WO2025047577A1 - 導電ペースト、rfidインレイ及びrfidインレイの製造方法 - Google Patents
導電ペースト、rfidインレイ及びrfidインレイの製造方法 Download PDFInfo
- Publication number
- WO2025047577A1 WO2025047577A1 PCT/JP2024/029864 JP2024029864W WO2025047577A1 WO 2025047577 A1 WO2025047577 A1 WO 2025047577A1 JP 2024029864 W JP2024029864 W JP 2024029864W WO 2025047577 A1 WO2025047577 A1 WO 2025047577A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- conductive
- conductive paste
- less
- particles
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/04—Non-macromolecular additives inorganic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J163/00—Adhesives based on epoxy resins; Adhesives based on derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J9/00—Adhesives characterised by their physical nature or the effects produced, e.g. glue sticks
- C09J9/02—Electrically-conducting adhesives
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/20—Conductive material dispersed in non-conductive organic material
- H01B1/22—Conductive material dispersed in non-conductive organic material the conductive material comprising metals or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R11/00—Individual connecting elements providing two or more spaced connecting locations for conductive members which are, or may be, thereby interconnected, e.g. end pieces for wires or cables supported by the wire or cable and having means for facilitating electrical connection to some other wire, terminal, or conductive member, blocks of binding posts
- H01R11/01—Individual connecting elements providing two or more spaced connecting locations for conductive members which are, or may be, thereby interconnected, e.g. end pieces for wires or cables supported by the wire or cable and having means for facilitating electrical connection to some other wire, terminal, or conductive member, blocks of binding posts characterised by the form or arrangement of the conductive interconnection between the connecting locations
Definitions
- the present invention relates to a conductive paste containing a conductive filler.
- the present invention also relates to an RFID inlay using the conductive paste and a method for manufacturing an RFID inlay.
- UHF Ultra High Frequency
- RFID inlays which allow contactless data transmission and reception, are widely used in contactless RFID tags and contactless RFID cards.
- UHF Ultra High Frequency
- RFID inlays have attracted attention due to their long communication distances, and UHF band RFID inlays are used for a variety of items and purposes, such as commuter passes, inventory management, distribution management, and history management.
- a conductive paste containing a conductive filler and binder resin may be used to bond and connect a chip with electrodes on its surface to a substrate with wiring (antenna pattern) on its surface.
- Patent Document 1 discloses an adhesive that can be used for electronic components.
- the adhesive is an acrylic adhesive composition that contains a radical initiator with a 10-hour half-life temperature of 80°C or less, a vinylene-containing oligomer, and at least one diluent.
- the adhesive can snap cure at low temperatures, and the pot life of the adhesive at room temperature is 24 hours or more.
- Patent Document 2 discloses a conductive adhesive that contains a polymerizable acrylic compound, an organic peroxide, and solder particles, and in which the one-minute half-life temperature of the organic peroxide is lower than the solidus temperature of the solder particles.
- the object of the present invention is to provide a conductive paste that 1) has high storage stability, and that can 2) improve curing properties even when mounted in a relatively short time, 3) improve adhesion properties, 4) improve the tackiness of the cured product, and 5) improve electrical conductivity reliability.
- Another object of the present invention is to provide an RFID inlay using the conductive paste, and a method for manufacturing an RFID inlay.
- This specification discloses the following conductive paste, RFID inlay, and method for manufacturing an RFID inlay.
- thermosetting agent being a microencapsulated thermosetting agent or a thermosetting agent that is solid at 25°C.
- Item 2 The conductive paste according to item 1, wherein the thixotropic agent is solid at 25°C, and the ratio of the particle size of the thixotropic agent to the particle size of the conductive filler is 0.5 or less.
- thermosetting compound includes an epoxy compound
- thermosetting agent includes an anionic curing agent
- Item 4 The conductive paste according to any one of items 1 to 3, wherein the conductive filler is a conductive particle, and the particle diameter of the conductive particle is 10 ⁇ m or less.
- Item 5 A conductive paste according to any one of items 1 to 4, used to obtain an RFID inlay.
- An RFID inlay comprising a substrate having wiring on its surface, a chip having electrodes on its surface, and an adhesive portion bonding the substrate and the chip, the adhesive portion being made of the conductive paste described in any one of items 1 to 5, and the wiring and the electrodes being electrically connected by the conductive filler in the adhesive portion.
- Item 7 A method for manufacturing an RFID inlay, comprising: a first arrangement step of arranging the conductive paste described in any one of items 1 to 5 on a surface of a substrate having wiring on its surface; a second arrangement step of arranging a chip having an electrode on its surface on the surface of the conductive paste opposite the substrate; and a bonding step of forming an adhesive part that bonds the substrate and the chip with the conductive paste by heating and pressurizing the conductive paste, and electrically connecting the wiring and the electrode with the conductive filler in the adhesive part.
- Item 8 The method for manufacturing an RFID inlay according to Item 7, in which the substrate is long and the RFID inlay is manufactured by transporting the long substrate in the first placement process, the second placement process, and the bonding process using a roll-to-roll method.
- the conductive paste according to the present invention contains a thermosetting compound, a thermosetting agent, a conductive filler, a thixotropic agent, and an antioxidant, and the thermosetting agent contains a microencapsulated thermosetting agent or a thermosetting agent that is solid at 25°C. Since the conductive paste according to the present invention has the above-mentioned configuration, 1) storage stability is improved, and even when mounted in a relatively short time, 2) curing properties can be improved, 3) adhesion properties can be improved, 4) tackiness of the cured product can be improved, and 5) electrical conductivity reliability can be improved.
- FIG. 1 is a cross-sectional view showing a schematic diagram of an RFID inlay using a conductive paste according to a first embodiment of the present invention.
- the conductive paste according to the present invention includes a thermosetting compound, a thermosetting agent, a conductive filler, a thixotropic agent, and an antioxidant.
- the thermosetting agent includes a microencapsulated thermosetting agent or a thermosetting agent that is solid at 25° C.
- the conductive paste according to the present invention since the conductive paste according to the present invention has the above-mentioned configuration, it is possible to extend the pot life (usable time) (improve storage stability). Furthermore, since the conductive paste according to the present invention has the above-mentioned configuration, it is possible to enhance the curing properties and achieve sufficient curing even when mounted (heated) in a relatively short time (for example, within 15 seconds). Furthermore, since the conductive paste according to the present invention has the above-mentioned configuration, it is possible to enhance the adhesion, improve the tackiness of the cured product, and increase the reliability of conductivity even when mounted in a relatively short time.
- the conductive paste according to the present invention is in a paste form at 25°C.
- the conductive paste is used by discharging it at, for example, 20°C to 50°C. It is preferable that the conductive paste according to the present invention is used by discharging it using a jet dispenser.
- the viscosity ( ⁇ 25) of the conductive paste at 25°C is preferably 15 Pa ⁇ s or more, more preferably 25 Pa ⁇ s or more, even more preferably 40 Pa ⁇ s or more, and is preferably 200 Pa ⁇ s or less, more preferably 150 Pa ⁇ s or less, even more preferably 100 Pa ⁇ s or less. If the viscosity ( ⁇ 25) is equal to or greater than the lower limit, the conductive paste can be prevented from flowing out from the wiring. If the viscosity ( ⁇ 25) is equal to or less than the upper limit, the conductive paste can be placed with high precision on the fine wiring.
- the ratio of the viscosity ( ⁇ ) at 25°C after storing the conductive paste at 25°C and 50% RH for 24 hours to the viscosity ( ⁇ 25) of the conductive paste immediately after preparation is defined as the ratio (viscosity after storage ( ⁇ )/viscosity immediately after preparation ( ⁇ 25)).
- the ratio (viscosity after storage ( ⁇ )/viscosity immediately after preparation ( ⁇ 25)) is preferably 0.7 or more, more preferably 0.8 or more, even more preferably 0.9 or more, and is preferably 1.25 or less, more preferably less than 1.25, even more preferably 1.2 or less, and particularly preferably 1.1 or less.
- the storage stability can be further improved and the conductive paste can be prevented from flowing out of the wiring.
