WO2025041824A1 - 搬送状態検知装置、及び搬送状態検知方法 - Google Patents
搬送状態検知装置、及び搬送状態検知方法 Download PDFInfo
- Publication number
- WO2025041824A1 WO2025041824A1 PCT/JP2024/029806 JP2024029806W WO2025041824A1 WO 2025041824 A1 WO2025041824 A1 WO 2025041824A1 JP 2024029806 W JP2024029806 W JP 2024029806W WO 2025041824 A1 WO2025041824 A1 WO 2025041824A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- belt
- state detection
- conveying
- state
- information
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G43/00—Control devices, e.g. for safety, warning or fault-correcting
- B65G43/08—Control devices operated by article or material being fed, conveyed or discharged
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
Definitions
- the present invention relates to a technology that uses image processing to automatically detect the transport status of an object on each of multiple belt conveyors that transport objects.
- the raw materials (transported items) stored in the raw materials yard are transported to the next process, such as sintering, coking, or blast furnace plants, depending on the steelworks' production. For this reason, the raw materials transporting capacity of the raw materials yard has a significant impact on the steelworks' production.
- Numerous conveyor belts are installed in the raw materials yard to transport raw materials. They transport raw materials of different types and brands. For this reason, various raw materials are transported to their destination by changing between multiple conveyor belts at transfer sections that use drop chutes, etc.
- Patent Document 1 As a technique for monitoring an abnormality in a belt of a belt conveyor, there is a technique described in, for example, Patent Document 1 or 2.
- Patent Document 1 in order to manage a belt conveyor that conveys goods, images of the belt are continuously acquired. Furthermore, in Patent Document 1, the position of the belt is determined from the positional relationship of a group of continuously acquired images. Patent Document 1 also discloses that the risk of an abnormality occurring in the belt conveyor is determined from the determined positional relationship of the belt.
- image data of the end region in the width direction of the belt is input to a deterioration level determination model to determine the deterioration level of the end region in the width direction of the belt.
- Patent Document 2 also discloses that information on the determined belt position and information on the deterioration level for that belt position are output.
- Patent Documents 1 and 2 make it possible to monitor abnormal conditions in the belt itself, such as meandering of the moving belt.
- the methods described in Patent Documents 1 and 2 cannot directly detect abnormalities in the transported goods on the belt, such as the load (transport amount) of the transported goods being too small.
- the present invention was developed with the above points in mind, and aims to make it possible to automatically detect the transport status of objects on a belt.
- one aspect of the present invention is a conveying condition detection device that detects the conveying condition of an object on each of a plurality of belt conveyors that convey objects, and includes an imaging device that captures an image of the belt of each of the belt conveyors from above, and a conveying condition detection unit that detects the conveying condition of the object on each of the belts by processing the image captured by the imaging device.
- Another aspect of the present invention is a conveying condition detection method for detecting the conveying condition of an object conveyed by the belt of each of a plurality of belt conveyors that convey objects, in which the belt of each belt conveyor is imaged from above, and the captured image is processed to determine the conveying condition of the object on the belt for each of the belts.
- image processing is performed on captured images of the belts of each belt conveyor.
- image processing is performed on captured images of the belts of each belt conveyor.
- FIG. 1 is a schematic diagram showing an example of the configuration of a belt conveyor and a transport state detection device according to a first embodiment of the present invention.
- FIG. 4 is a view of the upper belt as seen from the belt running direction.
- FIG. 4 illustrates an example of the configuration of a transport state detection unit.
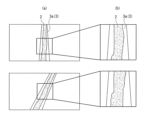
- 1A and 1B are diagrams illustrating an example of a captured image according to a first embodiment of the present invention, in which (a) shows a captured image captured by an imaging unit (camera), and (b) shows a captured image in which a partial area is cut out from the image captured by the imaging unit (camera).
- FIG. 13 is a diagram illustrating an image of the input ((a)) and output ((b)) of a trained individual model.
