metallurgy |
| US6521173B2 (en) * | 1999-08-19 | 2003-02-18 | H.C. Starck, Inc. | Low oxygen refractory metal powder for powder metallurgy |
| CA2442229A1 (en) * | 2001-04-12 | 2002-10-24 | Showa Denko K.K. | Production process for niobium capacitor |
| AU2002308967B2 (en) * | 2001-05-15 | 2007-12-06 | Showa Denko K.K. | Niobium monoxide powder, niobium monoxide sintered product and capacitor using niobium monoxide sintered product |
| US6780218B2 (en) * | 2001-06-20 | 2004-08-24 | Showa Denko Kabushiki Kaisha | Production process for niobium powder |
| JP2003213301A (ja) * | 2002-01-21 | 2003-07-30 | Kawatetsu Mining Co Ltd | ニオブ粉末及び固体電解コンデンサ |
-
2003
- 2003-01-21 KR KR1020047011391A patent/KR100947392B1/ko not_active IP Right Cessation
- 2003-01-21 CN CNB038026694A patent/CN100431073C/zh not_active Expired - Fee Related
- 2003-01-21 RU RU2004125881/09A patent/RU2308113C2/ru not_active IP Right Cessation
- 2003-01-21 JP JP2004517499A patent/JP2005520055A/ja active Pending
- 2003-01-21 EP EP03759170A patent/EP1470561A1/en not_active Withdrawn
- 2003-01-21 UA UA20040806932A patent/UA84126C2/ru unknown
- 2003-01-21 AU AU2003274890A patent/AU2003274890B2/en not_active Ceased
- 2003-01-21 PL PL03370639A patent/PL370639A1/xx not_active IP Right Cessation
- 2003-01-21 BR BR0307059-0A patent/BR0307059A/pt not_active IP Right Cessation
- 2003-01-21 WO PCT/US2003/001822 patent/WO2004003949A1/en active Application Filing
- 2003-01-21 NZ NZ534239A patent/NZ534239A/en not_active IP Right Cessation
- 2003-01-21 CA CA002473845A patent/CA2473845A1/en not_active Abandoned
- 2003-01-21 US US10/498,174 patent/US7056470B2/en not_active Expired - Fee Related
- 2003-01-23 TW TW092101420A patent/TWI267413B/zh not_active IP Right Cessation
-
2004
- 2004-07-12 IL IL162966A patent/IL162966A/en not_active IP Right Cessation
- 2004-07-20 ZA ZA200405766A patent/ZA200405766B/en unknown
- 2004-07-23 MX MXPA04007118A patent/MXPA04007118A/es active IP Right Grant
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4235629A (en) * | 1977-10-17 | 1980-11-25 | Fansteel Inc. | Method for producing an embrittlement-resistant tantalum wire |
| US6269536B1 (en) * | 1996-03-28 | 2001-08-07 | H.C. Starck, Inc. | Production of low oxygen metal wire |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014131151A1 (zh) * | 2013-02-26 | 2014-09-04 | 宁夏东方钽业股份有限公司 | 一种电容器级钽铌合金丝及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI267413B (en) | 2006-12-01 |
| CA2473845A1 (en) | 2004-01-08 |
| US7056470B2 (en) | 2006-06-06 |
| KR100947392B1 (ko) | 2010-03-12 |
| WO2004003949A1 (en) | 2004-01-08 |
| MXPA04007118A (es) | 2004-10-29 |
| AU2003274890B2 (en) | 2008-05-29 |
| UA84126C2 (ru) | 2008-09-25 |
| TW200305468A (en) | 2003-11-01 |
| JP2005520055A (ja) | 2005-07-07 |
| PL370639A1 (en) | 2005-05-30 |
| EP1470561A1 (en) | 2004-10-27 |
| RU2004125881A (ru) | 2006-02-10 |
| IL162966A (en) | 2010-11-30 |
| US20050031481A1 (en) | 2005-02-10 |
| KR20040090982A (ko) | 2004-10-27 |
| ZA200405766B (en) | 2005-07-20 |
| CN1623215A (zh) | 2005-06-01 |
| BR0307059A (pt) | 2004-12-28 |
| AU2003274890A1 (en) | 2004-01-19 |
| RU2308113C2 (ru) | 2007-10-10 |
| NZ534239A (en) | 2006-02-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100431073C (zh) | 拉伸强度和硬度改进的电容器级引线 | |
| EP2292355B1 (de) | Verfahren zur Herstellung von Ventilmetallpulvern | |
| EP2230707B1 (de) | Interkonnektor einer Festelektrolyt-Hochtemperatur-Brennstoffzelle | |
| RU2366537C2 (ru) | Порошковая композиция на основе железа | |
| CN103906850A (zh) | 形成烧结的镍-钛-稀土(Ni-Ti-RE)合金的方法 | |
| CN104388789B (zh) | 一种纳米结构钨‑碳化锆合金及其制备方法 | |
| EP3041630B1 (de) | Chrom-haltiges pulver oder pulvergranulat | |
| JP2008516432A (ja) | 固体電解質コンデンサを製造するためのタンタル粉末 | |
| CN115679174A (zh) | 一种超强钨丝及其制备方法 | |
| JP2005520055A5 (zh) | ||
| CN104878266A (zh) | 一种具有高温稳定性的钨-碳化锆-铼合金及其制备方法 | |
| US6643120B2 (en) | Niobium powder for capacitor, sintered body using the powder and capacitor using the same | |
| CN116334463A (zh) | 一种超长高强超细钨合金丝及其制备方法 | |
| US20060162822A1 (en) | Capacitor-grade lead wires with increased tensile strength and hardness | |
| JPH08283882A (ja) | Ag−酸化錫系電気接点製造用細線の製造法 | |
| CN117646142B (zh) | 一种镍掺杂的钨合金丝及其制备方法和应用 | |
| JP4256126B2 (ja) | タングステン−レニウム材およびその製造方法、ならびにこのタングステン−レニウム材からなるブラウン管用カソードヒーター、管球フィラメントおよび電気特性検査用プローブピン | |
| US6593532B1 (en) | Electrode lead wires | |
| DE19643157C1 (de) | Verfahren zur Herstellung eines Chrom-Werkstoffes | |
| CN116445789A (zh) | 一种钼合金及其制备方法 | |
| AT14143U1 (de) | Pulvermetallurgisches Bauteil | |
| Lin et al. | Key Points in Processing of Tungsten-lUienium Alloys | |
| Barkov et al. | Properties of tungsten wire in powder Metallurgical Processing with Ultrafine powder | |
| Wan et al. | Relation between doping and texture and property of tantalum bar and wire | |
| JPH0347942A (ja) | 高硬度タングステン―モリブデン合金の焼結体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20081105 Termination date: 20120121 |