- the ratio (viscosity after storage ( ⁇ )/viscosity immediately after preparation ( ⁇ 25)) is equal to or less than the upper limit or less than the upper limit, the conductive paste can be arranged on the fine wiring with high precision.
- the viscosity after storage ( ⁇ ) can be measured, for example, by storing the conductive paste in a thermo-hygrostat at 25°C and 50% RH for 24 hours and then using an E-type viscometer at 25°C and 5 rpm.
- E-type viscometer examples include the TV35 viscometer manufactured by Toki Sangyo Co., Ltd.
- the conductive paste has good adhesive properties.
- the conductive paste is suitable for use as an adhesive.
- the conductive paste is particularly suitable for use in bonding a substrate and a chip.
- the conductive paste is preferably an anisotropic conductive paste.
- the conductive paste is preferably used for electrically connecting electrodes.
- the conductive paste is preferably used for obtaining a connection structure.
- the conductive paste is preferably used for obtaining electronic components.
- the conductive paste is particularly preferably used for obtaining an RFID inlay (use of the conductive paste for obtaining an RFID inlay).
- the conductive paste is preferably used for bonding and connecting a chip having an electrode on its surface to a substrate having wiring (antenna pattern) on its surface (use of the conductive paste for bonding and connecting a chip having an electrode on its surface to a substrate having wiring (antenna pattern) on its surface).
- the conductive paste contains a thermosetting compound and therefore has thermosetting properties.
- the conductive paste is a thermosetting conductive paste. It is more preferable that the conductive paste is a thermosetting anisotropic conductive paste.
- the heat generation start temperature is preferably 50°C or higher
- the heat generation peak top temperature is preferably 80°C or higher and 125°C or lower
- the heat generation end temperature is preferably 200°C or lower.
- the heat generation start temperature refers to the temperature at which the amount of heat generated begins to increase from the baseline.
- the heat generation end temperature refers to the temperature at which, after reaching the heat generation peak top, the amount of heat generated has decreased to 1% of the amount of heat generated at the heat generation peak top.
- the above differential scanning calorimetry can be performed in the following manner.
- a differential scanning calorimetry device is prepared. 5 mg of the above conductive paste is placed in a special aluminum pan and the lid is placed using a special tool. This special aluminum pan and an empty aluminum pan (reference) are placed in a heating unit and heated in air from 30°C to 200°C at a heating rate of 10°C/min, and reverse heat flow and non-reverse heat flow are observed. The heat generation peak observed in the non-reverse heat flow is regarded as the heat generation peak of the conductive paste.
- An example of the above differential scanning calorimetry device is the "TA7000" manufactured by Hitachi High-Tech Science Corporation.
- the heat generation start temperature can be measured. From the viewpoint of improving the storage stability and discharge stability of the conductive paste and further improving the conductivity reliability even when mounted in a relatively short time, the heat generation start temperature is preferably 50°C or higher, and more preferably 60°C or higher. There is no particular limit to the upper limit of the heat generation start temperature.
- the heat generation start temperature may be 110°C or lower, 108°C or lower, 105°C or lower, 100°C or lower, or 90°C or lower.
- the range of the heat generation start temperature can be set by appropriately selecting the lower limit value and the upper limit value.
- the heat generation peak top temperature can be measured. From the viewpoint of further improving the electrical conductivity reliability even when mounted in a relatively short time, the heat generation peak top temperature is preferably 80°C or higher, more preferably 85°C or higher, and even more preferably 90°C or higher, and is preferably 125°C or lower, and more preferably 120°C or lower.
- the heat generation end temperature can be measured. From the viewpoint of further improving the electrical conductivity reliability even when mounted in a relatively short time, the heat generation end temperature is preferably 200°C or less, and more preferably 180°C or less. There is no particular limit to the lower limit of the heat generation end temperature.
- the heat generation end temperature may be 90°C or more, or 95°C or more.
- the range of the heat generation end temperature can be set by appropriately selecting the lower limit value and the upper limit value.
- the absolute value of the difference between the heat generation start temperature and the heat generation end temperature is preferably 5°C or more, more preferably 10°C or more, even more preferably 15°C or more, particularly preferably 20°C or more, and is preferably 100°C or less, more preferably 95°C or less, even more preferably 90°C or less, particularly preferably 85°C or less, and most preferably 80°C or less. If the absolute value of the difference between the heat generation start temperature and the heat generation end temperature is equal to or more than the above lower limit and equal to or less than the above upper limit, the storage stability of the conductive paste can be further improved, and the conductivity reliability can be further improved even when mounted in a relatively short time.
- (meth)acrylic refers to acrylic and methacrylic
- (meth)acrylate refers to acrylate and methacrylate
- thermosetting compound is a compound that can be cured by heating.
- examples of the thermosetting compound include epoxy compounds, (meth)acrylic compounds, oxetane compounds, episulfide compounds, phenol compounds, amino compounds, unsaturated polyester compounds, polyurethane compounds, silicone compounds, and polyimide compounds.
- the thermosetting compound may be used alone or in combination of two or more.
- thermosetting compound contains an epoxy compound.
- the above epoxy compounds include glycidylamine type epoxy compounds, bisphenol A type epoxy compounds, bisphenol F type epoxy compounds, bisphenol S type epoxy compounds, phenol novolac type epoxy compounds, biphenyl type epoxy compounds, biphenyl novolac type epoxy compounds, biphenol type epoxy compounds, naphthalene type epoxy compounds, fluorene type epoxy compounds, phenol aralkyl type epoxy compounds, naphthol aralkyl type epoxy compounds, dicyclopentadiene type epoxy compounds, anthracene type epoxy compounds, epoxy compounds having an adamantane skeleton, epoxy compounds having a tricyclodecane skeleton, naphthylene ether type epoxy compounds, and epoxy compounds having a triazine nucleus in the skeleton.
- the epoxy compound may be a glycidyl ether compound.
- the glycidyl ether compound is a compound having at least one glycidyl ether group.
- thermosetting compound contains an epoxy compound having an aromatic skeleton, and it is even more preferable that the thermosetting compound contains a bisphenol A type epoxy compound or a bisphenol F type epoxy compound. Only one type of the above epoxy compounds may be used, or two or more types may be used in combination.
- the molecular weight of the thermosetting compound is preferably 350 or more, more preferably 400 or more, even more preferably 450 or more, and particularly preferably 500 or more, and is preferably 4500 or less, more preferably 4000 or less, even more preferably 3500 or less, and particularly preferably 3000 or less.
- the viscosity of the conductive paste can be adjusted to a suitable range, and the conductivity reliability can be further improved.
- the molecular weight of the thermosetting compound means the molecular weight that can be calculated from the structural formula when the structural formula of the thermosetting compound can be identified.
- the molecular weight means the weight average molecular weight.
- the weight average molecular weight indicates the weight average molecular weight in terms of polystyrene measured by gel permeation chromatography (GPC). Since the molecular weight of the thermosetting compound is relatively small, the structural formula can generally be identified.
- the weight average molecular weight can be measured using the following measuring device and under the following measuring conditions.
- Measurement device "Waters GPC System (Waters 2690 + Waters 2414 (RI))" manufactured by Japan Waters Corporation Column: Shodex GPC LF-G x 1, Shodex GPC LF-804 x 2 Mobile phase: THF 1.0 mL/min Sample concentration: 5 mg/mL Detector: Refractive Index Detector (RID) Standard material: polystyrene (manufactured by TOSOH Corporation, weight average molecular weight: 620 to 590,000)
- the content of the thermosetting compound in 100% by weight of the conductive paste is preferably 15% by weight or more, more preferably 20% by weight or more, and preferably 90% by weight or less, more preferably 80% by weight or less, and even more preferably 70% by weight or less.
- the content of the thermosetting compound is equal to or more than the lower limit and equal to or less than the upper limit, even when mounting is performed in a relatively short time, the curing property can be further improved, the adhesiveness can be further improved, the tackiness of the cured product can be further improved, and the electrical conductivity reliability can be further improved.
- the content of the thermosetting compound indicates the total content of the two or more types of thermosetting compounds.