- FIG. 13 is a flowchart showing an example of processing in a transport state detection unit and a determination information output unit.
- FIG. FIG. 11 is a schematic diagram showing a configuration example of a belt conveyor and a transport state detection device according to a second embodiment of the present invention.
- 10A and 10B are diagrams illustrating an example of a captured image according to a second embodiment of the present invention, in which (a) shows a captured image captured by an imaging unit (camera), and (b) shows a captured image in which a partial area is cut out from the image captured by the imaging unit (camera).
- the present disclosure will be described assuming application to a plurality of belt conveyors used in a raw material yard.
- the present disclosure can also be applied to a conveying facility having a plurality of belt conveyors for conveying other conveyed objects.
- the material to be transported by the belt is described as being in the form of loose raw materials.
- the material to be transported is not limited to being in the form of loose raw materials.
- the transported goods will also be referred to as raw materials.
- the present disclosure is a technology suitable for multiple belt conveyors that convey objects made of the same type of material. The destinations of the objects on each belt conveyor may be different.
- the present disclosure is a technology suitable for detecting the conveying state on the belts of multiple belt conveyors in a conveying facility where the objects are conveyed by changing between multiple belt conveyors.
- FIG. 1 is a schematic diagram showing one belt conveyor 1 of the present embodiment and an individual conveyance state detection device 21 corresponding to the one belt conveyor 1.
- a plurality of belt conveyors are installed in the raw material yard.
- each belt conveyor that transports raw materials has the same configuration.
- each belt conveyor may have a different configuration. That is, the belt conveyor 1 shown below is an example, and a belt conveyor having a different configuration may also be used.
- the basic configuration of each belt conveyor and the conveying state detection device corresponding to that belt conveyor are similar for each belt conveyor, so the following will only explain one belt conveyor 1 and its corresponding conveying state detection device 21.
- the belt conveyor 1 includes an endless belt 3 and a pulley 7.
- the belt 3 runs on a plurality of rollers 8 with a predetermined tension due to the rotation of the pulley 7, which is composed of a driving pulley 7a and a plurality of driven pulleys 7b.
- the driving pulley 7a is rotationally driven by an electric motor 5 via a reduction gear 6.
- the rollers supporting the upper belt 3a are configured as a combination of a central roller 8a and left and right rollers 8b, as shown in Fig. 2.
- the central roller 8a is disposed at the center in the width direction of the belt (left and right direction in Fig. 2).
- the left and right rollers 8b are disposed on the left and right of the central roller 8a, and are rollers with inclined axes. This allows the rollers 8 to support the upper belt 3a in a trapezoidal state.
- the roller 8 supporting the lower belt 3b side is configured as a single roller. However, the support configuration of the belt 3 by the rollers 8 is not limited to this.
- a raw material input device 20 consisting of a chute or the like is located upstream in the conveying direction of the upward belt 3a.
- Raw materials 2 as conveyed goods are loaded onto the belt 3 from the raw material input device 20.
- the raw materials 2 are then conveyed by the running belt 3.
- the raw materials 2 are then conveyed downstream in the conveying direction by the upward belt 3a, and are sequentially input into the chute 4.
- the conveyance state detection device 21 is a device that detects the conveyance state of the raw material 2 loaded on the belt 3 of the corresponding belt conveyor 1.
- the conveyance state of the raw material 2 is, for example, the placement state of the raw material 2 on the running belt 3.
- the transport state detection device 21 includes an imaging device 9 and a transport state detection unit 10.
- Reference numeral 11 denotes a database serving as an image storage device for storing captured images.
- the imaging device 9 in this embodiment is composed of a visible camera.
- the imaging device 9 captures an image of the upward belt 3a of the belt 3 of the belt conveyor 1 from above to obtain a captured image.
- Fig. 4 is a schematic diagram showing an example of a captured image.
- the imaging device 9 is adjusted and installed so that at least both ends of the belt 3 in the width direction are captured.
