WO2024247816A1 - めっき鋼板及び自動車用部材 - Google Patents
めっき鋼板及び自動車用部材 Download PDFInfo
- Publication number
- WO2024247816A1 WO2024247816A1 PCT/JP2024/018655 JP2024018655W WO2024247816A1 WO 2024247816 A1 WO2024247816 A1 WO 2024247816A1 JP 2024018655 W JP2024018655 W JP 2024018655W WO 2024247816 A1 WO2024247816 A1 WO 2024247816A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- plating layer
- steel sheet
- layer
- plated
- plated steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
- C22C18/04—Alloys based on zinc with aluminium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
- C23C2/29—Cooling or quenching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/023—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only
- C23C28/025—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only with at least one zinc-based layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/345—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer
Definitions
- the present invention relates to a plated steel sheet and an automotive component.
- This application claims priority based on Japanese Patent Application No. 2023-087179, filed on May 26, 2023, the contents of which are incorporated herein by reference.
- Zn-Al-Mg hot-dip plated steel sheets which have a hot-dip Zn plating layer containing Al and Mg, have excellent corrosion resistance. For this reason, Zn-Al-Mg hot-dip plated steel sheets are widely used as materials for structural components that require corrosion resistance, such as building materials. In addition, because Zn-Al-Mg hot-dip plating has high corrosion resistance, there has been recent consideration of using Zn-Al-Mg hot-dip plated steel sheets, which are made by applying Zn-Al-Mg hot-dip plating to high-strength steel sheets such as high-tensile steel sheets, for automotive components.
- Patent Document 1 describes a plated steel material having a steel material and a plating layer including a Zn-Al-Mg alloy layer disposed on the surface of the steel material, in which the Zn-Al-Mg alloy layer has a Zn phase and contains an Mg-Sn intermetallic compound phase in the Zn phase, and the plating layer has a chemical composition consisting of, in mass%, more than 65.0% Zn, more than 5.0% and less than 25.0% Al, more than 3.0% and less than 12.5%, 0.1% to 20.0% Sn, and impurities, and satisfies the following formulas 1 to 5.
- Formula 1 Bi+In ⁇ Sn Formula 2: Y+La+Ce ⁇ Ca Formula 3: Si ⁇ Sn Formula 4: O ⁇ Cr+Ti+Ni+Co+V+Nb+Cu+Mn ⁇ 0.25 Formula 5: O ⁇ Sr+Sb+Pb+B ⁇ 0.5
- Patent Document 2 describes a plated steel material having a steel material and a plating layer including a Zn-Al-Mg alloy layer disposed on the surface of the steel material, in which the area fraction of the MgZn 2 phase is 45 to 75%, the total area fraction of the MgZn 2 phase and the Al phase is 70% or more in a cross section of the Zn-Al-Mg alloy layer, and the Zn-Al-MgZn 2 phase is 45 to 75%. 2.
- the area fraction of the ternary eutectic structure is 0 to 5%, and the plating layer is composed of, in mass%, Zn: more than 44.90% and less than 79.90%, Al: more than 15% and less than 35%, Mg: more than 5% and less than 20%, Ca: 0.1% to less than 3.0%, and impurities, and the element group A is Y, La, and Ce, the element group B is Cr, Ti, Ni, Co, V, Nb, Cu, and Mn, the element group C is Sr, Sb, and Pb, and the element group D is Sn, Bi, and In.
- the document describes a plated steel material having a chemical composition in which the total content of elements selected from element group A is 0% to 0.5%, the total content of Ca and the elements selected from element group A is 0.1% to less than 3.0%, the total content of elements selected from element group B is 0% to 0.25%, the total content of elements selected from element group C is 0% to 0.5%, and the total content of elements selected from element group D is 0% to 20.00%.
- Plated steel sheets for automobiles require not only edge corrosion resistance, which is the corrosion resistance of the cut edge, but also paint adhesion when the plated surface is painted.
- edge corrosion resistance which is the corrosion resistance of the cut edge
- paint adhesion when the plated surface is painted.
- no technology had been developed to improve the paint adhesion of a plated layer that contains a Zn-Al-Mg alloy layer.
- This disclosure has been made in consideration of the above circumstances, and aims to provide plated steel sheets and automotive components that have excellent paint adhesion and edge corrosion resistance.
- a steel plate and a plating layer disposed on at least a part of a surface of the steel plate The average chemical composition of the plating layer is, in mass%, Al: 10.00-30.00%, Mg: 1.00-15.00%, Sn: 0.00-1.00%, Si: 0.00-2.00%, Ca: 0.00-2.00%, Ni: 0.00 to 1.00%, Fe: 0.01-15.00%, Sb: 0.00 to 0.50%, Pb: 0.00-0.50%, Cu: 0.00-1.00%, Ti: 0.00-1.00%, Cr: 0.00-1.00%, Nb: 0.00-1.00%, Zr: 0.00-1.00%, Mn: 0.00-1.00%, Mo: 0.00-1.00%, Ag: 0.00-1.00%, Li: 0.00 to 1.00%, Bi: 0.00-1.00%, V: 0.00-1.00%, Co: 0.00-1.00%, In: 0.00-1.00%, W: 0.00-1.00%,
- the surface of the plating layer is an uneven surface, In a cross section of the plating layer, a relationship between a length Lo of the plating layer in a longitudinal direction within an observation region of the cross section and a total length Lr of a contour line of the surface of the plating layer within the observation region satisfies the following formula (1):
- the plating layer includes one or both of a plurality of massive binary eutectic structures and a plurality of massive ternary eutectic structures, a plated steel sheet, wherein at least a portion of the plurality of aggregated binary eutectic structures or the plurality of aggregated ternary eutectic structures is continuously present from the surface of the plating layer to a position that is half the average thickness of the plating layer.
- the plating layer includes an Fe-Al-based interface alloy layer in contact with the steel sheet, The plated steel sheet according to [1], wherein at least a portion of the plurality of aggregated binary eutectic structures or the plurality of aggregated ternary eutectic structures is continuously present from the surface of the plating layer to the Fe-Al-based interface alloy layer.
- the surface of the plating layer is an uneven surface, In a cross section of the plating layer, a relationship between a length Lo of the plating layer in a longitudinal direction within an observation region of the cross section and a total length Lr of a contour line of the surface of the plating layer within the observation region satisfies the following formula (4):
- the plating layer includes one or both of a plurality of massive binary eutectic structures and a plurality of massive ternary eutectic structures, an automotive member, wherein at least a portion of the plurality of aggregated binary eutectic structures or the plurality of aggregated ternary eutectic structures is continuously present from the surface of the plating layer to a position that is half the average thickness of the plating layer. (Lr-Lo)/Lo ⁇ 100 ⁇ 2.0(%)...(4)
- This disclosure makes it possible to provide plated steel sheets and automotive components that are excellent in both end corrosion resistance and paint adhesion.
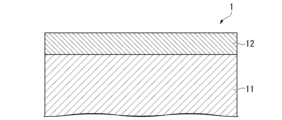
- FIG. 1 is a cross-sectional schematic diagram of a plated steel sheet according to one embodiment of the present disclosure.
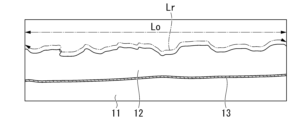
- FIG. 2 is a schematic diagram showing an example of an observation field when a cross section of a plating layer is observed with a scanning electron microscope.
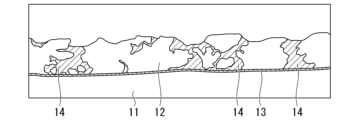
- FIG. 3 is a schematic diagram showing an example of an observation field when a cross section of a plating layer is observed with a scanning electron microscope.
- FIG. 4 is a schematic diagram showing an example of an observation field when a cross section of a plating layer of a conventional plated steel material is observed with a scanning electron microscope.
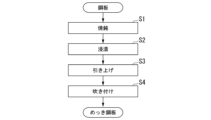
- FIG. 5 is a flowchart of an example of a method for producing a plated steel sheet according to one embodiment of the present disclosure.
- the present inventors have studied means for improving paint adhesion to a coating layer.
- the metal structure of a Zn-Al-Mg-based hot-dip coating layer containing Al, Mg, and Zn includes various phases or structures. For example, it is known that an Al phase and an MgZn two- phase crystallize in the early solidification stage, and a binary eutectic structure or a ternary eutectic structure crystallizes in the later solidification stage. As a result of the study by the present inventors, it was found that the binary eutectic structure or the ternary eutectic structure has superior adhesion to a coating film compared to the Al phase and the MgZn two- phase.
- binary or ternary eutectic structures may be exposed on the surface of the plating layer. These binary or ternary eutectic structures are often distributed on the surface of the plating layer, specifically, in a range from the surface of the plating layer to a depth position of 1/4 to 1/3 of the average thickness of the plating layer. Conventionally, it was thought that these eutectic structures exposed on the surface of the plating layer improve paint adhesion.
- the processed plating layer may develop fine cracks on its surface due to strain during processing.
- the Zn-Al-Mg hot-dip plating layer is harder than the conventional Zn-based plating layer, so there is a possibility that a relatively large number of cracks will occur, and the eutectic structure will fall off the plating layer more frequently, raising concerns about a decrease in paint adhesion.
- the inventors have therefore conducted research and found that by controlling the atmosphere from when the plating bath is pulled up to when cooling begins after the plating bath is applied to the steel sheet by the hot-dip plating method, adjusting the cooling rate during cooling, and selecting a suitable cooling gas, the binary eutectic structure or ternary eutectic structure can be continuously present up to a position deeper than the surface of the plating layer, specifically, at least to a position at a depth of 1/2 the average thickness of the plating layer, so that even if cracks occur, the eutectic structure will not fall off from the plating layer, and thus a decrease in paint adhesion can be prevented. Furthermore, they have found that by controlling the atmosphere, adjusting the cooling rate, and selecting a suitable cooling gas, the surface of the plating layer can be made uneven, further improving paint adhesion.
- the plated steel sheet of the present embodiment includes a steel sheet and a plating layer disposed on at least a portion of a surface of the steel sheet, and the plating layer has an average chemical composition, in mass%, of Al: 10.00 to 30.00%, Mg: 1.00 to 15.00%, Sn: 0.00 to 1.00%, Si: 0.00 to 2.00%, Ca: 0.00 to 2.00%, Ni: 0.00 to 1.00%, Fe: 0.01 to 15.00%, Sb: 0.00 to 0.50%, Pb: 0.00 to 0.50%, Cu: 0.00 to 0.50%, and Fe: 0.01 to 15.00%.
- 0.00 to 1.00% Ti: 0.00 to 1.00%, Cr: 0.00 to 1.00%, Nb: 0.00 to 1.00%, Zr: 0.00 to 1.00%, Mn: 0.00 to 1.00%, Mo: 0.00 to 1.00%, Ag : 0.00 to 1.00%, Li: 0.00 to 1.00%, Bi: 0.00 to 1.00%, V: 0.00 to 1.00%, Co: 0.00 to 1.00%, In: 0.00 to 1.00%, W: 0.00 to 1.00%, P: 0.
- the surface of the plating layer is an uneven surface, and in a cross section of the plating layer, the relationship between the longitudinal length Lo of the plating layer within the observation region and the total length Lr of the contour line of the surface of the plating layer within the observation region satisfies the following formula (1), the plating layer contains one or both of a plurality of aggregate binary eutectic structures or a plurality of aggregate ternary eutectic structures, and at least a part of the plurality of aggregate binary eutectic structures or the plurality of aggregate
- the plated layer includes an Fe-Al interfacial alloy layer in contact with the steel sheet, and that at least a portion of the multiple aggregated binary eutectic structures or multiple aggregated ternary eutectic structures is continuously present from the surface of the plated layer to the Fe-Al interfacial alloy layer.
- a location where at least a portion of the multiple aggregate binary eutectic structures or the multiple aggregate ternary eutectic structures are continuously present from the surface of the plating layer to a position that is 1/2 of the average thickness of the plating layer is located in a recess in the uneven surface of the plating layer.
- a location where at least a portion of a plurality of aggregated binary eutectic structures or a plurality of aggregated ternary eutectic structures is continuously present from the surface of the plated layer to the Fe-Al-based interface alloy layer is located in a recess of the uneven surface of the plated layer.
- FIG. 1 shows a schematic cross-sectional view of a plated steel sheet 1.
- FIG. 1 is a schematic diagram for explaining the positional relationship between a steel sheet 11 and a plated layer 12. Note that in FIG. 1, the uneven surface of the plated layer 12 is omitted.
- the plated steel sheet 1 has a steel sheet 11.
- the steel sheet 11 may also be a base steel sheet that has been formed into, for example, steel pipes, civil engineering and construction materials (fences, corrugated pipes, drainage ditch covers, sand-flying plates, bolts, wire mesh, guardrails, water-stopping walls, etc.), home appliance parts (casings for air conditioner outdoor units, etc.), and automotive parts (suspension parts, exterior parts, interior parts, structural parts, etc.).
- the forming process is, for example, various plastic processing techniques such as pressing, roll forming, and bending.
- the steel plate 11 can be various steel plates such as general steel, Al-killed steel, extra-low carbon steel, high carbon steel, various high tensile steels, and some high alloy steels (steels containing strengthening elements such as Ni and Cr).
- the steel plate 11 may also be a hot-rolled steel plate, hot-rolled steel strip, cold-rolled steel plate, and cold-rolled steel strip described in JIS G 3302:2010.
- the manufacturing method of the steel plate hot rolling method, pickling method, cold rolling method, etc.
- the steel sheet 11 constituting the plated steel sheet 1 according to this embodiment may be a high-tensile steel sheet for automotive components.
- the plated steel sheet 1 has a plating layer 12 disposed on at least a portion of the surface of the steel sheet 11.
- the plating layer 12 is formed on one side of the steel sheet 11, but the plating layer 12 may be formed on both sides of the steel sheet 11. It is preferable that the plating layer 12 is a plating film produced by a so-called hot-dip plating process.
- the plating layer 12 is mainly composed of a Zn-Al-Mg alloy layer due to its chemical composition, which will be described later. Furthermore, the plating layer 12 of the plated steel sheet 1 according to this embodiment may include an Fe-Al-based interface alloy layer, mainly composed of Fe and Al, between the steel sheet 11 and the Zn-Al-Mg alloy layer. In other words, the plating layer 12 may be a single-layer structure of a Zn-Al-Mg alloy layer, or a laminate structure including a Zn-Al-Mg alloy layer and an Fe-Al-based interface alloy layer.
- the chemical composition of the plating layer is explained below.
- the “%” for the content of each element in the chemical composition means “mass %.”
- the content of an element in the chemical composition is sometimes expressed as element concentration (e.g. Zn concentration, Mg concentration, etc.).
- paint adhesion refers to the property of a paint film being less likely to peel off when a paint film is provided on the surface of a plating layer, or when a chemical conversion film and a paint film are provided on the surface of a plating layer.
- Plane corrosion resistance refers to the property of the plating layer (specifically, the Zn-Al-Mg alloy layer) itself being resistant to corrosion.
- Edge corrosion resistance refers to the property of inhibiting corrosion of a steel sheet at an exposed portion of the steel sheet (for example, a cut edge of a plated steel sheet).
- the plating layer according to this embodiment contains Zn and other alloying elements.
- the chemical composition of the plating layer is described in detail below. Note that elements described as having a lower limit of concentration of 0.00% are optional elements that are not essential for solving the problems of the plated steel sheet according to this embodiment, but are permissible to be included in the plating layer for the purpose of improving characteristics, etc.
- Al contributes to improving the plane corrosion resistance and workability. Therefore, the Al concentration is set to 10.00% or more. On the other hand, if Al is excessive, the Mg concentration and Zn concentration are relatively decreased, and the end surface Corrosion resistance is deteriorated. Therefore, the Al concentration is set to 30.00% or less.
- the Al concentration may be set to 10.00 to 25.00% or 15.00 to 22.00%.
- the Al concentration is set to 11.00% or more.
- the Al concentration may be 28.00% or less, 24.00% or less, or 20.00% or less.
- Mg is an essential element for ensuring planar corrosion resistance. It is also necessary for crystallizing binary eutectic structures, ternary eutectic structures, Mg 2 Sn phases, etc. Therefore, the Mg concentration. On the other hand, if the Mg concentration is excessive, the workability, especially the powdering property, may deteriorate, and further the flat corrosion resistance may deteriorate. Therefore, the Mg concentration is set to 15.00%.
- the Mg concentration may be 4.50 to 15.00% or 5.00 to 15.00%.
- the Mg concentration may be 2.00% or more, 3.00% or more, or 4.00% or more.
- the Mg concentration may be 13.00% or less, 10.00% or less, or 8.00% or less.
- the Sn concentration may be 0%.
- Sn is an element that forms an intermetallic compound with Mg and improves the planar corrosion resistance of the plating layer. Therefore, the Sn concentration is set to 0.05% or more, 0.
- the Sn concentration may be 10% or more, or 0.20% or more. However, if the Sn concentration is excessive, the flat surface corrosion resistance deteriorates. Therefore, the Sn concentration is set to 1.00% or less.
- the Sn concentration is set to 0.80% or less. , 0.60% or less, 0.50% or less, 0.20% or less, or 0.06% or less.
- the Si concentration may be 0.00%.
- Si contributes to improving the plane corrosion resistance. Also, it is an element necessary for crystallizing the Mg 2 Si phase. Therefore, the Si concentration is The Si content may be more than 0.00%, 0.01% or more, 0.05% or more, or 0.10% or more.
- the Si content is set to 2.
- the Si concentration may be 1.80% or less, 1.50% or less, 1.20% or less, or 1.00% or less.
- the Ca concentration may be 0%.
- Ca is an element that can adjust the amount of Mg elution that is optimal for imparting flat surface corrosion resistance. Therefore, the Ca concentration is 0.01% or more or 0. However, if the Ca concentration is excessive, the surface corrosion resistance and workability are deteriorated. Therefore, the Ca concentration is set to 2.00% or less. The Ca concentration is set to 1.00% or less. , 0.50% or less, 0.10% or less, or 0.05% or less.
- Ni concentration may be 0.00%.
- Ni contributes to improving the end face corrosion resistance. Therefore, the Ni concentration may be 0.001% or more.
- the Ni concentration is set to 1.00% or less.
- the Ni concentration may be set to 0.50% or less, 0.10% or less, or 0.01% or less.
- the Fe concentration may be 0%, but since Fe may be mixed into the plating layer from the base steel sheet, the plating layer may contain 0.01% or more of Fe. It has been confirmed that the Fe concentration does not adversely affect the performance of the plating layer.
- the Fe concentration may be, for example, 0.01% or more, 0.10% or more, or 0.50% or more.
- the Fe concentration is 15.00% or less.
- the Fe concentration may be 10.00% or less, 5.00% or less, 2.00% or less, or 1.00% or less.
- concentrations of Sb and Pb may be 0.00%.
- Sb and Pb contribute to improving the end face corrosion resistance. Therefore, the concentrations of Sb and Pb may be 0.01% or more, 0.03% or more, or 0.05% or more.
- concentrations of Sb and Pb are 0.50% or less.
- concentrations of Sb and Pb may be 0.40% or less, 0.20% or less, or 0.10% or less.
- ⁇ Cu, Ti, Cr, Nb, Zr, Mn, Mo, Ag and Li 0.00 to 1.00% each>
- the concentrations of Cu, Ti, Cr, Nb, Zr, Mn, Mo, Ag and Li may each be 0%.
- these elements contribute to improving the end face corrosion resistance. Therefore, the concentrations of these elements may each be 0.01% or more.
- the concentrations of these elements are each 1.00% or less.
- the concentrations of these elements may each be 0.50% or less, 0.10% or less, 0.05% or less, or 0.03% or less.
- ⁇ Bi, V, Co, In, W 0.00 to 1.00% each>
- the concentrations of Bi, V, Co, In, and W may be 0%.
- each of these elements contributes to improving the end face corrosion resistance. Therefore, the concentrations of these elements may be 0.001% or more, or 0.01% or more.
- the concentrations of Bi, V, Co, In, and W are 1.00% or less.
- the concentrations of these elements may be 0.50% or less, 0.10% or less, 0.02% or less, or 0.01% or less.
- the P concentration may be 0%.
- P contributes to improving the end face corrosion resistance. Therefore, the P concentration may be 0.005% or more, or 0.01% or more.
- the P concentration is set to 1.00% or less.
- the P concentration may be set to 0.05% or less, 0.03% or less, or 0.01% or less.
- ⁇ B, Y and Sr each 0.00 to 0.50%>
- the concentrations of B, Y and Sr may be 0.00%.
- B, Y and Sr contribute to improving the end face corrosion resistance. Therefore, the concentrations of these elements may be 0.001% or more or 0.01% or more.
- the concentrations of B, Y and Sr are excessive, the planar corrosion resistance deteriorates. Therefore, the concentrations of these elements are 0.50% or less.
- the concentrations of these elements may be 0.10% or less, 0.02% or less, or 0.01% or less.
- the concentrations of La and Ce may be 0%.
- La and Ce contribute to improving the end face corrosion resistance. Therefore, the concentrations of these elements may each be 0.01% or more.
- the concentrations of these elements are each set to 0.50% or less.
- the concentrations of these elements may each be set to 0.10% or less, 0.05% or less, or 0.02% or less. Also, the total amount of La and Ce should be set to 0.05 to 0.50%.
- Zn and impurities The remainder of the components of the plating layer according to this embodiment are Zn and impurities.
- Zn is an element that provides the plating layer with flat corrosion resistance and edge corrosion resistance.
- the impurities refer to components contained in raw materials or components mixed in during the manufacturing process, but not intentionally contained. For example, trace amounts of components other than Fe may be mixed into the plating layer as impurities due to mutual atomic diffusion between the base steel sheet and the plating bath.
- the total of Al, Mg and Zn is preferably 74.00% or more, may be 80.00% or more, 90.00% or more, 95.00% or more, or 98.00% or more.
- the chemical composition of the plating layer is measured by the following method. First, an acid containing an inhibitor that suppresses corrosion of the steel sheet is used to peel off and dissolve the plating layer to obtain an acid solution. The obtained acid solution is then subjected to ICP analysis. This makes it possible to obtain the chemical composition of the plating layer. There are no particular restrictions on the type of acid, so long as it is an acid that can dissolve the plating layer. Note that the chemical composition measured by the above-mentioned means is the average chemical composition of the entire plating layer.
- the surface of the plating layer in this embodiment is an uneven surface.
- the roughness of the uneven surface is expressed by the relational expression of Lo and Lr, as shown in the following formula (1). That is, (Lr-Lo)/Lo ⁇ 100 needs to be 2.0(%) or more. If (Lr-Lo)/Lo ⁇ 100 is less than 2.0(%), the roughness of the uneven surface is small and the coating adhesion cannot be improved. (Lr-Lo)/Lo ⁇ 100 more preferably satisfies the following formula (2), and even more preferably satisfies the following formula (3).
- the length Lo is the longitudinal length of the plating layer in the observation area of the cross section of the plating layer
- Lr is the total length of the contour of the surface of the plating layer in the observation area.
- the observation area is the observation field when the cross section of the plating layer is observed with a scanning electron microscope
- the longitudinal length of the plating layer that fits in the observation field is Lo
- the total length of the contour of the surface of the plating layer corresponding to the longitudinal length Lo of the plating layer is Lr.
- a plurality of observation fields may be combined to synthesize an observation field in which the longitudinal length Lo of the plating layer is 500 ⁇ m.
- the position of the observation field is set at a distance of 5 mm or more from the edge of the plated steel sheet. If the plated steel sheet has a welded portion, the observation field is set at a distance of 1 mm or more from the weld bead. Furthermore, if the plated steel sheet has a bent portion as an actual portion, the observation field is set at a distance of 2 mm or more from the bent portion. This eliminates the effects of cutting, welding, and bending of the plated steel sheet on the surface properties of the plating layer from the measurement results.
- the observation field is preferably located in a flat area.
- the plated steel sheet may not have a flat area.
- the observation field is preferably located in a region with a curvature radius of 5 mm or more.
- the number of observation fields is 5.
- (Lr-Lo)/Lo ⁇ 100 is calculated for each of the five observation fields, and then the arithmetic mean of these values is determined. This arithmetic mean is regarded as (Lr-Lo)/Lo ⁇ 100 of the plated steel sheet.
- Fig. 2 is a schematic diagram showing an example of an observation field when observed with a scanning electron microscope.
- FIG. 2 shows the relationship between Lo and Lr.
- reference numeral 11 denotes a steel sheet
- reference numeral 12 denotes a plating layer
- reference numeral 13 denotes an interface alloy layer.
- the double-arrowed lines of reference numerals Lo and Lr respectively represent the lengths of Lo and Lr.
- Fig. 2 also shows a schematic representation of the uneven surface of the plating layer.
- the plating layer of this embodiment includes one or both of a plurality of massive binary eutectic structures and a plurality of massive ternary eutectic structures.
- the binary eutectic structure is a eutectic structure of an ⁇ -Zn phase and an Al-Zn phase
- the ternary eutectic structure is a eutectic structure of an Al phase, a Zn phase, and an MgZn 2 phase.
- These eutectic structures may be a lamellar assembly of each phase constituting the eutectic structure.
- the binary eutectic structure may have a lamellar structure in which a layered ⁇ -Zn phase and a layered Al-Zn phase are overlapped.
- the ternary eutectic structure may have a lamellar structure in which a layered Al phase, a layered Zn phase, and a layered MgZn 2 phase are overlapped.
- the plating layer contains massive Al phase, Al-Zn phase, Zn phase, MgZn two- phase, etc.
- the plating layer may contain a eutectoid structure containing a lamellar Zn phase and a lamellar Al phase. This eutectoid structure has a lamellar structure, but does not fall under the category of a binary eutectic structure or a ternary eutectic structure.
- the multiple block-shaped binary or ternary eutectic structures is present continuously from the surface of the plating layer to a position that is half the average thickness of the plating layer. At least a portion of these block-shaped binary or ternary eutectic structures is exposed on the surface of the plating layer.
- the binary or ternary eutectic structure has excellent adhesion to the paint film. Therefore, by exposing the binary or ternary eutectic structure to the surface of the plating layer, the adhesion of the paint film to the entire plating layer is improved.
- the cracks often progress along the boundary between the binary or ternary eutectic structure and other phases or structures.
- at least a portion of the binary or ternary eutectic structure exists continuously up to a position that is 1/2 the average thickness of the plating layer. Therefore, cracks that occur during bending tend to progress from the surface of the plating layer toward the steel sheet side, and are less likely to progress in a direction parallel to the surface of the plating layer. Therefore, even if cracks occur, the eutectic structure is less likely to fall off from the plating layer, and powdering or flaking is suppressed. As a result, even if the plating layer is processed, the paint adhesion of the plating layer is not reduced.
- the plating layer of this embodiment it is more preferable that at least a portion of the multiple blocky binary eutectic structures or ternary eutectic structures is present continuously from the surface of the plating layer to the Fe-Al-based interface alloy layer. This further suppresses the occurrence of powdering or flaking, and further improves the paint adhesion of the plating layer.
- Figure 3 shows an enlarged schematic diagram of an example of a plating layer of this embodiment. It shows the presence of a binary eutectic structure or a ternary eutectic structure.
- Figure 3 shows a schematic representation of the uneven surface of the plating layer 12, and also shows the presence of a binary eutectic structure or a ternary eutectic structure. The shaded areas in the figure are binary eutectic structures or ternary eutectic structures.
- reference numeral 11 denotes a steel plate
- reference numeral 12 denotes a plating layer
- reference numeral 13 denotes an interface alloy layer
- reference numeral 14 denotes a binary eutectic structure or a ternary eutectic structure.
- the binary eutectic structure or ternary eutectic structure 14 continues from the surface of the plating layer 12 toward the steel sheet 11 side. It can also be seen that the binary eutectic structure or ternary eutectic structure 14 exists continuously up to the Fe-Al-based interface alloy layer 13 on the steel sheet 11 side of the plating layer 12. Note that FIG. 3
- FIG 3 shows an example in which many of the binary eutectic structures or ternary eutectic structures 14 continue up to the Fe-Al-based interface alloy layer 13 on the steel sheet 11 side of the plating layer 12, but this embodiment is not limited to this, and the binary eutectic structure or ternary eutectic structure 14 that continues up to the 1/2 position of the plating layer 12 may be included.
- FIG. 4 a schematic cross-sectional view of a conventional plating layer is shown in Figure 4.
- the surface of the plating layer is flat, and the binary or ternary eutectic structure 114 is distributed near the interface alloy layer 113 of the plating layer 112 or near the surface of the plating layer, and no binary or ternary eutectic structure 114 is found that is continuous up to the 1/2 position of the plating layer 112.
- the surface of the plating layer 12 in this embodiment is an uneven surface as exemplified in Figures 2 and 3, and the binary eutectic structure or ternary eutectic structure 14 that exists continuously to a depth of 1/2 the average thickness of the plating layer 12 is present in large amounts in the recesses of the uneven surface as shown in Figure 3.
- the binary eutectic structure or ternary eutectic structure 14 crystallizes in the latter half of the solidification process of the plating layer.
- the concentration of the binary eutectic structure or ternary eutectic structure 14 in the recesses, combined with the geometric effect of the uneven surface, can improve paint adhesion.
- a binary eutectic structure or a ternary eutectic structure that exists continuously from the surface of the plating layer to the Fe-Al-based interface alloy layer may be present in many recesses of the uneven surface.
- the binary eutectic structure or ternary eutectic structure starts to crystallize after the Al phase or Al-Zn phase has crystallized.
- the crystallization of these eutectic structures is thought to start from nucleation in the region of the plating layer on the steel sheet side, more specifically, on the surface of the Fe-Al interface alloy layer.
- the crystallization of the eutectic structure is thought to progress toward the surface of the plating layer. Therefore, it is thought that most of the binary eutectic structure or ternary eutectic structure according to this embodiment exists continuously from the surface of the plating layer to the Fe-Al interface alloy layer.
- the entire binary or ternary eutectic structure is not always observed in a continuous form from the surface of the plating layer to the Fe-Al interface alloy layer. This is because the individual shapes of the block-shaped binary or ternary eutectic structures are indefinite, so the shape of the binary or ternary eutectic structure appears different depending on the position of the cross section.
- the inventors' investigations have shown that if it is observed that at least a portion of multiple blocky binary or ternary eutectic structures exist continuously from the surface of the plating layer to a position half the average thickness of the plating layer in the cross section of the plating layer, then it is highly likely that most of the binary or ternary eutectic structures exist in a continuous form from the surface of the plating layer to the Fe-Al interface alloy layer, which is believed to improve paint adhesion.
- the number of locations where the binary eutectic structure or ternary eutectic structure exists continuously from the surface of the plating layer to a position that is 1/2 the average thickness of the plating layer is preferably 1 to 15 locations per rectangular region on the surface of the plating layer with long sides of 500 ⁇ m and short sides of 150 ⁇ m. If the number of locations is less than 1, the paint adhesion will be insufficient, which is not preferable. Furthermore, if the above formula (2) is satisfied, the number of such locations is preferably 3 to 15 locations. Furthermore, if the above formula (3) is satisfied, the number of such locations is preferably 5 to 15 locations.
- a binary eutectic structure or a ternary eutectic structure is confirmed as follows.
- a rectangular region with a long side of 500 ⁇ m and a short side of 150 ⁇ m is set on the surface of the plating layer.
- the position of the region is determined by the same means as the observation field for evaluating the roughness of the uneven surface of the plating layer described above.
- the number and positions of the binary eutectic structures or ternary eutectic structures exposed on the surface of the plating layer are confirmed.
- the surface of the plating layer including the region is ground sequentially to 1/4 position depth, 1/2 position depth, 3/4 position depth, and 9/10 position depth of the average thickness of the plating layer, and further mirror polished to obtain an observation surface.
- the number and positions of the binary eutectic structures or ternary eutectic structures on the observation surface at each depth are confirmed.
- the number of binary eutectic structures or ternary eutectic structures appearing at the same position is counted in all of the surface of the plating layer, the 1/4 position depth, and the 1/2 position depth.
- the structures appear at the same position if the eutectic structures are within a projection range of a radius of 15 ⁇ m from the center of gravity of the eutectic structure on the surface of the plating layer, they can be considered to appear at the same position.
- the binary eutectic structure or ternary eutectic structure appearing at the same position is determined to be present continuously from the surface of the plating layer to a position at 1/2 of the average thickness of the plating layer.
- the grinding means is not particularly limited, but examples thereof include precision machining such as polishing, and focused ion beam machining (FIB machining).
- the average thickness of the plating layer is defined as the average thickness of the plating layer in a rectangular region having a long side of 500 ⁇ m and a short side of 150 ⁇ m. Then, the position at a height equivalent to the average thickness of the plating layer from the position of the interface between the steel plate and the plating layer is estimated as the average surface position of the plating layer, and the 1/4 position depth, 1/2 position depth, 3/4 position depth, and 9/10 position depth of the average thickness of the plating layer are determined based on the estimated surface position.
- the plating layer contains 0.05 to 0.5% Sn
- the X-ray diffraction measurement for detecting the Mg 2 Sn phase may be performed using the ⁇ -2 ⁇ measurement method.
- the coating weight per side of the plating layer may be, for example, within the range of 20 to 200 g/ m2 .
- the coating weight per side may be, for example, within the range of 20 to 200 g/ m2 .
- the flat corrosion resistance and edge corrosion resistance of the plated steel sheet can be further improved.
- the coating weight per side by setting the coating weight per side to 200 g/m2 or less , the workability of the plated steel sheet can be further improved.
- the plated steel sheet of this embodiment may have a coating formed on the plating layer.
- the coating may be formed in one layer or in two or more layers.
- Types of coatings that may be formed directly on the plating layer include, for example, chromate coatings, phosphate coatings, and chromate-free coatings. These coatings may be formed by known methods such as chromate treatment, phosphate treatment, and chromate-free treatment, as described below.
- the plated steel sheet of this embodiment described above has excellent paint adhesion and edge corrosion resistance.
- the automotive member of this embodiment is obtained by cutting the plated steel sheet of this embodiment into a predetermined planar shape by press forming or the like and processing it into a predetermined three-dimensional shape, and then forming a paint film on it. That is, the automotive member of this embodiment includes a steel material, a plating layer disposed on at least a part of the surface of the steel material, and a paint film disposed on the surface of the plating layer, the average chemical composition of the plating layer is as described above, the surface of the plating layer is an uneven surface, in the cross section of the plating layer, the relationship between the longitudinal length Lo of the plating layer in the observation area of the cross section and the total length Lr of the contour line of the surface of the plating layer in the observation area satisfies the following formula (4), the plating layer includes one or both of a plurality of aggregated binary eutectic structures or a plurality of aggregated ternary eutectic structures, and at least a portion of the plurality of aggregated binary
- the automotive component of this embodiment described above has excellent paint adhesion and edge corrosion resistance.
- the plated steel sheet of this embodiment As long as the plated steel sheet of this embodiment can be manufactured, there is no need to limit the manufacturing method to a specific method. However, for example, the plated steel sheet of this embodiment can be easily obtained according to the manufacturing conditions described below.
- a steel sheet is annealed in a reducing atmosphere, and immediately after annealing, the steel sheet is immersed in a hot-dip plating bath and then pulled out, forming a plating layer on the surface of the steel sheet.
- cooling is performed by spraying cooling gas while the temperature of the plating layer is reduced from the bath temperature to 260°C.
- the oxygen concentration in the atmosphere above the bath surface of the plating bath and the oxygen concentration in the atmosphere from when the steel sheet is pulled out of the plating bath to when cooling is completed are controlled within the range of 100 to 5000 ppm.
- the average cooling rate during the period from when the temperature of the plating layer is reduced from the bath temperature to 260°C is set to 15°C/sec or more. Furthermore, cooling is performed by spraying cooling gas, and the dew point of the cooling gas is set to 0°C or more.
- the method for producing a plated steel sheet according to the present embodiment includes the following steps, as shown in the flowchart of FIG. (S1) annealing a steel sheet in a reducing atmosphere; (S2) Immersing the steel sheet in a hot-dip galvanizing bath; (S3) A step of pulling the steel sheet out of the hot-dip galvanizing bath; (S4) A step of blowing a cooling gas onto the steel sheet to which the hot-dip galvanizing bath is attached; having (A) In the immersion S2 and the pulling-up S3, the oxygen concentration in the atmosphere above the bath surface of the hot-dip galvanizing bath is in the range of 100 to 5000 ppm; (B) In the blowing S4, the dew point of the cooling gas is set to 0° C.
- the average cooling rate until the temperature of the plating layer is reduced from the temperature of the molten plating bath to 260 ° C. is 15 ° C./sec or more;
- the oxygen concentration in the atmosphere from when the steel sheet is pulled out of the coating bath to when cooling is completed is set to a range of 100 to 5000 ppm.
- the coated steel sheet of this embodiment is obtained by combining all of the conditions A, B, C, and D. The details of the manufacturing method will be described below in order.
- (S1 Annealing) Annealing of the steel sheet to be plated is carried out in a reducing atmosphere.
- the reducing atmosphere and annealing conditions are not particularly limited. By this annealing, oxides present on the steel sheet surface are removed as much as possible.
- the chemical composition of the galvanizing bath may be appropriately adjusted so as to obtain the above-mentioned chemical composition of the galvanizing layer.
- the temperature of the galvanizing bath is not particularly limited, and a temperature at which galvanizing can be performed may be appropriately selected.
- the galvanizing bath temperature may be set to a value about 20° C. or more higher than the melting point of the galvanizing bath.
- the coating weight of the plating layer can be controlled by controlling the pulling speed of the steel sheet. If necessary, the coating weight of the plating layer may be controlled by wiping the steel sheet to which the plating layer is attached.
- the coating weight of the plating layer is not particularly limited and can be, for example, within the above-mentioned range.
- the coating layer is then cooled by blowing a cooling gas onto the steel sheet immediately after it is pulled out of the hot-dip coating bath. Cooling by blowing a cooling gas is continuously performed until the temperature of the steel sheet is reduced from the bath temperature to 260°C.
- the cooling conditions below 260°C are not particularly limited, and cooling by blowing a cooling gas may be performed continuously or the steel sheet may be allowed to cool naturally.
- the oxygen concentration in the atmosphere above the surface of the plating bath and the oxygen concentration in the atmosphere from when the steel sheet is pulled out of the plating bath until cooling is completed are controlled to a range of 100 to 5000 ppm.
- the oxygen concentrations in these atmospheres are in the range of 100 to 1000 ppm.
- the oxygen concentration on the bath surface of the plating bath and in the atmosphere during the period from when the steel sheet is pulled out of the plating bath to when the cooling is completed is less than 100 ppm, an oxide film of sufficient thickness is not formed, and it is difficult to make the surface of the plating layer uneven. If the oxygen concentration in the atmosphere exceeds 5000 ppm, an oxide film with a relatively large thickness and a flat surface shape is formed in the early stage of the solidification stage, and the oxide film does not follow the change in the surface shape of the plating layer during the solidification process, and the surface of the plating layer after solidification becomes flat, and the above formula (1) cannot be satisfied.
- the oxygen concentration in the atmosphere exceeds 5000 ppm, the oxide film becomes easily cracked, and it may be difficult to maintain the shape of the plating layer during solidification.
- the means for adjusting the oxygen concentration in the atmosphere above the plating bath surface to within the range of 100 to 5000 ppm.
- a cover may be provided to cover the surface of the plating bath, and a gas with an oxygen concentration of 100 to 5000 ppm may be supplied to the inside of the cover.
- the type of gas supplied to the surface of the plating bath is not particularly limited as long as the oxygen concentration is within the range of 100 to 5000 ppm, and may be a non-oxidizing gas such as nitrogen, an inert gas such as argon, or a mixture of these gases.
- the oxygen concentration of the cooling gas sprayed onto the steel sheet may be set within the range of 100 to 5000 ppm. If air is used as the cooling gas, the cooling gas will have an excessively high oxygen concentration, and a suitable coating layer will not be obtained.
- the oxide film's shape-maintaining function can be maintained. If the dew point of the cooling gas is below 0°C, a plating layer whose surface shape satisfies the above formula (1) cannot be obtained.
- the type of cooling gas so long as the oxygen concentration is within the range of 100 to 5000 ppm, and it may be a non-oxidizing gas such as nitrogen, an inert gas such as argon, or a mixture of these.
- the average cooling rate during the period from the bath temperature to 260°C is 15°C/sec or more.
- the upper limit of the average cooling rate is not particularly limited, but may be, for example, 200°C/sec or less.
- Al primary crystals (Al phase) and Al-Zn phase are sufficiently crystallized in the initial stage of the solidification process.
- the average cooling rate during the period from the bath temperature to 260°C is a value calculated by the following formula.
- the cooling time is the time from when the steel sheet is pulled up from the coating bath until the temperature of the coating layer drops to 260°C.
- Average cooling rate (bath temperature - 260) ⁇ cooling time
- the amount of molten metal on the steel sheet surface decreases. Then, as the temperature of the molten metal drops, the crystallization of binary and ternary eutectic structures begins, and these eutectic structures are formed to fill in the areas around the already crystallized Al phase and Al-Zn phase. As the crystallization of the eutectic structure begins when the remaining amount of molten metal becomes small, the binary and ternary eutectic structures form recesses in the plating layer.
- the crystallization of the eutectic structure mainly begins in the area of the plating layer closer to the steel sheet, and more specifically, crystallization begins from nucleation on the surface of the Fe-Al interface alloy layer, and crystallization progresses toward the surface of the plating layer.
- the binary and ternary eutectic structures exist continuously from the steel sheet side of the plating layer toward the surface side.
- a coating may be formed on the plating layer.
- the coating may be formed in one layer or in two or more layers.
- Types of coatings that may be formed directly on the plating layer include, for example, chromate coatings, phosphate coatings, and chromate-free coatings. These coatings may be formed by known methods such as chromate treatment, phosphate treatment, and chromate-free treatment.
- electrolytic chromate treatment which forms a chromate film by electrolysis
- reactive chromate treatment which uses a reaction with the material to form a film and then washes away excess treatment liquid
- paint-type chromate treatment which applies the treatment liquid to the substrate and dries it without rinsing to form a film. Any of these treatments may be used.
- electrolytic chromate treatments include those using chromic acid, silica sol, resin (phosphoric acid, acrylic resin, vinyl ester resin, vinyl acetate acrylic emulsion, carboxylated styrene butadiene latex, diisopropanolamine modified epoxy resin, etc.), and hard silica.
- phosphate treatments include zinc phosphate treatment, zinc calcium phosphate treatment, and manganese phosphate treatment.
- Chromate-free treatments are particularly suitable as they place no burden on the environment. There are electrolytic chromate-free treatments that form a chromate-free film by electrolysis, reactive chromate-free treatments that form a film by utilizing a reaction with the material and then wash away excess treatment liquid, and coating-type chromate-free treatments that apply a treatment liquid to the substrate and dry it without rinsing to form a film. Any of these treatments may be used.
- an organic resin film may be provided on the film directly on the plating layer.
- the organic resin is not limited to a specific type, and examples include polyester resin, polyurethane resin, epoxy resin, acrylic resin, polyolefin resin, and modified products of these resins.
- the modified product refers to a resin in which a reactive functional group contained in the structure of these resins has been reacted with another compound (monomer, crosslinking agent, etc.) that contains a functional group in its structure that can react with the functional group.
- organic resins one or more organic resins (unmodified) may be used in combination, or one or more organic resins obtained by modifying at least one other organic resin in the presence of at least one organic resin may be used in combination.
- the organic resin film may also contain any coloring pigment or rust-preventive pigment. Water-based resins that have been dissolved or dispersed in water may also be used.
- the manufacturing method for plated steel sheets is not limited to the above, and electroplating, vapor deposition plating, thermal spraying, cold spraying, etc. may be used instead of hot-dip plating.
- the conditions in the embodiment are merely one example of conditions adopted to confirm the feasibility and effects of the present invention.
- the present invention is not limited to this one example of conditions.
- Various conditions may be adopted in the present invention as long as they do not deviate from the gist of the present invention and the object of the present invention is achieved.
- Cold-rolled steel sheet (0.05C-0.1Si-0.2Mn) with a thickness of 1.6 mm was used as the original plate for plating.
- the steel sheet was annealed. After annealing, the steel sheet was immersed in various hot-dip plating baths and then pulled out to attach a plating layer to the steel sheet surface.
- various plated steel sheets were manufactured by cooling the steel sheet using cooling gas from immediately after pulling out of the plating bath until the plating layer reached 260°C.
- the cooling gas consisted mainly of nitrogen gas.
- the oxygen concentration and dew point of the cooling gas were as shown in Tables 2A and 2B.
- the annealing conditions for the steel sheet in a reducing atmosphere were a soaking temperature of 800°C and a soaking time of 10 seconds.
- the annealing atmosphere was a reducing atmosphere consisting of a mixed gas of 5% hydrogen and the balance nitrogen.
- the oxygen concentration in the annealing atmosphere was 20 ppm or less.
- the steel sheet after annealing was air-cooled with nitrogen gas until the immersion sheet temperature reached the bath temperature + 20°C, after which it was immersed in the hot-dip galvanizing bath for about 3 seconds and then pulled up. The pulling speed was 20 to 200 mm/sec. During pulling up, the coating weight was controlled with N2 wiping gas.
- the chemical composition of the plating layer was as shown in Tables 1A and 1B.
- the manufacturing conditions were as shown in Tables 2A and 2B.
- the morphology of the binary eutectic structure or ternary eutectic structure in the plating layer was also evaluated, and the results are shown in Tables 3A and 3B.
- the paint adhesion and edge corrosion resistance of the plated steel sheet were evaluated, and the results are shown in Tables 3A and 3B.
- the uneven shape of the surface of the plating layer was evaluated by setting an observation field in which the longitudinal length Lo of the plating layer was in the range of 500 ⁇ m.
- the presence or absence of the Mg 2 Sn phase was determined by performing X-ray diffraction measurement on the surface of the plating layer and determining whether or not a diffraction peak of Mg 2 Sn was confirmed.
- the edge corrosion resistance (simulated edge corrosion resistance) was evaluated by cutting the plated steel sheet at any point to expose the cut edge, and subjecting the cut edge to a neutral salt spray test as specified in JIS Z 2371, based on the occurrence of red rust on the cut edge.
- the evaluation criteria for the red rust area ratio are shown below. "AAA”, “AA” and “A” were deemed to be acceptable. The results are shown in Tables 3A and 3B.
- AAA Red rust area ratio 10% or less after 2500 hours
- AA Red rust area ratio 10% or less after 2000 hours
- A Red rust area ratio 20% or less after 1500 hours
- B Red rust area ratio over 20% after 1500 hours
- a 50 x 100 mm sample was taken from the plated steel sheet, and Zn phosphate treatment (SD5350 system: Nippon Paint Industrial Coating Co., Ltd. standard) was performed, followed by electrocoating (PN110 Powernics (registered trademark) gray: Nippon Paint Industrial Coating Co., Ltd. standard) to a thickness of 20 ⁇ m, followed by baking at 150°C for 20 minutes.
- the steel sheet was then bent in a V-shape using a die with a 60° curvature radius of 10 mm, and after bending back, it was further immersed in a 5% NaAl aqueous solution at 50°C for 1000 hours.
- AAA peeled area ratio less than 13% AA: peeled area ratio 13% or more but less than 25% A: peeled area ratio 25% or more but less than 35% B: peeled area ratio 35% or more
- the plated steel sheets Nos. 1 to 31 have an uneven surface on the plated layer, and the plated layer contains multiple blocks of either or both of binary and ternary eutectic structures, and a portion of the eutectic structure that exists continuously from the plated layer surface to 1/2 the thickness of the plated layer or to the depth of the Fe-Al-based interface alloy layer is located in the concave portion of the uneven surface, the chemical composition of the plated layer and the morphology of the eutectic structure are within the range of this disclosure, and both the end corrosion resistance and the paint adhesion are excellent.
- No. 33 had an excessive amount of Al in the plating layer.
- (Lr-Lo)/Lo x 100 was small for No. 33, and the paint adhesion was insufficient.
- No. 34 had an insufficient amount of Mg in the plating layer.
- (Lr-Lo)/Lo x 100 was small in No. 34, and the paint adhesion was insufficient.
- the end corrosion resistance also decreased.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Thermal Sciences (AREA)
- Coating With Molten Metal (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202480010759.XA CN120641597A (zh) | 2023-05-26 | 2024-05-21 | 镀覆钢板及汽车用构件 |
| JP2025523810A JPWO2024247816A1 (https=) | 2023-05-26 | 2024-05-21 | |
| KR1020257026563A KR20250135241A (ko) | 2023-05-26 | 2024-05-21 | 도금 강판 및 자동차용 부재 |
| EP24815300.9A EP4722405A1 (en) | 2023-05-26 | 2024-05-21 | Plated steel sheet and member for automobile |
| MX2025010343A MX2025010343A (es) | 2023-05-26 | 2025-09-02 | Lamina de acero enchapada y miembro para un vehiculo |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023087179 | 2023-05-26 | ||
| JP2023-087179 | 2023-05-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024247816A1 true WO2024247816A1 (ja) | 2024-12-05 |
Family
ID=93657549
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/018655 Ceased WO2024247816A1 (ja) | 2023-05-26 | 2024-05-21 | めっき鋼板及び自動車用部材 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4722405A1 (https=) |
| JP (1) | JPWO2024247816A1 (https=) |
| KR (1) | KR20250135241A (https=) |
| CN (1) | CN120641597A (https=) |
| MX (1) | MX2025010343A (https=) |
| WO (1) | WO2024247816A1 (https=) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011157579A (ja) * | 2010-01-29 | 2011-08-18 | Nisshin Steel Co Ltd | 粗面化溶融Zn−Al−Mg合金めっき鋼板およびその製造方法、ならびに溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂成形体とが接合された複合体およびその製造方法 |
| WO2013002358A1 (ja) * | 2011-06-30 | 2013-01-03 | 新日鐵住金株式会社 | 外観均一性に優れた高耐食性溶融亜鉛めっき鋼板およびその製造方法 |
| WO2018139620A1 (ja) | 2017-01-27 | 2018-08-02 | 新日鐵住金株式会社 | めっき鋼材 |
| WO2018139619A1 (ja) | 2017-01-27 | 2018-08-02 | 新日鐵住金株式会社 | めっき鋼材 |
| JP2018188704A (ja) * | 2017-05-09 | 2018-11-29 | Jfeスチール株式会社 | 皮膜被覆溶融Zn−Al−Mg系めっき鋼板およびその製造方法 |
| WO2022107837A1 (ja) * | 2020-11-18 | 2022-05-27 | 日本製鉄株式会社 | めっき鋼材 |
| JP2023087179A (ja) | 2021-12-13 | 2023-06-23 | 株式会社三共 | 遊技機 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019219651A1 (de) * | 2019-12-16 | 2021-06-17 | Thyssenkrupp Steel Europe Ag | Metallblech mit einer deterministischen Oberflächenstruktur und Verfahren zur Herstellung eines umgeformten und lackierten Blechbauteils |
| DE102021107873A1 (de) * | 2021-03-29 | 2022-09-29 | Thyssenkrupp Steel Europe Ag | Schmelztauchbeschichtetes Stahlblech |
-
2024
- 2024-05-21 CN CN202480010759.XA patent/CN120641597A/zh active Pending
- 2024-05-21 KR KR1020257026563A patent/KR20250135241A/ko active Pending
- 2024-05-21 EP EP24815300.9A patent/EP4722405A1/en active Pending
- 2024-05-21 JP JP2025523810A patent/JPWO2024247816A1/ja active Pending
- 2024-05-21 WO PCT/JP2024/018655 patent/WO2024247816A1/ja not_active Ceased
-
2025
- 2025-09-02 MX MX2025010343A patent/MX2025010343A/es unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011157579A (ja) * | 2010-01-29 | 2011-08-18 | Nisshin Steel Co Ltd | 粗面化溶融Zn−Al−Mg合金めっき鋼板およびその製造方法、ならびに溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂成形体とが接合された複合体およびその製造方法 |
| WO2013002358A1 (ja) * | 2011-06-30 | 2013-01-03 | 新日鐵住金株式会社 | 外観均一性に優れた高耐食性溶融亜鉛めっき鋼板およびその製造方法 |
| WO2018139620A1 (ja) | 2017-01-27 | 2018-08-02 | 新日鐵住金株式会社 | めっき鋼材 |
| WO2018139619A1 (ja) | 2017-01-27 | 2018-08-02 | 新日鐵住金株式会社 | めっき鋼材 |
| JP2018188704A (ja) * | 2017-05-09 | 2018-11-29 | Jfeスチール株式会社 | 皮膜被覆溶融Zn−Al−Mg系めっき鋼板およびその製造方法 |
| WO2022107837A1 (ja) * | 2020-11-18 | 2022-05-27 | 日本製鉄株式会社 | めっき鋼材 |
| JP2023087179A (ja) | 2021-12-13 | 2023-06-23 | 株式会社三共 | 遊技機 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4722405A1 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN120641597A (zh) | 2025-09-12 |
| EP4722405A1 (en) | 2026-04-08 |
| KR20250135241A (ko) | 2025-09-12 |
| JPWO2024247816A1 (https=) | 2024-12-05 |
| MX2025010343A (es) | 2025-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102845023B1 (ko) | 용융 Al-Zn-Mg-Si-Sr 도금 강판 및 그 제조 방법 | |
| TWI724674B (zh) | 熔融Al-Zn-Mg-Si-Sr鍍覆鋼板及其製造方法 | |
| AU2021365696B2 (en) | Plated steel material | |
| KR102527548B1 (ko) | 도금 강재 | |
| TWI807512B (zh) | 鍍敷鋼材 | |
| JPWO2019130534A1 (ja) | 塗装後耐食性に優れた溶融Zn系めっき鋼板 | |
| JP7674695B2 (ja) | めっき鋼材 | |
| WO2023248987A1 (ja) | めっき鋼板 | |
| US12180564B2 (en) | Plated steel sheet | |
| TWI912715B (zh) | 鍍敷鋼材 | |
| WO2024247816A1 (ja) | めっき鋼板及び自動車用部材 | |
| TWI841151B (zh) | 鍍敷鋼材及鍍敷鋼材之製造方法 | |
| JP7464849B2 (ja) | めっき鋼材、およびめっき鋼材の製造方法 | |
| CA3246069A1 (en) | HOT-DIP PLATED STEEL MATERIAL | |
| CA3283345A1 (en) | Plated steel sheet and member for vehicle | |
| TWI876928B (zh) | 熔融鍍敷鋼材 | |
| JP7460943B1 (ja) | めっき鋼板 | |
| TWI902416B (zh) | 表面處理構件及複合結構體 | |
| TWI903471B (zh) | 鍍敷鋼材 | |
| TWI904647B (zh) | 鍍敷鋼材 | |
| TWI904823B (zh) | 表面處理構件 | |
| CA3235741C (en) | Plated steel sheet | |
| TWI821086B (zh) | 鍍敷鋼材及鍍敷鋼材之製造方法 | |
| WO2025225565A1 (ja) | めっき鋼材 | |
| WO2025033539A1 (ja) | めっき鋼材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24815300 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025523810 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202480010759.X Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 1020257026563 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020257026563 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202517078591 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2025/010343 Country of ref document: MX |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112025018367 Country of ref document: BR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2501005968 Country of ref document: TH |
|
| WWP | Wipo information: published in national office |
Ref document number: 202480010759.X Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: MX/A/2025/010343 Country of ref document: MX |
|
| WWP | Wipo information: published in national office |
Ref document number: 202517078591 Country of ref document: IN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024815300 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2024815300 Country of ref document: EP Effective date: 20260102 |
|
| ENP | Entry into the national phase |
Ref document number: 2024815300 Country of ref document: EP Effective date: 20260102 |
|
| ENP | Entry into the national phase |
Ref document number: 2024815300 Country of ref document: EP Effective date: 20260102 |
|
| ENP | Entry into the national phase |
Ref document number: 2024815300 Country of ref document: EP Effective date: 20260102 |
|
| ENP | Entry into the national phase |
Ref document number: 2024815300 Country of ref document: EP Effective date: 20260102 |
|
| ENP | Entry into the national phase |
Ref document number: 2024815300 Country of ref document: EP Effective date: 20260102 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2024815300 Country of ref document: EP |