- the content of the epoxy compound in 100% by weight of the conductive paste is preferably 15% by weight or more, more preferably 20% by weight or more, and preferably 90% by weight or less, more preferably 80% by weight or less, and even more preferably 70% by weight or less.
- the content of the epoxy compound is equal to or more than the lower limit and equal to or less than the upper limit, even when mounting is performed in a relatively short time, the curing property can be further improved, the adhesiveness can be further improved, the tackiness of the cured product can be further improved, and the electrical conductivity reliability can be further improved.
- the heat curing agent includes a microcapsule type heat curing agent or a heat curing agent that is solid at 25 ° C.
- the heat curing agent may include a heat curing agent that is solid at 25 ° C., or may include a microcapsule type heat curing agent. From the viewpoint of further increasing the curing property and further improving the tackiness of the cured product even when mounted in a relatively short time, it is preferable that the heat curing agent includes a heat curing agent that is solid at 25 ° C., and is preferably a heat curing agent that is solid at 25 ° C.
- the heat curing agent includes a microcapsule type heat curing agent, and is preferably a microcapsule type heat curing agent. Only one type of the heat curing agent may be used, or two or more types may be used in combination.
- the heat curing agent component is encapsulated in a microcapsule.
- the content of the microcapsule is the heat curing agent component.
- the microcapsule type heat curing agent is capable of releasing the heat curing agent component.
- the material of the microcapsule is not particularly limited. Examples of the material of the microcapsule include ethyl cellulose, polyvinyl alcohol, gelatin, and alginic acid.
- the melting point of the heat curing agent that is solid at 25°C is preferably 50°C or higher, more preferably 60°C or higher, and even more preferably 70°C or higher, and is preferably 150°C or lower, more preferably 140°C or lower, and even more preferably 130°C or lower.
- the melting point of the above-mentioned heat curing agent that is solid at 25°C can be calculated, for example, from the endothermic peak by performing differential scanning calorimetry (DSC).
- the heat curing agent may be an anionic curing agent or a cationic curing agent.
- the heat curing agent preferably includes an anionic curing agent.
- examples of the anionic curing agent include amine curing agents (amine compounds), imidazole curing agents, phenolic curing agents (phenolic compounds), and acid anhydride curing agents (acid anhydrides).
- thermosetting compound contains an epoxy compound and the thermosetting agent contains an anionic curing agent.
- the curing property can be further improved, the adhesiveness can be further improved, the tackiness of the cured product can be further improved, and the electrical conductivity reliability can be further improved.
- the above-mentioned heat curing agent preferably contains an amine curing agent (amine compound), an imidazole curing agent, a phenolic curing agent (phenolic compound) or an acid anhydride curing agent (acid anhydride), and more preferably contains an amine curing agent.
- amine curing agent amine compound
- imidazole curing agent a phenolic curing agent
- acid anhydride curing agent acid anhydride
- the above-mentioned amine curing agent may include dicyandiamide, an imidazole compound, diaminodiphenylmethane, and diaminodiphenylsulfone. From the viewpoint of further improving the reliability of electrical continuity even when mounting is performed in a relatively short time, it is preferable that the above-mentioned amine curing agent contains dicyandiamide or an imidazole compound.
- the above-mentioned amine curing agent may be a heat curing agent that is solid at 25°C, or may be a microcapsule-type heat curing agent.
- the above-mentioned amine curing agent may be encapsulated in a microcapsule.
- the above imidazole hardeners include 2-undecylimidazole, 2-heptadecylimidazole, 2-methylimidazole, 2-ethyl-4-methylimidazole, 2-phenylimidazole, 2-phenyl-4-methylimidazole, 1-benzyl-2-methylimidazole, 1-benzyl-2-phenylimidazole, 1,2-dimethylimidazole, 1-cyanoethyl-2-methylimidazole, 1-cyanoethyl-2-ethyl-4-methylimidazole, 1-cyanoethyl-2-undecylimidazole, 1-cyanoethyl-2-phenylimidazole, 1-cyanoethyl-2-undecylimidazole, 1-cyanoethyl-2-phenylimidazole, 1-cyanoethyl-2-undecylimidazole, 1-cyanoethyl-2-phenylimidazole
- phenolic hardeners include phenol novolac, o-cresol novolac, p-cresol novolac, t-butylphenol novolac, dicyclopentadiene cresol, polyparavinylphenol, bisphenol A-type novolac, xylylene-modified novolac, decalin-modified novolac, poly(di-o-hydroxyphenyl)methane, poly(di-m-hydroxyphenyl)methane, and poly(di-p-hydroxyphenyl)methane.
- phenolic resins having a melamine skeleton, phenolic resins having a triazine skeleton, or phenolic resins having an allyl group are preferred.
- phenolic hardeners include MEH-8005, MEH-8010, MEH-8015, and MEH-8000H (all manufactured by Meiwa Kasei Co., Ltd.), YLH903 (manufactured by Mitsubishi Chemical Corporation), LA-7052, LA-7054, LA-7751, LA-1356, and LA-3018-50P (all manufactured by DIC Corporation), and PS6313 and PS6492 (all manufactured by Gun-ei Chemical Industry Co., Ltd.).
- the content of the heat curing agent in the conductive paste (100% by weight) is preferably 1% by weight or more, more preferably 3% by weight or more, even more preferably 5% by weight or more, and is preferably 20% by weight or less, more preferably 18% by weight or less, and even more preferably 15% by weight or less. If the content of the heat curing agent is equal to or more than the lower limit and equal to or less than the upper limit, the storage stability can be further improved, and the curing property can be further improved even when the paste is mounted in a relatively short time.
- the content of the heat curing agent is preferably 3 parts by weight or more, more preferably 5 parts by weight or more, even more preferably 10 parts by weight or more, and preferably 40 parts by weight or less, more preferably 30 parts by weight or less, even more preferably 20 parts by weight or less. If the content of the heat curing agent is equal to or more than the lower limit and equal to or less than the upper limit, the storage stability can be further improved, and the curing property can be further improved even when mounted in a relatively short time.
- the conductive filler is not particularly limited, and may be conductive particles or carbon fibers.
- the conductive filler in the conductive paste is a conductive particle having a resin particle and a conductive layer disposed on the surface of the resin particle, or a metal particle having a melting point exceeding 450°C. From the viewpoint of further improving the reliability of conduction, it is preferable that the conductive filler in the conductive paste is a metal particle having a melting point exceeding 450°C.
- the conductive filler described here is different from solder particles. When the conductive particles described here are used, the discharge stability of the conductive paste can be improved.
- metal particles e.g., solder particles
- a melting point of 450°C or less it is difficult to sufficiently improve the discharge stability of the conductive paste compared to when metal particles having a melting point exceeding 450°C are used.
- the shape of the conductive filler is not particularly limited.
- the shape of the conductive filler may be spherical, may be a shape other than spherical, or may be flat, etc.
- the conductive filler is preferably a conductive particle.
- the conductive particle may be a solder particle or a metal particle.
- the metal particle may be a metal powder.
- the conductive particle may include a base particle and a conductive portion disposed on the surface of the base particle. From the viewpoint of further increasing the reliability of conduction, the conductive particle preferably includes a base particle and a conductive portion disposed on the surface of the base particle.
- the particle diameter of the conductive particle is preferably 0.1 ⁇ m or more, more preferably 1 ⁇ m or more, even more preferably 2 ⁇ m or more, and preferably 100 ⁇ m or less, more preferably 30 ⁇ m or less, even more preferably 10 ⁇ m or less.
- the particle diameter of the conductive particle is equal to or more than the lower limit and equal to or less than the upper limit, the reliability of conductivity can be further improved even when mounting is performed in a relatively short time.
- the particle diameter of the conductive particles is preferably an average particle diameter, and more preferably a number average particle diameter.
- the average particle diameter of the conductive particles can be determined, for example, by observing 50 random conductive particles with an electron microscope or optical microscope and calculating the average particle diameter of each conductive particle, or by performing laser diffraction particle size distribution measurement.
- the particle diameter of the conductive particles is measured by observing 50 arbitrary conductive particles with an electron microscope or optical microscope, the measurement can be performed, for example, as follows.