- the imaging axis of the imaging device 9 is installed at an angle to the running direction of the belt 3.
- the installation location of the imaging device 9 must ensure a sufficient field of view to monitor the belt 3.
- Fig. 1 illustrates a case where one imaging device 9 is provided for one belt conveyor 1.
- Two or more imaging devices 9 may be provided along the extension direction (travel direction) of the upward belt 3a. In this case, ore falling during the transportation can be detected from the difference in the transportation state at two points along the transportation direction.
- the transport state detection unit 10 includes an image processing unit 10A, a state determination unit 10B, and a determination information output unit 10C.
- the image processing unit 10A performs image processing on the captured image captured by the imaging device 9.
- the image processing unit 10A acquires at least the transported item area information out of the transported item area information and the belt area information.
- the transported item area information is transported item area information that is information on the area of the raw materials 2 on the belt 3.
- the belt area information is information on the area of the belt 3 on which the raw materials 2 are not placed.
- the part of the belt 3 on which the raw materials 2 are not placed is the part where the top surface of the belt 3 is exposed.
- the transported object area information may be, for example, position information of the raw material 2 placed thereon.
- the image processing unit 10A may be configured to perform binarization or other enhancement processing on the acquired image as the image processing. In this case, the image processing unit 10A detects the width direction end positions of the belt 3 in the image and the outer circumferential contour position of the raw material 2 placed on the belt 3. Then, belt area information and transported object area information are obtained from the detected positions.
- the belt conveyor 1 in the raw material yard is often placed outdoors.
- the surrounding environment may affect the accuracy of detecting the width direction end positions of the belt 3 in the captured image, depending on the enhancement process of the image.
- the surrounding environment refers to the season, weather, etc.
- the enhancement process may affect the accuracy of detecting the outer circumferential contour position of the raw material 2 placed on the belt 3.
- the trained model 12 is generated in advance by machine learning such as deep learning using supervised data (see FIG. 3).
- the trained model 12 is a model that receives an image of the belt 3 of a target belt conveyor 1 as an input, and outputs transported object region information of the region where the raw materials 2 placed on the belt 3 are placed.
- the image processing unit 10A of this embodiment uses the captured image as input data and acquires transported object region information using the trained model 12 described above.
- a known learning method may be applied as the machine learning for obtaining the trained model 12.
- An example of the machine learning for obtaining the trained model 12 is semantic segmentation.
- teacher image data is created in which each pixel constituting a previously captured image for learning is labeled into one of three area classes.
- the three areas are the area of raw materials 2 on belt 3, the area of belt 3 excluding the raw materials position, and other areas.
- the image is divided into the area of raw materials 2 on belt 3, the area of belt 3, and other areas.
- teacher image data is created by labeling each pixel in the image as to which area (class) it is classified.
- a large number of teacher image data are then trained using a convolutional neural network to generate a trained model 12.
- the trained model 12 receives the captured image (input data) as input, and outputs information about at least the area of raw materials 2 in the captured image.
- the output information of the trained model 12 is, for example, data that includes information on which area in the captured image is the area of the raw material 2 and which area is the area of the belt 3. Note that the area of the raw material 2 may be composed of a single area or may be divided into a plurality of areas.
- the state determination unit 10B of this embodiment includes a transport amount calculation unit 10Ba.
- the conveying amount calculation unit 10Ba calculates the area of the raw material 2 present on the belt 3 when viewed from above.
- the conveying amount calculation unit 10Ba calculates the conveying amount of the raw material 2 by the belt 3 per unit length of the belt 3 from the calculated area of the raw material 2.
- the conveying amount constitutes an example of a conveying state.
- the conveying amount calculation unit 10Ba calculates the number of pixels of the raw material 2 in the image data output by the trained model 12. The number of pixels of the raw material 2 corresponds to the area occupied by the raw material 2. The conveying amount calculation unit 10Ba then calculates the occupied area of the raw material 2 by multiplying the coefficient corresponding to the size of the pixel. The conveying amount calculation unit 10Ba then calculates the conveying amount per unit length of the raw material 2 loaded on the belt 3 from the calculated occupied area of the raw material 2. The conveying amount can be calculated from the area of the raw material 2. For example, a formula for calculating the theoretical conveying amount of a trough-type belt conveyor is used.
- the formula is publicly known, as described in "Mashima Utaro: Conveyor Calculation Method, Kogaku Tosho Co., Ltd., Tokyo, (1979), p. 14" and the like.
- the volume of the raw material 2, i.e., the conveying amount can be calculated from the number of pixels (area) of the raw material 2 calculated from the specified pixels.
- the speed and density of the belt 3 are applied from the operating conditions.
- the determination information output unit 10C outputs information such as the determination information obtained by the state determination unit 10B, the transport amount obtained by the transport amount calculation unit 10Ba, and the transport state determined from such information.
- the determination information output unit 10C notifies the operator of the determination information, for example, by outputting the information.
- An example of a process flow of the state determination unit 10B and the determination information output unit 10C will be described with reference to Fig. 6. This process is repeatedly executed every time an output from the image processing unit 10A is input, for example.
- step S10 the state determination unit 10B inputs output data (image data) of the trained model 12.
- the trained model 12 inputs a captured image such as that shown in FIG. 5(a) and outputs image data such as that shown in FIG. 5(b).
- the image data shown in FIG. 5(b) shows the region R1 of raw material 2, the region R2 of belt 3, and other region R3, each displayed differently.
- identification information is assigned on a pixel-by-pixel basis.
- the identification information of a pixel may be changed for each type of raw material 2.
- R1 indicates the region of raw material 2
- R2 indicates the region of belt 3 where raw material 2 is not present
- R3 indicates the other regions. Pixels in the same region are assigned the same identification information.
- step S20 the pixels of the raw material 2 (transported object) in the image data acquired in step S10 are identified, and the number of pixels of the raw material 2 is calculated.
- the number of pixels is proportional to the area S occupied by the raw material 2.
- the calculated number of pixels is multiplied by a coefficient that converts the size of one pixel into the actual size on the belt 3. In this way, the area S occupied by the raw material 2 is calculated.
- step S30 it is determined whether the number of pixels of the raw material 2 obtained in step S20 is equal to or greater than a preset threshold value A. Instead of the number of pixels of the raw material 2, it may be determined whether the area S occupied by the raw material 2 is equal to or greater than a preset threshold value. If it is equal to or greater than the threshold value A, the process proceeds to step S50, and if it is less than the threshold value A, the process proceeds to step S40.
- the threshold value A may be set based on the operating conditions.
- step S40 it is determined that "there is no raw material 2 on the belt 3," and the determination result is output and the process ends.
- the determination result is notified, for example, by emitting an alarm sound, sending an email, displaying on a screen, etc. This allows the operator to know that there is no raw material 2 on the belt 3. If the raw material 2 is present on the belt 3, the process proceeds to step S50. Then, the transport amount V of the raw material 2 within the cut-out image area is calculated. The transport amount V can be calculated from the area S of the raw material 2 by a known method. The transport amount V thus determined is then output to the display unit.
- step S60 it is determined whether the transport amount V found in step S50 is within a preset allowable range (V1 or more and V2 or less). If it is within the allowable range, the process ends. If it is outside the allowable range, the process proceeds to step S70. It may be possible to determine whether or not the size of the exposed portion of the belt in the belt width direction is within the allowable range from the belt region information. Incidentally, outside the allowable range are cases where the transport amount is too large or too small. When the transport amount is too large, it is (V>V2). When it is too small, it is (V ⁇ V1). That is, the range of the appropriate transport amount (lower limit value V1 and upper limit value V2) is determined according to the transport conditions, and this range is set as the allowable range.
- step S70 the result of the abnormality determination is output.
