WO2025013892A1 - 両面粘着テープ - Google Patents
両面粘着テープ Download PDFInfo
- Publication number
- WO2025013892A1 WO2025013892A1 PCT/JP2024/024915 JP2024024915W WO2025013892A1 WO 2025013892 A1 WO2025013892 A1 WO 2025013892A1 JP 2024024915 W JP2024024915 W JP 2024024915W WO 2025013892 A1 WO2025013892 A1 WO 2025013892A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- double
- adhesive tape
- foam layer
- layer
- sensitive adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/26—Porous or cellular plastics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
Definitions
- the present invention relates to a double-sided adhesive tape.
- Adhesive tapes are widely used to secure electronic components. Specifically, for example, adhesive tapes are used to secure the front cover panels of display devices such as televisions and monitors to their housings. Such adhesive tapes are used in a shape such as a picture frame and are placed around the periphery of the display screen.
- Patent Documents 1 and 2 describe an impact absorbing tape in which an acrylic adhesive layer is laminated and integrated onto at least one side of a base layer, and the base layer is a cross-linked polyolefin resin foam sheet having a specific degree of cross-linking and bubble aspect ratio.
- the proportion of liquid crystal panels used in display devices that use the IPS (In Plane Switching) method has been increasing.
- stress caused by unevenness in the housing is transmitted to the liquid crystal panel via the adhesive tape, which can easily cause uneven display on the screen. Therefore, the adhesive tape used in display devices that use the IPS method is required to have flexibility that can mitigate the stress transmitted from the housing.
- the objective of the present invention is to provide a double-sided adhesive tape that is both highly durable against load and highly flexible.
- Disclosure 1 relates to a double-sided pressure-sensitive adhesive tape having a foam substrate and pressure-sensitive adhesive layers on both sides of the foam substrate, the double-sided pressure-sensitive adhesive tape having a residual compressive stress of 21.0 kPa or less, and wherein a test specimen is obtained by cutting the double-sided pressure-sensitive adhesive tape to a size of 25 mm x 25 mm, bonding one side to a glass plate (width 50 mm x length 75 mm x thickness 3 mm), bonding an aluminum plate (width 40 mm x length 40 mm x thickness 2 mm) to the other side, and allowing to stand for 24 hours in an environment of 23°C and 50% RH, and when a 1 kg weight is attached to the center of the aluminum plate so that a load is applied to the double-sided pressure-sensitive adhesive tape and the aluminum plate, and the double-sided pressure-sensitive adhesive tape is held in a state tilted at 45° at 60°C and 90% RH, the tilt holding time until the pressure-sensitive adhesive tape peels off
- Disclosure 2 is the double-sided pressure-sensitive adhesive tape of Disclosure 1, having a shear tensile strength at 23° C. of 0.35 MPa or more.
- the present disclosure 3 is the double-sided pressure-sensitive adhesive tape of the present disclosure 1 or 2, wherein the pressure-sensitive adhesive layer contains a (meth)acrylic copolymer, the (meth)acrylic copolymer has a weight average molecular weight of 1,000,000 or more, the pressure-sensitive adhesive layer has a gel fraction of 25 mass% or more, and the pressure-sensitive adhesive layer has a shear storage modulus (G') at 180°C of 15 kPa or more.
- G' shear storage modulus
- Present Disclosure 4 is a double-sided pressure-sensitive adhesive tape according to Present Disclosure 1, 2, or 3, wherein the foam substrate has a first foam layer and a second foam layer laminated on at least one side of the first foam layer and having a lower expansion ratio than the first foam layer.
- Disclosure 5 is the double-sided pressure-sensitive adhesive tape of Disclosure 4, wherein the first foam layer contains a resin (R1) having a loss tangent (tan ⁇ ) at 23° C. of 0.9 or more.
- the present disclosure 6 is the double-sided pressure-sensitive adhesive tape of the present disclosure 5, wherein the content of the resin (R1) in the first foam layer is 10 mass % or more.
- Disclosure 7 is the double-sided pressure-sensitive adhesive tape of Disclosure 4, 5, or 6, wherein the first foam layer has an expansion ratio of 8 times or more.
- Disclosure 8 is the double-sided pressure-sensitive adhesive tape of Disclosure 4, 5, 6, or 7, wherein the first foam layer has a thickness of 550 ⁇ m or more.
- a ninth aspect of the present disclosure is the double-sided pressure-sensitive adhesive tape of any one of the fourth, fifth, sixth, seventh, and eighth aspects of the cells of the first foam layer (average major axis of the cells/average minor axis of the cells) of 2.3 or more.
- the present disclosure 10 is the double-sided pressure-sensitive adhesive tape of the present disclosure 4, 5, 6, 7, 8, or 9, wherein the expansion ratio of the second foam layer is 2 times or less.
- Disclosure 11 is the double-sided pressure-sensitive adhesive tape of Disclosure 4, 5, 6, 7, 8, 9, or 10, wherein the second foam layer has a thickness of 15 ⁇ m or more.
- the present disclosure 12 is the double-sided pressure-sensitive adhesive tape of the present disclosure 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, or 11, further having a resin layer composed of a polyester-based resin. The present invention will be described in detail below.
- the inventors focused on the residual compressive stress and the time required to maintain the inclination until peeling in a double-sided adhesive tape having a substrate and an adhesive layer, and discovered that by adjusting these to an appropriate range, it is possible to achieve excellent resistance to load and reduce display unevenness that occurs in display devices, which led to the completion of the present invention.
- the double-sided adhesive tape of the present invention has a foam substrate and adhesive layers on both sides of the foam substrate.
- a foam substrate By using a foam substrate, the flexibility of the double-sided adhesive tape can be increased.
- the double-sided pressure-sensitive adhesive tape of the present invention preferably has a shear tensile strength of 0.35 MPa or more at 23° C. By having the shear tensile strength of 0.35 MPa or more, the double-sided pressure-sensitive adhesive tape of the present invention can exhibit a higher holding power against a shear load.
- the lower limit of the shear tensile strength is more preferably 0.39 MPa, and even more preferably 0.45 MPa.
- the double-sided pressure-sensitive adhesive tape of the present invention preferably has an upper limit of shear tensile strength at 23° C. of 1.0 MPa. By having the shear tensile strength of 1.0 MPa or less, the double-sided pressure-sensitive adhesive tape of the present invention has appropriate flexibility and can reduce display unevenness.
- the upper limit of the shear tensile strength is more preferably 0.8 MPa, and even more preferably 0.7 MPa.
- the shear tensile strength of the double-sided pressure-sensitive adhesive tape can be measured by the shear tensile test described below.
- a schematic diagram showing a shear tensile test of a double-sided pressure-sensitive adhesive tape is shown in Fig. 1.
- a double-sided pressure-sensitive adhesive tape 1 of the present invention is cut into a size of 25 mm x 25 mm, and two SUS plates 4 each having a size of 125 mm x 50 mm and a thickness of 2 mm are laminated as shown in Fig. 1.
- This laminate is pressed with a 5 kg weight for 10 seconds to be pressure-bonded, and then allowed to stand at 23°C and 50% RH for 24 hours to prepare a test sample in which the two SUS plates 4 are laminated together via the double-sided pressure-sensitive adhesive tape 1.
- the upper part of the other SUS plate 4 is pulled at a speed of 12.7 mm/min in a direction perpendicular to the lamination direction of the SUS plates (the direction of the arrow in FIG. 1) under conditions of 23° C. and 50% RH.
- a precision universal testing machine "AUTOGLAPH AGS-X" manufactured by Shimadzu Corporation can be used.
- the stress (MPa) at which the double-sided pressure-sensitive adhesive tape 1 breaks is measured, and this value is taken as the shear tensile strength.
- the breakage of the double-sided pressure-sensitive adhesive tape 1 means that interlaminar fracture occurs in the foam substrate.
- Methods for adjusting the shear tensile strength to the above range include, for example, changing the thickness of the foam substrate (increasing the thickness to increase the shear tensile strength), changing the expansion ratio of the foam substrate (reducing the expansion ratio to increase the shear tensile strength), adjusting the type and content of the resin (R1) described below contained in the foam substrate (reducing the content to increase the shear tensile strength), and selecting the cell structure of the foam substrate (using a foam substrate with a closed cell structure to increase the shear tensile strength).
- the double-sided pressure-sensitive adhesive tape of the present invention has a residual compressive stress of 21.0 kPa or less.
- the double-sided pressure-sensitive adhesive tape of the present invention has excellent flexibility (stress relaxation property), and can reduce display unevenness occurring in a display device.
- the display unevenness of the display device occurs when stress is transmitted to the liquid crystal panel due to steps or unevenness (e.g., about 0.4 mm) on the housing, resulting in differences in the light transmission behavior. Normally, such stress is gradually alleviated as time passes, but in some cases, a certain amount of stress remains without being alleviated.
- FIG. 2 and 3 are schematic cross-sectional views of a portion where a liquid crystal panel is fixed to a housing with double-sided adhesive tape.
- Fig. 2 shows the initial state immediately after bonding
- Fig. 3 shows the saturated state after sufficient time has passed since fixing.
- the stress due to the steps and unevenness of the housing 3 is transmitted to the liquid crystal panel 2 via the double-sided adhesive tape 1, causing the tilt.
- Fig. 2 shows the initial state immediately after bonding
- the residual compressive stress in this state affects the display unevenness on the screen.
- the upper limit of the residual compressive stress is preferably 18.5 kPa, and more preferably 17.0 kPa.
- the double-sided pressure-sensitive adhesive tape of the present invention has a preferred lower limit of the residual compressive stress of 1.0 kPa. By having the residual compressive stress of 1.0 kPa or more, the double-sided pressure-sensitive adhesive tape of the present invention has a moderate strength and can exhibit a higher holding power against a load.
- the more preferred lower limit of the residual compressive stress is 1.5 kPa, and the even more preferred lower limit is 2.5 kPa.
- the residual compressive stress is measured by the following compression test.
- the prepared test piece is compressed using a precision universal testing machine (e.g., Shimadzu Corporation's "AUTOGLAPH AGS-X") under conditions of 23°C, 50% RH, and a compression speed of 12.7 mm/min until the compression displacement per adhesive tape becomes 0.4 mm (total of 2.0 mm for five pieces) (corresponding to the state immediately after lamination (Figure 2)). This state is maintained, and the stress is measured after 6 hours (corresponding to the saturated state ( Figure 3)).
- a precision universal testing machine e.g., Shimadzu Corporation's "AUTOGLAPH AGS-X”
- Methods for adjusting the residual compressive stress include, for example, adjusting the expansion ratio of the foam substrate (increasing the expansion ratio to reduce the residual compressive stress), adjusting the aspect ratio of the foam substrate (increasing the aspect ratio to reduce the residual compressive stress), adjusting the type and content ratio of the resin (R1) described below contained in the foam substrate (reducing the residual compressive stress by selecting one with a large loss tangent or increasing the content), and adjusting the thickness of the foam substrate (reducing the residual compressive stress by making it thicker).
- the double-sided adhesive tape of the present invention is prepared by cutting the double-sided adhesive tape into a size of 25 mm x 25 mm, attaching one side to a glass plate (width 50 mm x length 75 mm x thickness 3 mm), attaching an aluminum plate (width 40 mm x length 40 mm x thickness 2 mm) to the other side, and leaving the test piece for 24 hours in an environment of 23°C and 50% RH.
- a 1 kg weight is attached to the center of the aluminum plate so that a load is applied to the double-sided adhesive tape and the aluminum plate, and the test piece is held at an angle of 45° at 60°C and 90% RH
- the lower limit of the tilt holding time until the adhesive tape peels off and the weight falls is 500 hours.
- the double-sided adhesive tape of the present invention can exhibit high holding power against a load.
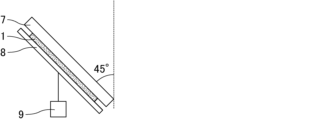
- the tilt holding time is measured by the following 45° tilt holding test.
- 4 shows a schematic diagram of the 45° inclination retention test of the double-sided adhesive tape.
- the double-sided adhesive tape 1 is cut into a size of 25 mm x 25 mm, one side is attached to a glass plate 7 (width 50 mm x length 75 mm x thickness 3 mm), and a 2 kg rubber roller is reciprocated from the other side at a speed of 300 mm/min.
- an aluminum plate 8 (width 40 mm x length 40 mm x thickness 2 mm) is attached to the other side, and a weight of 5 kg is applied from the aluminum plate 8 side for 10 seconds to be pressed and bonded, and then the test piece is left to stand in an environment of 23°C and 50% RH for 24 hours to prepare a test piece.
- a 1 kg weight 9 is attached to the center of the aluminum plate 8 so that a load is applied to the double-sided adhesive tape 1 and the aluminum plate 8, and the plate is held at a 45° incline at 60° C. and 90% RH, and the time until the adhesive tape peels off and the weight 9 falls is measured.
- the method for adjusting the gradient retention time includes, for example, a method for adjusting the storage modulus of the adhesive layer at high temperatures (e.g., about 180°C) described later (increasing the storage modulus to increase the gradient retention time), a method for adjusting the molecular weight or molecular weight distribution of the acrylic copolymer contained in the adhesive layer (increasing the molecular weight or narrowing the molecular weight distribution to increase the gradient retention time), a method for changing the tackifier resin contained in the adhesive layer described later (selecting a tackifier resin with a high softening point to increase the gradient retention time), a method for adjusting the content of the tackifier resin contained in the adhesive layer described later (reducing the content to increase the gradient retention time), a method for adjusting the gel fraction of the adhesive layer (increasing the gel fraction to increase the gradient retention time), and a method for adjusting the shear tensile strength of the foam substrate (adjusting the shear tensile strength to
- the foam substrate and the adhesive layer in order to simultaneously satisfy the above conditions of shear tensile strength, residual compressive stress, and slope holding time, it is possible to adjust the foam substrate and the adhesive layer, for example, as follows. That is, for the foam substrate, a closed cell structure is adopted, a resin (R1) with a large loss tangent is contained, and the thickness of the foam substrate is increased while increasing the aspect ratio of the bubbles. For the adhesive layer, it is preferable to increase the slope holding time, particularly the storage modulus at high temperatures. In addition, the above conditions can be simultaneously satisfied, for example, by adjusting the expansion ratio of the foam substrate and the content of the resin (R1) with a large loss tangent.
- the foam substrate may have a single-layer structure or a multi-layer structure.
- the foam substrate preferably has a first foam layer and a second foam layer having a lower expansion ratio than the first foam layer.
- the second foam layer is preferably disposed adjacent to the first foam layer, and more preferably is integrated with the first foam layer.
- the foam substrate does not need to have a uniform density inside, and it is preferable that the expansion ratio of at least one surface portion is lower than the expansion ratio of the center portion.
- the double-sided pressure-sensitive adhesive tape of the present invention can be peeled off without leaving any residue (e.g., a part of the first foam layer that is broken and remains) on the adherend on the second foam layer side during rework, and can exhibit excellent reworkability.
- the flexibility of both adhesive surfaces is not impaired.
- the foam substrate having the above-mentioned structure the shear tensile strength of the foam substrate can be increased, and the holding force against the load can be further increased.
- the foam base material may have the second foam layer on only one side of the first foam layer, or may have the second foam layer on both sides of the first foam layer.
- the resin composition, physical properties, thickness, etc. of the second foam layers on both sides may be the same or different.
- the pressure-sensitive adhesive tape is usually provided in a rolled state and is pulled out from the roll for use. When hard resin layers are laminated on both sides of the first foam layer, wrinkles and creases may occur during winding. By having the second foam layer, it is possible to suppress wrinkles and creases during winding and to exhibit reworkability at the same time.
- the foam substrate may have other layers in addition to the first foam layer and the second foam layer, but from the viewpoint of preventing the manufacturing process from becoming complicated, it is preferable that there are no other layers between the first foam layer and the second foam layer.
- the first foam layer may have an open cell structure or a closed cell structure, but preferably has a closed cell structure.
- the strength of the first foam layer is increased, and deformation and interlayer breakage can be suppressed, and the holding power of the obtained double-sided pressure-sensitive adhesive tape against a load is further improved.
- the cell structure can be confirmed, for example, by observation at a magnification of 150 to 200 times using an optical microscope (for example, "VHX-6000" manufactured by Keyence Corporation).
- the first foam layer is not particularly limited, and examples thereof include a polyurethane foam layer, a polyolefin foam layer, a rubber-based foam layer, an acrylic foam layer, and the like. Among these, a polyurethane foam layer or a polyolefin foam layer is preferred, and a polyolefin foam layer is more preferred, since they can exhibit excellent stress relaxation properties and strength.
- the polyolefin foam layer may be, for example, a foam layer made of a resin such as a polyethylene-based resin, a polypropylene-based resin, or a polybutadiene-based resin.
- a foam layer made of a polyethylene-based resin is preferred because it is easy to obtain a flexible polyolefin foam layer.
- foam layers made of a polyethylene-based resin include foam layers made of low-density polyethylene, high-density polyethylene, linear low-density polyethylene, ethylene- ⁇ -olefin copolymer, and mixtures thereof.
- the first foam layer preferably contains a resin (R1) having a loss tangent (tan ⁇ ) of 0.9 or more at 23°C.
- R1 a resin having a loss tangent (tan ⁇ ) of 0.9 or more at 23°C.
- the loss tangent (tan ⁇ ) of the resin (R1) at 23° C. may be 0.9 or more, with a preferred lower limit of 1.0 and a preferred upper limit of 3.0. When the loss tangent (tan ⁇ ) of the resin (R1) at 23° C. is within the above range, the resulting double-sided pressure-sensitive adhesive tape has higher holding power against a load and better flexibility.
- the loss tangent (tan ⁇ ) of the resin (R1) at 23° C. is more preferably 1.1 at the lower limit, 2.5 at the upper limit, 1.2 at the lower limit, and 2.0 at the upper limit.
- the loss tangent (tan ⁇ ) of the resin (R1) at 23° C. is measured by dynamic viscoelasticity measurement at a frequency of 1.0 Hz and a temperature rise rate of 5° C./min. Examples of measuring instruments include Rheometrics Dynamic Analyzer RDA-700 manufactured by Rheometrics.
- Examples of the resin (R1) include polyethylene resins, etc. Among them, ⁇ -olefin copolymers such as ethylene- ⁇ -olefin copolymers and linear low-density polyethylenes obtained by copolymerizing ethylene and, if necessary, a small amount of ⁇ -olefin are preferred, since they further improve flexibility.
- Examples of the ⁇ -olefin include propylene, 1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene, 1-heptene, 1-octene, etc. Among these, ⁇ -olefins having 4 to 10 carbon atoms are preferred.
- the content of the resin (R1) in the first foam layer is preferably 10% by mass at a lower limit.
- the content of the resin (R1) is more preferably 15% by mass at a lower limit, and even more preferably 20% by mass at a lower limit.
- the content of the resin (R1) is preferably 50% by mass or less. By making the content of the resin (R1) 50% by mass or less, the strength of the first foam layer is increased, and deformation and interlayer breakage can be suppressed, and the holding power of the obtained double-sided pressure-sensitive adhesive tape against a load is further improved.
- the content of the resin (R1) is more preferably 40% by mass or less, and even more preferably 30% by mass or less.
- the polyurethane foam layer may be, for example, a polyurethane foam layer made of a urethane resin composition derived from polyisocyanate and polyol. Such a polyurethane foam layer can be produced by heat curing the urethane resin composition.
- the preferred lower limit of the expansion ratio of the first foam layer is 8. When the expansion ratio of the first foam layer is 8 or more, the first foam layer can have appropriate flexibility, and the flexibility and stress relaxation properties of both adhesive surfaces of the double-sided pressure-sensitive adhesive tape are further improved.
- the more preferred lower limit of the expansion ratio of the first foam layer is 10, and the even more preferred lower limit is 15.
- the expansion ratio of the first foam layer is preferably 40 times or less. When the expansion ratio of the first foam layer is 40 times or less, the strength of the first foam layer is sufficiently high, and the holding power of the double-sided pressure-sensitive adhesive tape against a load is further improved.
- the expansion ratio of the first foam layer is more preferably 35 times or less, and even more preferably 30 times or less.
- the expansion ratio of the foam layer can be determined as the reciprocal of the density of the foam layer.
- the density of the foam layer can be measured, for example, using an electronic specific gravity meter (e.g., "ED120T” manufactured by Mirage) in accordance with JIS K 6401 (when polyurethane is used) or JIS K 6767 (when polyethylene urethane is used).
- E120T electronic specific gravity meter
- the thickness of the first foam layer is preferably 550 ⁇ m or less. When the thickness of the first foam layer is 550 ⁇ m or more, the first foam layer can have appropriate flexibility, and the flexibility and stress relaxation properties of both adhesive surfaces of the double-sided pressure-sensitive adhesive tape are further improved.
- the thickness of the first foam layer is more preferably 600 ⁇ m or less, and even more preferably 650 ⁇ m or less.
- the thickness of the first foam layer is preferably 2500 ⁇ m or less. By making the thickness of the first foam layer 2500 ⁇ m or less, deformation when a load is applied can be suppressed, and the holding power of the double-sided pressure-sensitive adhesive tape against the load can be further improved.
- the thickness of the first foam layer is more preferably 2000 ⁇ m or less, and even more preferably 1500 ⁇ m or less.
- the thickness can be measured by using a dial thickness meter (for example, "ABS Digimatic Indicator” manufactured by Mitutoyo Corporation).
- the average major axis of the bubbles in the first foam layer has a preferred lower limit of 500 ⁇ m and a preferred upper limit of 1500 ⁇ m.
- the average major axis of the bubbles in the first foam layer is 500 ⁇ m or more, the flexibility of the foam substrate is increased, and the resulting double-sided adhesive tape can further reduce display unevenness on a display device.
- the average major axis of the bubbles in the first foam layer is 1500 ⁇ m or less, the strength of the foam substrate can be ensured.
- a more preferred lower limit of the average major axis of the bubbles in the first foam layer is 600 ⁇ m, a more preferred upper limit is 1200 ⁇ m, and an even more preferred lower limit is 700 ⁇ m.
- the average short diameter of the bubbles in the first foam layer has a preferred lower limit of 150 ⁇ m and a preferred upper limit of 400 ⁇ m.
- the average short diameter of the bubbles in the first foam layer is 150 ⁇ m or more, the flexibility of the foam substrate is increased, and the resulting double-sided adhesive tape can further reduce display unevenness on a display device.
- the average short diameter of the bubbles in the first foam layer is 400 ⁇ m or less, the strength of the foam substrate can be ensured.
- a more preferred lower limit of the average short diameter of the bubbles in the first foam layer is 170 ⁇ m, a more preferred upper limit is 300 ⁇ m, an even more preferred lower limit is 200 ⁇ m, and an even more preferred upper limit is 250 ⁇ m.
- the aspect ratio of the bubbles of the first foam layer is preferably 2.3 at the lower limit.
- the aspect ratio of the bubbles of the first foam layer is 2.3 or more, the bubbles of the first foam layer are flattened, so that the flexibility of the foam base material is increased, and the stress relaxation of the obtained double-sided pressure-sensitive adhesive tape is improved, and the display unevenness caused by the display device can be further reduced.
- the aspect ratio of the bubbles of the first foam layer is preferably 2.7 at the lower limit, and more preferably 2.9 at the lower limit.
- the aspect ratio of the cells of the first foam layer is preferably 15. The strength of the foam base material can be ensured by setting the aspect ratio of the cells of the first foam layer to 15 or less.
- the aspect ratio of the cells of the first foam layer is more preferably 12, and even more preferably 10.
- the "aspect ratio of bubbles” means the value obtained by dividing the average major axis of the bubbles by the average minor axis of the bubbles (average major axis of the bubbles/average minor axis of the bubbles).
- the average major axis of the cells in the first foam layer, the average minor axis of the cells in the first foam layer, and the aspect ratio of the cells in the first foam layer can be determined, for example, as follows. That is, the first foam layer is sliced in a plane parallel to the MD direction and thickness direction using a razor (manufactured by Feather Co., Ltd.) to obtain an MD cut sample. The obtained MD cut sample is photographed using a digital microscope (for example, Keyence's "VHX-6000" or the like) under conditions such as a magnification of 200 times and a measurement screen size of 1.8 mm x 1.3 mm.
- a digital microscope for example, Keyence's "VHX-6000" or the like
- the bubble with the largest major axis and the bubble with the second largest major axis are selected, and the major axis and minor axis of these bubbles are measured to calculate the aspect ratio.
- This operation is performed for three photographed images, and the average value of the aspect ratios of a total of six bubbles is taken as the aspect ratio of the bubbles of the first foam layer.
- the second foam layer is not particularly limited, and may be a layer having the same bubble structure, layer structure, resin composition, physical properties, etc. as the first foam layer, or may be a layer having a different bubble structure, layer structure, resin composition, physical properties, etc. from the first foam layer.
- the expansion ratio of the second foam layer may be smaller than the expansion ratio of the first foam layer.
- the expansion ratio of the second foam layer is preferably 2 times or less. When the expansion ratio of the second foam layer is 2 times or less, the strength of the second foam layer is sufficiently high, and the holding power of the double-sided pressure-sensitive adhesive tape against the load is further improved.
- the expansion ratio of the second foam layer is more preferably 1.8 times or less, and the expansion ratio of the second foam layer is even more preferably 1.6 times or less.
- the second foam layer has a thickness of preferably 15 ⁇ m or more. If the second foam layer has a thickness of 15 ⁇ m or more, the resulting double-sided pressure-sensitive adhesive tape has a higher holding power against a load.
- the second foam layer has a more preferable lower limit of 17 ⁇ m and a further more preferable lower limit of 20 ⁇ m.
- the thickness of the second foam layer is preferably 100 ⁇ m or less. If the thickness of the second foam layer is 100 ⁇ m or less, the flexibility and stress relaxation properties of both adhesive surfaces of the obtained double-sided pressure-sensitive adhesive tape are further improved.
- the thickness of the second foam layer is more preferably 60 ⁇ m or less, and even more preferably 40 ⁇ m or less.
- the preferred lower limit of the expansion ratio of the entire foam substrate is 4 times, and the preferred upper limit is 30 times.
- the expansion ratio of the entire foam substrate is within the above range, the holding power of the obtained double-sided pressure-sensitive adhesive tape against a load is further improved, and the flexibility is also further improved.
- the more preferred lower limit of the expansion ratio of the entire foam substrate is 7 times, the more preferred upper limit is 20 times, the even more preferred lower limit is 8 times, and the even more preferred upper limit is 15 times.
- the expansion ratio of the entire foam base material may be calculated from the following formula (1) using the density of the first foam layer and the density of the second foam layer measured in accordance with JIS K 7222.
- Foaming ratio (times) 1/( ⁇ 1 ⁇ r 1 + ⁇ 2 ⁇ r 2 ) (1)
- ⁇ 1 density of the first foam layer (kg/m 3 )
- r 1 ratio of the thickness of the first foam layer to the thickness of the entire foam substrate
- ⁇ 2 density of the second foam layer (kg/m 3 )
- r 2 ratio of the thickness of the second foam layer to the thickness of the entire foam substrate
- the preferred lower limit of the thickness of the entire foam substrate is 580 ⁇ m, and the preferred upper limit is 2600 ⁇ m.
- the holding power of the obtained double-sided adhesive tape against a load is further improved, and the flexibility is also further improved.
- a more preferred lower limit of the thickness of the entire foam substrate is 630 ⁇ m, a more preferred upper limit is 2100 ⁇ m, an even more preferred lower limit is 650 ⁇ m, and an even more preferred upper limit is 1600 ⁇ m.