- the conductive particles are added to "Technovit 4000" manufactured by Kulzer so that the content of the conductive particles is 30% by weight, and dispersed to prepare an embedding resin body for conductive particle inspection.
- a cross section of the conductive particle is cut out using an ion milling device ("IM4000" manufactured by Hitachi High-Technologies Corporation) so as to pass through the vicinity of the center of the conductive particles dispersed in the embedding resin body for conductive particle inspection.
- the image magnification is set to 25,000 times, 50 conductive particles are randomly selected, and each conductive particle is observed.
- the circle equivalent diameter of each conductive particle is measured, and the arithmetic average of the measured diameters is determined as the particle diameter of the conductive particle.
- CV value The above coefficient of variation (CV value) can be measured as follows.
- CV value (%) ( ⁇ /Dn) ⁇ 100 ⁇ : Standard deviation of the particle diameter of the conductive particles Dn: Average particle diameter of the conductive particles
- the conductive filler content in the conductive paste (100% by weight) is preferably 0.1% by weight or more, more preferably 1% by weight or more, even more preferably 5% by weight or more, and is preferably 80% by weight or less, more preferably 60% by weight or less, even more preferably 40% by weight or less. If the conductive filler content is equal to or more than the lower limit and equal to or less than the upper limit, the conductivity reliability can be further improved even when mounting is performed in a relatively short time.
- the content of the conductive filler is preferably 2 parts by weight or more, more preferably 3 parts by weight or more, even more preferably 5 parts by weight or more, particularly preferably 7 parts by weight or more, and is preferably 35 parts by weight or less, more preferably 30 parts by weight or less, even more preferably 25 parts by weight or less, particularly preferably 20 parts by weight or less. If the content of the conductive filler is equal to or more than the lower limit and equal to or less than the upper limit, the conductivity reliability can be further improved even when mounting is performed in a relatively short time.
- the conductive filler preferably contains a metal.
- the metal include gold, silver, copper, platinum, palladium, zinc, lead, aluminum, cobalt, indium, ruthenium, nickel, chromium, titanium, antimony, bismuth, germanium, and cadmium, as well as alloys thereof.
- Tin-doped indium oxide (ITO) may also be used as the metal. Only one of the above metals may be used, or two or more of them may be used in combination.
- the conductive filler preferably contains a tin-containing alloy, nickel, palladium, ruthenium, silver, copper or gold, and more preferably contains nickel or palladium. From the viewpoint of increasing the corrosion resistance of the conductive filler and maintaining high electrical conductivity reliability, the conductive filler preferably contains nickel or gold, and more preferably contains nickel. From the viewpoint of increasing the corrosion resistance of the conductive filler and maintaining high electrical conductivity reliability, it is particularly preferable that the conductive filler contains nickel on the outer surface.
- the conductive particles are metal particles
- examples of the metal particles include silver, copper, nickel, silicon, gold, titanium, and alloys such as solder. From the viewpoint of more effectively increasing the reliability of electrical conduction, it is preferable that the material of the metal particles contains nickel or a nickel alloy, and it is more preferable that the material of the metal particles is nickel or a nickel alloy. From the viewpoint of more effectively increasing the reliability of electrical conduction, it is preferable that the outer surface portion of the metal particles contains nickel or a nickel alloy.
- the conductive particle which includes a base particle and a conductive portion disposed on the surface of the base particle.
- the base particles include resin particles, inorganic particles other than metal particles, organic-inorganic hybrid particles, and metal particles.
- the base particles are preferably base particles other than metal particles, and more preferably resin particles, inorganic particles other than metal particles, or organic-inorganic hybrid particles.
- the base particles may be core-shell particles having a core and a shell disposed on the surface of the core.
- the core may be an organic core, and the shell may be an inorganic shell.
- the above-mentioned base particles are more preferably resin particles or organic-inorganic hybrid particles, and may be resin particles or organic-inorganic hybrid particles. By using these preferred base particles, the effects of the present invention are more effectively exhibited.
- the material for the resin particles include polyolefin resins such as polyethylene, polypropylene, polystyrene, polyvinyl chloride, polyvinylidene chloride, polyisobutylene, and polybutadiene; acrylic resins such as polymethyl methacrylate and polymethyl acrylate; polyalkylene terephthalate, polycarbonate, polyamide, phenol formaldehyde resin, melamine formaldehyde resin, benzoguanamine formaldehyde resin, urea formaldehyde resin, phenol resin, melamine resin, benzoguanamine resin, urea resin, epoxy resin, unsaturated polyester resin, saturated polyester resin, polysulfone, polyphenylene oxide, polyacetal, polyimide, polyamideimide, polyether ether ketone, polyether sulfone, divinylbenzene polymer, and polymers obtained by polymerizing one or more of various polymeriz
- the divinylbenzene polymer may be a divinylbenzene copolymer.
- examples of the divinylbenzene copolymer include divinylbenzene-styrene copolymer and divinylbenzene-(meth)acrylic acid ester copolymer.
- the material of the resin particles is a polymer obtained by polymerizing one or more polymerizable monomers having multiple ethylenically unsaturated groups.
- the polymerizable monomer having an ethylenically unsaturated group may be a non-crosslinkable monomer or a crosslinkable monomer.
- non-crosslinkable monomers include styrene-based monomers such as styrene and ⁇ -methylstyrene; carboxyl group-containing monomers such as (meth)acrylic acid, maleic acid, and maleic anhydride; alkyl (meth)acrylate compounds such as methyl (meth)acrylate, ethyl (meth)acrylate, propyl (meth)acrylate, butyl (meth)acrylate, 2-ethylhexyl (meth)acrylate, lauryl (meth)acrylate, cetyl (meth)acrylate, stearyl (meth)acrylate, cyclohexyl (meth)acrylate, and isobornyl (meth)acrylate; 2-hydroxyethyl Examples of such monomers include oxygen-containing (meth)acrylate compounds such as (meth)acrylate, glycerol (meth)acrylate, polyoxyethylene (meth)acrylate, and
- crosslinkable monomers include tetramethylolmethane tetra(meth)acrylate, tetramethylolmethane tri(meth)acrylate, tetramethylolmethane di(meth)acrylate, trimethylolpropane tri(meth)acrylate, dipentaerythritol hexa(meth)acrylate, dipentaerythritol penta(meth)acrylate, glycerol tri(meth)acrylate, glycerol di(meth)acrylate, (poly)ethylene glycol di(meth)acrylate, (poly)propane tri ...
- Examples include polyfunctional (meth)acrylate compounds such as propylene glycol di(meth)acrylate, (poly)tetramethylene glycol di(meth)acrylate, and 1,4-butanediol di(meth)acrylate; and silane-containing monomers such as triallyl (iso)cyanurate, triallyl trimellitate, divinylbenzene, diallyl phthalate, diallyl acrylamide, diallyl ether, ⁇ -(meth)acryloxypropyltrimethoxysilane, trimethoxysilylstyrene, and vinyltrimethoxysilane.
- silane-containing monomers such as triallyl (iso)cyanurate, triallyl trimellitate, divinylbenzene, diallyl phthalate, diallyl acrylamide, diallyl ether, ⁇ -(meth)acryloxypropyltrimethoxysilane, trimethoxysilylstyrene, and vinyltrimeth
- the resin particles can be obtained by polymerizing the polymerizable monomer having the ethylenically unsaturated group by a known method. Examples of such methods include a method of suspension polymerization in the presence of a radical polymerization initiator, and a method of using non-crosslinked seed particles to swell and polymerize the monomer together with a radical polymerization initiator.
- the base particles are inorganic particles other than metal particles or organic-inorganic hybrid particles
- examples of the inorganic material of the base particles include silica, alumina, barium titanate, zirconia, and carbon black. It is preferable that the inorganic material is not a metal.
- the particles formed from silica are not particularly limited, but examples include particles obtained by hydrolyzing a silicon compound having two or more hydrolyzable alkoxysilyl groups to form crosslinked polymer particles, and then baking the particles as necessary.