- the abnormality determination is notified, for example, by emitting an alarm sound, sending an email, displaying on a screen, etc.
- the operator can adjust the increase or decrease of the amount of raw material 2 transported by the belt 3 based on the output determination result and the transport amount.
- the presence or absence of ore falling from belt 3 is estimated.
- the operator may adjust the amount of raw material 2 loaded onto the belt 3 based on the history of the transport amount continuously acquired.
- the state determination unit 10B determines that the raw material 2 is loaded on the belt 3, it may execute a process of detecting the position of the raw material 2 relative to the belt 3 as a conveying state.
- the positions of both ends of belt 3 in the width direction or the center position of belt 3 in the width direction are obtained from the pixels representing the area of belt 3. Furthermore, the center of gravity of the area of raw material 2 is obtained from the positions of the pixels of raw material 2. Then, from the deviation in the belt width direction of the center of gravity of the area of raw material 2 from the center of belt 3 in the width direction, the offset in the belt width direction of raw material 2 loaded on belt 3 is detected. Also, for example, the distance in the belt width direction between the ends of belt 3 in the width direction and the outline of the area of raw material 2 may be obtained as the conveying state of raw material 2.
- the distance in the belt width direction between the end of the belt 3 in the width direction and the outline of the area of the raw material 2 serves as a criterion for determining the limit of the amount of raw material 2 that can be transported loaded on the belt 3.
- this embodiment is an example in which a conveying state detection device 21 is provided individually for each belt conveyor 1.
- multiple locations in the longitudinal direction on the belt 3 of one belt conveyor 1 may be locations for detecting the conveying state individually.
- each location may have the trained model 12 described above, or each belt conveyor 1 may have a trained model 12 common to the multiple locations.
- a visible camera (imaging device 9) is installed at a position for each belt conveyor where the belt 3 of the belt conveyor 1 can be monitored.
- the camera constantly monitors the belt 3 that transports the raw materials 2 (transported objects).
- the images captured by the camera are processed, making it possible to automatically detect the transport state of the raw materials 2 on the belt 3 for each belt conveyor. Since this embodiment uses automatic detection, it becomes possible to efficiently monitor the transport states of multiple belt conveyors 1 collectively without relying on human eyes. At this time, the operator can grasp the presence or absence of raw materials 2 on the belt 3, the width and conveying amount of raw materials 2 on the belt 3, etc.
- the conveyance state is detected for each belt conveyor using an individual trained model 12. Therefore, even if the present disclosure is applied to an outdoor belt conveyor 1, it is possible to detect the conveyance state with high accuracy.
- the present disclosure is useful for monitoring a raw material yard that transports and stores raw materials 2 such as iron ore and coal.
- the present disclosure is a technique particularly suitable for detecting uneven distribution of the raw materials 2. It should be noted that the present disclosure does not indirectly detect the conveying state of the raw material 2 conveyed by the belt 3 from the state of the belt 3 itself as in the conventional case.
- the present disclosure detects the conveying state, which is the state of the raw material 2 on the belt 3. And, from the detection of the conveying state, it is possible to determine conveying abnormalities of the belt 3 in some cases.
- a second embodiment of the present invention will be described.
- the same components as those in the first embodiment are denoted by the same reference numerals, and detailed description of the components will be omitted.
- a case where the conveying state detection device 21 is provided for each belt conveyor 1 is exemplified.
- a trained model 12 is generated for each belt conveyor.
- the trained model 12 generated for each belt conveyor is used to acquire conveyed object area information on the belt of each belt conveyor.
- a trained model common to a plurality of belt conveyors is generated.
- the trained model common to the plurality of belt conveyors is used to acquire transported object region information. This point is different from the first embodiment.
- the other configurations may be configured similarly to the first embodiment.
- an image of each belt 3 of multiple belt conveyors 1 is acquired by each imaging device 9.
- an imaging device 9 may be installed for each belt 3, or one imaging device 9 may be installed for multiple belts 3.
- the imaging device 9 images the belt 3 (upward belt 3a) of the corresponding belt conveyor from above, and acquires the image.
- the imaging device 9 supplies the acquired image to the transport state detection unit 10.
- the transport status detection unit 10 uses the common trained model 12 in the image processing unit 10A to input the images captured by each imaging device 9 and output image data including transported object area information.
- the common trained model 12 may be generated using semantic segmentation or the like.
- the images of the belt 3 captured by the multiple imaging devices 9 each often have a different field of view. For this reason, if the captured images are trained as teacher image data to generate the trained model 12, the detection accuracy of the conveying state may be reduced. In addition, if the captured images are input to the trained model 12 as they are, the detection accuracy of the conveying state may be reduced. For this reason, as shown in Fig. 8, it is preferable to perform a process (normalization process) for aligning the angles of view for each of the captured images of the multiple belts 3 captured by the multiple imaging devices 9. Projective transformation process can be exemplified as an example of the process for aligning the angles of view.
- one common trained model 12 is generated using captured images with the same angle of view. Then, the normalized captured images are input to this common trained model 12.
- a configuration may be adopted in which a plurality of belt conveyors are divided into a plurality of groups, and each group has one common trained model 12 and one conveying state detection unit 10. In this case, instead of providing a common trained model 12 for each group, a configuration may be adopted in which one common trained model 12 is used for all of the plurality of groups.
- the above-mentioned common trained model 12 may be generated for each of two or more belt conveyors selected from the multiple target belt conveyors.
- Other configurations and operations are similar to those of the first embodiment.
- a conveyance state detection device for detecting a conveyance state of an object on a belt of each of a plurality of belt conveyors for conveying an object, comprising: An imaging device that images the belt of each belt conveyor from above; a conveyance state detection unit that detects a conveyance state of an object on the belt for each of the belts by performing image processing on an image captured by the imaging device;
- a transport state detection device comprising: (2) The transport state detection unit detects, for each belt, at least one of information regarding the presence or absence of an object on the belt and information regarding the amount of the object being transported by the belt, as the transport state of the object.
- the conveying state detection unit is an image processing unit that acquires conveyed object area information, which is information about an area of the conveyed object present on each belt, by image processing for each of the belts; a state determination unit that determines the conveying state, which is the state of the conveyed object loaded on the belt, based on the acquired conveyed object area information; Equipped with.
- the image processing unit acquires the transported object area information from the image captured by the imaging device using a trained model generated by learning, using a convolutional neural network, teacher image data in which each pixel of the previously captured image is labeled to indicate which class the pixel falls into (the area of the transported object on the belt, the area of the belt, or other areas).
- the trained model is provided individually for each of the belt conveyors.
- the trained model is a trained model generated by learning using the teacher image data of the multiple belt conveyors, and the trained model is a trained model common to the multiple belt conveyors.
- the image processing unit performs a projective transformation process on the captured image captured by the imaging device, and acquires the transported object region information from the captured image after projective transformation.
- the transport status detection unit includes a transport amount calculation unit that calculates an area of the transported object present on the belt for each of the belts and determines the transport amount of the transported object from the calculated area of the transported object as information on the transport status.
- the transport state detection unit includes a determination information output unit that determines whether the transport amount calculated by the transport amount calculation unit is within a preset allowable range, and outputs the determination result if it determines that the transport amount is outside the allowable range.
- a conveyance state detection method for detecting a conveyance state of an object conveyed by a belt of each of a plurality of belt conveyors for conveying an object comprising: The belt of each belt conveyor is imaged from above, and the captured image is processed to determine the transport state of the article on the belt for each belt. (11) acquiring, by the image processing, transported object area information which is information regarding an area of the transported object present on the belt; Based on the acquired transported object area information, the transport state, which is the state of the transported object loaded on the belt, is determined for each belt.
- Belt conveyor Raw materials (an example of the transported goods) 3 Belt 9 Imaging device 10 Conveying state detection unit 10A Image processing unit 10B State determination unit 10Ba Conveying amount calculation unit 10C Determination information output unit 12 Trained model 21 Conveying state detection device
Landscapes
- Engineering & Computer Science (AREA)
- Theoretical Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Control Of Conveyors (AREA)
- Evolutionary Computation (AREA)
- Multimedia (AREA)
- Artificial Intelligence (AREA)
- Computing Systems (AREA)
- Databases & Information Systems (AREA)
- General Health & Medical Sciences (AREA)
- Medical Informatics (AREA)
- Software Systems (AREA)
- Health & Medical Sciences (AREA)
- Quality & Reliability (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202480053100.2A CN121729371A (zh) | 2023-08-23 | 2024-08-22 | 输送状态检测装置及输送状态检测方法 |
| KR1020267004312A KR20260038919A (ko) | 2023-08-23 | 2024-08-22 | 반송 상태 검지 장치 및 반송 상태 검지 방법 |
| JP2025502511A JP7666773B1 (ja) | 2023-08-23 | 2024-08-22 | 搬送状態検知装置、及び搬送状態検知方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-135730 | 2023-08-23 | ||
| JP2023135730 | 2023-08-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025041824A1 true WO2025041824A1 (ja) | 2025-02-27 |
Family
ID=94731847
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/029806 Pending WO2025041824A1 (ja) | 2023-08-23 | 2024-08-22 | 搬送状態検知装置、及び搬送状態検知方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7666773B1 (https=) |
| KR (1) | KR20260038919A (https=) |
| CN (1) | CN121729371A (https=) |
| WO (1) | WO2025041824A1 (https=) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06127663A (ja) * | 1992-10-21 | 1994-05-10 | Nippon Steel Corp | ベルトコンベア上の粉粒塊状物の積載状態の測定方法及びコンベア蛇行制御方法 |
| JPH09175629A (ja) * | 1995-12-28 | 1997-07-08 | Kobe Steel Ltd | ごみ滞留検知装置 |
| JP2000304523A (ja) * | 1999-04-20 | 2000-11-02 | Kobukuro Iron Works Co Ltd | ベルトコンベヤ搬送物の断面積計測方法 |
| WO2013187063A1 (ja) * | 2012-06-14 | 2013-12-19 | 横浜ゴム株式会社 | ベルトコンベヤ装置 |
| JP2019018999A (ja) | 2017-07-14 | 2019-02-07 | Jfeスチール株式会社 | ベルトコンベアの管理方法および管理システム |
| JP2020190950A (ja) * | 2019-05-22 | 2020-11-26 | 東芝テック株式会社 | 情報処理装置、物品識別装置、及び物品識別システム |
| JP2021017296A (ja) | 2019-07-17 | 2021-02-15 | Jfeスチール株式会社 | ベルトコンベアのベルト異常監視方法及びベルト異常監視装置 |
| WO2023171625A1 (ja) * | 2022-03-07 | 2023-09-14 | Jfeスチール株式会社 | 搬送状態検知装置、及び搬送状態検知方法 |
| JP2023135730A (ja) | 2022-03-16 | 2023-09-29 | 東芝三菱電機産業システム株式会社 | 電源装置 |
-
2024
- 2024-08-22 WO PCT/JP2024/029806 patent/WO2025041824A1/ja active Pending
- 2024-08-22 KR KR1020267004312A patent/KR20260038919A/ko active Pending
- 2024-08-22 CN CN202480053100.2A patent/CN121729371A/zh active Pending
- 2024-08-22 JP JP2025502511A patent/JP7666773B1/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06127663A (ja) * | 1992-10-21 | 1994-05-10 | Nippon Steel Corp | ベルトコンベア上の粉粒塊状物の積載状態の測定方法及びコンベア蛇行制御方法 |
| JPH09175629A (ja) * | 1995-12-28 | 1997-07-08 | Kobe Steel Ltd | ごみ滞留検知装置 |
| JP2000304523A (ja) * | 1999-04-20 | 2000-11-02 | Kobukuro Iron Works Co Ltd | ベルトコンベヤ搬送物の断面積計測方法 |
| WO2013187063A1 (ja) * | 2012-06-14 | 2013-12-19 | 横浜ゴム株式会社 | ベルトコンベヤ装置 |
| JP2019018999A (ja) | 2017-07-14 | 2019-02-07 | Jfeスチール株式会社 | ベルトコンベアの管理方法および管理システム |
| JP2020190950A (ja) * | 2019-05-22 | 2020-11-26 | 東芝テック株式会社 | 情報処理装置、物品識別装置、及び物品識別システム |
| JP2021017296A (ja) | 2019-07-17 | 2021-02-15 | Jfeスチール株式会社 | ベルトコンベアのベルト異常監視方法及びベルト異常監視装置 |
| WO2023171625A1 (ja) * | 2022-03-07 | 2023-09-14 | Jfeスチール株式会社 | 搬送状態検知装置、及び搬送状態検知方法 |
| JP2023135730A (ja) | 2022-03-16 | 2023-09-29 | 東芝三菱電機産業システム株式会社 | 電源装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2025041824A1 (https=) | 2025-02-27 |
| JP7666773B1 (ja) | 2025-04-22 |
| KR20260038919A (ko) | 2026-03-19 |
| CN121729371A (zh) | 2026-03-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7568112B2 (ja) | 搬送状態検知装置、及び搬送状態検知方法 | |
| US10427884B2 (en) | Vision based conveyor package density management system | |
| US11332313B2 (en) | Conveyor belt monitoring system | |
| CN111164030B (zh) | 输送带的监控系统 | |
| US20060229762A1 (en) | System and method for order picking of articles into order containers | |
| US20210292100A1 (en) | Range sensing conveyor package management system for measuring and controlling density of parcels on a conveyor | |
| JP6809494B2 (ja) | ベルトコンベアの管理方法および管理システム | |
| KR100926527B1 (ko) | 컨베이어 벨트 상태감시 및 사행방지 장치 및 방법 | |
| KR20120008510A (ko) | 컨베이어 장치 | |
| CN111620074A (zh) | 包裹处理设备和方法 | |
| JP7666773B1 (ja) | 搬送状態検知装置、及び搬送状態検知方法 | |
| US20180148266A1 (en) | Conveying system | |
| CN112707112A (zh) | 输送系统 | |
| JP7416123B2 (ja) | 堆積物検知装置及び堆積物検知方法 | |
| EP1411347B1 (en) | Appearance inspection machine for flat tablets | |
| JP7473085B2 (ja) | ベルトの搬送状態検知装置、及びベルトの搬送状態検知方法 | |
| CN106660709A (zh) | 基板输送装置以及输送带检查方法 | |
| JP2017006826A (ja) | 果菜自動選別方法と、果菜自動選別装置と、パック詰め装置と、果菜選別パック詰め装置と、果菜キャリア | |
| JP6779156B2 (ja) | 容器搬送装置 | |
| KR20150012011A (ko) | 벨트 컨베이어의 벨트 상태 감시 장치 | |
| CN114560259B (zh) | 传送皮带状态监测处理方法、系统、设备及存储介质 | |
| JP7538533B2 (ja) | パイプコンベヤにおけるローリング監視システム | |
| JP2020081219A (ja) | 錠剤印刷装置 | |
| JP7767890B2 (ja) | ワーク搬送装置、及びワークの搬送方法 | |
| CN119911635A (zh) | 矿用带式输送机启停状态监测方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2025502511 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025502511 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24856512 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 1020267004312 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020267004312 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202617017558 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024856512 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112026004108 Country of ref document: BR |
|
| WWP | Wipo information: published in national office |
Ref document number: 202617017558 Country of ref document: IN |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020267004312 Country of ref document: KR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |