BR112016011397B1 - Inserto e ferramenta para fresagem com inclinação - Google Patents
Inserto e ferramenta para fresagem com inclinação Download PDFInfo
- Publication number
- BR112016011397B1 BR112016011397B1 BR112016011397-7A BR112016011397A BR112016011397B1 BR 112016011397 B1 BR112016011397 B1 BR 112016011397B1 BR 112016011397 A BR112016011397 A BR 112016011397A BR 112016011397 B1 BR112016011397 B1 BR 112016011397B1
- Authority
- BR
- Brazil
- Prior art keywords
- cutting edge
- edge
- insert
- corner
- corner cutting
- Prior art date
Links
- 238000003801 milling Methods 0.000 title claims abstract description 50
- 238000005520 cutting process Methods 0.000 claims abstract description 133
- 230000002093 peripheral effect Effects 0.000 claims abstract description 26
- 230000007704 transition Effects 0.000 claims description 5
- 230000001154 acute effect Effects 0.000 claims description 3
- 238000010408 sweeping Methods 0.000 claims 1
- 238000003754 machining Methods 0.000 description 11
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 239000011230 binding agent Substances 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/006—Details of the milling cutter body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
- B23C5/109—Shank-type cutters, i.e. with an integral shaft with removable cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
- B23C5/205—Plate-like cutting inserts with special form characterised by chip-breakers of special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/0494—Rectangular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/12—Side or flank surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/12—Side or flank surfaces
- B23C2200/128—Side or flank surfaces with one or more grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/20—Top or side views of the cutting edge
- B23C2200/201—Details of the nose radius and immediately surrounding areas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/20—Top or side views of the cutting edge
- B23C2200/208—Wiper, i.e. an auxiliary cutting edge to improve surface finish
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/36—Other features of the milling insert not covered by B23C2200/04 - B23C2200/32
- B23C2200/361—Fixation holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/36—Other features of the milling insert not covered by B23C2200/04 - B23C2200/32
- B23C2200/367—Mounted tangentially, i.e. where the rake face is not the face with largest area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/50—Cutting inserts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1934—Rotary cutting tool including holder [i.e., head] having seat for inserted tool with separate means to fasten tool to holder
- Y10T407/1936—Apertured tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
Abstract
inserto e ferramenta para fresagem com inclinação. um inserto para fresagem com inclinação unilateral (14) para operações de inclinação possui superfícies superior e de fundo (20, 22) e uma superfície periférica (24) que se estende entre as mesmas. a superfície periférica (24) encontra as superfícies superior e de fundo (20, 22) nas respectivas bordas superior e de fundo (28, 30). a borda superior (28) inclui duas arestas de corte lateral oposto (32), duas arestas de corte de inclinação oposta (30), duas arestas de corte de canto levantado diagonalmente opostas (44) e duas arestas de corte de canto baixo associado diagonalmente opostas (54). as arestas de corte de canto baixo (54) estão mais perto da superfície de fundo (22) do que as arestas de corte de canto levantado (44). a borda de fundo (30) possui duas bordas de canto de fundo diagonalmente opostas (64). as arestas de corte de canto baixo (54) e as bordas de canto de fundo (64) são curvadas de forma convexa e uma depressão (66) é rebaixada na superfície periférica (24) entre cada aresta de corte de canto baixo (54) e sua borda de canto de fundo associado (64), a depressão (66) configurada para prover alívio de uma superfície da peça de trabalho convexa cortada pela aresta de corte de canto baixo (54) durante operações de inclinação.
Description
[001] A matéria da presente invenção se refere a ferramentas de corte de metal para fresagem, especificamente configuradas para inclinação, perfuração ou operações de interpolação helicoidal.
[002] Ferramentas para fresagem do campo são conhecidas e descritas, por exemplo, na patente norte-americana US 7,189,030. Ferramentas para fresagem com inclinação também são conhecidas e descritas, por exemplo, na patente norte-americana US 8,449,230.
[003] De acordo com a presente invenção, é provido um inserto para fresagem com inclinação indexável unilateral configurado para operações de inclinação e para montagem em uma cavidade de uma ferramenta para fresagem com inclinação.
[004] O inserto inclui superfícies superior e de fundo e uma superfície periférica que se estende entre as mesmas e encontra as superfícies superior e de fundo em respectivas bordas superior e de fundo. A borda superior inclui duas arestas de corte laterais, duas arestas de corte opostas com inclinação, duas arestas de corte de canto levantado diagonalmente opostas e duas arestas de corte de canto baixo diagonalmente opostas.
[005] Cada aresta de corte de canto está localizada entre arestas de corte com inclinação e laterais, e as arestas de corte de canto baixo estão mais perto da superfície de fundo do que das arestas de corte de canto levantado. A borda de fundo inclui duas bordas de canto de fundo diagonalmente opostas, cada uma sendo associada com, e adjacente a uma respectiva aresta de corte de canto baixo.
[006] As arestas de corte de canto baixo e as bordas de canto baixo são curvadas de forma convexa; e uma depressão é rebaixada na superfície periférica, entre cada aresta de corte de canto baixo e borda de canto de fundo associada, a depressão configurada para prover alívio de uma superfície da peça de trabalho convexa cortada pela aresta de corte de canto baixo durante operações de inclinação.
[007] De acordo com a presente invenção, é provido adicionalmente uma ferramenta para fresagem com inclinação tendo um eixo geométrico de rotação Z e compreendendo um corpo de ferramenta tendo uma cavidade e o inserto para fresagem com inclinação preso na cavidade.