- the organic-inorganic hybrid particles include organic-inorganic hybrid particles formed from a crosslinked alkoxysilyl polymer and an acrylic resin.
- the organic-inorganic hybrid particles are preferably core-shell type organic-inorganic hybrid particles having a core and a shell disposed on the surface of the core.
- the core is preferably an organic core.
- the shell is preferably an inorganic shell.
- the base particle is preferably an organic-inorganic hybrid particle having an organic core and an inorganic shell disposed on the surface of the organic core.
- Examples of the organic core material include the resin particle materials mentioned above.
- the material of the inorganic shell may be any of the inorganic substances listed as the material of the base particle described above.
- the material of the inorganic shell is preferably silica.
- the inorganic shell is preferably formed by forming a shell-like material from a metal alkoxide on the surface of the core by a sol-gel method, and then firing the shell-like material.
- the metal alkoxide is preferably a silane alkoxide.
- the inorganic shell is preferably formed from a silane alkoxide.
- the base particles are metal particles
- examples of the metal particles include silver, copper, nickel, silicon, gold, titanium, and alloys such as solder.
- the melting point of the metal particles is preferably greater than 450°C, more preferably 500°C or higher, even more preferably 600°C or higher, even more preferably 700°C or higher, even more preferably 800°C or higher, and particularly preferably 900°C or higher. If the melting point of the metal particles is equal to or higher than the lower limit, the discharge stability of the conductive paste can be further improved.
- the melting point of the metal particles may be equal to or lower than 3000°C, or may be equal to or lower than 2500°C.
- the range of the melting point of the metal particles can be set by appropriately selecting the lower limit and the upper limit.
- the particle diameter of the base particles is preferably 0.01 ⁇ m or more, more preferably 0.05 ⁇ m or more, even more preferably 0.5 ⁇ m or more, even more preferably 1 ⁇ m or more, and particularly preferably 3 ⁇ m or more, and is preferably 50 ⁇ m or less, more preferably 30 ⁇ m or less, even more preferably 20 ⁇ m or less, and particularly preferably 10 ⁇ m or less.
- the particle diameter of the base particles is equal to or greater than the lower limit, the electrical conductivity reliability is further increased.
- aggregation is less likely to occur, and aggregated conductive particles are less likely to be formed.
- the conductive particles are easily compressed sufficiently, and the connection resistance between the electrodes connected via the conductive particles can be further effectively reduced.
- the particle diameter of the base particles is preferably an average particle diameter, and more preferably a number average particle diameter.
- the number average particle diameter of the base particles can be measured, for example, as follows.
- the conductive particles are added to "Technovit 4000" manufactured by Kulzer so that the content of the conductive particles is 30% by weight, and dispersed to prepare an embedded resin body for inspecting base particles.
- a cross section of the conductive particles dispersed in the embedded resin body for inspecting base particles is cut out using an ion milling device ("IM4000" manufactured by Hitachi High-Technologies Corporation) so as to pass through the vicinity of the center of the base particle in the conductive particles dispersed in the embedded resin body for inspecting base particles.
- IM4000 manufactured by Hitachi High-Technologies Corporation
- the image magnification is set to 25,000 times, 50 conductive particles are randomly selected, and the base particle of each conductive particle is observed. The particle diameter of the base particle in each conductive particle is measured, and the arithmetic average is taken to determine the average particle diameter of the base particles.
- FE-SEM field emission scanning electron microscope
- the conductive portion preferably contains a metal.
- the metal constituting the conductive portion is not particularly limited. Examples of the metal include gold, silver, copper, platinum, palladium, zinc, lead, aluminum, cobalt, indium, ruthenium, nickel, chromium, titanium, antimony, bismuth, germanium, and cadmium, as well as alloys thereof.
- tin-doped indium oxide (ITO) may be used as the metal. Only one of the metals may be used, or two or more of them may be used in combination. From the viewpoint of further reducing the connection resistance between the electrodes, an alloy containing tin, nickel, palladium, ruthenium, silver, copper, or gold is preferred, and nickel or palladium is more preferred.
- the conductive portion contains nickel, and it is even more preferable that the outer surface portion of the conductive portion contains nickel.
- the nickel content in 100% by weight of the nickel-containing conductive part is preferably 10% by weight or more, more preferably 50% by weight or more, even more preferably 60% by weight or more, even more preferably 70% by weight or more, and particularly preferably 90% by weight or more.
- the nickel content in 100% by weight of the nickel-containing conductive part may be 100% by weight or less, 99% by weight or less, 90% by weight or less, or 70% by weight or less.
- the range of the nickel content in 100% by weight of the nickel-containing conductive part can be set by appropriately selecting the lower limit value and the upper limit value.
- the conductive portion may be formed of one layer.
- the conductive portion may be formed of multiple layers. That is, the conductive portion may have a laminated structure of two or more layers.
- the metal constituting the outermost layer is preferably an alloy containing gold, silver, nickel, palladium, ruthenium, copper or tin, and is more preferably nickel.
- the connection resistance between the electrodes is further reduced.
- the method for forming the conductive portion on the surface of the base particle is not particularly limited.
- Examples of the method for forming the conductive portion include electroless plating, electroplating, physical collision, mechanochemical reaction, physical vapor deposition or physical adsorption, and coating the surface of the base particle with a metal powder or a paste containing a metal powder and a binder.
- the method for forming the conductive portion is preferably electroless plating, electroplating, or physical collision.
- Examples of the physical vapor deposition method include vacuum vapor deposition, ion plating, and ion sputtering.
- the physical collision method uses, for example, a sheeter composer (manufactured by Tokuju Kosakusho Co., Ltd.).
- the thickness of the conductive portion is preferably 0.005 ⁇ m or more, more preferably 0.01 ⁇ m or more, and is preferably 10 ⁇ m or less, more preferably 1 ⁇ m or less, and even more preferably 0.3 ⁇ m or less.
- the thickness of the conductive portion is equal to or greater than the lower limit and equal to or less than the upper limit, sufficient conductivity is obtained, and the conductive particles do not become too hard, allowing the conductive particles to be sufficiently deformed when connected.
- the thickness of the conductive portion of the outermost layer is preferably 0.001 ⁇ m or more, more preferably 0.01 ⁇ m or more, and preferably 0.5 ⁇ m or less, more preferably 0.1 ⁇ m or less.
- the thickness of the conductive portion of the outermost layer is equal to or greater than the lower limit and equal to or less than the upper limit, the conductive portion of the outermost layer becomes uniform, the corrosion resistance becomes sufficiently high, and the connection resistance between the electrodes can be sufficiently low.
- the thickness of the conductive portion can be measured, for example, by observing the cross-section of the conductive particle using a transmission electron microscope (TEM).
- TEM transmission electron microscope
- the conductive particles preferably have a plurality of protrusions on the outer surface of the conductive part.
- An oxide film is often formed on the surface of the electrodes connected by the conductive particles.
- the oxide film can be effectively removed by the protrusions by arranging the conductive particles between the electrodes and pressing them together. This allows the electrodes and the conductive part to be in more reliable contact, and the connection resistance between the electrodes is further reduced.
- the protrusions of the conductive particles can effectively remove the filler between the conductive particles and the electrodes. This further increases the reliability of the conduction between the electrodes.
- Methods for forming the above-mentioned protrusions include a method in which a core material is attached to the surface of a base particle and then a conductive portion is formed by electroless plating, and a method in which a conductive portion is formed on the surface of a base particle by electroless plating, then a core material is attached, and then a conductive portion is formed by electroless plating.
- a method may be used in which, without using the above-mentioned core material, a conductive portion is formed on the base particle by electroless plating, plating is deposited in the form of protrusions on the surface of the conductive portion, and then a conductive portion is formed by electroless plating.
- Methods for attaching a core substance to the surface of a base particle include, for example, a method in which a core substance is added to a dispersion liquid of the base particle, and the core substance is accumulated and attached to the surface of the base particle by van der Waals forces, and a method in which a core substance is added to a container containing the base particle, and the core substance is attached to the surface of the base particle by mechanical action such as rotating the container.
- the method for attaching a core substance to the surface of a base particle is preferably a method in which the core substance is accumulated and attached to the surface of the base particle in the dispersion liquid.
- the materials constituting the core material include conductive materials and non-conductive materials.
- the conductive materials include, for example, conductive non-metals such as metals, metal oxides, and graphite, and conductive polymers.
- the conductive polymers include polyacetylene.
- the non-conductive materials include silica, alumina, titanium oxide, tungsten carbide, and zirconia. From the viewpoint of further increasing the reliability of electrical conduction between the electrodes, it is preferable that the core material is a metal.
- the metal is not particularly limited.
- the metal include gold, silver, copper, platinum, zinc, iron, lead, tin, aluminum, cobalt, indium, nickel, chromium, titanium, antimony, bismuth, germanium, and cadmium, as well as alloys composed of two or more metals, such as tin-lead alloys, tin-copper alloys, tin-silver alloys, tin-lead-silver alloys, and tungsten carbide.
- the metal is preferably nickel, copper, silver, or gold.
- the metal may be the same as or different from the metal constituting the conductive portion.
- the shape of the core material is not particularly limited.
- the core material is preferably in the form of a lump.
- Examples of the core material include particulate lumps, agglomerates of multiple microparticles, and amorphous lumps.
- the particle diameter of the core material is preferably 0.001 ⁇ m or more, more preferably 0.05 ⁇ m or more, and preferably 0.9 ⁇ m or less, more preferably 0.2 ⁇ m or less.
- the particle diameter of the core material is equal to or greater than the lower limit and equal to or less than the upper limit, the connection resistance between the electrodes can be effectively reduced.
- the particle diameter of the core substance is preferably an average particle diameter, and more preferably a number average particle diameter.
- the particle diameter of the core substance can be determined, for example, by observing 50 random core substances with an electron microscope or optical microscope and calculating the average particle diameter of each core substance, or by performing laser diffraction particle size distribution measurement.
- thixotropic agent examples include silica, titania, alumina, sorbitol, zinc oxide, etc.
- the thixotropic agent may be used alone or in combination of two or more kinds.
- the thixotropic agent preferably contains silica, sorbitol, titania, or alumina, and more preferably contains sorbitol.
- the thixotropic agent is preferably a solid at 25°C. From the viewpoint of further improving storage stability, the thixotropic agent is preferably present in a dispersed state in the conductive paste.
- the particle size of the thixotropic agent is preferably 0.001 ⁇ m or more, more preferably 0.01 ⁇ m or more, even more preferably 0.1 ⁇ m or more, and preferably 10 ⁇ m or less, more preferably 5 ⁇ m or less, even more preferably 1 ⁇ m or less. If the particle size of the thixotropic agent is equal to or more than the above lower limit and equal to or less than the above upper limit, the storage stability can be further improved, and the conductivity reliability can be further improved even when the device is mounted in a relatively short time.
- the particle size of the thixotropic agent is preferably an average particle size, and more preferably a number average particle size.
- the average particle size of the thixotropic agent can be determined, for example, by observing 50 arbitrary thixotropic agents with an electron microscope or optical microscope and calculating the average particle size of each thixotropic agent, or by performing laser diffraction particle size distribution measurement.
- the ratio of the particle diameter of the thixotropic agent to the particle diameter of the conductive filler is preferably 0.0002 or more, more preferably 0.002 or more, even more preferably 0.02 or more, and is preferably 1.0 or less, more preferably 0.8 or less, even more preferably 0.5 or less, particularly preferably 0.1 or less, and most preferably 0.05 or less.
- the ratio is equal to or more than the lower limit and equal to or less than the upper limit, the storage stability can be further improved, and the conductivity reliability can be further improved even when mounted in a relatively short time.
- the coefficient of variation (CV value) of the particle diameter of the thixotropic agent is preferably 10% or less, more preferably 5% or less.
- the coefficient of variation of the particle diameter of the thixotropic agent is equal to or less than the upper limit, the storage stability can be further improved, and the electrical conductivity reliability can be further improved even when the device is mounted in a relatively short time.
- the coefficient of variation (CV value) of the particle diameter of the thixotropic agent may be 0% or more, or 1% or more.
- CV value The above coefficient of variation (CV value) can be measured as follows.
- CV value (%) ( ⁇ /Dn) ⁇ 100 ⁇ : standard deviation of particle size of thixotropic agent Dn: average particle size of thixotropic agent
- the content of the thixotropic agent in the conductive paste (100% by weight) is preferably 0.1% by weight or more, more preferably 0.5% by weight or more, even more preferably 1% by weight or more, and is preferably 20% by weight or less, more preferably 10% by weight or less, and even more preferably 7% by weight or less. If the content of the thixotropic agent is equal to or more than the lower limit and equal to or less than the upper limit, the storage stability can be further improved, and the electrical conductivity reliability can be further improved even when the conductive paste is mounted in a relatively short time.
- the content of the thixotropic agent is preferably 0.1 parts by weight or more, more preferably 0.5 parts by weight or more, and preferably 30 parts by weight or less, more preferably 20 parts by weight or less, and even more preferably 10 parts by weight or less, relative to 100 parts by weight of the thermosetting compound.
- the content of the thixotropic agent is equal to or more than the lower limit and equal to or less than the upper limit, the storage stability can be further improved, and the electrical conductivity reliability can be further improved even when the product is mounted in a relatively short time.
- the conductive paste contains an antioxidant, and therefore can improve the reliability of electrical continuity even when mounting is performed in a relatively short time.
- the antioxidants include hindered phenol-based antioxidants and thioether-based antioxidants.
- the antioxidants may be used alone or in combination of two or more.
- the antioxidant contains a hindered phenol-based antioxidant.
- the antioxidant may be a solid at 25°C or a liquid at 25°C. From the viewpoint of improving storage stability, it is preferable that the antioxidant is a solid at 25°C.
- the particle size of the antioxidant is preferably 0.01 ⁇ m or more, more preferably 0.05 ⁇ m or more, even more preferably 0.1 ⁇ m or more, and preferably 10 ⁇ m or less, more preferably 5 ⁇ m or less, even more preferably 1 ⁇ m or less. If the particle size of the antioxidant is equal to or more than the above lower limit and equal to or less than the above upper limit, the storage stability can be further improved, and the conductivity reliability can be further improved even when the device is mounted in a relatively short time.
- the content of the antioxidant in the conductive paste (100% by weight) is preferably 0.1% by weight or more, more preferably 0.5% by weight or more, and preferably 10% by weight or less, more preferably 7% by weight or less, and even more preferably 5% by weight or less. If the content of the antioxidant is equal to or more than the lower limit and equal to or less than the upper limit, the storage stability can be further improved, and the electrical conductivity reliability can be further improved even when the conductive paste is mounted in a relatively short time.
- the content of the antioxidant is preferably 0.1 parts by weight or more, more preferably 0.5 parts by weight or more, and preferably 30 parts by weight or less, more preferably 20 parts by weight or less, and even more preferably 10 parts by weight or less, relative to 100 parts by weight of the thermosetting compound.
- the content of the antioxidant is equal to or more than the lower limit and equal to or less than the upper limit, the storage stability can be further improved, and the electrical conductivity reliability can be further improved even when the device is mounted in a relatively short time.
- the conductive paste may contain components other than the thermosetting compound, the thermosetting agent, the conductive filler, the thixotropic agent, and the antioxidant.
- the conductive paste may contain, as other components, a solvent, an inorganic filler, an organic filler, a colorant, a polymerization inhibitor, a chain transfer agent, an ultraviolet absorber, an antifoaming agent, a leveling agent, a surfactant, a slip agent, an antiblocking agent, a wax, a masking agent, a deodorant, a fragrance, a preservative, an antibacterial agent, an antistatic agent, and an adhesion imparting agent.
- the RFID inlay according to the present invention comprises a substrate having wiring on its surface, a chip having electrodes on its surface, and an adhesive portion bonding the substrate and the chip.
- the material of the adhesive portion is the conductive paste described above.
- the wiring and the electrodes are electrically connected by the conductive filler in the adhesive portion.
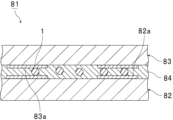
- FIG. 1 is a cross-sectional view showing a schematic diagram of an RFID inlay using a conductive paste according to a first embodiment of the present invention.
- the RFID inlay 81 shown in FIG. 1 comprises a substrate 82 having wiring on its surface, a chip 83 having electrodes on its surface, and an adhesive portion 84 that bonds the substrate 82 and the chip 83.
- the material of the adhesive portion 84 is a conductive paste containing conductive filler 1.
- the adhesive portion 84 is formed from a conductive paste containing conductive filler 1. It is preferable that the adhesive portion 84 is formed by hardening the conductive paste containing conductive filler 1.
- the substrate 82 has wiring 82a on its surface (upper surface).
- the chip 83 has an electrode 83a on its surface (lower surface).
- the wiring 82a and the electrode 83a are electrically connected by the conductive filler 1 in the adhesive portion 84.
- the manufacturing method of the RFID inlay according to the present invention comprises the following steps (1) to (3): (1) A first arrangement step of arranging the above-mentioned conductive paste on the surface of a substrate having wiring on its surface. (2) A second arrangement step of arranging a chip having an electrode on its surface on the surface of the conductive paste opposite the substrate. (3) A bonding step of forming an adhesive part that bonds the substrate and the chip with the conductive paste by heating and pressurizing the conductive paste, and electrically connecting the wiring and the electrodes with the conductive filler in the adhesive part.
- the RFID inlay and manufacturing method for the RFID inlay according to the present invention use a specific conductive paste, which improves adhesion between the substrate and the chip and increases the reliability of electrical conduction.
- the substrate is long and that the RFID inlay is manufactured by transporting the long substrate using a roll-to-roll method in the first arrangement step, the second arrangement step, and the bonding step.
- multiple RFID inlays can be manufactured continuously, and the manufacturing efficiency of the RFID inlay can be further improved.
- the conductive paste can be applied by, for example, applying it with a dispenser, screen printing, or ejecting it with an inkjet device.
- the heating temperature in the bonding process is preferably 100°C or higher, more preferably 150°C or higher, and is preferably 400°C or lower, more preferably 300°C or lower, and even more preferably 250°C or lower. If the heating temperature in the bonding process is above the lower limit and below the upper limit, good electrical connection between the chip and the substrate can be achieved.
- the applied pressure in the bonding process is preferably 0.5 N or more, more preferably 1 N or more, and is preferably 3.5 N or less, more preferably 3 N or less, and even more preferably 2.5 N or less.
- the applied pressure in the bonding process is equal to or more than the lower limit and equal to or less than the upper limit, the adhesion between the substrate and the chip can be improved, and the electrical conductivity reliability can be improved.
- the heating and pressurizing time in the bonding process is not particularly limited.
- the heating and pressurizing time in the bonding process may be 2 seconds or more, 15 seconds or less, 10 seconds or less, 9 seconds or less, or 7 seconds or less.
- the RFID inlay may be cut to a predetermined size as necessary, or may be cut before use. It is preferable that a plurality of the chips are adhered to a long substrate by a plurality of the adhesive parts. A plurality of laminates of the chips and the adhesive parts may be arranged on the long substrate. In the first arrangement step, it is preferable that the conductive paste is arranged at a plurality of locations on the surface of the long substrate. In the second arrangement step, it is preferable that a plurality of chips are used to arrange the chips on the surface opposite the substrate side of each of the conductive pastes arranged at a plurality of locations. After the chips are adhered to the long substrate by the adhesive parts, the long substrate may be cut.
- the substrate is not particularly limited.
- the substrate is preferably a circuit board.
- the circuit board include a resin film, a flexible printed circuit board, a rigid-flexible board, a glass board, and a paper board.
- the substrate may be a resin board, a glass board, or a paper board.
- the substrate has wiring (antenna pattern) on its surface.
- Wiring (antenna pattern) is formed on the surface of the base material. It is preferable that the substrate has a base material and wiring (antenna pattern) disposed on the surface of the base material.
- the substrate may be made of resin, glass, paper, or the like.
- the resin may be made of PET (polyethylene terephthalate), PP (polypropylene), PVC (polyvinyl chloride), or the like.
- the paper may be impregnated with epoxy resin or phenolic resin.
- the substrate is preferably made of resin or paper, and more preferably made of PET (polyethylene terephthalate) or paper.
- the substrate may be made of resin, glass, or paper.
- the above wiring may be gold wiring, nickel wiring, tin wiring, aluminum wiring, silver wiring, SUS wiring, copper wiring, molybdenum wiring, tungsten wiring, etc. From the viewpoint of improving the operating sensitivity in the UHF band (860 MHz to 960 MHz), the above wiring is preferably aluminum wiring.
- the thickness of the substrate is preferably 20 ⁇ m or more, more preferably 30 ⁇ m or more, and is preferably 200 ⁇ m or less, more preferably 100 ⁇ m or less.
- the shapes of the substrate and the base material are not particularly limited. From the viewpoint of manufacturing RFID inlays by a roll-to-roll method, it is preferable that the substrate and the base material are long.
- the length of the substrate and the base material is not particularly limited. The length of the substrate and the base material may be 1 m or more, 10 m or more, 5000 m or less, or 1000 m or less.
- the above chips include semiconductor chips (IC chips), etc.
- the chip has an electrode on its surface.
- the electrode include metal electrodes such as gold electrodes, nickel electrodes, tin electrodes, aluminum electrodes, silver electrodes, SUS electrodes, copper electrodes, molybdenum electrodes, and tungsten electrodes. From the viewpoint of further improving the reliability of electrical conduction, the electrode is preferably a copper electrode or a gold electrode, and more preferably a copper electrode.
- the number of electrodes per chip is not particularly limited.
- the number of electrodes per chip may be 1 or more, 4 or more, 20 or less, or 10 or less.
- the shape of the tip is not particularly limited.
- the tip may be rectangular, triangular, or circular.
- the plane area of the chip is preferably 0.04 mm2 or more, more preferably 0.09 mm2 or more, even more preferably 0.16 mm2 or more, and is preferably 0.50 mm2 or less, more preferably 0.40 mm2 or less, even more preferably 0.30 mm2 or less.
- the conductive paste can be arranged on the fine wiring with high precision.
- the conductive reliability can be maintained even when the RFID inlay is left in a high-temperature and high-humidity environment for a long period of time.
- the conductive paste according to the present invention can be suitably used for bonding relatively small chips.
- Thermosetting compounds DIC "EXA830CRP” (bisphenol F type epoxy compound)
- DIC "EXA850CRP” bisphenol A type epoxy compound
- Heat hardener Ajinomoto Fine-Techno Co., Ltd. "Amicure PN23" (amine hardener, solid at 25°C) Asahi Kasei's Novacure HX3932HP (amine hardener, microcapsule type heat hardener) DIC “TD-984" (polyamidoamine hardener, liquid at 25°C) "Diethylenetriamine” manufactured by TCI (amine hardener, liquid at 25°C)
- Conductive filler Nikko Spain Corporation "CN050" (nickel particles, average particle size: 5 ⁇ m)
- Antioxidants "Irganox 1010” manufactured by BASF Japan (hindered phenol-based antioxidant, solid at 25°C, average particle size: 0.1 ⁇ m)
- Tips IC chip (copper electrode, NXP "UCODE9", surface area: 0.22 mm 2 )
- PET film long, resin film with aluminum wiring and operating frequency in the UHF band (860MHz to 960MHz)
- Example 1 Preparation of Conductive Paste The materials shown in Table 1 below were mixed in the amounts (parts by weight) shown in Table 1 below and stirred using a planetary mixer (Thinky Mixer), to obtain a conductive paste (anisotropic conductive paste).
- a planetary mixer Thinky Mixer
- connection step the wiring on the surface of the PET film and the electrodes on the surface of the chip were electrically connected by the conductive filler (conductive particles) in the adhesive part to obtain a connection structure (adhesion step).
- the first arrangement step, the second arrangement step, and the adhesion step were performed using "DDA40000" (roll-to-roll method) manufactured by Muhlbauer.
- the resulting connection structure was cut to a size of 5 cm x 1.5 cm using a "DCL30000” manufactured by Muhlbauer, to obtain 50 RFID inlays.
- Examples 2 to 7 and Comparative Examples 1 to 4 A conductive paste and an RFID inlay were obtained in the same manner as in Example 1, except that the ingredients and amounts of the conductive paste were changed as shown in Tables 1 to 3.
- ⁇ The ratio of the viscosity after storage to the viscosity immediately after preparation is less than 1.1.
- ⁇ The ratio of the viscosity after storage to the viscosity immediately after preparation is 1.1 or more and less than 1.25.
- ⁇ The ratio of the viscosity after storage to the viscosity immediately after preparation is 1.25 or more.
- the obtained RFID inlay was evaluated for die shear strength at 25° C. by peeling the chip from the substrate using a die shear tester (Nordson Corporation's "DAGE4000PLUS”) at a tool height of 30 ⁇ m and a speed of 100 ⁇ m/sec.
- the adhesion (die shear strength) was evaluated according to the following criteria.
- Die shear strength is 7.0 N or more.
- Die shear strength is 4.0 N or more and less than 7.0 N.
- Die shear strength is less than 4.0 N.
- Tackiness of the cured product The conductive paste was filled into a PTFE mold and heated in an oven at 180°C for 300 seconds to obtain a rectangular cured product of 5 mm x 40 mm x 2 mm. The obtained cured product was left at room temperature for 12 hours or more, and then cooled. When one end of the cured product was touched with the tip of a needle with a handle at 25°C, it was observed whether the cured product lifted up. The tackiness of the cured product was evaluated according to the following criteria.
- Example 7 had better storage stability than Example 5.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Dispersion Chemistry (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Inorganic Chemistry (AREA)
- Conductive Materials (AREA)
- Adhesives Or Adhesive Processes (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202480020372.2A CN120826747A (zh) | 2023-08-25 | 2024-08-22 | 导电糊、rfid嵌体和rfid嵌体的制造方法 |
| JP2024574025A JP7713118B1 (ja) | 2023-08-25 | 2024-08-22 | 導電ペースト、rfidインレイ及びrfidインレイの製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023137308 | 2023-08-25 | ||
| JP2023-137308 | 2023-08-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025047577A1 true WO2025047577A1 (ja) | 2025-03-06 |
Family
ID=94819131
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/029864 Pending WO2025047577A1 (ja) | 2023-08-25 | 2024-08-22 | 導電ペースト、rfidインレイ及びrfidインレイの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7713118B1 (https=) |
| CN (1) | CN120826747A (https=) |
| TW (1) | TW202513747A (https=) |
| WO (1) | WO2025047577A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006144018A (ja) | 2004-11-24 | 2006-06-08 | Natl Starch & Chem Investment Holding Corp | 適切な可使時間を有する低温スナップ硬化型材料 |
| JP2010129455A (ja) * | 2008-11-28 | 2010-06-10 | Sekisui Chem Co Ltd | 導電性粒子、異方性導電材料、接続構造体及び導電性粒子の製造方法 |
| JP2012142255A (ja) * | 2010-12-16 | 2012-07-26 | Sekisui Chem Co Ltd | 異方性導電材料及び接続構造体 |
| JP2012156066A (ja) * | 2011-01-27 | 2012-08-16 | Nippon Shokubai Co Ltd | 導電性微粒子 |
| JP2013124330A (ja) | 2011-12-15 | 2013-06-24 | Dexerials Corp | 導電性接着剤、及び電子部品の接続方法 |
| JP2018145418A (ja) * | 2017-03-06 | 2018-09-20 | デクセリアルズ株式会社 | 樹脂組成物、樹脂組成物の製造方法、及び構造体 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7328856B2 (ja) * | 2019-09-26 | 2023-08-17 | 積水化学工業株式会社 | 導電性粒子、導電材料及び接続構造体 |
-
2024
- 2024-08-22 CN CN202480020372.2A patent/CN120826747A/zh active Pending
- 2024-08-22 JP JP2024574025A patent/JP7713118B1/ja active Active
- 2024-08-22 WO PCT/JP2024/029864 patent/WO2025047577A1/ja active Pending
- 2024-08-23 TW TW113131786A patent/TW202513747A/zh unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006144018A (ja) | 2004-11-24 | 2006-06-08 | Natl Starch & Chem Investment Holding Corp | 適切な可使時間を有する低温スナップ硬化型材料 |
| JP2010129455A (ja) * | 2008-11-28 | 2010-06-10 | Sekisui Chem Co Ltd | 導電性粒子、異方性導電材料、接続構造体及び導電性粒子の製造方法 |
| JP2012142255A (ja) * | 2010-12-16 | 2012-07-26 | Sekisui Chem Co Ltd | 異方性導電材料及び接続構造体 |
| JP2012156066A (ja) * | 2011-01-27 | 2012-08-16 | Nippon Shokubai Co Ltd | 導電性微粒子 |
| JP2013124330A (ja) | 2011-12-15 | 2013-06-24 | Dexerials Corp | 導電性接着剤、及び電子部品の接続方法 |
| JP2018145418A (ja) * | 2017-03-06 | 2018-09-20 | デクセリアルズ株式会社 | 樹脂組成物、樹脂組成物の製造方法、及び構造体 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202513747A (zh) | 2025-04-01 |
| JP7713118B1 (ja) | 2025-07-24 |
| CN120826747A (zh) | 2025-10-21 |
| JPWO2025047577A1 (https=) | 2025-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104822773B (zh) | 导电材料及连接结构体 | |
| TWI412043B (zh) | Conductive particles, adhesive composition, circuit connection material and connection structure and circuit component connection method | |
| JP6337630B2 (ja) | 回路接続材料及び回路接続構造体 | |
| JP7808188B2 (ja) | 導電ペースト、rfidインレイ及びrfidインレイの製造方法 | |
| KR20140035993A (ko) | 회로 접속 재료 및 회로 기판의 접속 구조체 | |
| TWI852907B (zh) | 導電粒子的選別方法、電路連接材料、連接結構體及其製造方法 | |
| JP7713118B1 (ja) | 導電ペースト、rfidインレイ及びrfidインレイの製造方法 | |
| JP7702052B1 (ja) | 導電ペースト、rfidインレイ及びrfidインレイの製造方法 | |
| JP6302336B2 (ja) | 光硬化性導電材料用導電性粒子、光硬化性導電材料、接続構造体の製造方法及び接続構造体 | |
| JP2013214417A (ja) | 回路接続材料、回路部材接続構造体及び回路部材接続構造体の製造方法 | |
| JP7808187B2 (ja) | 導電ペースト、rfidインレイ及びrfidインレイの製造方法 | |
| JP7808189B2 (ja) | 導電ペースト、rfidインレイ及びrfidインレイの製造方法 | |
| JP7762209B2 (ja) | 導電ペースト、rfidインレイ、rfidインレイの製造方法、チップを接着するための導電ペーストの使用、及びrfidインレイを得るための導電ペーストの使用 | |
| WO2025047576A1 (ja) | 導電ペースト、rfidインレイ及びrfidインレイの製造方法 | |
| KR20230009896A (ko) | 도전성 접착제, 회로 접속 구조체의 제조 방법 및 회로 접속 구조체 | |
| WO2021199756A1 (ja) | 接着剤組成物及び接続構造体 | |
| JP2014225441A (ja) | 光硬化性導電材料、接続構造体の製造方法及び接続構造体 | |
| CN115458206A (zh) | 导电性粒子、导电性粒子的制造方法、导电材料以及连接结构体 | |
| WO2026009765A1 (ja) | 導電ペースト、rfidインレイ及びrfidインレイの製造方法 | |
| JP7077963B2 (ja) | 絶縁被覆導電粒子、異方導電フィルム、異方導電フィルムの製造方法、接続構造体及び接続構造体の製造方法 | |
| JP6333610B2 (ja) | 導電性粒子、導電性粒子の製造方法、導電材料及び接続構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2024574025 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024574025 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24859610 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202480020372.2 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 202480020372.2 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024859610 Country of ref document: EP |