- the ratio of the thickness of the first foam layer to the thickness of the second foam layer in the foam substrate has a preferred lower limit of 1.0 and a preferred upper limit of 400.
- a more preferred lower limit of the thickness ratio is 3.0, a more preferred upper limit is 150, an even more preferred lower limit is 5.0, and an even more preferred upper limit is 40.
- the ratio of the expansion ratio of the first foam layer to the expansion ratio of the second foam layer in the foam substrate has a preferred lower limit of 1.3 and a preferred upper limit of 100.
- the ratio of the expansion ratio of the first foam layer to the expansion ratio of the second foam layer is within the above range, the holding power of the obtained double-sided adhesive tape against a load is further improved, and the flexibility of both adhesive surfaces is further improved.
- a more preferred lower limit of the ratio of the expansion ratio of the first foam layer to the expansion ratio of the second foam layer is 3.0, a more preferred upper limit is 80, an even more preferred lower limit is 8.0, and an even more preferred upper limit is 60.
- the method for producing the foam base material is not particularly limited, and may be a method in which the first foam layer and the second foam layer are produced, respectively, and then pressed together or bonded together via an adhesive layer or the like, but a method in which a multi-layer extrusion is performed using a foamable composition forming the first foam layer and a foamable composition forming the second foam layer is preferred.
- the multi-layer extrusion method allows the first foam layer and the second foam layer to be laminated without an adhesive layer or the like, and is preferred from the viewpoint of preventing the manufacturing process from becoming complicated.
- the foamable composition forming the first foam layer and the foamable composition forming the second foam layer are extruded separately, and the separately extruded compositions are merged in a layered state in a die in a molten state to obtain a laminated sheet in which layers made of a plurality of compositions are laminated.
- the foamable composition forming the first foam layer and the foamable composition forming the second foam layer include a composition containing a polyethylene resin or the like and a thermally decomposable foaming agent as described above.
- the expansion ratio of the obtained foam layer can be adjusted by changing the type and amount of the thermally decomposable foaming agent.
- At least one surface of the obtained laminate sheet is irradiated with ionizing radiation to crosslink the polyethylene resin, etc.
- the degree of crosslinking of the polyethylene resin, etc. the expansion ratio of the obtained foam layer can be adjusted.
- a foam base material having the first foam layer and the second foam layer can be obtained by foaming the crosslinked laminate sheet by heating, etc.
- the crosslinked laminate sheet may be stretched when and/or after foaming by heating, etc.
- the pressure-sensitive adhesive layer is laminated on both sides of the foam substrate.
- the pressure-sensitive adhesive layer does not have to be laminated directly adjacent to the foam substrate, and may have another layer interposed therebetween.
- the composition, physical properties, thickness, etc. of the pressure-sensitive adhesive layer on both sides may be the same or different.
- the pressure-sensitive adhesive layer examples include an acrylic pressure-sensitive adhesive layer, a rubber-based pressure-sensitive adhesive layer, a urethane pressure-sensitive adhesive layer, and a silicone-based pressure-sensitive adhesive layer.
- the pressure-sensitive adhesive layer is preferably an acrylic pressure-sensitive adhesive layer because it is relatively stable against light, heat, moisture, and the like and can adhere to various adherends (low adherend selectivity). That is, the pressure-sensitive adhesive layer preferably contains a (meth)acrylic copolymer.
- (meth)acrylic means acrylic or methacrylic.
- the (meth)acrylic copolymer preferably has at least one structural unit selected from the group consisting of a structural unit derived from n-butyl (meth)acrylate and a structural unit derived from 2-ethylhexyl (meth)acrylate. It is more preferable that the (meth)acrylic copolymer has both a structural unit derived from n-butyl (meth)acrylate and a structural unit derived from 2-ethylhexyl (meth)acrylate.
- the term "(meth)acrylate” means acrylate or methacrylate.
- the content ratio of the structural unit derived from the n-butyl (meth)acrylate in the (meth)acrylic copolymer is preferably 4% by mass at the lower limit and 80% by mass at the upper limit.
- the obtained double-sided adhesive tape can achieve both high adhesive strength and tackiness.
- a more preferred lower limit of the content ratio of the structural unit derived from the n-butyl (meth)acrylate is 10% by mass, a more preferred upper limit is 70% by mass, an even more preferred lower limit is 20% by mass, and an even more preferred upper limit is 60% by mass.
- the content of the structural units derived from 2-ethylhexyl (meth)acrylate in the (meth)acrylic copolymer has a preferred lower limit of 10 mass % and an upper limit of 100 mass %.
- the content of the structural units derived from 2-ethylhexyl (meth)acrylate is more preferably 30% by mass in lower limit and 80% by mass in upper limit, still more preferably 50% by mass in lower limit and still more preferably 60% by mass in upper limit.
- the (meth)acrylic copolymer may have a structural unit derived from another copolymerizable polymerizable monomer other than n-butyl (meth)acrylate and 2-ethylhexyl (meth)acrylate, as necessary.
- the other copolymerizable polymerizable monomer include (meth)acrylic acid alkyl esters having an alkyl group with 1 to 3 carbon atoms, (meth)acrylic acid alkyl esters having an alkyl group with 13 to 18 carbon atoms, and functional monomers.
- Examples of the (meth)acrylic acid alkyl esters having an alkyl group of 1 to 3 carbon atoms include methyl (meth)acrylate, ethyl (meth)acrylate, n-propyl (meth)acrylate, and isopropyl (meth)acrylate.
- Examples of the (meth)acrylic acid alkyl esters having an alkyl group of 13 to 18 carbon atoms include tridecyl (meth)acrylate and stearyl (meth)acrylate.
- Examples of the functional monomer include hydroxyalkyl (meth)acrylate, glycerin di(meth)acrylate, glycidyl (meth)acrylate, 2-(meth)acryloyloxyethyl isocyanate, (meth)acrylic acid, itaconic acid, maleic anhydride, crotonic acid, maleic acid, fumaric acid, etc.
- hydroxyl group-containing monomers such as hydroxyalkyl (meth)acrylate and glycerin di(meth)acrylate are preferred.
- Specific examples of the hydroxyalkyl (meth)acrylate include 2-hydroxyethyl (meth)acrylate.
- the weight average molecular weight (Mw) of the (meth)acrylic copolymer has a preferred lower limit of 1 million.
- the weight average molecular weight of the (meth)acrylic copolymer is 1 million or more, so that the storage modulus and bulk cohesive strength of the pressure-sensitive adhesive layer at 180° C. are improved, and peeling of the pressure-sensitive adhesive layer when a load is applied can be further suppressed.
- the weight average molecular weight of the (meth)acrylic copolymer is more preferably 1.1 million and even more preferably 1.3 million.
- the weight average molecular weight of the (meth)acrylic copolymer is preferably 2 million at the upper limit.
- the weight average molecular weight of the (meth)acrylic copolymer is 2 million or less, so that the pressure-sensitive adhesive layer has poor interface wettability, and therefore, when a load is applied, the interface peeling can be more suppressed.
- the weight average molecular weight of the (meth)acrylic copolymer is more preferably 1.9 million at the upper limit, more preferably 1.8 million at the upper limit, and even more preferably 1.75 million at the upper limit.
- the ratio of the weight average molecular weight (Mw) to the number average molecular weight (Mn) of the (meth)acrylic copolymer has a preferred lower limit of 1.05 and a preferred upper limit of 5.0.
- Mw/Mn weight distribution of the (meth)acrylic copolymer
- the weight average molecular weight (Mw) and the number average molecular weight (Mn) are weight average molecular weight and number average molecular weight calculated based on standard polystyrene by GPC (gel permeation chromatography). Specifically, the obtained acrylic copolymer solution is diluted 50 times with tetrahydrofuran (THF) and the resulting diluted solution is filtered through a filter (material: polytetrafluoroethylene, pore diameter: 0.2 ⁇ m).
- THF tetrahydrofuran
- the obtained filtrate is supplied to a gel permeation chromatograph (Waters, 2690 Separations Model) and GPC measurement is performed under conditions of a sample flow rate of 1 mL/min and a column temperature of 40 ° C., and the polystyrene-equivalent molecular weight of the (meth)acrylic copolymer is measured, and this molecular weight is the weight average molecular weight (Mw) and number average molecular weight (Mn) of the (meth)acrylic copolymer.
- Mw weight average molecular weight
- Mn number average molecular weight
- Examples of the column used include GPC KF-806L (Showa Denko KK), and examples of the detector include a differential refractometer.
- the molecular weight distribution (Mw/Mn) of the (meth)acrylic copolymer can be calculated using the weight average molecular weight (Mw) and number average molecular weight (Mn) of the obtained (meth)acrylic copolymer.
- the method for adjusting the molecular weight distribution (Mw/Mn) of the (meth)acrylic copolymer is not particularly limited, but examples include a method using living radical polymerization, a method of performing constant temperature polymerization, and a method of polymerizing while adjusting the amount of monomer input in boiling point polymerization.
- a monomer mixture consisting of n-butyl (meth)acrylate, 2-ethylhexyl (meth)acrylate, other copolymerizable monomers, etc.
- a radical reaction in the presence of a polymerization initiator.
- a method for radically reacting the monomer mixture i.e., a polymerization method
- a conventionally known method may be used, such as solution polymerization (boiling point polymerization or constant temperature polymerization), emulsion polymerization, suspension polymerization, bulk polymerization, etc.
- the adhesive layer preferably further contains a tackifier resin in order to exert high adhesive strength.
- tackifier resin examples include rosin resins, rosin ester resins, hydrogenated rosin resins, terpene resins, terpene phenol resins, coumarone-indene resins, alicyclic saturated hydrocarbon resins, C5 petroleum resins, C9 petroleum resins, C5-C9 copolymer petroleum resins, etc.
- rosin resins or terpene resins are preferred, and rosin resins or terpene resins having a hydroxyl group are more preferred.
- These tackifier resins may be used alone or in combination of two or more kinds.
- Examples of the rosin resin having a hydroxyl group include Pencel D-135 and Superester A-75 (both manufactured by Arakawa Chemical Industries, Ltd.).
- Examples of the terpene resin having a hydroxyl group include YS Polystar G150 and YS Polystar T160 (both manufactured by Yasuhara Chemical Co., Ltd.).
- the tackifier resin has a softening point of preferably 70° C. at the lower limit and 170° C. at the upper limit. If the softening point of the tackifier resin is 70° C. or higher, the pressure-sensitive adhesive layer has improved holding power against a load. If the softening point of the tackifier resin is 170° C. or lower, the pressure-sensitive adhesive layer has poor interface wettability, and therefore, interfacial peeling when a load is applied can be more effectively suppressed. The more preferred lower limit of the softening point of the tackifier resin is 120° C. In this specification, the "softening point of the tackifier resin" means the softening temperature measured according to JIS K2207 (ring and ball method).
- the tackifier resin has a preferred lower limit of hydroxyl value of 25 mgKOH/g.
- the tackifier resin has a hydroxyl value of 25 mgKOH/g or more, so that the interaction with the interface of the pressure-sensitive adhesive layer is poor, and therefore, interfacial peeling can be more suppressed when a load is applied.
- the more preferred lower limit of the hydroxyl value of the tackifier resin is 30 mgKOH/g, and the even more preferred lower limit is 35 mgKOH/g.
- the upper limit of the hydroxyl value of the tackifier resin is not particularly limited. In this specification, the hydroxyl value of the tackifier resin can be measured according to JIS K1557 (phthalic anhydride method).
- the content of the tackifier resin relative to 100 parts by mass of the (meth)acrylic copolymer is preferably 5 parts by mass at the lower limit and 60 parts by mass at the upper limit. When the content of the tackifier resin is within this range, the adhesive strength of the obtained double-sided adhesive tape becomes more sufficient.
- a more preferred lower limit of the content of the tackifier resin is 10 parts by mass, a more preferred upper limit is 50 parts by mass, an even more preferred lower limit is 15 parts by mass, and an even more preferred upper limit is 40 parts by mass.
- the pressure-sensitive adhesive layer may be added with a crosslinking agent to form a crosslinked structure between the main chains of the resins (e.g., the (meth)acrylic copolymer, the tackifier resin, etc.) constituting the pressure-sensitive adhesive layer.
- the crosslinking agent may be added to the pressure-sensitive adhesive layer on both sides, or may be added to the pressure-sensitive adhesive layer only on one side. By adjusting the type and amount of the crosslinking agent, it becomes easier to adjust the shear storage modulus and gel fraction at 180°C of the pressure-sensitive adhesive layer.
- crosslinking agent examples include isocyanate-based crosslinking agents, aziridine-based crosslinking agents, epoxy-based crosslinking agents, metal chelate-type crosslinking agents, etc. Among these, isocyanate-based crosslinking agents are preferred from the viewpoint of adhesion to the substrate.
- the pressure-sensitive adhesive layer may contain a silane coupling agent to further improve adhesive strength.
- silane coupling agent include epoxy silanes, acrylic silanes, methacrylic silanes, amino silanes, and isocyanate silanes.
- the pressure-sensitive adhesive layer may contain a coloring material to impart light-blocking properties.
- the coloring material include carbon black, aniline black, titanium oxide, and the like. Among these, carbon black is preferred because it is relatively inexpensive and chemically stable.
- the pressure-sensitive adhesive layer may contain conventionally known fine particles and additives, such as inorganic fine particles, conductive fine particles, antioxidants, foaming agents, organic fillers, and inorganic fillers, as necessary.
- the pressure-sensitive adhesive layer has a gel fraction of preferably 25% by mass or less.
- the pressure-sensitive adhesive layer has a gel fraction of 25% by mass or more, which increases the storage modulus and bulk strength of the pressure-sensitive adhesive layer at 180° C., and can suppress peeling of the pressure-sensitive adhesive layer when a load is applied.
- the pressure-sensitive adhesive layer has a more preferred gel fraction of 30% by mass or less, and a further more preferred gel fraction of 40% by mass or less.
- the gel fraction of the pressure-sensitive adhesive layer is preferably 80% by mass or less. By making the gel fraction of the pressure-sensitive adhesive layer 80% by mass or less, it is possible to further suppress the interface peeling when a load is applied due to poor wettability of the interface of the pressure-sensitive adhesive layer.
- the gel fraction of the pressure-sensitive adhesive layer is more preferably 75% by mass or less, and even more preferably 70% by mass or less.
- the gel fraction of the pressure-sensitive adhesive layer can be measured, for example, by the following method. That is, the double-sided adhesive tape is cut into a flat rectangular shape of 50 mm x 100 mm to prepare a test piece. The test piece is immersed in ethyl acetate at 23 ° C for 24 hours, then removed from the ethyl acetate and dried at 110 ° C for 1 hour. The mass W2 of the test piece after drying is measured, and the gel fraction is calculated using the following formula (2), to obtain the gel fraction of the adhesive layer.
- the pressure-sensitive adhesive layer has a preferred lower limit of a shear storage modulus (G') at 180°C of 15 kPa. If the pressure-sensitive adhesive layer has a shear storage modulus of 15 kPa or more at 180°C, the bulk cohesive force of the pressure-sensitive adhesive layer is improved, and peeling of the pressure-sensitive adhesive layer when a shear load or an oblique load is applied can be further suppressed.
- the more preferred lower limit of the shear storage modulus of the pressure-sensitive adhesive layer at 180°C is 18 kPa, and the even more preferred lower limit is 21 kPa.
- the pressure-sensitive adhesive layer has a preferred upper limit of shear storage modulus at 180° C. of 50 kPa.
- the pressure-sensitive adhesive layer has a shear storage modulus at 180° C. of 50 kPa or less, the pressure-sensitive adhesive layer has poor interface wettability, and therefore, when a shear load or an inclined load is applied, interfacial peeling can be more suppressed.
- the pressure-sensitive adhesive layer has a more preferred upper limit of shear storage modulus at 180° C. of 40 kPa, and even more preferably 32 kPa.
- the shear storage modulus of the pressure-sensitive adhesive layer at 180°C can be measured using a viscoelasticity measuring device (e.g., Rheometrics Dynamic Analyze RDA-700 manufactured by Rheometrics Corporation) under the conditions of a shear mode, a measurement temperature of -40 to 200°C, a heating rate of 3°C/min, a frequency of 10 Hz, and a strain of 0.10%.
- a viscoelasticity measuring device e.g., Rheometrics Dynamic Analyze RDA-700 manufactured by Rheometrics Corporation
- the gel fraction of the pressure-sensitive adhesive layer and the shear storage modulus at 180°C of the pressure-sensitive adhesive layer can be adjusted within the above ranges, for example, by adjusting the composition, weight average molecular weight, molecular weight distribution (weight average molecular weight/number average molecular weight) of the (meth)acrylic copolymer contained in the pressure-sensitive adhesive layer, or by adjusting the type and amount of the crosslinking agent and tackifier resin contained in the pressure-sensitive adhesive layer.
- the thickness of the adhesive layer is preferably 20 ⁇ m at the lower limit and 100 ⁇ m at the upper limit. If the thickness of the adhesive layer is 20 ⁇ m or more, the adhesive strength of the adhesive layer is sufficient. If the thickness of the adhesive layer is 100 ⁇ m or less, the stress relaxation property of the foam substrate can sufficiently contribute to the stress relaxation property of the double-sided adhesive tape as a whole.
- a more preferred lower limit of the thickness of the adhesive layer is 25 ⁇ m, a more preferred upper limit is 80 ⁇ m, an even more preferred lower limit is 30 ⁇ m, an even more preferred upper limit is 70 ⁇ m, an even more preferred lower limit is 35 ⁇ m, and an even more preferred upper limit is 65 ⁇ m.
- the double-sided pressure-sensitive adhesive tape of the present invention may have layers other than the foam substrate and the pressure-sensitive adhesive layer as necessary.
- the double-sided pressure-sensitive adhesive tape of the present invention preferably further comprises a resin layer.
- the double-sided pressure-sensitive adhesive tape of the present invention has a resin layer, which can prevent the foam substrate from stretching and breaking during handling.
- the resin layer preferably has a higher shear strength than the foam substrate, so that the resulting double-sided pressure-sensitive adhesive tape can have excellent reworkability.
- the double-sided pressure-sensitive adhesive tape of the present invention may have only one resin layer or may have a plurality of resin layers. From the viewpoint of suppressing wrinkles and folds during winding, it is preferable that the double-sided pressure-sensitive adhesive tape has only one resin layer.
- polyester-based resins such as polyethylene terephthalate, acrylic resins, polyethylene resins, polypropylene resins, polyvinyl chloride, epoxy resins, silicone resins, phenolic resins, polyimide, polyester, polycarbonate, and the like.
- acrylic resins, polyethylene resins, polypropylene resins, and polyester resins are preferred due to their excellent flexibility.
- polyester-based resins polyethylene terephthalate is preferred.
- the resin constituting the resin layer may be a thermoplastic resin.
- the thermoplastic resin is not particularly limited, and examples thereof include styrene-based (co)polymers, olefin-based (co)polymers, vinyl chloride-based (co)polymers, polyether ester-based triblock (co)polymers, polyester-based (co)polymers, urethane-based (co)polymers, amide-based (co)polymers, and acrylic-based (co)polymers.
- the thermoplastic resin is preferably an acrylic (co)polymer, a styrene-based (co)polymer, or an olefin-based (co)polymer, from the viewpoint of being able to exhibit strength, elongation, flexibility, and self-adhesiveness as an elastic body, and being able to further improve the adhesion between the resin layer and the substrate while exhibiting excellent reworkability.
- the thermoplastic resin is an acrylic (co)polymer or a styrene-based (co)polymer, and even more preferable that the thermoplastic resin is a styrene-based (co)polymer.
- the resin layer preferably has an upper limit of a tensile modulus of 200 MPa.
- a tensile modulus of 200 MPa By using a flexible resin having a tensile modulus of 200 MPa or less for the resin layer, the flexibility of the obtained double-sided pressure-sensitive adhesive tape as a whole is ensured, making it easy to wind up the double-sided pressure-sensitive adhesive tape into a roll, and significantly improving the handleability.
- the tensile modulus of the resin layer can be measured by a method conforming to JIS K 7161. Specifically, for example, a punching blade (for example, "Tensile No.
- the thickness of the resin layer is preferably 10 ⁇ m at the lower limit and 100 ⁇ m at the upper limit. When the thickness of the resin layer is 10 ⁇ m or more, the resin layer is less likely to break even when pulled. When the thickness of the resin sheet is 100 ⁇ m or less, a decrease in conformity to the adherend can be suppressed.
- a more preferred lower limit of the thickness of the resin layer is 15 ⁇ m, a more preferred upper limit is 80 ⁇ m, an even more preferred lower limit is 20 ⁇ m, an even more preferred upper limit is 60 ⁇ m, an even more preferred lower limit is 25 ⁇ m, and an even more preferred upper limit is 50 ⁇ m.
- the resin layer may be colored.
- coloring the resin layer By coloring the resin layer, light-shielding properties can be imparted to the obtained double-sided pressure-sensitive adhesive tape.
- methods for coloring the resin layer include a method in which particles of carbon black, titanium oxide, or the like, or fine air bubbles are kneaded into the resin constituting the resin layer, and a method in which ink is applied to the surface of the resin layer.
- Examples of methods for producing the double-sided pressure-sensitive adhesive tape of the present invention include the following methods. First, a solvent is added to an acrylic copolymer, a tackifier resin, etc. to prepare a solution of adhesive A. This solution of adhesive A is applied to the release-treated surface of a release film, and the solvent in the solution is dried and removed to form an adhesive layer. This adhesive layer is pressed onto the surface of the foam substrate by a rubber roller or the like and bonded. In the same manner, an adhesive layer is bonded to the other side of the foam substrate, thereby obtaining a double-sided adhesive tape having adhesive layers on both sides of the foam substrate and having the surface of the adhesive layer covered with a release film.
- the preferred lower limit of the thickness of the entire double-sided pressure-sensitive adhesive tape of the present invention is 600 ⁇ m, and the preferred upper limit is 3000 ⁇ m.
- the overall thickness of the double-sided pressure-sensitive adhesive tape of the present invention is 600 ⁇ m or more, the adhesive strength of the obtained double-sided pressure-sensitive adhesive tape is sufficient, and the stress relaxation property is also sufficient.
- the overall thickness of the double-sided pressure-sensitive adhesive tape of the present invention is 3000 ⁇ m or less, sufficient adhesion and fixation by the obtained double-sided pressure-sensitive adhesive tape can be realized, and the flexibility of both adhesive surfaces is also more sufficient.
- the more preferred lower limit of the thickness of the entire double-sided pressure-sensitive adhesive tape of the present invention is 700 ⁇ m
- the more preferred upper limit is 1700 ⁇ m
- the even more preferred lower limit is 850 ⁇ m
- the even more preferred upper limit is 1500 ⁇ m.
- a certain thickness is required to fill gaps between components, and it has been even more difficult to solve the problem of the present invention within such design constraints, i.e., to achieve both high load retention and excellent flexibility.
- the double-sided pressure-sensitive adhesive tape of the present invention can be used, for example, for fixing components in electronic devices, such as televisions, monitors, portable electronic devices, and in-vehicle electronic devices.
- the double-sided adhesive tape of the present invention is preferably used for fixing components in display devices such as televisions and monitors, particularly in relatively large display devices, and is specifically used, for example, for fixing the cover panel on the surface of the display device to the housing.
- the double-sided adhesive tape of the present invention can exhibit high holding power against shear loads and tilt loads, and furthermore, the double-sided adhesive tape of the present invention has excellent flexibility and can suppress unevenness in screen display caused by steps and unevenness in the housing of the display device, so that it is preferably used even when components are fixed with a narrow double-sided adhesive tape in a relatively large display device.
- the shape of the double-sided adhesive tape of the present invention in these applications is not particularly limited, and examples thereof include rectangular, frame-shaped, circular, elliptical, and doughnut-shaped shapes.
- the double-sided pressure-sensitive adhesive tape of the present invention may also be used for vehicle interiors, and the interior and exterior of home appliances (for example, TVs, monitors, air conditioners, refrigerators, etc.).
- the present invention provides a double-sided adhesive tape that combines high load-bearing strength with excellent flexibility.
- FIG. 2 is a schematic diagram showing a shear tensile test of a double-sided adhesive tape.
- 1 is a schematic cross-sectional view showing an initial state when a liquid crystal panel is fixed to a housing.
- 11 is a schematic cross-sectional view showing a saturated state when a liquid crystal panel is fixed to a housing.
- FIG. FIG. 2 is a schematic diagram showing a 45° inclination holding test of a double-sided adhesive tape.
- FIG. 2 is a schematic cross-sectional view of a test sample used for evaluating screen display unevenness.
- FIG. 1 is a schematic diagram showing an actual machine retention test.
- the obtained filtrate was supplied to a gel permeation chromatograph (manufactured by Waters, "2690 Separations Model") and GPC measurement was performed under conditions of a sample flow rate of 1 mL/min and a column temperature of 40 ° C., and the polystyrene-equivalent molecular weight of acrylic copolymer A was measured to obtain the weight average molecular weight (Mw).
- the weight average molecular weight (Mw) was 1.4 million.
- a GPC KF-806L manufactured by Showa Denko KK
- a differential refractometer was used as the detector.
- Example 1 Preparation of foam substrate
- the foamable composition for forming the first foam layer was 75 parts by mass of low-density polyethylene (UBF polyethylene F420, manufactured by Ube Maruzen Polyethylene Co., Ltd., density 0.920 g/ cm3 , loss tangent at 23°C 0.1), 25 parts by mass of ⁇ -olefin copolymer (Mitsui Chemicals, Inc., loss tangent at 23°C 1.3) as resin (R1), 8.0 parts by mass of azodicarbonamide as a thermal decomposition type foaming agent, 1 part by mass of zinc oxide as a decomposition temperature regulator, and 0.5 parts by mass of 2,6-di-t-butyl-p-cresol as an antioxidant.
- UPF polyethylene F420 manufactured by Ube Maruzen Polyethylene Co., Ltd., density 0.920 g/ cm3 , loss tangent at 23°C 0.1
- ⁇ -olefin copolymer Mitsubishi Chemicals, Inc., loss
- the foamable composition for forming the second foam layer a composition consisting of 100 parts by mass of polyethylene (manufactured by Ube Maruzen Polyethylene Co., Ltd., "UBF Polyethylene F420"), 1 part by mass of zinc oxide as a decomposition temperature regulator, and 0.5 parts by mass of 2,6-di-t-butyl-p-cresol as an antioxidant was used.
- the foamable composition forming the first foam layer and the foamable composition forming the second foam layer were supplied to an extruder for multi-layer extrusion molding and melt-kneaded at 130° C.
- a long sheet-like foam raw material having a thickness of about 0.06 mm was extruded, in which a layer made of the foamable composition forming the first foam layer and a layer made of the foamable composition forming the second foam layer were laminated on both sides of the layer made of the foamable composition forming the first foam layer.
- the long sheet-like foam raw material was crosslinked by irradiating both sides with an electron beam of 500 kV at an acceleration voltage of 4.0 Mrad.
- the crosslinked foam raw material was continuously sent into a foaming furnace maintained at 250 ° C. by hot air and an infrared heater to be heated and foamed, and stretched at an MD stretch ratio of 3.5 times.
- a foam base material in which a second foam layer was laminated on both sides of a first foam layer was obtained.
- the thickness and density of the first foam layer and the second foam layer were measured according to JIS K 7222, and the expansion ratio was calculated using the obtained density.
- the expansion ratio of the entire foam base material was calculated from the following formula (1) using the expansion ratio of the first foam layer and the second expansion ratio. The measurement results are shown in Table 1.
- Foaming ratio (times) 1/( ⁇ 1 ⁇ r 1 + ⁇ 2 ⁇ r 2 ) (1)
- ⁇ 1 density of the first foam layer (kg/m 3 )
- r 1 ratio of the thickness of the first foam layer to the thickness of the entire foam substrate
- ⁇ 2 density of the second foam layer (kg/m 3 )
- r 2 ratio of the thickness of the second foam layer to the thickness of the entire foam substrate
- a release film having a thickness of 50 ⁇ m was prepared, and the obtained adhesive solution was applied to the release-treated surface of this release film, and dried at 110 ° C for 5 minutes to prepare an adhesive sheet (a) having a 40 ⁇ m thick adhesive layer, which was then attached to the resin sheet surface of the laminate.
- an adhesive sheet (b) having the same configuration as the adhesive sheet (a) was also attached to the surface of the foam substrate of the laminate. After that, the laminate was aged by heating at 40 ° C for 48 hours. This resulted in a double-sided adhesive tape having the resin sheet as the resin layer, a first adhesive layer on the side of the foam substrate having the resin layer and a second adhesive layer on the other side, with the adhesive layers on both sides covered with release films.
- Example 2 to 4 A double-sided pressure-sensitive adhesive tape was prepared in the same manner as in Example 1, except that in the above-mentioned "(1) Preparation of foam substrate", the content (parts by mass) of the resin forming the first foam layer, resin (R1), was changed to the content (parts by mass) shown in Table 1.
- Examples 5, 7, 8, 11, and 13 In the above-mentioned "(1) Preparation of foam substrate", a double-sided adhesive tape was prepared in the same manner as in Example 1, except that the expansion ratio, thickness, and aspect ratio of the first foam layer were changed as shown in Table 1 by adjusting the amount of foaming agent, line speed, tension, etc. when producing the foam substrate.
- Example 6 Comparative Examples 1 and 2 Double-sided pressure-sensitive adhesive tapes were prepared in the same manner as in Example 1, except that in the above-mentioned "(2) Preparation of pressure-sensitive adhesive solution", a pressure-sensitive adhesive layer was formed using an acrylic copolymer shown in Tables 1 and 2 instead of acrylic copolymer A.
- Example 9 In the above-mentioned "(1) Preparation of foam substrate", the resin (R1) used in the foamable composition forming the first foam layer was changed to 25 parts by mass of styrene-ethylene-butylene-styrene block copolymer (SEBS) (manufactured by Asahi Kasei Corporation, "S.O.E (registered trademark) S1609", loss tangent at 23°C 0.9).
- SEBS styrene-ethylene-butylene-styrene block copolymer
- SEBS styrene-ethylene-butylene-styrene block copolymer
- S.O.E registered trademark
- Example 10 In the above-mentioned "(1) Preparation of foam substrate", for the foamable composition forming the first foam layer, 25 parts by mass of Hybrar (registered trademark) 7311F (manufactured by Kuraray Co., Ltd. (loss tangent at 23°C: 0.1)) was used in place of 25 parts by mass of the ⁇ -olefin copolymer which is the resin (R1). A double-sided pressure-sensitive adhesive tape was prepared in the same manner as in Example 1 except for the above.
- Hybrar registered trademark
- 7311F manufactured by Kuraray Co., Ltd. (loss tangent at 23°C: 0.1)
- Example 12 A double-sided adhesive tape was prepared in the same manner as in Example 1, except that in the above-mentioned "(1) Preparation of foam substrate", 2.0 parts by mass of azodicarbonamide was further added as a thermal decomposition type foaming agent to the foamable composition forming the second foam layer.
- Example 14 A double-sided adhesive tape was prepared in the same manner as in Example 1, except that in the above-mentioned "(1) Preparation of foam substrate", only the foamable composition forming the first foam layer was used, and the line speed and tension were appropriately adjusted to prepare a foam substrate having only the first foam layer with the thickness shown in Table 1.
- Example 15 In the above-mentioned "(3) Preparation of double-sided adhesive tape", a double-sided adhesive tape without a resin layer was prepared. That is, a polyethylene terephthalate (PET) film having a thickness of 50 ⁇ m was prepared as a release film, and the obtained adhesive solution was applied to the release-treated surface of this release film, and dried at 110 ° C for 5 minutes to prepare an adhesive sheet (a) having an adhesive layer having a thickness of 40 ⁇ m, which was then attached to the surface of the foam substrate prepared in Example 1. In addition, in the same manner, an adhesive layer (b) having the same configuration as the adhesive sheet (a) was attached to the other surface of the foam substrate. After that, the adhesive layer was aged by heating at 40 ° C for 48 hours. A double-sided pressure-sensitive adhesive tape not having a resin layer was obtained in the same manner as in Example 1 except for the above.
- PET polyethylene terephthalate
- Example 16 In the above-mentioned "(1) Preparation of foam substrate", for the foamable composition forming the first foam layer, the same low-density polyethylene and resin (R1) as in Example 1, and ethylene-vinyl acetate copolymer (EVA) (manufactured by Tosoh Corporation, "Ultrathene 636", vinyl acetate content 19%, density 0.941 g/cm 3 , MFR 2.5 g/10 min (190° C.), loss tangent at 23° C. 0.1) were used in the amounts (parts by mass) shown in Table 1. Except for this, a double-sided pressure-sensitive adhesive tape was prepared in the same manner as in Example 1.
- EVA ethylene-vinyl acetate copolymer
- a foamable composition for forming the first foam layer a composition consisting of 100 parts by mass of low-density polyethylene (manufactured by Ube Maruzen Polyethylene Co., Ltd., "UBE Polyethylene F420"), 4.5 parts by mass of azodicarbonamide as a thermal decomposition type foaming agent, 1 part by mass of zinc oxide as a decomposition temperature regulator, and 0.5 parts by mass of 2,6-di-t-butyl-p-cresol as an antioxidant was supplied to an extruder and melt-kneaded at 130°C, and a long sheet-like foam raw material having a thickness of approximately 0.2 mm was extruded.
- low-density polyethylene manufactured by Ube Maruzen Polyethylene Co., Ltd., "UBE Polyethylene F420”
- azodicarbonamide as a thermal decomposition type foaming agent
- zinc oxide as a decomposition temperature regulator
- 2,6-di-t-butyl-p-cresol as an antioxidant
- both sides of the long sheet-like foam raw material were crosslinked by irradiating them with an electron beam at an accelerating voltage of 500 kV for 4.0 Mrad.
- the crosslinked foam raw material was continuously sent into a foaming furnace maintained at 250°C by hot air and an infrared heater to be heated and foamed, and stretched at a MD stretch ratio of 2.5 times to obtain a polyethylene foam.
- a 40 ⁇ m thick sheet made of a styrene-acrylic copolymer manufactured by Fujikura Kasei Co., Ltd., "SCT-126" was heat-sealed to the obtained polyethylene foam.
- a double-sided pressure-sensitive adhesive tape was produced in the same manner as in Example 1 except for the above.
- the solution was applied to a predetermined thickness on a release film (manufactured by Nippa Corporation, "V-2") having a thickness of 50 ⁇ m using an applicator, and the foam raw material was reacted to obtain a polyurethane foam (thickness 700 ⁇ m).
- a 40 ⁇ m-thick sheet made of acrylic resin manufactured by Kuraray Co., Ltd., "LA250" was heat-sealed to the obtained polyurethane foam.
- a double-sided pressure-sensitive adhesive tape was produced in the same manner as in Example 1 except for the above.
- the gel fraction of the pressure-sensitive adhesive layer, the shear storage modulus of the pressure-sensitive adhesive layer at 180° C., the shear tensile strength of the pressure-sensitive adhesive tape at 23° C., the residual compressive stress of the pressure-sensitive adhesive tape, and the tilt retention time of the pressure-sensitive adhesive tape were measured by the methods described above.
- the results are shown in Tables 1 and 2.
- the test time for the 45° inclination holding test conducted to measure the inclination holding time of the adhesive tapes shown in Tables 1 and 2 was set to a maximum of 500 hours, and if the weight did not fall even after 500 hours had elapsed, the inclination holding time was indicated as "500 or more.”
- FIG. 5 shows a schematic cross-sectional view of a test sample used for evaluation of screen display unevenness.
- Four sheets of the step-forming tape 5 manufactured by Sekisui Chemical Co., Ltd., "3810RS", width 20 mm x length 140 mm x thickness 0.1 mm
- SUS plate 4 width 40 mm x length 140 mm
- the double-sided adhesive tape 1 obtained in the above "(3) Preparation of double-sided adhesive tape” was cut into a flat rectangular shape of width 20 mm x length 140 mm, and laminated on the step-forming tape 5 and the SUS plate 4 so as to form a slope. Furthermore, a polycarbonate (PC) plate 6 (manufactured by Takiron CI Co., Ltd., "PC1600") of width 40 mm x length 140 mm x thickness 3 mm was attached from above to the double-sided adhesive tape 1, and a 2 kg rubber roller was used to make one reciprocating motion at a speed of 300 mm/min to press each layer, thereby preparing a test sample having a step formed by the step-forming tape 5.
- PC polycarbonate
- the absolute value of the difference in the thickness change with the adjacent section is calculated, and the larger of the absolute values of the difference with the sections on both sides is taken as the absolute value of the difference in the thickness change of that section (for example, when the thickness change from 0 to 5000 is 50, the thickness change from 5000 to 10000 is 70, and the thickness change from 10000 to 15000 is 90, the thickness change from 5000 to 10000 is 40).
- the maximum thickness change amount among all sections was taken as the slope ( ⁇ m), and the obtained slope was used to evaluate the unevenness of the screen display according to the following criteria.
- ⁇ The inclination was 11 ⁇ m or less.
- the inclination was greater than 11 ⁇ m and equal to or less than 13 ⁇ m.
- ⁇ The inclination was greater than 13 ⁇ m.
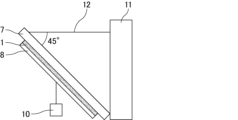
- the obtained double-sided adhesive tape 1 was cut into a size of 3 mm width, and the first adhesive layer was attached parallel to two short sides and one long side of an aluminum plate 8 (width 260 mm ⁇ length 500 mm ⁇ thickness 3 mm). Then, the second adhesive layer was attached to a glass plate 7 (width 200 mm ⁇ length 400 mm ⁇ thickness 3 mm) so that the edges were aligned with the double-sided adhesive tape 1, and a 2 kg rubber roller was used from the glass plate 7 side to press the tape back and forth at a speed of 300 mm/min, and the tape was left to stand for 24 hours in an environment of 23°C and 50% RH to obtain a measurement sample.
- the obtained measurement sample was subjected to a real-machine retention test.
- a schematic diagram of the real-machine retention test is shown in FIG. 6.
- a laminate consisting of a glass plate 7, a double-sided adhesive tape 1, and an aluminum plate 8 was hung at 45° from a metal rod 12 by a string 11 in an environment of 60°C and 90% RH, and then a 3.5 kg weight 10 was hung from the center of the glass plate 7 so that a load was applied to the double-sided adhesive tape 1 and the glass plate 7, and the time (retention time) until the weight 10 fell was measured.
- Evaluation was performed according to the following criteria. ⁇ : The weight did not fall even after 250 hours had elapsed since it was held.
- the obtained double-sided adhesive tape was cut into a size of 5 mm x 125 mm, and a 2 kg rubber roller was rolled back and forth at a speed of 300 mm/min on each of the adhesive layers on both sides to attach them to a glass plate, and then the laminate was cured for 24 hours under an environment of 23 ° C and 50% RH to prepare a laminate of glass plate / double-sided adhesive tape / glass plate.
- the obtained laminate was divided by slicing the center part of the first foam layer with a razor (manufactured by Feather Co., Ltd.).
- a sample of glass plate / first adhesive layer / resin layer / adhesive layer / second foam layer / first foam layer (about half the thickness) (referred to as a "sample of the first adhesive layer") and a sample of first foam layer (about half the thickness) / second foam layer / second adhesive layer / glass plate (referred to as a "sample of the second adhesive layer").
- the adhesive tape was peeled off from the glass plate by pulling it at a high speed (about 1000 mm/min) in a direction at an angle of 30°, and the reworkability of the adhesive tape was evaluated according to the following criteria.
- ⁇ The double-sided adhesive tape could be peeled off without breaking.
- ⁇ The double-sided adhesive tape could be peeled off, but the foam substrate broke once during the peeling process.
- x The foam substrate broke two or more times during peeling of the double-sided adhesive tape. Even if the evaluation is "x", the double-sided pressure-sensitive adhesive tape of the present invention can be used without any problem depending on the application.
- the obtained double-sided pressure-sensitive adhesive tape was cut into a size of 50 mm in width ⁇ 125 mm in length, and the first pressure-sensitive adhesive layer was pressed against a SUS plate (a SUS304 plate that had been washed with ethanol and then wiped dry) by moving a 2 kg rubber roller back and forth once at a speed of 300 mm/min to obtain a test sample.
- a SUS plate a SUS304 plate that had been washed with ethanol and then wiped dry
- the second adhesive layer of the double-sided adhesive tape was turned upward, and then the release film was peeled off, and a separator (manufactured by SAN-EI Corporation, "WHCZ11CM", width 50 mm x length 125 mm x thickness 1.1 mm) was gently placed on the exposed second adhesive layer.
- the separator After leaving it to stand for 48 hours in an environment of 40°C, the separator was peeled off, and the depth of wrinkles generated in the second adhesive layer was measured using a digital microscope (manufactured by KEYENCE Corporation, "VR-3000", magnification 12 times), and evaluation was performed according to the following criteria.
- ⁇ There were no wrinkles in the second pressure-sensitive adhesive layer.
- ⁇ Wrinkles were present in the second pressure-sensitive adhesive layer, but the depth of all the wrinkles was 60 ⁇ m or less.
- x Wrinkles were present in the second pressure-sensitive adhesive layer, and the wrinkles were deeper than 60 ⁇ m. Even if the evaluation is "x", the double-sided pressure-sensitive adhesive tape of the present invention can be used without any problem depending on the application.
- the present invention provides a double-sided adhesive tape that combines high load-bearing strength with excellent flexibility.
- Reference Signs List 1 Double-sided adhesive tape 2 Liquid crystal panel 3 Housing 4 SUS plate 5 Tape for forming step 6 Polycarbonate (PC) plate 7 Glass plate 8 Aluminum plate 9 1 kg weight 10 3.5 kg weight 11 String 12 Metal rod
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Adhesive Tapes (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024547090A JPWO2025013892A1 (https=) | 2023-07-11 | 2024-07-10 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-113713 | 2023-07-11 | ||
| JP2023113713 | 2023-07-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025013892A1 true WO2025013892A1 (ja) | 2025-01-16 |
Family
ID=94215916
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/024915 Pending WO2025013892A1 (ja) | 2023-07-11 | 2024-07-10 | 両面粘着テープ |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2025013892A1 (https=) |
| TW (1) | TW202509162A (https=) |
| WO (1) | WO2025013892A1 (https=) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015110781A (ja) * | 2013-08-26 | 2015-06-18 | 日東電工株式会社 | 発泡シート |
| WO2016093133A1 (ja) * | 2014-12-10 | 2016-06-16 | 積水化学工業株式会社 | 衝撃吸収シート、衝撃吸収粘着シート、前面板固定用衝撃吸収両面粘着シート、背面板固定用衝撃吸収両面粘着シート、及び、バックライトユニット固定用衝撃吸収両面粘着シート |
| WO2022065392A1 (ja) * | 2020-09-23 | 2022-03-31 | 積水化学工業株式会社 | 両面粘着テープ |
| JP2023040962A (ja) * | 2021-09-10 | 2023-03-23 | 積水化学工業株式会社 | 発泡体 |
-
2024
- 2024-07-10 WO PCT/JP2024/024915 patent/WO2025013892A1/ja active Pending
- 2024-07-10 JP JP2024547090A patent/JPWO2025013892A1/ja active Pending
- 2024-07-10 TW TW113125868A patent/TW202509162A/zh unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015110781A (ja) * | 2013-08-26 | 2015-06-18 | 日東電工株式会社 | 発泡シート |
| WO2016093133A1 (ja) * | 2014-12-10 | 2016-06-16 | 積水化学工業株式会社 | 衝撃吸収シート、衝撃吸収粘着シート、前面板固定用衝撃吸収両面粘着シート、背面板固定用衝撃吸収両面粘着シート、及び、バックライトユニット固定用衝撃吸収両面粘着シート |
| WO2022065392A1 (ja) * | 2020-09-23 | 2022-03-31 | 積水化学工業株式会社 | 両面粘着テープ |
| JP2023040962A (ja) * | 2021-09-10 | 2023-03-23 | 積水化学工業株式会社 | 発泡体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2025013892A1 (https=) | 2025-01-16 |
| TW202509162A (zh) | 2025-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10316221B2 (en) | Adhesive tape | |
| US10557061B2 (en) | Adhesive tape | |
| KR101632136B1 (ko) | 점착 테이프 | |
| US20150086767A1 (en) | Adhesive tape | |
| JP5510763B1 (ja) | 粘着テープ | |
| CN112601795B (zh) | 双面粘合带 | |
| CN105073933B (zh) | 双面粘合带 | |
| JP2015098554A (ja) | 防水テープ | |
| JP7323360B2 (ja) | 両面粘着テープ | |
| JP7431590B2 (ja) | 粘着テープ及び表示部材の固定・接合方法 | |
| JPWO2018116844A1 (ja) | 粘着テープ | |
| JP7681004B2 (ja) | 両面粘着テープ | |
| JP2019157010A (ja) | 粘着テープ | |
| WO2025013892A1 (ja) | 両面粘着テープ | |
| JP7652707B2 (ja) | 両面粘着テープ | |
| JP2024003794A (ja) | 両面粘着テープ | |
| JP2025153749A (ja) | 両面粘着テープ | |
| JP7784837B2 (ja) | 粘着テープ | |
| JP2025153748A (ja) | 両面粘着テープ | |
| JP7044878B2 (ja) | 両面粘着テープ、電子機器部品及び電子機器 | |
| JP2022129106A (ja) | 粘着テープ | |
| JP2021028386A (ja) | 両面粘着テープ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024547090 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24839782 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |