WO2024252843A1 - 積層フィルムの製造方法、偏光板の製造方法及び表示装置の製造方法 - Google Patents
積層フィルムの製造方法、偏光板の製造方法及び表示装置の製造方法 Download PDFInfo
- Publication number
- WO2024252843A1 WO2024252843A1 PCT/JP2024/017327 JP2024017327W WO2024252843A1 WO 2024252843 A1 WO2024252843 A1 WO 2024252843A1 JP 2024017327 W JP2024017327 W JP 2024017327W WO 2024252843 A1 WO2024252843 A1 WO 2024252843A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- meth
- film
- acrylic monomer
- layer
- laminated film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/02—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber
- B05D7/04—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber to surfaces of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/24—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials for applying particular liquids or other fluent materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/24—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/046—Forming abrasion-resistant coatings; Forming surface-hardening coatings
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/14—Protective coatings, e.g. hard coatings
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/80—Constructional details
- H10K50/86—Arrangements for improving contrast, e.g. preventing reflection of ambient light
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K59/00—Integrated devices, or assemblies of multiple devices, comprising at least one organic light-emitting element covered by group H10K50/00
- H10K59/10—OLED displays
Definitions
- the present invention relates to a method for manufacturing a laminated film, a method for manufacturing a polarizing plate, and a method for manufacturing a display device. More specifically, the present invention relates to a method for manufacturing a laminated film that simultaneously achieves initial adhesion, weather-resistant adhesion, and scratch resistance.
- Cycloolefin films which have excellent moisture absorption and moisture permeability, are increasingly being used as protective films for display devices.
- a hardened film is provided on the surface of the protective film to prevent a decrease in visibility due to scratches.
- the scratch resistance decreases.
- Patent Document 1 discloses a technology for an optical film having a hard coat layer on a resin layer containing a cycloolefin resin.
- a hard coat layer is formed using a coating liquid containing an ultraviolet-curable resin and inorganic particles.
- an ultraviolet-curable polyfunctional acrylate having multiple polymerizable unsaturated groups in the molecule is used as the ultraviolet-curable resin, and silica fine particles having polymerizable reactive groups are used as the inorganic particles.
- this technology improves scratch resistance, the demand for scratch resistance is increasing, and further improvements are required. In addition, improved adhesion is also required.
- the present invention was made in consideration of the above problems and circumstances, and the problem to be solved is to provide a method for manufacturing a laminated film, a method for manufacturing a polarizing plate, and a method for manufacturing a display device that simultaneously achieve initial adhesion, weather-resistant adhesion, and scratch resistance.
- the present inventors have studied the causes of the above problems in order to solve the above problems. As a result, they have found that in a method for producing a laminated film having a cured layer on a substrate layer, the substrate layer contains a cycloolefin resin having a polar group, the cured layer coating liquid contains a (meth)acrylic monomer and inorganic particles, the (meth)acrylic monomer contains at least one (meth)acrylic monomer (A) having one or two polymerizable unsaturated groups in the molecule and at least one (meth)acrylic monomer (B) having three or more polymerizable unsaturated groups in the molecule, the temperature for drying the cured layer coating film is within a specific range, and the content of each (meth)acrylic monomer is adjusted within a specific range, thereby making it possible to simultaneously achieve the initial adhesion, weather-resistant adhesion, and scratch resistance of the laminated film, and have arrived at the present invention. That is, the above-mentioned
- a method for producing a laminated film having a cured layer on a substrate layer comprising the steps of: the base layer contains a cycloolefin resin having a polar group,
- the method for producing the laminated film comprises: A step of preparing a coating solution and forming a coating film on the substrate layer; A step of drying the coating film; and A step of curing the coating film to form the cured layer, the coating liquid contains a (meth)acrylic monomer and inorganic particles, the (meth)acrylic monomer contains at least one (meth)acrylic monomer (A) having one or two polymerizable unsaturated groups in the molecule, and at least one (meth)acrylic monomer (B) having three or more polymerizable unsaturated groups in the molecule;
- the temperature for drying the coating film is within the range of 60 to 100° C., a content of each (meth)acrylic monomer in the coating liquid is adjusted so that a gradient a [ ⁇ m/°C] of an app
- the method for producing a laminated film according to item 1 or 2 characterized in that the (meth)acrylic monomer (A) contains at least one (meth)acrylic monomer having one polymerizable unsaturated group in the molecule, and at least one (meth)acrylic monomer having two polymerizable unsaturated groups in the molecule.
- a method for producing a polarizing plate having a laminated film comprising the steps of: 3. A method for producing a polarizing plate, wherein the laminate film is produced by the method for producing a laminate film according to claim 1 or 2.
- a method for manufacturing a display device including a laminated film comprising: 3.
- a method for producing a display device comprising the steps of: producing the laminate film by using the method for producing a laminate film according to claim 1 or 2.
- the above-mentioned means of the present invention can provide a method for manufacturing a laminated film, a method for manufacturing a polarizing plate, and a method for manufacturing a display device that simultaneously achieve initial adhesion, weather-resistant adhesion, and scratch resistance.
- (meth)acrylic refers to acrylic and methacrylic.
- a coating film is formed on a substrate layer, and the coating film is dried and cured to form a cured layer.
- the coating liquid contains at least one type of (meth)acrylic monomer (A) having one or two polymerizable unsaturated groups in the molecule.
- the coating liquid also contains at least one type of (meth)acrylic monomer (B) having three or more polymerizable unsaturated groups in the molecule.
- (meth)acrylic monomers having polymerizable unsaturated groups in the molecule will also be referred to as "mono- to tetrafunctional (meth)acrylic monomers" depending on the number of polymerizable unsaturated groups.
- the number of polymerizable unsaturated groups that a (meth)acrylic monomer has in its molecule is not limited, and may exceed four.
- (Meth)acrylic monomers having more than four polymerizable unsaturated groups are also considered to exhibit a similar effect to tetrafunctional (meth)acrylic monomers.
- the cycloolefin resin according to the present invention has a polar group.
- This polar group has a high affinity with the functional group (polymerizable unsaturated group) of the (meth)acrylic monomer.
- the cycloolefin resin has a relatively high planarity in its structure. Therefore, monofunctional or difunctional (meth)acrylic monomers, which have relatively high linearity or planarity, and cycloolefin resins having a polar group are easily compatible.
- trifunctional or tetrafunctional (meth)acrylic monomers, which have low planarity and high three-dimensionality, and cycloolefin resins having a polar group are difficult to be compatible with.
- Both (meth)acrylic monomers that are compatible with cycloolefin resins having polar groups and (meth)acrylic monomers that are not compatible with them are included in the coating liquid. Then, a coating film is formed on a substrate layer containing cycloolefin resins having polar groups, and the coating film is dried and then cured.
- FIG. 1 is an explanatory diagram of the phenomenon in which a (meth)acrylic monomer contained in a coating liquid for a curable layer permeates into a base material layer as a result of drying and curing.
- a coating film 36 is formed on the substrate layer 22, and the coating film 36 is dried and cured.
- the mono- and di-functional (meth)acrylic monomers 31 and 32 permeate into the substrate layer 22 to form a permeation layer 23. Details of the permeation layer will be described later.
- the mono- to tetra-functional (meth)acrylic monomers 31 to 34 are polymerized and crosslinked to form a cured layer 21.
- the cured layer 21 is mainly composed of tri- and tetra-functional (meth)acrylic monomers 33 to 34 and inorganic particles 35.
- the adhesion between the base layer and the cured layer is improved by the penetration of the easily compatible (meth)acrylic monomer into the base layer and curing. It is also believed that the penetration of the easily compatible (meth)acrylic monomer into the base layer can suppress deterioration due to long-term exposure to light, improving weather-resistant adhesion.
- the content of each (meth)acrylic monomer in the coating solution is adjusted so that the slope a [ ⁇ m/°C] satisfies the above formula (1).