[008] Qualquer uma das seguintes características, tanto sozinhas ou em combinação, podem ser aplicáveis a qualquer um dos aspectos acima da presente invenção: em uma vista plana da superfície de fundo, a depressão pode ter uma porção côncava curvada de forma côncava; a depressão é côncava, pelo menos em uma seção transversal ao longo de um plano médio P que está localizado entre as superfícies superior e de fundo e intersecta a superfície periférica; a depressão é espaçada tanto da aresta de corte de canto baixo quanto da borda de canto de fundo associada; o inserto pode incluir um furo passante para aperto do inserto que se abre para as superfícies superior e de fundo; as superfícies superior e de fundo definem uma direção para cima, e em que cada borda de canto de fundo pode estar localizada embaixo da sua aresta de corte de canto baixo associada; uma projeção da aresta de corte de canto baixo (54) em uma direção paralela ao eixo geométrico de furo (B), pode sobrepor pelo menos uma porção da borda de canto de fundo (64); as arestas de corte de canto baixo e as arestas de corte com inclinação são configuradas apenas para operações de inclinação; o inserto pode incluir exatamente quatro arestas de corte de canto; o inserto pode incluir duas sub arestas de corte, cada uma conectada à aresta de corte com inclinação e uma aresta de corte de canto levantado; as bordas de canto de fundo não são configuradas para usinagem; em uma vista plana da superfície superior, a borda de fundo não pode ser vista; em uma vista plana da superfície de fundo, tanto a borda superior quanto a borda de fundo pode ser vista; a superfície periférica diverge em uma direção a partir da superfície de fundo para a superfície superior; a borda de fundo é desprovida de arestas de corte; a superfície periférica inclui duas primeiras superfícies laterais de encosto e duas segundas superfícies laterais de encosto opostas configuradas para encostar em uma cavidade de um corpo de ferramenta para fresagem; a superfície periférica e a superfície de fundo formam um ângulo α não agudo da borda de fundo adjacente a, e ao longo da totalidade da borda de fundo; a superfície de fundo é menor do que a superfície superior; o inserto para fresagem com inclinação é preso na cavidade através de um parafuso, e a cavidade inclui uma superfície da base da cavidade e primeiras e segundas paredes de suporte que se estendem das mesmas. A primeira parede de suporte inclui uma primeira superfície de encosto e a segunda parede de suporte inclui duas segundas superfícies coplanares de encosto. Uma primeira superfície lateral de encosto encosta na primeira superfície de encosto, uma segunda superfície lateral de encosto encosta nas duas segundas superfícies de encosto e a superfície de fundo encosta na superfície da base da cavidade.
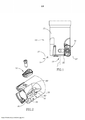
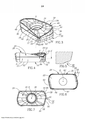
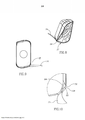
[009] Para uma melhor compreensão da presente invenção e para mostrar como a mesma pode ser realizada na prática, referência será feita agora aos desenhos anexos, em que: Figura 1 é uma vista lateral de uma ferramenta para fresagem em conjunto; Figura 2 é uma vista explodida parcial isométrica da ferramenta para fresagem da Figura 1; Figura 3 é uma vista isomérica de um inserto para fresagem com inclinação; Figura 4 é uma vista lateral do inserto para fresagem com inclinação da Figura 3; Figura 5 é uma seção transversal tomada ao longo da linha VV na Figura 4, mostrando uma porção côncava de uma depressão; Figura 6 é uma vista plana de fundo de uma superfície de fundo do inserto para fresagem com inclinação da Figura 3; Figura 7 é uma vista plana superior de uma superfície superior do inserto para fresagem com inclinação da Figura 3; Figura 8 é uma vista isomérica do inserto para fresagem com inclinação mostrando um traço de uma superfície de corte de peça de trabalho durante operações de inclinações; Figura 9 é uma vista plana de fundo do inserto para fresagem com inclinação e o traço da Figura 8; Figura 10 é uma vista detalhada do inserto para fresagem com inclinação e o traço da Figura 9; Figura 11 é uma vista lateral do inserto para fresagem com inclinação e o traço da Figura 8; Figura 12 é uma seção transversal do inserto para fresagem com inclinação e o traço tomado ao longo da linha XII-XII da Figura 11; e Figura 13 mostra um gráfico comparando ângulos com inclinação em insertos com e sem uma depressão.
[0010] Onde considerado apropriado, números de referência podem ser repetidos entre as figuras para indicar elementos correspondentes ou análogos.
[0011] Na seguinte descrição, vários aspectos da presente invenção serão descritos. Para fins de explicação, configurações específicas e detalhes são apresentados em detalhes suficientes para prover uma compreensão completa do assunto da presente invenção. Entretanto, também será aparente para um versado na técnica que o assunto em questão da presente invenção pode ser praticado sem as configurações específicas e detalhes aqui apresentados.
[0012] Referência é feita às Figuras 1 e 2. Uma ferramenta para fresagem 10 capaz de operações de inclinação possui um eixo geométrico de rotação Z, inclui um corpo de ferramenta 12 e pode incluir três insertos para fresagem com inclinação indexável 14 presos em cavidades 16 em uma extremidade frontal do corpo de ferramenta 18. Os insertos 14 se projetam a partir da extremidade frontal do corpo de ferramenta 18 na direção do eixo geométrico de rotação Z. A fim de elaborar na inclinação, o assunto em questão da presente invenção se refere à usinagem de metal, especificamente, onde a ferramenta de corte gira em torno do eixo geométrico de rotação Z e também avança na direção do eixo geométrico de rotação Z (para fora da extremidade frontal do corpo de ferramenta 18) e avança em um plano XY da face que é perpendicular ao eixo geométrico de rotação Z. Inclinação é também conhecida como fresagem de inclinação ou desaceleração.
[0013] Chama-se atenção para as Figuras 3 a 7. O inserto 14 é tipicamente feito de material extremamente duro e resistente ao desgaste tal como metal duro, tanto pela forma de prensagem ou por moldagem por injeção e pós de metal de sinterização em um aglutinante. O metal duro pode ser, por exemplo, metal de tungstênio. O inserto 14 pode ser revestido ou não. No presente exemplo, o inserto 14 é feito por forma de prensagem.
[0014] De acordo com o assunto em questão da presente invenção, cada inserto 14 é unilateral e possui uma superfície superior 20, uma superfície de fundo 22 e uma superfície periférica 24 que se estende entre as mesmas. A superfície de fundo 22 pode ser plana. A superfície de fundo 22 é menor do que a superfície superior 20.
[0015] De acordo com o assunto em questão da presente invenção, cada inserto 14 é unilateral e possui uma superfície superior 20, uma superfície de fundo 22 e uma superfície periférica 24 que se estende entre as mesmas. A superfície de fundo 22 pode ser plana. A superfície de fundo 22 é menor do que a superfície superior 20.
[0016] O inserto 14 possui um plano médio P que pode ser localizado no meio entre as superfícies superior e de fundo 20, 22 e intersecta a superfície periférica inteira 24. O plano médio P pode ser paralelo à superfície de fundo 22. O inserto 14 pode ter um furo para aperto 26 que passa através das superfícies superior e de fundo 20, 22 e do plano médio. O furo para aperto 26 possui um eixo geométrico central B que pode ser perpendicular ao plano médio P. O inserto 14 pode ter simetria rotacional de 180 graus em torno do eixo geométrico central B. A superfície periférica 24 encontra as superfícies superior e de fundo 20, 22 nas respectivas bordas superior e de fundo (28, 30). Como mostrado na Figura 7, em uma vista plana da superfície superior 20, a borda de fundo 30 não pode ser vista. Em uma vista plana da superfície de fundo 22, tanto as bordas superiores ou de fundo (28, 30) são vistas.
[0017] A borda de fundo 30 é desprovida de arestas de corte. Em outras palavras, a borda de fundo 30 não é capaz de usinagem. Além disso, qualquer lugar ao longo da borda de fundo 30, a superfície periférica 24 e a superfície de fundo 22 (adjacente à borda de fundo 30) formam um ângulo α não agudo da borda de fundo (Figura 11).
[0018] A borda superior 28 pode incluir duas arestas de corte laterais opostas 32. As arestas de corte laterais 32 podem ser mais longas do que o resto das arestas de corte, e podem se estender ao longo de uma direção longitudinal do inserto 14. A superfície superior 20 inclui duas superfícies de ancinho laterais 34 e a superfície periférica 24 inclui duas superfícies de alívio laterais 36. Cada aresta de corte lateral 32 é associada com uma superfície de ancinho lateral 34 que encontra uma respectiva superfície de alívio lateral 36 na aresta de corte lateral 32.
[0019] De acordo com o presente exemplo, a borda superior 28 inclui duas arestas de corte finais 37. Cada aresta de corte final 37 pode incluir uma sub aresta de corte 38 e uma aresta de corte com inclinação 50 conectada na mesma através de uma aresta de corte de canto de transição 52. No presente exemplo, a sub aresta de corte 38 é configurada para alimentar operações de fresagem. As sub arestas de corte 38 podem ser menores do que as arestas de corte laterais 32. A superfície superior 20 pode incluir duas superfícies de ancinho finais 40 e a superfície periférica 24 pode incluir duas superfícies de alívio finais 42. Cada sub aresta de corte 38 é associada com uma superfície de ancinho final 40 que encontra uma respectiva superfície de alívio final 42 na sub aresta de corte 38.
[0020] A borda superior 28 inclui adicionalmente duas, diagonalmente opostas, arestas de corte de canto levantado 44. De acordo com o presente exemplo, cada aresta de corte de canto levantado 44 fica localizada entre, e conecta, as arestas de corte finais e laterais 32, 37. As arestas de corte de canto levantado 44 são curvadas de forma convexa. As arestas de corte de canto levantado 44 são localizadas mais longe do plano médio P do que qualquer outra porção do inserto 14 localizada na mesma lateral do plano médio P. Pelo menos um ápice de cada aresta de corte de canto levantado 44 se estende para fora da superfície periférica 24 e a superfície superior 20 mais longe do que qualquer outra porção do inserto 14.
[0021] A superfície superior 20 inclui duas superfícies de ancinho de canto elevado 46 e a superfície periférica 24 inclui duas superfícies de alívio de canto levantado 48. Cada aresta de corte de canto levantado 44 é associada com uma superfície de ancinho de canto elevado 46 que encontra uma respectiva superfície de alívio de canto levantado 48 na aresta de corte de canto levantado 44. Em operações de fresagem, a aresta de corte de canto levantado 44 corta um canto, ou um ápice do rebordo em uma peça de trabalho.
[0022] As arestas de corte com inclinação 50 são configuradas para operações de inclinação. Cada aresta de corte com inclinação 50 é conectada, em uma lateral, a uma respectiva aresta de corte de canto baixo 54 como será adicionalmente explicado abaixo. De acordo com o presente exemplo, cada aresta de corte com inclinação 50 é conectada, em outra lateral, às sub arestas de corte 38 através da aresta de corte de canto de transição 52. Pelo menos uma porção da aresta de corte de canto de transição 52 pode ser configurada para operações de finalização ou varredura. Cada aresta de corte com inclinação 50 pode ser mais longa do que a sub aresta de corte 38, e pode ser mais curta do que a aresta de corte lateral 32.
[0023] A borda superior 28 inclui adicionalmente duas arestas de corte de canto baixo diagonalmente opostas 54. Cada aresta de corte de canto baixo 54 é conectada às arestas de corte laterais 32 em uma lateral, e pode ser conectada às arestas de corte com inclinação 50 em outra lateral da mesma. As arestas de corte de canto baixo 54 são localizadas mais próximas do plano médio P do que as arestas de corte de canto levantado 44. As arestas de corte de canto levantado 54 são configuradas para operações de inclinação.
[0024] Em operações de inclinação, uma seção superior da aresta de corte de canto baixo 54 mais próxima da aresta de corte lateral 32 inclui um ponto de corte 56 mais externo ou máximo que ainda “funciona”, ou corta, a inclinação da peça de trabalho. Como será adicionalmente explicado abaixo, o ponto de corte máximo 56 é o mais alto (e mais longe da aresta de corte com inclinação 50), ou último, ponto em uma aresta de corte de corte baixo 54 que ainda corta a peça de trabalho durante operações de inclinação. A localização do ponto de corte máximo 56 é bastante determinada, ou influenciada, pela quantidade de alívio atrás da aresta de corte de canto baixo 54, que, por sua vez, permite (e determina) ângulos com inclinação mais elevada, e consequentemente, operações de inclinação mais eficientes e rápidas. Em outras palavras, quanto maior o alívio, mais longe o ponto de corte máximo 56 fica da aresta de corte com inclinação 50, ao longo da aresta de corte de canto baixo 54.
[0025] Observa-se que a localização exata do ponto de corte máximo 56 na aresta de corte de canto baixo 54, é também influenciada por outras variáveis de usinagem, e pode mudar durante, e como um resultado de usinagem. Portanto, a indicação da localização do ponto de corte máximo 56 (como mostrado nas Figuras 1, 7 e 10) não deve ser considerada como a única localização possível deste ponto, mas sim uma indicação geral, conformando a definição acima da localização.
[0026] Cada aresta de corte de canto baixo 54 é conectada a uma aresta de corte com inclinação 50. Cada aresta de corte de canto baixo 54 é curvada de forma convexa. A superfície superior 20 inclui duas superfícies de ancinho de canto baixo 58 e a superfície periférica 24 inclui duas superfícies de alívio de canto baixo 60. Cada aresta de corte de canto baixo 54 é associada com uma superfície de ancinho de canto baixo 58 que encontra uma respectiva superfície de alívio de canto baixo 60 em uma aresta de corte de canto baixo 54.
[0027] A superfície periférica 24 pode incluir dois pares de primeira e segunda superfícies de encosto laterais 62, 63 configuradas para encostar com superfícies de contraparte na cavidade 16. Em uma vista de fundo do inserto 14 (Figura 6) cada superfície de encosto lateral 62, 63 é localizada entre arestas de corte de canto baixo e levanto adjacentes 48, 60.
[0028] A borda de fundo 30 inclui duas bordas de canto de fundo 64. Cada borda de canto de fundo 64 é associada com uma aresta de corte de canto baixo 54 da borda superior 28. Em outras palavras, cada borda de canto de fundo 64 é localizada por baixo de uma respectiva aresta de corte de canto baixo 54. Dito de outra forma, uma projeção da aresta de corte de canto baixo 54 em uma direção paralela ao eixo geométrico B de furo sobrepõe pelo menos uma porção da borda de canto de fundo 64. Cada borda de canto de fundo 64 é, vantajosamente, curvada de forma convexa. Isto fortalece o canto e o inserto 14, e provê um suporte melhorado para combater forças de usinagem. As bordas de canto de fundo 64 não são configuradas para usinagem de metal.
[0029] Chama-se atenção para as Figuras 3 a 5. O inserto 14 inclui duas depressões 66, ou crateras, rebaixadas na superfície periférica 24. O formato tipo cratera permite um melhor alívio durante operações de inclinação. Na descrição atual, o termo depressão 66 significa uma superfície que é afundada para dentro, ou é situada em baixo, ou deprimida abaixo, de superfícies que cercam. Assim, cada depressão 66 é formada para dentro de uma superfície imaginária conectando uma aresta de corte de canto baixo correspondente 54 a sua borda de canto de fundo associado 64. Cada depressão 66 inclui pelo menos uma porção côncava curvada de forma côncava 68. A porção côncava 68 está localizada entre as extremidades superior e de fundo 70, 72 da depressão 66 (Figura 4). Como mostrado na Figura 5, a depressão 66 é côncava em uma vista transversal tomada ao longo do plano médio P. Uma depressão 66 é localizada entre cada aresta de corte de canto baixo 54 e sua borda de canto de fundo associada 64. Em outras palavras, cada depressão 66 é localizada entre aresta de corte decanto baixo associada 54 e borda de canto de fundo 64. Também, cada depressão 66 é espaçada da aresta de corte de canto baixo 54 e também sua borda de canto de fundo associada 64. O fato de a depressão 66 não alcançar a borda de fundo 30 permite (sem abrir mão do espaço de alívio) uma superfície de fundo maior 22 ser formada, ou projetada contribuindo para robustez do inserto 14. Cada superfície de alívio de canto baixo 60 se estende entre a depressão 66 e uma respectiva aresta de corte de canto baixo 54. A depressão 66 possibilita uma maior liberação, ou alívio, “atrás” da aresta de corte de canto com inclinação, e a superfície de alívio de canto baixo 60, que possibilita operações de inclinação em maiores ângulos com inclinação, com relação, por exemplo, a um inserto de referência, similar que não inclui tal depressão 66.
[0030] Chama-se atenção às Figuras 8 a 12, onde um “traço” 74 de uma superfície da peça de trabalho de corte é mostrada, após ter sido cortada pela aresta de corte de canto baixo 54. O traço 74 mostra apenas uma representação parcial da superfície da peça de trabalho (e sua curvatura) cortada pelo inserto 14. Especificamente, mostra uma representação da superfície cortada apenas pela aresta de corte de canto baixo 54. Devido ao formato convexo da aresta de corte de canto baixo 54, transversal (Figura 12) com o plano P, o traço 74 é curvado de forma côncava em direção ao inserto 14. Isto ocorre devido à inclinação e rotação das arestas de corte de canto em torno do eixo geométrico Z de rotação. A depressão 66 permite espaço para o traço 74 para fluir livremente dentro dela, ou nela e, portanto, o inserto 14 é adequadamente aliviado. Em outras palavras, sem a existência da depressão 66, não haveria alívio suficiente, o que poderia levar ao contato indesejado com o traço 74 (devido a sua curvatura convexa externa, que entra no “espaço” na porção côncava 68 da depressão 66).
[0031] Na Figura 2, é adicionalmente mostrado que em uma seção transversal tomada ao longo do plano médio P, uma borda da seção transversal do traço 74 é adjacente ao ponto mais interno na depressão côncava 66. Um ângulo θ de inclinação é tipicamente medido entre o plano do lado XY e um vetor radial de avanço V da ferramenta em uma peça de trabalho (Figura 1). A borda de fundo convexa 30, em conjunto com a aresta de corte de canto baixo convexa 54, provê uma estrutura mais robusta que é resistente à ruptura, melhorando assim grandemente o desempenho da usinagem com inclinação. Além disso, a porção côncava 68, como mostrada na Figura 10, provê alívio suficiente para realizar usinagem com inclinação em ângulos maiores, enquanto preserva a robustez do inserto 14 (Figura 12).
[0032] A Figura 13 mostra uma comparação de desempenho em condições similares de operações de inclinação, entre uma modalidade do inserto 14 divulgada na presente invenção, e um inserto de referência (tendo quase geometria idêntica) que não inclui a depressão 66 atrás da aresta de corte de canto baixo 54.
[0033] Em particular, a Figura 13 mostra ângulos com inclinação alcançados com cada inserto, com vários diâmetros da ferramenta. Como mostrado nesta figura, a depressão 66 aumenta significativamente ângulos de usinagem com inclinação que traduz em desempenho melhorado da ferramenta de fresagem 10. Além disso, de acordo com os valores não limitativos do gráfico acima, o inserto 14, e consequentemente a ferramenta de fresagem 10, são capazes de usinagem com inclinação em ângulos com inclinação que varia de 150% a 200% comparados aos ângulos com inclinação dos insertos sem uma depressão 66. De acordo com respectivos diâmetros da ferramenta, ângulos com inclinação de ferramenta de fresagem 10 podem variar de 2 a 4,5 graus.
[0034] De acordo com o presente exemplo, cada cavidade 16 inclui uma superfície da base de cavidade 76, e primeira e segunda paredes de suporte 78, 80 que se estendem a partir da superfície da base de cavidade 76. A segunda parede de suporte 80 pode se estender ao longo do eixo geométrico Z de rotação. A primeira parede de suporte 78 pode se estender em uma direção perpendicular ao eixo geométrico Z de rotação. A superfície da base inclui um furo para aperto de cavidade. No presente exemplo, a primeira parede de suporte 78 inclui uma primeira superfície de encosto 82 e a segunda parede de suporte 80 pode incluir duas segundas superfícies coplanares de encosto 84.
[0035] Em uma posição segura, o inserto 14 pode ser apertado na cavidade 16 através de, por exemplo, um parafuso. O parafuso é localizado no furo para aperto do inserto 26 e parafusado no furo para aperto da cavidade. O inserto e furos para aperto de parafuso podem ser excêntricos. Uma primeira superfície lateral de encosto 62 está em contato com a primeira superfície de encosto 82. Uma segunda superfície lateral de encosto 62 está em contato com as duas segundas superfícies de encosto 84. A superfície de fundo 22 está em contato com a superfície de base da cavidade 76.
[0036] Enquanto a presente invenção foi descrita com referência a uma ou mais modalidades específicas, a descrição pretende ser ilustrativa como um todo e não deve ser entendida como limitando a invenção às modalidades mostradas. Deve-se compreender que várias modificações podem ocorrer com aqueles versados na técnica que, enquanto não mostrada especificamente aqui, estão, no entanto, dentro do escopo da invenção.
Claims (15)
1. Inserto para fresagem com inclinação (14), indexável e unilateral, configurado para operações de inclinação e para montagem em uma cavidade (16) de uma ferramenta para fresagem com inclinação (10), compreendendo superfícies superior e de fundo (20, 22) e uma superfície periférica (24) que se estende entre as mesmas e que encontra as superfícies superior e de fundo (20, 22) nas respectivas bordas superior e de fundo (28, 30), a borda superior (28) compreendendo uma aresta de corte lateral (32), uma aresta de corte final (37), uma aresta de corte de canto levantado (44) localizada entre as mesmas, e uma aresta de corte de canto baixo (54) conectada à aresta de corte final (37); a aresta de corte de canto baixo (54) estando mais perto da superfície de fundo (22) do que da aresta de corte de canto levantado (44), a borda de fundo (30) compreendendo uma borda de canto de fundo (64) associada com, e adjacente a aresta de corte de canto baixo (54), caracterizado pelo fato de que: a aresta de corte de canto baixo (54) e a borda de canto de fundo (64) são curvadas de forma convexa; e, uma depressão (66) é rebaixada na superfície periférica (24) entre a aresta de corte de canto baixo (54) e sua borda de canto baixo associada (64), sendo a depressão (66) configurada para prover alívio de uma superfície de peça de trabalho convexa cortada pela aresta de corte de canto baixo (54) durante operações de inclinação, sendo que a depressão (66) é espaçada tanto da aresta de corte de canto baixo (54) quanto da borda de canto de fundo associada (64).
2. Inserto para fresagem com inclinação (14) de acordo com a reivindicação 1, caracterizado pelo fato de que, em uma vista plana da superfície de fundo (22), a depressão (66) possui uma porção côncava curvada de forma côncava (68).
3. Inserto para fresagem com inclinação (14) de acordo com qualquer uma das reivindicações 1 ou 2, caracterizado pelo fato de que a depressão (66) é côncava, pelo menos em uma seção transversal tomada ao longo de um plano (P) médio, que está localizado entre as superfícies superior e de fundo (20, 22) e intersecta a superfície periférica (24).
4. Inserto para fresagem com inclinação (14) de acordo com qualquer uma das reivindicações 1 a 3, caracterizado pelo fato de que: cada aresta de corte final (37) compreende uma aresta de corte de inclinação (50) conectada a uma sub aresta de corte (38) através de uma aresta de corte de canto de transição (52); e, a aresta de corte de canto baixo (54) e a aresta de corte de inclinação (50) são configuradas apenas para operações de inclinação.
5. Inserto para fresagem com inclinação (14) de acordo com qualquer uma das reivindicações 1 a 4, caracterizado pelo fato de que o inserto (14) compreende exatamente quatro arestas de corte de canto (44, 54).
6. Inserto para fresagem com inclinação (14) de acordo com qualquer uma das reivindicações 1, 2 ou 5, caracterizado pelo fato de que: cada aresta de corte final (37) compreende uma aresta de corte de inclinação (50) conectada a uma sub aresta de corte (38) através de uma aresta de corte de canto de transição (52); e, a sub aresta de corte (38) está configurada pelo menos parcialmente para operações de varredura.
7. Inserto para fresagem com inclinação (14) de acordo com qualquer uma das reivindicações 1 a 6, caracterizado pelo fato de que o inserto (14) compreende um furo passante para aperto do inserto (26) que se abre para as superfícies superior e de fundo (20, 22), o furo para aperto tendo um eixo geométrico central (B).
8. Inserto para fresagem com inclinação (14) de acordo com a reivindicação 7, caracterizado pelo fato de que uma projeção da aresta de corte de canto baixo (54) em uma direção paralela ao eixo geométrico do diâmetro interno (B) sobrepõe pelo menos uma porção da borda de canto de fundo (64).
9. Inserto para fresagem com inclinação (14) de acordo com a reivindicação 7, caracterizado pelo fato de que o inserto (14) possui simetria rotacional de 180 graus em torno do eixo geométrico central (B).
10. Inserto para fresagem com inclinação (14) de acordo com qualquer uma das reivindicações 1 a 9, caracterizado pelo fato de que a superfície periférica (24) diverge em uma direção a partir da superfície de fundo (22) para a superfície superior (20).
11. Inserto para fresagem com inclinação (14) de acordo com qualquer uma das reivindicações 1 a 10, caracterizado pelo fato de que a borda de fundo (30) é desprovida de arestas de corte.
12. Inserto para fresagem com inclinação (14) de acordo com qualquer uma das reivindicações 1 a 11, caracterizado pelo fato de que a superfície periférica (24) e a superfície de fundo (22) formam um ângulo α da borda de fundo não agudo ao longo da totalidade da borda de fundo (30).
13. Inserto para fresagem com inclinação (14) de acordo com qualquer uma das reivindicações 1 a 12, caracterizado pelo fato de que a superfície de fundo (22) é menor do que a superfície superior (20).
14. Ferramenta para fresagem com inclinação (10), caracterizada pelo fato de que possui um eixo geométrico de rotação (Z) e compreende um corpo de ferramenta para fresagem (12) tendo uma cavidade (16), e o inserto para fresagem com inclinação (14), como definido em qualquer uma das reivindicações 1 a 13, preso na cavidade (16).
15. Ferramenta para fresagem com inclinação (10) de acordo com a reivindicação 14, caracterizada pelo fato de que: o inserto para fresagem com inclinação (14) é preso na cavidade (16) através de um parafuso; a cavidade inclui uma superfície da base da cavidade (76) e primeiras e segundas paredes de suporte (78, 80) que se estendem das mesmas; a primeira parede de suporte (78) compreende uma primeira superfície de encosto (82) e a segunda parede de suporte (80) compreende duas segundas superfícies coplanares de encosto (84); e, uma primeira superfície lateral de encosto (62) do inserto de corte encosta na primeira superfície de encosto (82), uma segunda superfície lateral de encosto (62) do inserto de corte encosta nas duas segundas superfícies de encosto (84) e a superfície de fundo (22) encosta na superfície da base da cavidade (76).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/086,419 US9358622B2 (en) | 2013-11-21 | 2013-11-21 | Single sided indexable ramping milling insert and ramping milling tool |
| US14/086419 | 2013-11-21 | ||
| PCT/IL2014/050915 WO2015075706A1 (en) | 2013-11-21 | 2014-10-22 | Single-sided indexable ramping milling insert and ramping millng tool |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| BR112016011397B1 true BR112016011397B1 (pt) | 2020-12-15 |
Family
ID=51905327
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112016011397-7A BR112016011397B1 (pt) | 2013-11-21 | 2014-10-22 | Inserto e ferramenta para fresagem com inclinação |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US9358622B2 (pt) |
| EP (1) | EP3071357B1 (pt) |
| JP (1) | JP6507163B2 (pt) |
| KR (1) | KR102240010B1 (pt) |
| CN (1) | CN105722626B (pt) |
| BR (1) | BR112016011397B1 (pt) |
| CA (1) | CA2930993C (pt) |
| ES (1) | ES2902647T3 (pt) |
| PL (1) | PL3071357T3 (pt) |
| PT (1) | PT3071357T (pt) |
| RU (1) | RU2676811C1 (pt) |
| WO (1) | WO2015075706A1 (pt) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2596889B1 (en) * | 2011-11-23 | 2017-04-26 | Sandvik Intellectual Property AB | A cutting insert and a milling tool |
| US9527142B2 (en) * | 2013-02-19 | 2016-12-27 | Iscar, Ltd. | High speed milling tool and tangential ramping milling insert therefor |
| US9475131B2 (en) * | 2013-06-13 | 2016-10-25 | Kennametal Inc. | Milling cutter with stress reliefs |
| US10207342B2 (en) * | 2013-09-11 | 2019-02-19 | Mitsubishi Hitachi Tool Engineering, Ltd. | Indexable rotary cutting tool and insert used therein |
| US9358622B2 (en) * | 2013-11-21 | 2016-06-07 | Iscar, Ltd. | Single sided indexable ramping milling insert and ramping milling tool |
| WO2015129769A1 (ja) * | 2014-02-26 | 2015-09-03 | 株式会社タンガロイ | 切削インサートおよび切削工具 |
| JP6457257B2 (ja) * | 2014-12-18 | 2019-01-23 | Dmg森精機株式会社 | フライス工具、及びこれを用いた加工方法 |
| DE112015006941T5 (de) * | 2015-09-25 | 2018-06-14 | Mitsubishi Hitachi Tool Engineering, Ltd. | Schneidplatte und Wende-Drehschneidwerkzeug |
| JP6618746B2 (ja) * | 2015-09-28 | 2019-12-11 | 京セラ株式会社 | 切削工具用チップの製造方法 |
| EP3199284B1 (en) * | 2016-01-27 | 2018-12-12 | Pramet Tools, S.R.O. | An indexable cutting insert for an end mill tool and an end mill tool provided with such an insert |
| CN110023015B (zh) * | 2016-12-09 | 2020-07-03 | 三菱日立工具株式会社 | 切削刀片及可转位刀片式旋转切削工具 |
| KR101941973B1 (ko) * | 2017-04-11 | 2019-01-24 | 한국야금 주식회사 | 고이송 절삭 인서트 및 이를 장착한 절삭 공구 |
| JP6508620B1 (ja) * | 2017-10-25 | 2019-05-08 | 株式会社タンガロイ | 切削インサート及び刃先交換式転削工具 |
| KR102015290B1 (ko) * | 2017-11-14 | 2019-08-28 | 한국야금 주식회사 | 절삭 인서트 및 이를 장착한 절삭 공구 |
| US10427225B2 (en) * | 2017-11-15 | 2019-10-01 | Kennametal Inc. | Tangentially mounted indexable cutting insert with segmented cutting edge and triangular-shaped margin |
| US10632548B2 (en) * | 2017-11-20 | 2020-04-28 | Iscar, Ltd. | Triangular-shaped indexable cutting insert having recessed side surfaces and rotary cutting tool |
| DE112019002800T5 (de) * | 2018-06-01 | 2021-03-18 | Kyocera Corporation | Schneideinsatz, schneidwerkzeug und verfahren zur herstellung eines maschinell bearbeiteten produkts |
| JP6855024B1 (ja) * | 2020-10-02 | 2021-04-07 | 株式会社タンガロイ | 切削インサートおよびこれを備えた切削工具 |
| RU204571U1 (ru) * | 2021-02-01 | 2021-05-31 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Московский государственный технологический университет "СТАНКИН" (ФГБОУ ВО "МГТУ "СТАНКИН") | Плунжерная фреза с тангенциальным расположением пластин |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5032050A (en) * | 1987-09-04 | 1991-07-16 | Kennametal Inc. | On-edge cutting insert with chip control |
| US4755086A (en) * | 1987-10-23 | 1988-07-05 | Gte Valenite Corporation | Cutting insert |
| IL103008A (en) * | 1992-09-01 | 1996-12-05 | Iscar Ltd | Cutting insert for a milling cutter tool |
| SE500703C2 (sv) * | 1993-01-27 | 1994-08-15 | Sandvik Ab | Skär med ett urtag i anslutning till en vriden släppningsyta |
| US5388932A (en) * | 1993-09-13 | 1995-02-14 | Kennametal Inc. | Cutting insert for a milling cutter |
| SE512040C2 (sv) | 1998-05-06 | 2000-01-17 | Sandvik Ab | Vändskär för pinnfräsar |
| JP2001198724A (ja) * | 2000-01-21 | 2001-07-24 | Mitsubishi Materials Corp | スローアウェイチップ及びスローアウェイ式転削工具 |
| US6503028B1 (en) | 2001-06-15 | 2003-01-07 | Sandvik Aktiebolag | Sintered cutting insert having center hole for clamp screw |
| ITMI20020294A1 (it) * | 2002-02-14 | 2003-08-14 | Livio Mina | Inserto quadrilatero per frese con angolo radiale dei taglienti negatico per la fresatura tridimensionale dal pieno |
| US7189030B2 (en) * | 2003-05-09 | 2007-03-13 | Kennametal Inc. | Cutting tool |
| CN1235710C (zh) * | 2003-08-27 | 2006-01-11 | 株洲钻石切削刀具股份有限公司 | 一种可转位铣刀 |
| US7070363B2 (en) * | 2004-07-15 | 2006-07-04 | Kennametal Inc. | Cutting insert for high-speed milling cutter |
| CN1597206A (zh) * | 2004-09-01 | 2005-03-23 | 株洲硬质合金集团有限公司 | 可转位铣削刀片 |
| US7905687B2 (en) | 2007-01-16 | 2011-03-15 | Tdy Industries, Inc. | Cutting insert, tool holder, and related method |
| SE533269C2 (sv) * | 2008-12-17 | 2010-08-03 | Sandvik Intellectual Property | Dubbelsidigt, indexerbart planfrässkär |
| US8449230B2 (en) | 2010-08-13 | 2013-05-28 | Ingersoll Cutting Tool Company | Cutting insert having concave clearance depressions formed on corner side surfaces |
| ES2734363T3 (es) * | 2011-08-02 | 2019-12-05 | Iscar Ltd | Herramienta de corte y accesorio de corte |
| JP6127439B2 (ja) * | 2011-12-12 | 2017-05-17 | 三菱マテリアル株式会社 | 刃先交換式切削工具および切削インサート |
| US9358622B2 (en) * | 2013-11-21 | 2016-06-07 | Iscar, Ltd. | Single sided indexable ramping milling insert and ramping milling tool |
-
2013
- 2013-11-21 US US14/086,419 patent/US9358622B2/en active Active
-
2014
- 2014-10-22 WO PCT/IL2014/050915 patent/WO2015075706A1/en active Application Filing
- 2014-10-22 EP EP14799894.2A patent/EP3071357B1/en active Active
- 2014-10-22 PL PL14799894T patent/PL3071357T3/pl unknown
- 2014-10-22 PT PT147998942T patent/PT3071357T/pt unknown
- 2014-10-22 ES ES14799894T patent/ES2902647T3/es active Active
- 2014-10-22 RU RU2016124299A patent/RU2676811C1/ru active
- 2014-10-22 JP JP2016530947A patent/JP6507163B2/ja active Active
- 2014-10-22 CN CN201480063751.6A patent/CN105722626B/zh active Active
- 2014-10-22 KR KR1020167015736A patent/KR102240010B1/ko active IP Right Grant
- 2014-10-22 CA CA2930993A patent/CA2930993C/en active Active
- 2014-10-22 BR BR112016011397-7A patent/BR112016011397B1/pt active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| PT3071357T (pt) | 2022-02-08 |
| CA2930993A1 (en) | 2015-05-28 |
| CN105722626A (zh) | 2016-06-29 |
| PL3071357T3 (pl) | 2022-04-11 |
| US20150139743A1 (en) | 2015-05-21 |
| RU2676811C1 (ru) | 2019-01-11 |
| EP3071357A1 (en) | 2016-09-28 |
| EP3071357B1 (en) | 2021-12-22 |
| WO2015075706A1 (en) | 2015-05-28 |
| RU2016124299A (ru) | 2017-12-26 |
| CN105722626B (zh) | 2018-09-21 |
| CA2930993C (en) | 2021-03-02 |
| ES2902647T3 (es) | 2022-03-29 |
| KR20160086901A (ko) | 2016-07-20 |
| US9358622B2 (en) | 2016-06-07 |
| KR102240010B1 (ko) | 2021-04-15 |
| JP6507163B2 (ja) | 2019-04-24 |
| JP2016537212A (ja) | 2016-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112016011397B1 (pt) | Inserto e ferramenta para fresagem com inclinação | |
| JP5024483B2 (ja) | 切削インサート | |
| JP5988186B1 (ja) | 切削インサート及び刃先交換式回転切削工具 | |
| JP6048863B2 (ja) | 切削インサートおよび該切削インサート用の切削工具 | |
| ES2564945T3 (es) | Inserto rotatorio y taladro que usa el mismo | |
| PT2459337E (pt) | Pastilha de corte e ferramenta de corte rotativa | |
| BR112013018432B1 (pt) | inserto de corte tangencial, e, fresa | |
| BRPI0912628B1 (pt) | Ferramenta de corte suporte de inserto, e, inserto de corte | |
| BR102015011331B1 (pt) | pastilha de ferramenta de corte e suporte de pastilha de ferramenta de corte | |
| JP6127343B2 (ja) | ミーリングカッタ用切削インサート | |
| PT3046705T (pt) | Pastilha de acabamento rotativa em profundidade compreendendo um arranjo de controlo de apara | |
| BR112016015694B1 (pt) | Inserto de corte indexavel de dupla face, e, ferramenta de corte | |
| US9314851B2 (en) | Cutting insert having a rearwardly offset cutting edge and cutting tool | |
| JP2017530022A (ja) | 旋削用工具の切削インサート及び旋削用工具 | |
| BR112012006490B1 (pt) | Inserto de corte com uma borda de corte | |
| BR102015000378A2 (pt) | uma ferramenta de fresagem | |
| JP4876977B2 (ja) | 切削インサートおよびインサート着脱式転削工具 | |
| JP5979054B2 (ja) | ドリル用インサートおよび刃先交換式ドリル | |
| JP2021503375A (ja) | 凹状側面を有する三角形の割り出し可能な切削インサートおよび回転切削工具 | |
| JP2021503375A5 (pt) | ||
| KR102464805B1 (ko) | 리딩 및 트레일링 부품 절삭 변부들을 가진 분할 절삭 변부를 가지는 절삭 인서트 | |
| JP2008254129A (ja) | 切削インサートおよびインサート着脱式転削工具 | |
| JP6964092B2 (ja) | 面溝入れのための金属切削溝入れインサート | |
| KR102181844B1 (ko) | 금속 선삭용 절삭 인서트 및 선삭 공구 | |
| BR112018004966B1 (pt) | Inserto de corte, e, ferramenta de corte |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 22/10/2014, OBSERVADAS AS CONDICOES LEGAIS. |