- the slope of the approximate line is calculated by the least squares method based on the thickness d [ ⁇ m] of each cured layer when the coating film is dried at 60°C, 80°C, and 100°C. In this way, it is believed that it is possible to achieve both abrasion resistance and adhesion by adjusting the composition ratio of compatible (meth)acrylic monomers and incompatible (meth)acrylic monomers.
- FIG. 1 is a schematic diagram for explaining the slope a of an approximate line calculated by the least squares method;
- An example of a tenter capable of diagonal stretching An example of a tenter capable of diagonal stretching
- FIG. 1 is a schematic diagram showing an example of a basic configuration of a liquid crystal display device;
- the method for producing a laminated film of the present invention is a method for producing a laminated film having a cured layer on a substrate layer.
- the substrate layer contains a cycloolefin resin having a polar group.
- the method for producing the laminated film includes the steps of preparing a coating liquid, forming a coating film on the substrate layer, drying the coating film, and curing the coating film to form the cured layer.
- the coating liquid contains a (meth)acrylic monomer and inorganic particles.
- the (meth)acrylic monomer contains at least one (meth)acrylic monomer (A) having one or two polymerizable unsaturated groups in the molecule, and at least one (meth)acrylic monomer (B) having three or more polymerizable unsaturated groups in the molecule.
- the temperature at which the coating film is dried is within a range of 60 to 100°C.
- the content of each (meth)acrylic monomer in the coating liquid is adjusted so that the slope a [ ⁇ m/°C] of an approximate straight line calculated by the least squares method based on the thicknesses d [ ⁇ m] of the cured layers when the coating films are dried at 60°C, 80°C, and 100°C satisfies the above formula (1).
- the content of the (meth)acrylic monomer (A) relative to the total mass of the (meth)acrylic monomer in the cured layer and the coating liquid for the cured layer it is preferable that the content of the (meth)acrylic monomer (A) in the cured layer is smaller than that in the coating liquid.
- the inorganic particles are preferably non-reactive particles, from the viewpoint of suppressing aggregation of the inorganic particles due to the formation of undesired covalent bonds.
- the (meth)acrylic monomer (A) contains at least one type of (meth)acrylic monomer having one polymerizable unsaturated group in the molecule, and at least one type of (meth)acrylic monomer having two polymerizable unsaturated groups.
- the method for manufacturing a polarizing plate of the present invention is a method for manufacturing a polarizing plate having a laminated film, characterized in that the laminated film is manufactured using the method for manufacturing the laminated film.
- the display device manufacturing method of the present invention is a display device manufacturing method that manufactures a display device having a laminated film, and is characterized in that the laminated film is manufactured using the laminated film manufacturing method.
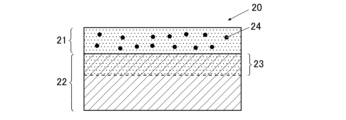
- the laminated film according to the present invention has a cured layer on a substrate layer.
- FIG. 2 is a schematic cross-sectional view of a laminated film.
- the laminated film 20 has a cured layer 21 and a substrate layer 22.
- the "cured layer” refers to a layer containing a (meth)acrylic monomer and inorganic particles. Also, it refers to a layer having a pencil hardness of H or more according to JIS-K-5600-5-4. The pencil hardness is preferably 2H or more.
- substrate layer refers to a layer containing a cycloolefin resin having a polar group. The substrate layer has a permeation layer.
- permeation layer refers to a layer of the base material layer into which a portion of the (meth)acrylic monomer, which is a constituent material of the cured layer, has permeated.
- FIG. 3 is an explanatory diagram of each layer of the laminated film.
- the cured layer 21 contains inorganic particles 24.
- the base layer 22 has a permeation layer 23. Note that the permeation layer 23 does not contain inorganic particles 24.
- Hardened Layer The components and properties of the hardened layer will be described below.
- the cured layer contains a (meth)acrylic resin and inorganic particles.
- the coating liquid for forming the cured layer contains a (meth)acrylic monomer and inorganic particles. If necessary, it may contain other materials.
- the cured layer contains an acrylic resin obtained by polymerizing (curing) a (meth)acrylic monomer, and thus has excellent mechanical strength such as scratch resistance and pencil hardness.
- the cured layer has excellent adhesion to the base layer and is also excellent in productivity.
- the (meth)acrylic monomer according to the present invention is a radical polymerization monomer that is cured by irradiation with active energy rays.
- the (meth)acrylic monomer only needs to have an ⁇ , ⁇ -unsaturated double bond in the molecule, and there are no other limitations on the structure.
- the term "monomer” refers to a substance having a molecular weight of 10,000 or less. That is, in addition to a monomer in the narrow sense having a molecular weight of less than 1,000, this also includes an oligomer or prepolymer having a molecular weight in the range of 1,000 to 10,000.
- the (meth)acrylic monomer will also be simply referred to as “monomer.”
- the (meth)acrylic monomers (A) and (B) will also be simply referred to as “monomer (A)” and “monomer (B).”
- “n-functionality (n: 1, 2, 3, ...)” means having n polymerizable unsaturated groups.
- n- or more functionalities means having n or more polymerizable unsaturated groups.
- the polymerizable unsaturated groups are (meth)acryloyl groups.
- the monomer structure is linear or planar, and the number of polymerizable unsaturated groups is small.
- the monomer structure has many polymerizable unsaturated groups.
- the structure of a monomer having many polymerizable unsaturated groups is relatively three-dimensional. Therefore, in order to achieve both adhesion and scratch resistance of the laminated film, it is preferable to contain multiple types of monomers with different degrees of three-dimensionality in an appropriate mixing ratio.
- the monomer (A) contains at least one monofunctional monomer and at least one bifunctional monomer.
- Mono- to bifunctional monomers have relatively low three-dimensionality and are linear or planar, and therefore have higher permeability into the base layer than trifunctional or higher functional monomers.
- bifunctional monomers have a larger number of polymerizable unsaturated groups than monofunctional monomers, and therefore can polymerize and crosslink with more monomers. By containing both monofunctional and bifunctional monomers with different properties, the adhesion and scratch resistance of the laminated film can be more effectively achieved.
- the portion of the monomer (A) other than the polymerizable unsaturated group preferably has a structure with low three-dimensionality.
- Examples of monomer (A), i.e., mono- or di-functional (meth)acrylic monomers, include 2-(meth)acryloyloxyethyl phthalate, 2-(meth)acryloyloxyethyl-2-hydroxyethyl phthalate, 2-(meth)acryloyloxyethyl hexahydrophthalate, 2-(meth)acryloyloxypropyl phthalate, 2-ethylhexyl (meth)acrylate, 2-hydroxybutyl (meth)acrylate, 2-hydroxyethyl (meth)acrylate, 2-hydroxypropyl (meth)acrylate, 2-methoxyethyl (meth)acrylate, 3-methoxybutyl (meth)acrylate, 4-hydroxybutyl (meth)acrylate, benzyl (meth)acrylate, butanediol mono(meth)acrylate, butoxyethyl (meth)acrylate, butyl (meth)acrylate
- Aronix registered trademark
- M-400 M-408, M-450, M-305, M-309, M-310, M-315, M-320, M-350, M-360, M-208, M-210, M-215, M-220, M-225, M-233, M-240, M-245, M-260, M-270, M-1100, M-1200, M-1210, M-1310, M-1600, M-221, M-20 3.
- the composition of each monomer in the coating liquid for the cured layer matches the composition of each monomer in the two layers consisting of the cured layer and the permeation layer.
- inorganic Particles By containing inorganic particles, the hardness of the cured layer can be improved, and the scratch resistance can be improved.
- the inorganic particles are not particularly limited, and examples thereof include silica, zinc oxide, ITO (indium oxide/tin oxide), ATO (antimony oxide/tin oxide), tin oxide, indium oxide, tungsten oxide, composite tungsten oxide, and antimony oxide. These may be contained alone or in combination of two or more.
- silica particles are preferred from the viewpoint of further improving hardness.
- silica particles are preferred from the viewpoint of further improving hardness.
- ITO, ATO, tungsten oxide, or composite tungsten oxide it is possible to impart ultraviolet absorbing properties to the cured layer, and to suppress deterioration of the cured layer over time.
- the particle size of the inorganic particles is not particularly limited, but is preferably within the range of 10 to 200 nm, for example.
- the inorganic particles may be reactive or non-reactive particles.
- the term “reactive particles” refers to particles having reactive polymerizable unsaturated groups on the particle surface.
- non-reactive particles refers to particles having no reactive polymerizable unsaturated groups on the particle surface.
- the non-reactive particles according to the present invention may have functional groups other than reactive polymerizable unsaturated groups on their surface. For example, surface modification may be performed in order to enhance dispersibility in the cured layer.
- the inorganic particles are reactive particles.
- the inorganic particles are non-reactive particles.
- the inorganic particles are non-reactive particles, from the viewpoint that sufficient hardness can be obtained even with non-reactive particles.
- silica particles may be surface-treated.
- the surface treatment include physical surface treatments such as plasma discharge treatment and corona discharge treatment, and chemical surface treatments using surfactants, coupling agents, etc. By performing the surface treatment, the silica particles are easily dispersed in the cured layer. In addition, the affinity and binding with the (meth)acrylic monomer can be increased.
- the surface treatment can be performed with an inorganic or organic compound.
- inorganic compound there are no particular limitations on the inorganic compound, and examples include alumina, silica, zirconium oxide, and iron oxide. Of these, silica is preferred.
- the organic compound is not particularly limited, and examples thereof include polyols, alkanolamines, stearic acid, silane coupling agents, titanate coupling agents, etc. Among these, coupling agents are preferred.
- the coupling agent may be an alkoxy metal compound, specifically a titanium coupling agent, a silane coupling agent, etc. Among these, a silane coupling agent is preferable. These may be used alone or in combination of two or more.
- the content of silica particles is preferably within the range of 10 to 60% by mass, and more preferably within the range of 25 to 50% by mass, relative to the total mass of the (meth)acrylic monomer. By being within the above range, both transparency and impact resistance of the cured layer can be achieved.
- the cured layer may contain, as necessary, an antioxidant, an ultraviolet stabilizer, an ultraviolet absorber, a surfactant, a leveling agent, an antistatic agent, and the like.
- the antioxidant is not particularly limited, and examples thereof include phenol-based, thiol-based, and phosphite-based antioxidants.
- Known antioxidants described in, for example, WO 2012/165460 can be used.
- the UV stabilizer is not particularly limited, and for example, a hindered amine UV stabilizer, which has high stability against UV rays, is preferably used.
- a UV stabilizer By including a UV stabilizer, radicals and active oxygen generated by UV rays are inactivated, improving UV stability, weather resistance, etc.
- the ultraviolet absorber is not particularly limited, and examples thereof include salicylic acid-based, benzophenone-based, benzotriazole-based, cyanoacrylate-based, triazine-based, and benzoxazinone-based. These may be contained alone or in combination. Among these, from the viewpoint of dispersibility, triazine-based or benzoxazinone-based ultraviolet absorbers are preferred.
- a polymer having an ultraviolet absorbing group in the molecular chain is preferably used.
- a polymer having an ultraviolet absorbing group in the molecular chain By using a polymer having an ultraviolet absorbing group in the molecular chain, deterioration of the ultraviolet absorbing function due to bleeding out of the ultraviolet absorber can be prevented.
- the ultraviolet absorbing group include a benzotriazole group, a benzophenone group, a cyanoacrylate group, a triazine group, a salicylate group, and a benzylidene malonate group.
- the ultraviolet absorbing group is preferably a benzotriazole group, a benzophenone group, or a triazine group.
- the leveling agent is not particularly limited, and an example of a silicone-based leveling agent is a dimethylpolysiloxane-polyoxyalkylene copolymer. By including a leveling agent, it is possible to reduce surface irregularities when forming a cured layer.
- the thickness of the hardened layer is preferably within a range of 1.3 to 3.0 ⁇ m, and more preferably within a range of 1.5 to 2.5 ⁇ m.
- the visible light transmittance of the cured layer is preferably 20% or more, and more preferably 40% or more.
- the base material layer contains a cycloolefin resin having a polar group. If necessary, it may contain other materials.
- the substrate layer can have improved moisture absorption and moisture permeability.
- cycloolefin resin there are no particular limitations on the cycloolefin resin, so long as it has a polar group.
- a monomer for the cycloolefin resin is a copolymer having a structure represented by the following general formula (2).
- R 1 to R 4 each independently represent a hydrogen atom, a halogen atom, a hydrocarbon group, or a polar group.
- the hydrocarbon group may be substituted or unsubstituted and has a carbon atom number in the range of 1 to 30.
- the hydrocarbon group may be bonded to another hydrocarbon group via a linking group having an oxygen atom, a nitrogen atom, a sulfur atom, or a silicon atom.
- R1 and R2 , or R3 and R4 may be bonded together to form a divalent hydrocarbon group, or a carbocyclic or heterocyclic ring.
- R1 to R4 may be the same or different. However, at least one of R1 to R4 is a polar group.
- p and m each independently represent an integer of 0 or more.
- polar groups include hydroxy groups, alkoxy groups having 1 to 10 carbon atoms, acyloxy groups having 1 to 10 carbon atoms, alkoxycarbonyl groups having 2 to 10 carbon atoms, aryloxycarbonyl groups, cyano groups, amide groups, imide ring-containing groups, triorganosiloxy groups, triorganosilyl groups, amino groups, acyl groups, alkoxysilyl groups having 1 to 10 carbon atoms, sulfonyl-containing groups, and carboxy groups.
- alkoxy groups include methoxy and ethoxy groups.
- acyloxy groups include alkylcarbonyloxy groups such as acetoxy and propionyloxy groups, and arylcarbonyloxy groups such as benzoyloxy groups.
- alkoxycarbonyl groups include methoxycarbonyl and ethoxycarbonyl groups.
- aryloxycarbonyl groups include phenoxycarbonyl, naphthyloxycarbonyl, fluorenyloxycarbonyl, and biphenylyloxycarbonyl groups.
- triorganosiloxy groups include trimethylsiloxy groups and triethylsiloxy groups.
- triorganosilyl groups include trimethylsilyl groups and triethylsilyl groups.
- amino groups include primary amino groups.
- alkoxysilyl groups include trimethoxysilyl groups and triethoxysilyl groups. Of these, an alkoxycarbonyl group is preferable, and a methoxycarbonyl group is more preferable.
- Halogen atoms include fluorine atoms, chlorine atoms and bromine atoms.
- the hydrocarbon group having 1 to 30 carbon atoms include alkyl groups such as methyl, ethyl, and propyl; cycloalkyl groups such as cyclopentyl and cyclohexyl; alkenyl groups such as vinyl, allyl, and propenyl; and aromatic groups such as phenyl, biphenyl, naphthyl, and anthracenyl. These hydrocarbon groups may be substituted.
- the substituent include halogen atoms such as fluorine, chlorine, and bromine; and phenylsulfonyl.
- the substituted or unsubstituted hydrocarbon group having 1 to 30 carbon atoms may be bonded to the ring structure directly or via a linkage.
- the linkage group include divalent hydrocarbon groups having 1 to 10 carbon atoms, such as alkylene groups represented by the following general formula (3).
- linking group examples include linking groups containing an oxygen atom, a nitrogen atom, a sulfur atom, or a silicon atom.
- linking groups containing an oxygen atom, a nitrogen atom, a sulfur atom, or a silicon atom include a carbonyl group [-CO-], a carbonyloxy group [-COO-], an oxycarbonyl group [-OCO-], a sulfonyl group [-SO 2 -], an ether bond [-O-], a thioether bond [-S-], an imino group [-NH-], an amide bond [-NHCO-, -CONH-], and a siloxane bond [-OSi(R 2 )-].
- Examples of the linking group include groups formed by linking two or more of these groups.
- R in the siloxane bond represents an alkyl group such as a methyl group or an ethyl group.
- R1 and R2 , or R3 and R4 may be bonded together to form a divalent hydrocarbon group, or to form a carbocyclic or heterocyclic ring. However, it is more preferable that they are not formed.
- the carbocyclic or heterocyclic ring may be a monocyclic or polycyclic structure.
- the carbocyclic or heterocyclic ring may be an aromatic or non-aromatic ring, but is more preferably a non-aromatic ring.
- R 1 to R 4 is a polar group, and the groups other than the polar group among R 1 to R 4 are hydrogen atoms.
- m is an integer in the range of 0 to 3
- the copolymerizable monomer used in the synthesis of the copolymer represented by the above general formula (2) includes, for example, cycloolefins such as cyclobutene, cyclopentene, cycloheptene, cyclooctene, and dicyclopentadiene.
- the number of carbon atoms in the cycloolefin is preferably within the range of 4 to 20, and more preferably within the range of 5 to 12.
- the cycloolefin resin may be one type alone or two or more types.
- at least one of them should be a cycloolefin resin having a polar group.
- the molecular weight of the cycloolefin resin is preferably in the range of 0.2 to 5 dL/g, more preferably in the range of 0.3 to 3 dL/g, and even more preferably in the range of 0.4 to 1.5 dL/g, in terms of intrinsic viscosity [ ⁇ ]inh.
- the number average molecular weight (Mn) in terms of polystyrene measured by gel permeation chromatography (GPC) is preferably in the range of 8,000 to 100,000.
- the number average molecular weight is more preferably in the range of 10,000 to 80,000, and even more preferably in the range of 12,000 to 50,000.
- the weight average molecular weight (Mw) is preferably in the range of 20,000 to 300,000.
- the weight average molecular weight is more preferably in the range of 30,000 to 250,000, and even more preferably in the range of 40,000 to 200,000.
- the heat resistance, water resistance, chemical resistance, mechanical properties, moldability, etc. of the cycloolefin resin can be improved.
- the glass transition temperature (Tg) of the cycloolefin resin is preferably 110°C or higher. Furthermore, the Tg is more preferably within the range of 110 to 350°C, even more preferably within the range of 120 to 250°C, and particularly preferably within the range of 120 to 220°C.
- the laminated film can be used even under high temperature conditions. In addition, the laminated film is less likely to deform due to secondary processing such as coating and printing. On the other hand, since the Tg is 350°C or lower, the laminated film can be molded. In addition, deterioration of the cycloolefin resin due to heat during molding processing can be suppressed.
- the cycloolefin resin content is preferably 50% by mass or more, and more preferably within the range of 80 to 99% by mass, relative to the total mass of the base layer.
- Cycloolefin resins may be commercially available products.
- Examples of commercially available products include “Arton (registered trademark) G, Arton F, Arton R, and Arton RX” (manufactured by JSR Corporation).
- Other examples include “ZEONOR (registered trademark) ZF14, ZF16” and “ZEONEX (registered trademark) 250, 280” (manufactured by Zeon Corporation).
- the base layer may contain the following additives as necessary, within the scope of not impairing the effects of the present invention.
- additives include specific hydrocarbon-based resins described in JP-A-9-221577 and JP-A-10-287732.
- additives include known thermoplastic resins, thermoplastic elastomers, rubber polymers, rubber particles, and fine particles as matting agents.
- the base layer may contain fine particles as a matting agent, as long as the effect of the present invention is not impaired. By containing fine particles, the slipperiness of the surface of the base layer can be improved.
- the fine particles may be composed of an inorganic compound or a resin.
- inorganic compounds include silicon dioxide, titanium dioxide, aluminum oxide, zirconium oxide, calcium carbonate, talc, clay, calcined kaolin, calcined calcium silicate, hydrated calcium silicate, aluminum silicate, magnesium silicate, calcium phosphate, etc.
- silicone resin examples include silicone resin, fluororesin, and acrylic resin. Among them, silicone resin is preferable, and silicone resin having a three-dimensional network structure is particularly preferable. Examples of commercially available silicone resins include "Tospearl (registered trademark) 103, 105, 108, 120, 145, 3120, and 240" (all manufactured by Toshiba Silicone Co., Ltd.).
- the fine particles are preferably silicon dioxide.
- fine particles of silicon dioxide include "Aerosil (registered trademark) R972, R972V, R974, R812, 200, 200V, 300, R202, OX50 and TT600” (all manufactured by Nippon Aerosil Co., Ltd.).
- Alignil (registered trademark) 200V” or “Aerosil (registered trademark) R972V” is preferable. By including these, it is possible to reduce the coefficient of friction while keeping the haze of the base layer low.
- the thickness of the substrate layer is preferably within a range of 10 to 40 ⁇ m, and more preferably within a range of 15 to 30 ⁇ m.
- the visible light transmittance of the substrate layer is preferably 20% or more, and more preferably 40% or more.
- the manufacturing method of the laminated film of the present invention is a manufacturing method of a laminated film having a cured layer on a substrate layer.
- the substrate layer contains a cycloolefin resin having a polar group.
- the manufacturing method of the laminated film includes a step of preparing a coating liquid and forming a coating film on the substrate layer, a step of drying the coating film, and a step of curing the coating film to form the cured layer.
- the coating liquid contains a (meth)acrylic monomer and inorganic particles.
- the (meth)acrylic monomer contains at least one (meth)acrylic monomer (A) having one or two polymerizable unsaturated groups in the molecule, and at least one (meth)acrylic monomer (B) having three or more polymerizable unsaturated groups.
- the temperature for drying the coating film is within the range of 60 to 100°C.
- the content of each (meth)acrylic monomer in the coating liquid is adjusted so that the gradient a [ ⁇ m/° C.] of an approximation line calculated by the least squares method based on the thickness d [ ⁇ m] of each of the cured layers when the coating film is dried at 60° C., 80° C., and 100° C. satisfies the following formula (1): Formula (1): -0.03 ⁇ a ⁇ -0.0075 [ ⁇ m/°C]
- the base layer is produced, and then the cured layer is produced.
- the method for producing the base layer is not particularly limited, and a conventionally known method for producing a cycloolefin resin film can be used.
- a method for producing the cured layer will be described, and then a method for producing the base layer will be described.
- a coating liquid is prepared.
- the content of each (meth)acrylic monomer in the coating liquid is adjusted to be within a specific range.
- a coating film is formed on a substrate layer.
- the coating film is dried.
- the coating film is cured to form a cured layer.
- the coating liquid is preferably prepared by dissolving or dispersing the (meth)acrylic monomer and inorganic particles in a solvent.
- the solvent is not particularly limited, and examples thereof include chlorine-based solvents such as chloroform and dichloromethane; aromatic solvents such as toluene, xylene, benzene, and mixtures thereof; alcohol-based solvents such as methanol, ethanol, isopropanol (IPA), n-butanol, and 2-butanol; methyl cellosolve, ethyl cellosolve, butyl cellosolve, ethylene glycol monomethyl ether, propylene glycol monomethyl ether (PGME), dimethylformamide, dimethyl sulfoxide, dioxane, cyclohexanone, tetrahydrofuran, acetone, methyl ethyl ketone (MEK), ethyl acetate, and diethyl ether.
- chlorine-based solvents such as chloroform and dichloromethane
- aromatic solvents such as toluene, xylene, benzene, and mixtures
- solvents alcohol, ester, ether, or ketone.
- One of the solvents is more preferably a ketone, and from the viewpoint of the solubility of the (meth)acrylic monomer, it is even more preferable that it is methyl ethyl ketone (MEK).
- MEK methyl ethyl ketone
- the other solvent is an ether.
- PGME propylene glycol monomethyl ether
- the total content of the (meth)acrylic monomers is preferably within a range of 10 to 40% by mass, more preferably 15 to 30% by mass, based on the total mass of the coating solution.
- the proportion of the monomer (A) in the total monomers is preferably adjusted by the following method.
- the content of the inorganic particles is preferably in the range of 25 to 120% by mass, more preferably in the range of 50 to 100% by mass, based on the total mass of the (meth)acrylic monomer.
- the method for applying the coating liquid onto the substrate layer is not particularly limited, and examples include known methods such as dipping, die coater, wire bar, and spray methods.
- the approximation line is calculated by the least squares method based on the thickness d of each of the cured layers when the coating film is dried at 60°C, 80°C, and 100°C.
- the approximation line is calculated from the plot of three points, and its slope is used only for the purpose of adjusting the content of the monomer. In other words, the approximation line does not necessarily indicate the relationship between the thickness of the cured layer and any drying temperature of the coating film.
- the thickness of the cured layer when the coating film is dried at a temperature other than 60°C, 80°C, and 100°C does not necessarily take a value close to the approximation line.
- the thickness of the cured layer may be measured at a drying temperature other than 60°C, 80°C, and 100°C, and the approximation line may be calculated from four or more plots.
- the slope a' of the approximation line calculated from four or more plots also preferably satisfies the above formula (1).
- this invention applies.
- the coating film is dried at 60° C., 80° C. and 100° C., and the thickness d [ ⁇ m] of each cured layer is measured.
- the coating solution for the cured layer is applied onto the substrate layer using a bar coater (#12), and then dried in a drying oven at 60°C for 60 seconds to evaporate the solvent. Next, nitrogen is purged so that the atmosphere has an oxygen concentration of 1.0% by volume or less. Then, ultraviolet rays are irradiated using an ultraviolet lamp with an illuminance of the irradiation part of 100mW/ cm2 so that the irradiation amount is 180mJ/ cm2 , forming a cured layer and obtaining a laminated film.
- the thickness of the cured layer is measured using a contact film thickness meter. Specifically, subtract the thickness of the base layer from the total thickness of the laminated film, and use the difference as the thickness of the cured layer.
- the thicknesses of the laminated film and base layer are measured at three points in the width direction, and the arithmetic average value is used. The thickness is measured at three points in total: the center point in the width direction, and points 10 cm from each end in the width direction.
- the temperature of the drying oven is changed to 80° C. or 120° C., and the thickness of the cured layer is measured in the same manner.
- the thickness of the coating film is set so that the thickness of the hardened layer becomes 2.0 ⁇ m when dried at 60° C.
- the thicknesses of the coating film when dried at 80° C. and 100° C. are also set so that the thickness of the hardened layer becomes 2.0 ⁇ m when dried at 60° C.
- Figure 4 shows a schematic diagram to explain the slope a of the approximation line calculated by the least squares method.
- the horizontal axis represents the drying temperature of the coating film [°C]
- the vertical axis represents the thickness of the cured layer [ ⁇ m].
- Approximation line 1 is calculated by the least squares method for the plot of three points.
- the slope a indicates a negative value.
- the thickness of the cured layer becomes thinner by increasing the drying temperature. This is thought to be because the (meth)acrylic monomer (A), which is easily compatible, penetrates more into the substrate layer by increasing the drying temperature.
- the monomer (A) when drying for 60 seconds in a drying oven at 60°C, a part of the monomer (A) penetrates into the substrate layer, but a part of the monomer (A) is thought to remain on the substrate layer.
- the monomer (A) easily penetrates into the substrate layer by increasing the drying temperature.
- the content ratio of monomer (A) and monomer (B) in the coating solution for the cured layer is adjusted so that the slope a satisfies the conditions. This allows the formation of a permeation layer and a cured layer with the desired functions, achieving both scratch resistance and adhesion of the laminated film.
- the monomer (A) penetrates into the base layer. Therefore, the content of the monomer (A) relative to the total mass of the monomers in the cured layer is less than the content of the monomer (A) relative to the total mass of the monomers in the coating liquid for the cured layer.
- the difference in the content is preferably within the range of 50 to 90% by mass.
- Difference [%] ⁇ (P-Q)/Q ⁇ 100
- P represents the content of the monomer (A) relative to the total mass of the monomers in the coating liquid for the cured layer.
- Q represents the content of the monomer (A) relative to the total mass of the monomers in the cured layer.
- Step of drying the coating film The coating film obtained above is dried.
- the drying method is not particularly limited, and examples thereof include a method in which the mixture is dried in a drying oven using a dryer to evaporate the solvent.
- the drying temperature is in the range of 40 to 100°C, and preferably in the range of 60 to 100°C.
- a drying temperature of 60°C or higher allows the solvent to be sufficiently removed and prevents uneven drying.
- a drying temperature of 100°C or lower prevents the inorganic particles from bleeding out or agglomerating.
- the drying time is not particularly limited, but is preferably within the range of 0.5 to 3.0 minutes, and more preferably within the range of 1.0 to 1.5 minutes.
- the dried coating film obtained above is irradiated with active energy rays to be cured.
- the active energy ray is not particularly limited, and examples thereof include ultraviolet rays, gamma rays, and X-rays. Of these, ultraviolet rays are preferred.
- the light source for irradiating the active energy ray is not particularly limited, and examples thereof include low pressure mercury lamps, medium pressure mercury lamps, high pressure mercury lamps, ultra-high pressure mercury lamps, carbon arc lamps, metal halide lamps, and xenon lamps.
- the amount of irradiation light is preferably within the range of 100 to 300 mJ/ cm2 , and more preferably within the range of 150 to 250 mJ/ cm2 .
- the irradiation time is preferably within the range of 1 second to 3 minutes, and from the viewpoint of work efficiency, etc., more preferably within the range of 3 seconds to 2 minutes. From the viewpoint of work efficiency, drying and curing of the coating film may be carried out simultaneously.
- the thickness of the final hardened layer is preferably within the range of 1 to 4 ⁇ m, and more preferably within the range of 1 to 3 ⁇ m.
- the substrate layer is preferably produced by a solution casting method.
- a solution in which a cycloolefin resin or the like is dissolved or dispersed is cast onto a substrate to form a film. This makes it easy to form a film even from a resin with a relatively large molecular weight, and makes it easy to dissolve or disperse additives uniformly in the substrate layer.
- the substrate layer by unwinding the original film that has been wound up after film formation and stretching it in an oblique direction. This allows the substrate layer to be used as a protective film for anti-reflection purposes in organic electroluminescence elements.
- the substrate layer can be produced by the following steps 1) to 4). 1) A step of dissolving the components of the base layer in a solvent to prepare a dope; 2) A step of casting the dope onto an endless substrate to form a web; 3) A step of drying the web and then peeling the web to obtain a film-like material (raw film); and 4) A step of drying and stretching the film-like material.
- a film consisting only of the substrate layer according to the present invention is also referred to as a "substrate film.”
- Solvents used in step 1) above include, for example, chlorine-based solvents such as chloroform and dichloromethane; aromatic solvents such as toluene, xylene, benzene, and mixtures thereof; alcohol-based solvents such as methanol, ethanol, isopropanol, n-butanol, and 2-butanol; methyl cellosolve, ethyl cellosolve, butyl cellosolve, ethylene glycol monomethyl ether, dimethylformamide, dimethyl sulfoxide, dioxane, cyclohexanone, tetrahydrofuran, acetone, methyl ethyl ketone (MEK), ethyl acetate, and diethyl ether.
- chlorine-based solvents such as chloroform and dichloromethane
- aromatic solvents such as toluene, xylene, benzene, and mixtures thereof
- alcohol-based solvents such as methanol
- the content of cycloolefin resin in the dope is preferably within the range of 10 to 35 mass%, and more preferably within the range of 15 to 25 mass%.
- the substrate used in the casting process is preferably mirror-finished.
- substrates include stainless steel belts and cast drums with plated surfaces.
- the casting width is preferably within the range of 1 to 4 m.
- the surface temperature of the substrate during the casting process is preferably -50°C or higher, and preferably below the temperature at which the solvent does not boil and foam.
- the drying speed of the web (cast film) can be increased.
- the surface temperature of the gas within the above range, foaming of the web and deterioration of the flatness of the web can be suppressed.
- the surface temperature of the substrate is preferably within the range of 0 to 100°C, and more preferably within the range of 5 to 30°C.
- the substrate may be cooled to gel the web, and the web may be peeled off from the drum while still containing a large amount of residual solvent.
- There are no particular limitations on the method for controlling the surface temperature of the substrate and examples include a method of blowing hot or cold air, and a method of contacting the back side of the substrate with hot water. Of these, the method of contacting the back side of the substrate with hot water is preferred. With this method, heat is transferred efficiently, and the time required for the surface temperature of the substrate to become constant can be shortened.
- blowing hot air it is necessary to take into consideration the drop in temperature of the web caused by the latent heat of evaporation of the solvent. For example, it is preferable to blow hot air at a temperature equal to or higher than the boiling point of the solvent and higher than the surface temperature of the target substrate onto the substrate while preventing foaming.
- the web is preferably dried efficiently by changing the surface temperature of the substrate and the temperature of the drying air between the time the dope is cast and the time the web is peeled off.
- the residual solvent content of the web is preferably within the range of 10 to 150% by mass.
- the residual solvent content is more preferably within the range of 20 to 40% by mass or 60 to 130% by mass, and even more preferably within the range of 20 to 30% by mass or 70 to 120% by mass.
- the amount of residual solvent is defined by the following formula:
- Residual solvent amount [mass %] ⁇ (M-N)/N ⁇ x 100
- M represents the mass of the web or film sample
- N represents the mass of the web or film sample after heating at 115° C. for 1 hour.
- the web or film sample can be taken at any time during or after production.
- the residual solvent content of the raw film is preferably 1% by mass or less, more preferably 0.1% by mass or less, and even more preferably within the range of 0 to 0.01% by mass.
- the raw film may be further dried.
- Methods for drying the raw film include, for example, the roller method and the tenter method.
- the roller method the web is dried by passing it alternately between multiple rollers arranged above and below.
- the tenter method the web is dried while being transported.
- the raw film is preferably further stretched.
- the stretch ratio in the maximum stretching direction is preferably within a range of 5 to 80%, and more preferably within a range of 12 to 60%.
- the "maximum stretching direction” refers to the direction in which the stretch ratio is maximum.
- the stretch ratio is preferably within the range of 0 to 60% in the machine direction (MD) and 5 to 70% in the width direction (TD).
- Stretching ratio [%] ⁇ (length in the stretching direction of the film after stretching - length in the stretching direction of the film before stretching) / length in the stretching direction of the film before stretching) ⁇ x 100
- the stretching temperature is preferably within the range of 120 to 180°C, more preferably within the range of 140 to 180°C, and even more preferably within the range of 145 to 165°C.
- the amount of residual solvent in the raw film at the start of stretching is preferably 5% by mass or less, more preferably 4% by mass or less, and even more preferably 2% by mass or less.
- the method of stretching the raw film is not particularly limited.
- a method of stretching in the MD direction using a difference in the peripheral speed between multiple rolls can be used.
- Another example is a method of fixing both ends of the raw film with clips or pins using a tenter, and stretching the film by widening the gap between the clips or pins in the TD direction.
- the tenter may be a pin tenter or a clip tenter.
- the original film that has been wound up after film formation may be unwound and stretched diagonally using a tenter capable of diagonal stretching.
- a tenter capable of diagonal stretching is a device that expands a long piece of raw film in a direction diagonal to the direction of travel in a heated oven environment.
- direction of travel refers to the direction of movement of the midpoint of the raw film in the width direction.
- This tenter is equipped with a pair of rails on the left and right, multiple gripping tools, and an oven.
- the gripping tools run on the rails to transport the film.
- the gripping tools grip both ends of the original film that is unwound from a roll and sequentially fed to the entrance of the tenter, and the original film is guided into the oven. Then, at the exit of the tenter, the stretched film is released from the gripping tools.
- the stretched film released from the gripping tools is wound up on a core.
- Each of the pair of rails has an endless continuous track.
- the gripping tools that release their grip on the film at the exit of the tenter run on the outside and are sequentially returned to the entrance.
- the term "stretched film” used herein refers to a film obtained by stretching a raw film.
- the stretched film can be used as a substrate film.
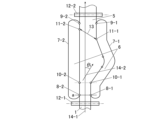
- FIGS. 5A and 5B show an example of a tenter capable of diagonal stretching.
- the direction of the raw film 4 is controlled by a guide roll 12-1 on the entrance side of the stretching device.
- the raw film 4 is held by grippers at the outer film holding start point 8-1 and the inner film holding start point 8-2.
- the pair of left and right grippers are transported at equal speeds in the diagonal direction indicated by the trajectory 7-1 of the outer film gripper and the trajectory 7-2 of the inner film gripper in the diagonal stretching device 6.
- the grippers are released by the outer film gripping end point 9-1 and the inner film gripping end point 9-2.
- the film transport is controlled by the guide roll 12-2 on the exit side of the stretching device, and the diagonally stretched film 5 is formed.
- the heating temperature of the original film during stretching, the running speed of the gripping tool, and the total stretching ratio can be within the same ranges as above.
- the original film is stretched obliquely at an angle 14 (unwinding angle ⁇ i) of the film stretching direction 14-2 with respect to the film feed direction 14-1.
- the curvature of the rail that regulates the trajectory of the gripping tools is relatively large. From the viewpoint of avoiding interference between the gripping tools due to sudden bending and localized stress concentration, it is desirable for the trajectory of the gripping tools to draw an arc at the bent portion.
- the travel direction 14-1 of the long raw film at the tenter entrance is different from the travel direction of the stretched film at the tenter exit.
- the payout angle ⁇ i is the angle between the travel direction 14-1 at the tenter entrance and the stretching direction 14-2 of the stretched film.
- the long raw film is redirected at a payout angle ⁇ i to a direction different from the traveling direction 14-1 at the tenter entrance and transported.
- the transport direction is then redirected again, and finally takes a trajectory that matches the traveling direction of the stretched film at the tenter exit.
- the orientation angle of the base film is preferably within the range of 10 to 80°. Therefore, the payout angle ⁇ i is preferably within the range of 10 to 60°, and more preferably within the range of 15 to 50°. By being within the above range, it is possible to suppress variation in the optical properties in the width direction of the obtained base film.
- the laminate film according to the present invention is preferably used as a protective film for a display device.
- the laminate film may be attached to a retardation film via a polarizer to be provided in the display device as a polarizing plate.
- the manufacturing method of a polarizing plate of the present invention is a manufacturing method of a polarizing plate comprising a laminate film, and is characterized in that the laminate film is manufactured using the manufacturing method of the laminate film described above.
- Polarizer refers to an element that transmits only light with a certain polarization plane.
- a representative polarizer currently known is a polyvinyl alcohol polarizing film.
- polyvinyl alcohol polarizing film There are two types of polyvinyl alcohol polarizing film: one in which the polyvinyl alcohol film is dyed with iodine and one in which the polyvinyl alcohol film is dyed with a dichroic dye.
- polyvinyl alcohol polarizing film is a film obtained by uniaxially stretching a polyvinyl alcohol film and then dyeing it with iodine or a dichroic dye.
- An example of a polyvinyl alcohol polarizing film is a film obtained by uniaxially stretching a polyvinyl alcohol film and then dyeing it with iodine or a dichroic dye. The absorption axis of the polarizer is parallel to the stretching direction of the film.
- These polyvinyl alcohol polarizing films may further be subjected to a durability treatment with a boron compound.
- ethylene-modified polyvinyl alcohol films described in JP-A-2003-248123 and JP-A-2003-342322.
- the ethylene unit content of the ethylene-modified polyvinyl alcohol is preferably within the range of 1 to 4 mol %.
- the degree of polymerization is preferably within the range of 2000 to 4000.
- the degree of saponification is preferably within the range of 99.0 to 99.99 mol %.
- the hot water cutting temperature is preferably within the range of 66 to 73°C.
- the thickness of the polarizer is preferably within the range of 5 to 30 ⁇ m, and more preferably within the range of 10 to 20 ⁇ m.
- the laminated film according to the present invention is preferably laminated with a retardation film via a polarizer to form a polarizing plate.
- the laminated film may be laminated with a retardation film and laminated with a polarizer to form a polarizing plate.
- the polarizing plate also functions as a protective film, so that there is no need to provide an additional protective film, and the display device can be made thinner.
- the polarizing plate can be preferably applied to organic EL display devices and liquid crystal display devices.
- the laminate film preferably has an in-plane retardation value (Ro(550)) in the range of 100 to 170 nm at a light wavelength of 550 nm in an environment of 23°C and 55% RH.
- the retardation film functions as a ⁇ /4 retardation film.
- a circular polarizing plate in which the absorption axis of the polarizer and the slow axis of the ⁇ /4 retardation film are bonded at an angle of 45°, it is possible to impart the function of suppressing reflection of external light.
- reflected light by the electrodes is prevented, improving visibility.
- the in-plane phase difference value Ro(550) measured at a wavelength of 550 nm is preferably within the range of 120 to 160 nm, and more preferably within the range of 130 to 150 nm.
- the laminate film When used in a liquid crystal display device, the laminate film is preferably used as a polarizing plate protective film, or as a polarizing plate laminated with another retardation film via a polarizer.
- the retardation of the retardation film is appropriately selected depending on the type of liquid crystal cell to be combined.
- the in-plane retardation Ro(550) measured at a wavelength of 550 nm under conditions of 23°C and 55% RH is preferably within the range of 20 to 100 nm.
- the retardation Rth(550) in the thickness direction is preferably within the range of 70 to 300 nm.
- the retardation value Ro in the in-plane direction and the retardation value Rth in the thickness direction are defined by the following formulas.
- Formula (I): Ro (n x ⁇ ny ) ⁇ d [nm]
- Formula (II): Rth ⁇ (n x + ny )/2- nz ⁇ d[nm]
- nx represents the refractive index in the slow axis direction x, which is the in-plane direction of the film, at which the refractive index is maximum.
- n y represents the refractive index in the in-plane direction of the film, in the direction y perpendicular to the slow axis direction x.
- n z represents the refractive index in the thickness direction z of the film.
- d [nm] represents the thickness of the film.
- the retardation values Ro and Rth can be determined, for example, by the following method.
- the Ro of the laminated film is measured using a phase difference measuring device when light with a measurement wavelength of 550 nm is incident parallel to the normal to the surface of the film.
- the in-plane slow axis of the laminated film is the tilt axis (axis of rotation).
- the retardation value R( ⁇ ) is measured using a phase difference measuring device when light with a measurement wavelength of 550 nm is incident at an angle of ⁇ (incident angle ( ⁇ )) with respect to the normal to the film surface.
- the retardation value R( ⁇ ) is measured, for example, at six points every 10° within the range of ⁇ from 0 to 50°.
- the "in-plane slow axis" refers to the axis within the film plane where the refractive index is maximum, and can be confirmed using a phase difference measuring device.
- nx , ny and nz are calculated from the measured Ro and R( ⁇ ), the average refractive index and the film thickness using a phase difference measurement device, and Rth at a measurement wavelength of 550 nm is calculated.
- the retardation can be measured under conditions of 23° C. and 55% RH.
- a phase difference measuring device for example, “KOBRA-21ADH” (manufactured by Oji Scientific Instruments Co., Ltd.) can be used.
- the retardation value of the laminated film can be adjusted by changing the stretch ratio of the base layer, etc.
- the polarizing plate is obtained through a process of bonding a polarizer and a laminated film together via an adhesive, and a process of cutting the bonded laminate to a specified size.
- the adhesive used for bonding may be a fully saponified polyvinyl alcohol aqueous solution (water glue) or an active energy ray curable adhesive.
- water glue it is preferable to corona treat the base layer using a corona discharge treatment device from the viewpoint of adhesion.
- the manufacturing method of a display device of the present invention is a manufacturing method of a display device that manufactures a display device having a laminate film, and is characterized in that the laminate film is manufactured using the manufacturing method of the laminate film described above.
- the laminate film according to the present invention is preferably used as a protective film for a display device.
- the display device include a liquid crystal display device and an organic EL display device, as well as an image display device including a touch panel and a plasma display.
- a liquid crystal display device includes a liquid crystal cell and a pair of polarizing plates that sandwich the liquid crystal cell.
- Fig. 6 is a schematic diagram showing an example of a basic configuration of a liquid crystal display device.
- a liquid crystal display device 100 includes a liquid crystal cell 30, a first polarizing plate 50 and a second polarizing plate 70 sandwiching the liquid crystal cell 30, and a backlight 90.
- the first polarizing plate 50 is provided with a laminate film 53 (F1) according to the present invention on the viewing side.
- the laminate film according to the present invention may be applied to the optical film 75.
- the display mode of the liquid crystal cell 30 may be various display modes such as STN, TN, OCB, HAN, VA (MVA, PVA), IPS, etc. From the viewpoint of obtaining high contrast, the VA (MVA, PVA) mode is preferable.
- the first polarizing plate 50 includes a first polarizer 51, a laminate film 53 (F1) arranged on the surface of the first polarizer 51 opposite the liquid crystal cell, and an optical film 55 (F2) arranged on the surface of the first polarizer 51 facing the liquid crystal cell.
- the second polarizing plate 70 includes a second polarizer 71, an optical film 73 (F3) arranged on the surface of the second polarizer 71 facing the liquid crystal cell, and an optical film 75 (F4) arranged on the surface of the second polarizer 71 opposite the liquid crystal cell.
- One of the optical films 55 (F2) and 73 (F3) may be omitted as necessary.
- the laminated film 53 (F1) has a base layer 53A and a cured layer 53B, and the base layer 53A is in contact with the first polarizer 51.
- the optical film of the present invention can be preferably used not only as a liquid crystal display device or an organic EL display device, but also as a protective film for image display devices such as image display devices equipped with a touch panel and plasma displays.
- the solvent was evaporated on the stainless steel belt substrate until the amount of residual solvent in the web was 30%.
- the web was peeled off from the stainless steel belt substrate with a peeling tension of 128 N/m.
- the amount of residual solvent in the raw film obtained after peeling was 5% by mass at the start of stretching.
- the raw film was then dried while being transported by multiple rollers.
- the raw film was then stretched using a tenter system. The end of the stretched film that was held by the tenter clips was slit with a laser cutter, and then it was taken up to produce a base layer 1 with a thickness of 30 ⁇ m.
- Substrate layer 2 was prepared in the same manner as in preparation of substrate layer 1, except that the cycloolefin resin was changed to "ZEONOR (registered trademark) 1420" (manufactured by Zeon Corporation). It should be noted that “ZEONOR (registered trademark) 1420” (manufactured by Zeon Corporation) was a cycloolefin resin having no polar group.
- the coating film was irradiated with ultraviolet light at a light intensity of 180 mJ/ cm2 using a high pressure mercury lamp under atmospheric conditions to be cured.
- a laminate film 1 having a cured layer 1 formed on a substrate layer 1 was produced.
- the thickness of the cured layer 1 was 1.4 ⁇ m.
- Table I shows the composition of the coating solution for the curable layer.
- "A-DPH" in the monomer (B) is dipentaerythritol polyacrylate (manufactured by Shin-Nakamura Chemical Co., Ltd.).
- the content [mass %] of the monomer represents the ratio to the total mass of all the monomers in the coating liquid for the curable layer.
- the "monomer:silica mass ratio” represents the mass ratio of the total mass of all monomers to the silica particles in the coating liquid for the curable layer.
- AA Less than one scratch.
- Table II shows the structure of the laminated film, the drying temperature of the cured layer, the thickness of the cured layer, the inclination a, and the evaluation results.
- the thickness of the cured layer was measured by the method described above.
- “Slope a” represents the slope of the approximation line calculated by the above-mentioned method.
- the examples and comparative examples show that the laminated film produced by the manufacturing method of the present invention can simultaneously achieve initial adhesion, weather-resistant adhesion, and scratch resistance.
- a laminated film that combines initial adhesion, weather-resistant adhesion, and scratch resistance can be obtained.
- the display device can be used even in environments with large climate changes, such as outdoors.
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Wood Science & Technology (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Organic Chemistry (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Laminated Bodies (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025525998A JPWO2024252843A1 (https=) | 2023-06-09 | 2024-05-10 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023095416 | 2023-06-09 | ||
| JP2023-095416 | 2023-06-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024252843A1 true WO2024252843A1 (ja) | 2024-12-12 |
Family
ID=93795302
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/017327 Ceased WO2024252843A1 (ja) | 2023-06-09 | 2024-05-10 | 積層フィルムの製造方法、偏光板の製造方法及び表示装置の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2024252843A1 (https=) |
| WO (1) | WO2024252843A1 (https=) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007206499A (ja) * | 2006-02-03 | 2007-08-16 | Nakajima Kogyo Kk | 防眩フィルム |
| JP2007237483A (ja) * | 2006-03-06 | 2007-09-20 | Dainippon Printing Co Ltd | 光学積層体、及びその製造方法 |
| JP2008012675A (ja) * | 2006-06-30 | 2008-01-24 | Dainippon Printing Co Ltd | 光学積層体、及びその製造方法 |
| JP2008062539A (ja) * | 2006-09-08 | 2008-03-21 | Nakajima Kogyo Kk | 防眩フィルム |
| JP2010085931A (ja) * | 2008-10-02 | 2010-04-15 | Dainippon Printing Co Ltd | ハードコートフィルムの製造方法及び光学機能部材の製造方法 |
| JP2010082860A (ja) * | 2008-09-30 | 2010-04-15 | Dainippon Printing Co Ltd | ハードコートフィルム及びハードコートフィルムの製造方法 |
| JP2015193756A (ja) * | 2014-03-31 | 2015-11-05 | 日揮触媒化成株式会社 | 有機樹脂分散ゾル、透明被膜形成用塗布液および透明被膜形成用塗布液の製造法ならびに透明被膜付基材 |
| JP2016212146A (ja) * | 2015-04-30 | 2016-12-15 | コニカミノルタ株式会社 | 光学フィルム及びその製造方法 |
| JP2017109350A (ja) * | 2015-12-15 | 2017-06-22 | 大日本印刷株式会社 | 光学積層体 |
| JP2022180796A (ja) * | 2021-05-25 | 2022-12-07 | Dic株式会社 | 活性エネルギー線硬化性組成物、硬化物及びフィルム |
-
2024
- 2024-05-10 JP JP2025525998A patent/JPWO2024252843A1/ja active Pending
- 2024-05-10 WO PCT/JP2024/017327 patent/WO2024252843A1/ja not_active Ceased
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007206499A (ja) * | 2006-02-03 | 2007-08-16 | Nakajima Kogyo Kk | 防眩フィルム |
| JP2007237483A (ja) * | 2006-03-06 | 2007-09-20 | Dainippon Printing Co Ltd | 光学積層体、及びその製造方法 |
| JP2008012675A (ja) * | 2006-06-30 | 2008-01-24 | Dainippon Printing Co Ltd | 光学積層体、及びその製造方法 |
| JP2008062539A (ja) * | 2006-09-08 | 2008-03-21 | Nakajima Kogyo Kk | 防眩フィルム |
| JP2010082860A (ja) * | 2008-09-30 | 2010-04-15 | Dainippon Printing Co Ltd | ハードコートフィルム及びハードコートフィルムの製造方法 |
| JP2010085931A (ja) * | 2008-10-02 | 2010-04-15 | Dainippon Printing Co Ltd | ハードコートフィルムの製造方法及び光学機能部材の製造方法 |
| JP2015193756A (ja) * | 2014-03-31 | 2015-11-05 | 日揮触媒化成株式会社 | 有機樹脂分散ゾル、透明被膜形成用塗布液および透明被膜形成用塗布液の製造法ならびに透明被膜付基材 |
| JP2016212146A (ja) * | 2015-04-30 | 2016-12-15 | コニカミノルタ株式会社 | 光学フィルム及びその製造方法 |
| JP2017109350A (ja) * | 2015-12-15 | 2017-06-22 | 大日本印刷株式会社 | 光学積層体 |
| JP2022180796A (ja) * | 2021-05-25 | 2022-12-07 | Dic株式会社 | 活性エネルギー線硬化性組成物、硬化物及びフィルム |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024252843A1 (https=) | 2024-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101787442B1 (ko) | 편광판의 제조 방법 | |
| TWI463197B (zh) | 偏光板、光學組件以及液晶顯示裝置 | |
| CN104339796B (zh) | 层叠体 | |
| JP5495906B2 (ja) | 光硬化性接着剤組成物、偏光板とその製造法、光学部材及び液晶表示装置 | |
| JP5667554B2 (ja) | 光硬化性接着剤組成物、偏光板とその製造法、光学部材及び液晶表示装置 | |
| KR101443845B1 (ko) | 하드코팅 필름을 포함하는 편광판 | |
| KR100836140B1 (ko) | 배향막용 자외선경화형 수지조성물 및 액정성 화합물을갖는 고분자 필름을 포함하는 위상차 필름 | |
| TWI413809B (zh) | 光學薄膜、橢圓偏光板、圓偏光板、液晶顯示元件、及該光學薄膜之製法 | |
| JP6687184B2 (ja) | 偏光子保護フィルム、これを含む偏光板、および前記偏光板を含む液晶ディスプレイ装置 | |
| TW202115435A (zh) | 折疊式顯示器用偏光板 | |
| WO2014058042A1 (ja) | 光硬化性接着剤組成物、偏光板とその製造法、光学部材及び液晶表示装置 | |
| WO2017014225A1 (ja) | 液晶パネルおよび液晶表示装置 | |
| JP6728561B2 (ja) | 偏光子保護フィルム、これを含む偏光板、および前記偏光板を含む液晶ディスプレイ装置 | |
| TWI579352B (zh) | 硬化性接著劑組成物及使用該組成物的偏光板 | |
| JP2003014935A (ja) | 配向膜用紫外線硬化型樹脂組成物および液晶性化合物を有する高分子フィルムからなる位相差フィルム | |
| WO2020195630A1 (ja) | 積層体及び画像表示装置 | |
| TWI725980B (zh) | 光學薄膜及其製造方法 | |
| JP2023133318A (ja) | カバー部材、カバー部材用の基材フィルム、及びそれらを具備した表示装置 | |
| WO2011010551A1 (ja) | 光学異方性フィルム、偏光板及び液晶表示装置 | |
| TWI288263B (en) | Liquid crystal display, optical compensator for a liquid crystal display and method of forming the same | |
| WO2019058759A1 (ja) | 積層体、偏光板、及び画像表示装置 | |
| WO2024252843A1 (ja) | 積層フィルムの製造方法、偏光板の製造方法及び表示装置の製造方法 | |
| WO2020195631A1 (ja) | 積層体及び画像表示装置 | |
| WO2019097889A1 (ja) | 積層体、偏光板、及び画像表示装置、および積層体の製造方法 | |
| JP2004361600A (ja) | 配向膜用紫外線硬化型樹脂組成物及びこれを用いた配向板、位相差板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24819080 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025525998 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025525998 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |