WO2024210152A1 - 表面処理鋼板 - Google Patents
表面処理鋼板 Download PDFInfo
- Publication number
- WO2024210152A1 WO2024210152A1 PCT/JP2024/013764 JP2024013764W WO2024210152A1 WO 2024210152 A1 WO2024210152 A1 WO 2024210152A1 JP 2024013764 W JP2024013764 W JP 2024013764W WO 2024210152 A1 WO2024210152 A1 WO 2024210152A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- coating layer
- steel sheet
- primer coating
- vanadium
- treated steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
- C22C18/04—Alloys based on zinc with aluminium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/322—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer only coatings of metal elements only
- C23C28/3225—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer only coatings of metal elements only with at least one zinc-based layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
Definitions
- the present invention relates to surface-treated steel sheets.
- Precoated metal sheets which are coated with a colored film beforehand, are increasingly being used as steel sheet materials for applications such as home appliances, building materials, and automobiles, instead of post-painted steel sheets that were previously painted after forming.
- Such precoated metal sheets are made by coating the surface of rust-proofed steel sheets or plated steel sheets with a colored film.
- Such precoated metal sheets have a beautiful appearance, sufficient workability, and good corrosion resistance.
- the coating layer provided on the plating layer has a multi-layer structure consisting of a primer coating layer and an upper coating layer, and the primer coating layer contains a vanadium compound as an anti-rust pigment (see, for example, Patent Document 1 below).
- the inventors were considering using a precoated metal sheet such as that disclosed in Patent Document 1 as a material for home appliances exposed to heat, such as water heaters and outdoor units of air conditioners, when they noticed that the coating layer formed on the plating layer may take on a yellowish tinge over time. When such a change in hue (more specifically, yellowing due to heat) occurs, the appearance of the home appliance changes. Therefore, it became clear that there is room for further improvement in the heat-resistant yellowing of the coating formed on the plating layer.
- the present invention has been made in consideration of the above problems, and the object of the present invention is to provide a surface-treated steel sheet that can further improve the heat yellowing resistance of a coating layer, even when the coating layer contains a vanadium compound.
- the present inventors conducted intensive research and inferred that the above-mentioned yellowing due to heat is caused by the vanadium compound contained in the coating layer being oxidized and discolored, resulting in a yellowish color. Based on this, the present inventors came up with the idea that even if the vanadium compound is oxidized and discolored, if the oxidized and discolored vanadium compound is difficult to see from the outside, then as a result, the change in the appearance of the surface-treated steel sheet will be difficult to recognize. Based on this idea, the present inventors conducted intensive research into a configuration for making the oxidized and discolored vanadium difficult to see. The gist of the present invention, which was completed as a result of such investigation, is as follows.
- a surface-treated steel sheet comprising: a Zn—Al—Mg-containing plating layer located on a surface of a steel sheet serving as a base material; a primer coating layer located on the Zn—Al—Mg-containing plating layer and containing at least a vanadium compound; and an upper coating layer located on the primer coating layer, wherein an intensity of vanadium at an interface of the primer coating layer on the upper coating layer side, calculated based on a depth profile relating to a distribution of vanadium element obtained by analyzing the primer coating layer by glow discharge optical emission spectroscopy, is 50% or less of a maximum intensity of vanadium in the primer coating layer, calculated based on the depth profile, and an average intensity of vanadium, calculated based on the depth profile, in a range from the interface of the primer coating layer on the Zn—Al—Mg-containing plating layer side to 1 ⁇ m in a thickness direction toward the upper coating layer side, is 0.8% or more of an average intensity of magnesium, 1.8% or more of an average
- the present invention it is possible to further improve the heat yellowing resistance of the coating layer, even when the coating layer contains a vanadium compound.
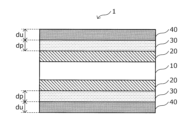
- FIG. 1 is an explanatory diagram showing a schematic example of a configuration of a surface-treated steel sheet according to an embodiment of the present invention.
- FIG. 2 is an explanatory diagram illustrating a schematic example of a configuration of the surface-treated steel sheet according to the embodiment.
- FIG. 2 is an explanatory diagram illustrating a schematic example of a configuration of the surface-treated steel sheet according to the embodiment.
- FIG. 2 is an explanatory diagram illustrating a schematic example of a configuration of the surface-treated steel sheet according to the embodiment.
- FIGS. 1A to 2B are explanatory diagrams that diagrammatically show an example of the configuration of the surface-treated steel sheet according to the present embodiment.
- the surface-treated steel sheet 1 has a base steel sheet 10, a Zn-Al-Mg-containing plating layer 20 located on one surface of the base steel sheet 10, a primer coating layer 30 located on the Zn-Al-Mg-containing plating layer 20, and an upper coating layer 40 located on the primer coating layer 30.
- the surface-treated steel sheet 1 according to this embodiment may further have a chemical conversion coating layer 50 between the Zn-Al-Mg-containing plating layer 20 and the primer coating layer 30, as shown typically in Fig. 1B.
- the Zn-Al-Mg-containing plating layer 20, primer coating layer 30, upper coating layer 40, and optional chemical conversion coating layer 50 may be provided on both sides of the base steel sheet 10, as shown diagrammatically in Figures 2A and 2B.
- base steel plate 10 As the base steel plate 10, various steel plates can be used, such as Al-killed steel, ultra-low carbon steel containing Ti, Nb, etc., and high-strength steel in which ultra-low carbon steel further contains strengthening elements such as P, Si, Mn, etc.
- the thickness of the base steel sheet 10 can be set appropriately depending on the mechanical strength required for the surface-treated steel sheet 1, and can be, for example, about 0.2 mm to 10.0 mm.
- a Zn-Al-Mg-containing plating layer 20 is positioned on the surface of the above-described base steel sheet 10.
- the Zn-Al-Mg-containing plating layer 20 is a ternary alloy plating layer containing Al and Mg, with the balance being Zn and impurities.
- the plating layer 20 any of various known plating layers can be used as long as it contains Zn, Al, and Mg.
- ternary alloy plating layer is a hot-dip zinc-aluminum-magnesium alloy-plated steel sheet having a Zn-6%Al-3%Mg alloy plating layer.
- zinc-aluminum-magnesium-silicon alloy plating which contains 4-22 mass% Al, 1-10 mass% Mg, 0.0001-2.0000 mass% Si, and the remainder being Zn and impurities, as the Zn-Al-Mg-containing plating layer 20.
- Al 4-22% by mass
- the Al content is more preferably 5 mass% or more.
- Mg: 1 to 10% by mass By setting the Mg content to 1 mass% or more, it is possible to further improve the corrosion resistance of the steel sheet.
- the Mg content is more preferably 2 mass% or more.
- the Mg concentration is adjusted so that the Mg content in the Zn-Al-Mg-containing plating layer 20 after production is 10 mass% or less, thereby stabilizing the generation of dross in the plating bath.
- the Mg content in the Zn-Al-Mg-containing plating layer 20 after production is It is more preferable to adjust the Mg concentration so that the Mg content is 5 mass % or less.
- Si 0.0001 to 2.0000% by mass
- the Zn-Al-Mg-containing plating layer 20 may contain elements such as Fe, Sb, and Pb, either alone or in combination, in an amount of 1 mass% or less, in place of a portion of the remaining Zn.
- An example of a zinc-based plated steel sheet provided with a Zn-Al-Mg-containing plating layer 20 having the above-mentioned chemical composition is a hot-dip zinc-aluminum-magnesium-silicon alloy plated steel sheet (e.g., "Super Dima (registered trademark)" manufactured by Nippon Steel Corporation), such as a plated steel sheet having a Zn-11%Al-3%Mg-0.2%Si alloy plating layer.
- the chemical components of the Zn-Al-Mg-containing plating layer 20 can be measured using ICP-AES (Inductively Coupled Plasma Atomic Emission Spectrometry).
- ICP-AES Inductively Coupled Plasma Atomic Emission Spectrometry
- the surface-treated steel sheet of interest is cut out to take a sample, and the primer coating layer and the upper coating layer, etc. are removed in advance.
- the method for removing the primer coating layer and the upper coating layer, etc. is not particularly limited, and a well-known method may be used.
- the coating is peeled off from the cut-out sample under the following conditions to expose the steel sheet.
- a coating remover (Neo River #160, manufactured by Sansai Kako Co., Ltd.) is applied to the surface at room temperature and left to stand for about 5 minutes. Then, the coating is peeled off by rubbing with a hard sponge or the like (for example, Kanefiel, manufactured by Aion Co., Ltd.). Then, the sample from which the coating has been peeled off is washed with water and dried. At this time, if the coating film is not sufficiently peeled off, the coating film may be removed by repeating the same procedure again. The coating film may also be removed by a method using a commercially available paint remover or by blasting.
- the plating layer portion is dissolved in a solution containing an acid containing an inhibitor that suppresses corrosion of the base steel sheet, thereby obtaining an acid solution in which the plating components are dissolved.
- the type of acid is not particularly limited as long as it is an acid that can dissolve the plating layer, and for example, an aqueous HCl solution or the like can be used.
- the obtained acid solution is analyzed by ICP-AES to obtain the chemical components as the overall average of the plating layer.
- the plating adhesion amount (g/m 2 ) of the surface-treated steel sheet can also be obtained at the same time.
- a tape seal is attached only to one side of the sample to prevent the plating layer on that side from dissolving in the acid solution, and it is also possible to determine the adhesion amount of the Zn-Al-Mg-containing plating layer 20 per side.
- the coating weight of the Zn-Al-Mg-containing plating layer 20 as described above is preferably 30 g/m 2 or more in total on both sides of the steel sheet (i.e., 15 g/m 2 or more per side). By setting the coating weight to 30 g/m 2 or more, it is possible to reliably ensure the corrosion resistance of the zinc-based plated steel sheet.
- the coating weight is more preferably 40 g/m 2 or more in total on both sides of the steel sheet.
- the coating weight is preferably 600 g/m 2 or less in total on both sides of the steel sheet (i.e., 300 g/m 2 or less per side).
- the coating weight is more preferably 550 g/m 2 or less in total on both sides of the steel sheet.
- a primer coating layer 30 is provided on the above-described Zn-Al-Mg-containing plating layer 20.
- the primer coating layer 30 according to this embodiment contains a vanadium compound as an anti-rust pigment for improving corrosion resistance.
- the moisture containing the acid or alkaline component can penetrate the upper coating layer 40 and the primer coating layer 30 and reach the surface of the Zn-Al-Mg-containing plating layer 20 and the chemical conversion coating layer 50.
- the primer coating layer 30 contains a vanadium compound
- the vanadium compound dissolves in the moisture containing the acid or alkaline component that has penetrated, releasing vanadate ions.
- These vanadate ions react with the metals on the surface of the Zn-Al-Mg-containing plating layer 20 and the chemical conversion coating layer 50 to generate various salts.
- the generated salts form a dense barrier layer near the interface of the Zn-Al-Mg-containing plating layer 20 and the chemical conversion coating layer 50, thereby improving the corrosion resistance of the surface-treated steel sheet 1.
- Such vanadium compounds include, for example, various vanadates such as calcium vanadate, magnesium vanadate, ammonium metavanadate, potassium vanadate, sodium vanadate, ammonium vanadate, and phosphorus vanadate, as well as vanadium oxide.
- vanadium compounds it is particularly preferable to use vanadium compounds made of pentavalent vanadium.
- vanadium compounds made of pentavalent vanadium.
- calcium vanadate, magnesium vanadate, and ammonium metavanadate because they have a good balance between corrosion resistance and water resistance due to their moderate solubility.
- These vanadium compounds may be contained alone or in combination. It is preferable not to use vanadium pentoxide because it is toxic.
- the vanadium compound is preferably contained in the form of particles. More specifically, in the primer coating layer 30 according to this embodiment, the vanadium compound is preferably in the form of particles having an average particle size in the range of 0.05 to 2.00 ⁇ m.
- the average particle size of the vanadium compound be 0.05 ⁇ m or more, it is possible to prevent the vanadium compound from diffusing too much to the surface side of the primer coating (the position that will be the interface with the upper coating layer when the upper coating layer is applied) when the primer coating layer is applied and dried and heated, and to improve corrosion resistance while preventing the vanadium compound from diffusing into the upper coating layer when the upper coating layer is applied and dried and heated.
- the average particle size of the vanadium compound is more preferably 0.10 ⁇ m or more, and even more preferably 0.50 ⁇ m or more.
- the average particle size of the vanadium compound is more preferably 1.50 ⁇ m or less, and even more preferably 1.00 ⁇ m or less.
- the average particle size of the vanadium compound contained in the primer coating layer 30 can be measured as follows. First, the target surface-treated steel sheet 1 is cut to an appropriate size, embedded in resin so that the cross section in the thickness direction can be seen, and the cross section is polished. Then, the cross section of the polished surface is observed using a scanning electron microscope (SEM) equipped with an electron probe microanalyzer (EPMA). More specifically, an EPMA mapping analysis is performed on the primer coating layer 30 of the cross section (polished surface) at a magnification of 6000 times (acceleration voltage: 15 kV). At this time, V is selected as the detection target element, and mapping photography of the presence position and element concentration of the V element is performed.
- SEM scanning electron microscope
- EPMA electron probe microanalyzer
- an SEM image is taken of the same position of the same sample at a magnification of 6000x, and all vanadium compounds on the SEM image are identified by comparing it with the previous EPMA mapping image.
- a measurement range of 20 ⁇ m is set in the planar direction of the steel plate, and the particle sizes (longest diameter: major axis if not a perfect circle) of all vanadium compounds present in the primer coating layer 30 within the range are measured.
- the obtained particle size measurements are then used to calculate the average value of the vanadium compounds, and the obtained average value is taken as the average particle size of the vanadium compounds.
- the aggregated compounds can be regarded as one compound and the particle size (major axis) can be measured.
- the primer coating layer 30 preferably contains a film-forming component for maintaining the primer coating layer 30 as a coating.
- the primer coating layer 30 preferably contains a binder resin as a film-forming component.
- the binder resin contained in the primer coating layer 30 may be, for example, a polymer polyester resin, a polyester resin, an acrylic resin, an epoxy resin, a urethane resin, or a fluororesin. It is also possible to use film-forming resin components such as modified resins of these resins, such as butylated melamine resin, methylated melamine resin, butyl-methyl mixed melamine resin, urea resin, isocyanate resin, or a mixture of these resins cross-linked with a cross-linking agent component. Electron beam curable resins, ultraviolet curable resins, etc. may also be used as the binder resin.
- crosslinking agent for the binder resin it is particularly preferable to use, for example, an isocyanate-based curing agent.
- an isocyanate-based curing agent for example, it is preferable to use a film-forming resin component made of polyester resin that is crosslinked with an isocyanate-based curing agent.
- the film formed by isocyanate curing has dense urethane bonds at the crosslinking points and reacts with hydroxyl groups (-OH) present on the plating surface, further improving adhesion with the Zn-Al-Mg-containing plating layer 20 and further improving corrosion resistance.
- the following method can be used to confirm that the binder resin is isocyanate-cured.
- the target surface-treated steel sheet is cut to an appropriate size, embedded in resin, and polished in the cross-sectional direction.
- FT-IR Fourier Transform Infrared Spectroscopy
- examples of isocyanate resins used as curing agents include monomers, dimers, and trimers of various isocyanates such as IPDI (isophorone diisocyanate), TDI (tolylene diisocyanate), MDI (4,4'-diphenylmethane diisocyanate), HMDI (hexamethylene diisocyanate), hydrogenated MDI, hydrogenated XDI (xylylene diisocyanate), hydrogenated TDI, and prepolymers having these isocyanates in their skeletons, blocked with a blocking agent such as methanol, ethanol, butanol, propanol, phenol, cresol, chlorophenol, nitrophenol, hydrophenol, acetylacetone, ethyl acetoacetate, ethyl malonate, lactam, phosgene, 1-chloro-2-propanol, MEK oximes, and the like.
- a blocking agent such as methanol, ethanol, but
- the glass transition point Tg of the film-forming component composed of the components described above is preferably 0°C or higher.
- the glass transition point Tg of the film-forming component is more preferably 5°C or higher, and even more preferably 10°C or higher.
- the glass transition point Tg of the film-forming component is preferably 40°C or lower.
- the glass transition point Tg of the film-forming component is more preferably 35°C or lower, and even more preferably 30°C or lower.
- the glass transition point Tg can be determined, for example, by scraping off the film to be measured and subjecting the resulting sample to differential scanning calorimetry (DSC).
- DSC differential scanning calorimetry
- the content of the vanadium compound is preferably within the range of 5 to 50 mass % relative to the total solid mass of the primer coating layer 30.
- the surface-treated steel sheet 1 can achieve better corrosion resistance.
- the vanadium compound content is more preferably 10 mass% or more, and even more preferably 15 mass% or more.
- the vanadium compound content is 50 mass% or less relative to the total solid mass of the primer coating layer 30, it is possible to achieve better corrosion resistance while suppressing deterioration in workability and heat yellowing resistance.
- the vanadium compound content is more preferably 40 mass% or less, and even more preferably 30 mass% or less.
- the content of the film-forming component is within the range of 30 to 80 mass% relative to the total solid mass of the primer coating layer 30, and it is preferable that the vanadium compound and the film-forming component are contained so that the total content of the vanadium compound and the film-forming component is 100 mass% or less of the total solid mass of the primer coating layer 30.
- the content of the film-forming components when the content of the film-forming components is 30 mass% or more relative to the total solid mass of the primer coating layer 30, it becomes easier to achieve the desired heat yellowing resistance and processability in the primer coating layer 30 as a whole.
- the content of the film-forming components is more preferably 35 mass% or more, and even more preferably 40 mass% or more.
- the content of the film-forming components when the content of the film-forming components is 80 mass% or less relative to the total solid mass of the primer coating layer 30, it becomes easier to achieve the desired corrosion resistance in the primer coating layer 30 as a whole.
- the content of the film-forming components is more preferably 75 mass% or less, and even more preferably 70 mass% or less.
- the content of vanadium compounds and film-forming components in the primer coating layer 30 is approximately the same as the content of vanadium compounds and film-forming components contained in the primer paint used to form the primer coating layer 30.
- glow discharge spectrometry When the content of the vanadium compounds and film-forming components as described above is measured from the state of an already manufactured surface-treated steel sheet, for example, glow discharge spectrometry (GDS) may be used.
- GDS glow discharge spectrometry
- the coating film of interest is sputtered from the surface toward the plating layer, and the concentration profile in the depth direction of the main elements constituting the primer coating layer 30 is measured.
- the average concentration of the measured main elements in the primer coating layer 30 is then calculated, and if the specific type of vanadium compound is known, the measured concentration is converted based on the molecular weight of the known vanadium compound to calculate the average concentration of the vanadium compound in the primer coating layer 30.
- the vanadium compound can be analyzed by elemental analysis using a field emission electron probe microanalyzer (FE-EPMA) on a cross section of the primer coating layer 30 to identify the type of vanadium compound, and then the concentration can be measured using the method described above.
- the concentration of the film-forming component can be calculated by subtracting the mass % of the vanadium compound calculated using the method described above from 100 mass %.
- the primer coating layer 30 may contain an anti-rust pigment other than the vanadium compound as described above.
- an anti-rust pigment any of the following may be used: calcium ion-exchanged silica (also commonly known as calcium silicate), aluminum tripolyphosphate, zinc phosphate, iron phosphate, aluminum phosphate, magnesium phosphate, magnesium oxide, calcium molybdate, aluminum molybdate, barium molybdate, water-dispersed silica, fumed silica, orthophosphoric acid, pyrophosphoric acid, metaphosphoric acid, hypophosphoric acid, phosphorous acid, hypophosphorous acid, and salts thereof.
- calcium ion-exchanged silica also commonly known as calcium silicate
- aluminum tripolyphosphate zinc phosphate
- iron phosphate aluminum phosphate
- magnesium phosphate magnesium oxide
- calcium molybdate aluminum molybdate
- barium molybdate barium molybdate
- water-dispersed silica fumed silica
- the total content of the anti-rust pigment containing the vanadium compound is preferably 20% by mass or more and 60% by mass or less with respect to the total solid content mass of the primer coating layer 30.
- the total content of the anti-rust pigment containing the vanadium compound is more preferably 35% by mass or more and 50% by mass or less.
- the primer coating layer 30 according to this embodiment may further contain, as necessary, an extender pigment such as precipitated barium sulfate or clay, or a color pigment such as titanium oxide.
- the primer coating layer 30 according to this embodiment may contain additives such as colorants, viscosity adjusters, leveling agents, defoamers, and ultraviolet absorbers, as necessary.
- the average thickness of the primer coating layer 30 according to this embodiment is preferably within the range of 3.0 to 15.0 ⁇ m.
- the average thickness of the primer coating layer 30 is more preferably 4.0 ⁇ m or more.
- the average thickness of the primer coating layer 30 is more preferably 10.0 ⁇ m or less.
- the average thickness of the primer coating layer 30 can be measured by direct observation of the cross section. Specifically, the surface-treated steel sheet 1 is embedded in a room-temperature drying epoxy resin so that its cross section can be observed, and the embedded surface is mechanically polished and then observed with an SEM. The thickness is measured at any number of positions (e.g., 10 positions), and the average of the thicknesses obtained is taken as the average thickness of the primer coating layer 30.
- the GDS analysis is carried out using a commercially available glow discharge optical emission analyzer (for example, GD-Profiler 2 manufactured by Horiba, Ltd.) for at least Zn, Al, Mg, Si, V, Fe, and the film-forming components, C, O, N, and H. Measurements are performed under conditions of gas replacement time of 30 seconds, pre-sputtering time of 30 seconds, pressure of 600 Pa, and output of 35 W, until the intensity of the spectrum of iron derived from the underlying steel is detected. Based on the measurement results of the depth profile obtained, the horizontal axis represents the sputtering time, and the vertical axis represents the optical emission intensity calculated based on the measurement results obtained, making it possible to visualize the depth profile of each element in the GDS.
- a commercially available glow discharge optical emission analyzer for example, GD-Profiler 2 manufactured by Horiba, Ltd.
- the position corresponding to the sputtering time at which the Zn intensity decreases from the peak intensity value in the Zn-Al-Mg-containing plating layer 20 toward the primer coating layer 30 and becomes 50% of the peak intensity is defined as the position of the interface of the primer coating layer 30 on the Zn-Al-Mg-containing plating layer 20 side (hereinafter simply referred to as the "plating layer side interface").
- the position of the interface of the primer coating layer 30 on the upper coating layer 40 side (hereinafter simply abbreviated as "upper coating layer side interface”) is defined as follows.
- the sputtering time from the surface of the upper coating layer 40 to the interface on the plating layer side is compared with the thicknesses of the upper coating layer 40 and the primer coating layer 30 observed from the cross section using SEM, and converted into the thickness of the coating layer per unit sputtering time. From the converted thickness, the sputtering time at the boundary between the upper coating layer 40 and the primer coating layer 30 is identified, and the position corresponding to the identified sputtering time is defined as the interface on the upper coating layer side.
- the region located between these two interfaces is treated as the region corresponding to the primer coating layer 30 in the depth profile.
- the average strength of vanadium is 0.8% or more higher than the average strength of magnesium, 1.8% or more higher than the average strength of aluminum, and 0.6% or more higher than the average strength of zinc.
- the average strength of vanadium does not satisfy the above-mentioned ratio to the average strengths of magnesium, aluminum, and zinc, it suggests that the vanadium compound is not sufficiently fixed to the interface on the plating layer side of the primer coating layer 30. Therefore, if the average strength of vanadium does not satisfy the above-mentioned ratio to the average strengths of magnesium, aluminum, and zinc, it is not possible to suppress the thermal diffusion of the vanadium compound into the upper coating layer 40 when painting the upper coating layer 40, and it is not possible to improve the heat yellowing resistance of the surface-treated steel sheet.
- the average strength of vanadium is preferably 1.0% or more relative to the average strength of magnesium.
- the upper limit of the average strength of vanadium relative to the average strength of magnesium is not particularly specified, and the higher the better, but in practice the upper limit is about 10.0%.
- the average strength of vanadium is preferably 2.0% or more relative to the average strength of aluminum.
- the upper limit of the average strength of vanadium relative to the average strength of aluminum is not particularly specified, and the higher the better, but in practice the upper limit is about 10.0%.
- the average strength of vanadium is preferably 0.8% or more relative to the average strength of zinc.
- the upper limit of the average strength of vanadium relative to the average strength of zinc is not particularly specified, and the higher the better, but in practice the upper limit is about 10.0%.
- the strength of vanadium at the interface on the upper coating layer side is 50% or less of the maximum strength of vanadium in the primer coating layer 30.
- the vanadium strength at the interface on the upper coating layer side is more than 50% of the maximum strength of vanadium in the primer coating layer 30, this suggests that the vanadium compound is not sufficiently fixed at the interface on the plating layer side of the primer coating layer 30. Therefore, if the vanadium strength at the interface on the upper coating layer side is more than 50% of the maximum strength of vanadium in the primer coating layer 30, it is not possible to suppress the thermal diffusion of the vanadium compound into the upper coating layer 40 when painting the upper coating layer 40, and it is not possible to improve the heat yellowing resistance of the surface-treated steel sheet.
- the vanadium strength at the interface on the upper coating layer side is preferably 45% or less, and more preferably 40% or less, of the maximum strength of vanadium in the primer coating layer 30.
- the lower limit of the vanadium strength at the interface on the upper coating layer side relative to the maximum strength of vanadium is not particularly specified, and the smaller the better, but the practical lower limit is about 5%.
- the surface-treated steel sheet 1 according to this embodiment has an upper coating layer 40 on the above-described primer coating layer 30.
- the upper coating layer 40 contains a film-forming component according to the application, and can be a single-layer or multi-layer coating.
- the upper coating layer 40 according to this embodiment preferably contains a binder resin as a film-forming component.
- binder resins that can be used include polymer polyester resins, polyester resins, acrylic resins, epoxy resins, urethane resins, and fluororesins. It is also possible to use film-forming resin components such as modified resins of these resins, such as butylated melamine resins, methylated melamine resins, butyl-methyl mixed melamine resins, urea resins, isocyanate resins, and mixtures of these resins cross-linked with cross-linking agent components. Electron beam curable resins, ultraviolet curable resins, and the like may also be used as binder resins.
- the glass transition point Tg of the film-forming component composed of the components described above is preferably 40°C or higher.
- the hardness of the upper coating layer 40 can be prevented from becoming too soft. Furthermore, this is preferable because it makes it easier to achieve the hardness relationship with the primer coating layer 30, as will be described in more detail below.
- the glass transition point Tg of the film-forming component is more preferably 45°C or higher, and even more preferably 50°C or higher.
- the glass transition point Tg of the film-forming component is 70°C or lower.
- the film-forming component of the upper coating layer 40 70°C or lower, it is possible to prevent the upper coating layer 40 from becoming too hard. Furthermore, this is preferable because it makes it easier to achieve the hardness relationship with the primer coating layer 30, as will be described in more detail below.
- the glass transition point Tg of the film-forming component is 65°C or lower, and even more preferable that it is 60°C or lower.
- the glass transition point Tg can be measured by differential scanning calorimetry (DSC) or the like in the same manner as described above.
- the upper coating layer 40 according to this embodiment may further contain, as a film-forming component, a coloring pigment capable of realizing a hue that makes yellowing of the coating less visible. This makes it difficult to visually detect yellowing of the coating from the outside for the entire surface-treated steel sheet 1.
- color pigments include various aluminum pigments.
- the upper coating layer 40 further contains an aluminum pigment, the upper coating layer 40 has a metallic appearance, and yellowing of the coating is less noticeable from the outside.
- inorganic coloring pigments can be used as coloring pigments.
- inorganic coloring pigments include titanium oxide, zinc oxide, zirconium oxide, calcium carbonate, barium sulfate, kaolin clay, carbon black, and iron oxide.
- organic coloring pigments that can be used include Hansa Yellow, pyrazolone orange, phthalocyanine, and azo pigments.
- the average thickness of the upper coating layer 40 according to this embodiment is preferably within the range of 7.0 to 25.0 ⁇ m.
- the average thickness of the upper coating layer 40 is more preferably 10.0 ⁇ m or more.
- the average thickness of the upper coating layer 40 is more preferably 20.0 ⁇ m or less.
- the average thickness of the upper coating layer 40 can be measured in the same manner as the average thickness of the primer coating layer 30.
- the chemical conversion coating layer 50 is a layer formed, as required, between the Zn--Al--Mg-containing plating layer 20 and the primer coating layer 30 by various chemical conversion treatments.
- the chemical conversion coating layer 50 contains, for example, one or more selected from the group consisting of a silane coupling agent, a resin, a zirconium compound, silica, phosphoric acid and its salts, a fluoride, a vanadium compound, and tannin or tannic acid.
- a silane coupling agent for example, one or more selected from the group consisting of a silane coupling agent, a resin, a zirconium compound, silica, phosphoric acid and its salts, a fluoride, a vanadium compound, and tannin or tannic acid.
- silane coupling agent examples include 3-(2-aminoethyl)aminopropyltrimethoxysilane, 3-(2-aminoethyl)aminopropylmethyldimethoxysilane, 3-(2-aminoethyl)aminopropyltriethoxysilane, 3-(2-aminoethyl)aminopropylmethyldiethoxysilane, 3-(2-aminoethyl)aminopropylmethyldimethoxysilane, 3-methacryloxypropyltrimethoxysilane, 3-methacryloxypropylmethyldimethoxysilane, 3-methacryloxypropyltriethoxysilane, 3-methacryloxypropylmethyldiethoxysilane, N-2-(N-vinylbenzylaminoethyl)-3-aminopropyltrimethoxysilane, N-2-(N-vinylbenzylaminoethyl)-3
- the amount of silane coupling agent added to the chemical conversion coating layer 50 can be, for example, 2 to 80 g/L. If the amount of silane coupling agent added is less than 2 g/L, the adhesion to the plating surface may be insufficient, and the processing adhesion of the coating layer may be reduced. If the amount of silane coupling agent added is more than 80 g/L, the cohesive force of the chemical conversion coating layer 50 may be insufficient, and the processing adhesion of the coating layer may be reduced.
- the above-mentioned silane coupling agents may be used alone or in combination of two or more kinds.
- zirconium compounds examples include zirconium normal propylate, zirconium normal butylate, zirconium tetraacetylacetonate, zirconium monoacetylacetonate, zirconium bisacetylacetonate, zirconium monoethylacetoacetate, zirconium acetylacetonate bisethylacetoacetate, zirconium acetate, zirconium monostearate, zirconium carbonate, zirconium ammonium carbonate, zirconium potassium carbonate, and zirconium sodium carbonate.
- the amount of the zirconium compound added to the chemical conversion coating agent for forming the chemical conversion coating layer 50 can be, for example, 2 to 80 g/L. If the amount of the zirconium compound added is less than 2 g/L, the adhesion to the plating surface may be insufficient, and the processing adhesion of the coating layer may be reduced. If the amount of the zirconium compound added is more than 80 g/L, the cohesive force of the chemical conversion coating layer 50 may be insufficient, and the processing adhesion of the coating layer may be reduced. Such zirconium compounds may be used alone or in combination of two or more kinds.
- the resin is not particularly limited, and known organic resins such as polyester resin, polyurethane resin, epoxy resin, phenol resin, acrylic resin, polyolefin resin, etc. can be used. In order to further improve adhesion to plated steel sheets, it is preferable to use at least one resin having a forced site or a polar functional group in the molecular chain (polyester resin, urethane resin, epoxy resin, acrylic resin, etc.).
- the resins may be used alone or in combination of two or more kinds.
- the resin content in the chemical conversion coating layer 50 is, for example, preferably 0 mass% or more, and more preferably 1 mass% or more, relative to the coating solids. Also, the resin content in the chemical conversion coating layer 50 is, for example, preferably 85 mass% or less, more preferably 60 mass% or less, and even more preferably 40 mass% or less, relative to the coating solids. If the resin content exceeds 85 mass%, the proportion of other coating constituent components decreases, and the performance required of the coating other than corrosion resistance may decrease.
- silica for example, commercially available silica gel such as “Snowtex N”, “Snowtex C”, “Snowtex UP”, and “Snowtex PS” manufactured by Nissan Chemical Co., Ltd., "Adelite AT-20Q” manufactured by ADEKA Corporation, powdered silica such as Aerosil #300 manufactured by Nippon Aerosil Co., Ltd., or equivalent to these commercially available silicas can be used. Silica can be appropriately selected according to the required performance of the surface-treated steel sheet. The amount of silica added in the chemical conversion treatment agent for forming the chemical conversion coating layer 50 is preferably, for example, 1 to 40 g/L.
- the amount of silica added is less than 1 g/L, the processing adhesion of the coating layer may decrease, and if the amount of silica added is more than 40 g/L, the effects of processing adhesion and corrosion resistance are likely to be saturated, which is uneconomical.
- phosphoric acid and its salts examples include phosphoric acids such as orthophosphoric acid, metaphosphoric acid, pyrophosphoric acid, triphosphoric acid, tetraphosphoric acid, and their salts, ammonium salts such as triammonium phosphate and diammonium hydrogen phosphate, phosphonic acids such as aminotri(methylenephosphonic acid), 1-hydroxyethylidene-1,1-diphosphonic acid, ethylenediaminetetra(methylenephosphonic acid), diethylenetriaminepenta(methylenephosphonic acid), and their salts, and organic phosphoric acids such as phytic acid and their salts.
- phosphoric acids such as orthophosphoric acid, metaphosphoric acid, pyrophosphoric acid, triphosphoric acid, tetraphosphoric acid, and their salts
- ammonium salts such as triammonium phosphate and diammonium hydrogen phosphate
- phosphonic acids such as aminotri(methylenephosphonic acid), 1-hydroxyethylidene-1,1
- Examples of phosphoric acid salts other than ammonium salts include metal salts with Na, Mg, Al, K, Ca, Mn, Ni, Zn, Fe, and the like. Phosphoric acid and its salts may be used alone or in combination of two or more.
- the content of phosphoric acid and its salts is, for example, preferably 0 mass% or more, and more preferably 1 mass% or more, based on the solid content of the coating.
- the content of phosphoric acid and its salts is, for example, preferably 20 mass% or less, and more preferably 10 mass% or less, based on the solid content of the coating. If the content of phosphoric acid and its salts exceeds 20 mass%, the coating becomes brittle and the processing followability of the coating when forming the surface-treated steel sheet may decrease.
- fluoride examples include ammonium zirconate fluoride, ammonium silicofluoride, ammonium titanium fluoride, sodium fluoride, potassium fluoride, calcium fluoride, lithium fluoride, titanium hydrofluoric acid, zirconate hydrofluoric acid, etc. Such fluorides may be used alone or in combination of two or more.
- the fluoride content is, for example, preferably 0 mass% or more, and more preferably 1 mass% or more, based on the solid content of the coating.
- the fluoride content is, for example, preferably 20 mass% or less, and more preferably 10 mass% or less, based on the solid content of the coating. If the fluoride content exceeds 20 mass%, the coating becomes brittle and the processing followability of the coating may decrease when the surface-treated steel sheet is formed.
- vanadium compounds examples include vanadium compounds obtained by reducing pentavalent vanadium compounds such as vanadium pentoxide, metavanadic acid, ammonium metavanadate, sodium metavanadate, and vanadium oxytrichloride to divalent to tetravalent vanadium compounds with a reducing agent, vanadium trioxide, vanadium dioxide, vanadium oxysulfate, vanadium oxyoxalate, vanadium oxyacetylacetonate, vanadium acetylacetonate, vanadium trichloride, phosphovanadomolybdic acid, vanadium sulfate, vanadium dichloride, and vanadium oxide, and other vanadium compounds having an oxidation number of 4 to 2.
- Such vanadium compounds may be used alone or in combination of two or more.
- the content of the vanadium compound is, for example, preferably 0 mass% or more, and more preferably 1 mass% or more, based on the solid content of the coating.
- the content of the vanadium compound is, for example, preferably 20 mass% or less, and more preferably 10 mass% or less, based on the solid content of the coating. If the content of the vanadium compound exceeds 20 mass%, the coating becomes brittle and the processing followability of the coating may decrease when the surface-treated steel sheet is formed.
- Tannin or tannic acid may be either hydrolyzable tannin or condensed tannin.
- examples of tannin and tannic acid include hamaneta tannin, chinese gall tannin, gall tannin, myrobalan tannin, dividivi tannin, algarovila tannin, valonia tannin, and catechin.
- the amount of tannin or tannic acid added to the chemical conversion coating layer 50 may be 2 to 80 g/L. If the amount of tannin or tannic acid added is less than 2 g/L, the adhesion to the plating surface may be insufficient, and the processing adhesion of the coating layer may be reduced. If the amount of tannin or tannic acid added is more than 80 g/L, the cohesive force of the chemical conversion coating layer 50 may be insufficient, and the processing adhesion of the coating layer may be reduced.
- acids, alkalis, etc. may be added to the chemical conversion coating agent used to form the chemical conversion coating layer 50 to adjust the pH, as long as the performance is not impaired.
- the chemical conversion coating agent containing the various components as described above is applied to one or both sides of the zinc-based plated steel sheet 10, and then dried to form the chemical conversion coating layer 50.
- the adhesion amount of the chemical conversion coating layer 50 is more preferably 200 mg/m 2 or more, and even more preferably 500 mg/m 2 or more.
- the adhesion amount of the chemical conversion coating layer 50 is more preferably 800 mg/m 2 or less, and even more preferably 600 mg/m 2 or less.
- the film thickness of the chemical conversion coating layer 50 corresponding to this amount of adhesion will vary depending on the components contained in the chemical conversion treatment agent, but will generally be about 0.1 to 1.0 ⁇ m.
- the film thickness of the chemical conversion coating layer 50 can be measured by direct observation of the cross section.
- various known chemical conversion treatments are carried out on the steel sheet on which the Zn-Al-Mg-containing plating layer has been formed in order to form a chemical conversion coating layer.
- a chemical conversion treatment agent containing the desired components as described above may be prepared and applied to the surface of the Zn-Al-Mg-containing plating layer.
- the application of the chemical conversion treatment agent as described above may be carried out by a generally known application method, such as roll coating, curtain flow coating, air spray, airless spray, immersion, bar coating, brush coating, etc.
- a primer coating layer is formed by applying a primer coating coating liquid to the surface of the Zn-Al-Mg-containing plating layer (or chemical conversion coating layer) formed as described above, and then heating and drying.
- the primer coating coating liquid is prepared by incorporating the vanadium compound described above (more preferably, the vanadium compound and film-forming components described above, and further various additives as necessary) in a solvent.
- the prepared coating liquid can be applied by a commonly known coating method, such as roll coating, curtain flow coating, air spray, airless spray, immersion, bar coating, brush coating, etc., as described above.
- the surface-treated steel sheet according to this embodiment convection of the coating solution during heating and drying is suppressed to some extent, so that a part of the vanadium compound reacts with the plating components derived from the Zn-Al-Mg-containing plating layer.
- This allows the vanadium compound to be fixed near the interface on the Zn-Al-Mg-containing plating layer side, and makes it possible to prevent the vanadium compound from thermally diffusing into the upper coating layer when the upper coating layer is painted.
- IH induction heating
- the upper coating layer is formed by applying a coating liquid for forming an upper coating layer to the surface of the primer coating layer formed as described above and drying by heating.
- the coating liquid for forming an upper coating layer is prepared by adding the above-mentioned film-forming components (and further various additives as necessary) to a solvent.
- the coating of the prepared coating liquid can be carried out by a generally known coating method, such as roll coating, curtain flow coating, air spray, airless spray, immersion, bar coating, brush coating, etc., as described above.
- the coating liquid can be heated and dried using any method, such as hot air, near infrared rays, far infrared rays, induction heating, or a combination of these.
- the present invention as described above may also be applied to various metal plates other than steel plates, such as aluminum plates, zinc plates, stainless steel plates, titanium plates, etc.
- the above-mentioned primer coating layer 30 and upper coating layer 40 (and further, chemical conversion coating layer 50, if necessary) may be provided on the surface of various metal plates other than steel plates.
- the surface-treated steel sheet according to the present invention will be specifically described while showing examples and comparative examples. Note that the example shown below is merely one example of the surface-treated steel sheet according to the present invention, and the surface-treated steel sheet according to the present invention is not limited to the following example.
- A1 to A3 All manufactured by Nippon Steel Corporation
- a steel sheet having a sheet thickness of 0.7 mm was used as the substrate for these plated steel sheets.
- plated steel sheets were also prepared by subjecting these plated steel sheets to a chromate-free chemical conversion treatment (CT-E300/manufactured by Nippon Parkerizing Co., Ltd.) at 60 mg/ m2 .
- the treatment solution used for the chemical conversion treatment contained a silane coupling agent as a component, and the film layer formed by this chemical conversion treatment functions as a chemical conversion treatment film layer.
- the presence or absence of chemical conversion treatment is also shown in Tables 1-1 to 1-3 below.
- A3 Hot-dip galvanized steel sheet
- the isocyanate "Coronate 2536” (manufactured by Nippon Polyurethane Industry Co., Ltd.) was added as a curing agent.
- the mixing ratio of polyester resin to curing agent was 90:10 in terms of solid mass ratio.
- B1 Calcium vanadate
- B2 Magnesium vanadate
- B3 Calcium ion-exchanged silica
- B4 Aluminum tripolyphosphate
- B5 Magnesium oxide
- melamine resin "Cymel 235" manufactured by Mitsui Chemicals, Inc. was added as a hardener.
- the mixing ratio of polyester resin to hardener was 80:10 in terms of solid mass ratio.
- the primer coating paint prepared as described above was applied to the surface of a plated steel sheet so that the average thickness after drying was the dry film thickness shown in Tables 1-1 to 1-3, and the sheet was dried and heated by the method described in Tables 1-1 to 1-3.
- Tables 1-1 to 1-3 below when a hot air dryer and an induction heating (IH) device were used in combination, this is indicated as "combined use.”
- the upper layer coating paint prepared was then applied to the surface so that the average thickness after drying was the dry film thickness shown in Tables 1-1 to 1-3, and the sheet was dried and heated in a hot air oven.
- a depth profile was measured by GDS according to the method previously described.
- the average strength of vanadium relative to the average strength of magnesium, aluminum, and zinc was calculated in the region corresponding to the primer coating layer, in the range from the interface on the plating layer side to 1 ⁇ m in the thickness direction toward the upper coating layer side (referred to as “plating layer interface V strength ratio" in Tables 1-1 to 1-3).
- the strength of vanadium at the interface on the upper coating layer side relative to the maximum strength of vanadium was calculated (referred to as "upper layer interface V strength" in Tables 1-1 to 1-3).
- ⁇ Heat yellowing resistance The heat yellowing resistance was evaluated based on the following criteria: The test plate was kept at a temperature of 180° C. for 20 hours, and the change in color tone ( ⁇ E) before and after the test was measured using a spectrophotometer (color meter SC-T45 manufactured by Suga Test Instruments Co., Ltd.). Evaluation was performed based on the following criteria, with a score of 1 being a failure. Rating: 5: ⁇ E is less than 2; 4: ⁇ E is 2 or more and less than 3; 3: ⁇ E is 3 or more and less than 5; 2: ⁇ E is 5 or more and less than 6; 1: ⁇ E is 6 or more
- ⁇ Corrosion resistance> The corrosion resistance was evaluated based on the following criteria. After sealing the end face of the test plate, a deep scratch was made in an X-shape on the coating film on the surface of the steel plate with a cutter knife down to the iron base, and a salt spray test (SST) in accordance with JIS Z 2371:2015 was performed for 960 hours. The maximum bulge width on one side from the X-cut part was measured and evaluated based on the following criteria. In this case, a score of 1 was considered to be a failure. Rating: 5: Less than 3 mm 4: 3 mm or more but less than 4 mm 3: 4 mm or more but less than 5 mm 2: 5 mm or more but less than 6 mm 1: 6 mm or more
- ⁇ Processability> As a reference performance, the workability was evaluated based on the following criteria.
- the test plate was bent by 90° in an atmosphere of 20° C. with an inner radius of 1 mm. The bent portion was observed for cracks and peeling, and was evaluated based on the following criteria. Rating 5: No cracks or peeling were observed. 4: Very slight cracks or peeling are observed in some areas, which can be seen when observed with a magnifying glass. 3: Minor cracks or peeling are partially observed, which can be seen when observed with a magnifying glass. 2: Moderate cracks or peeling visible to the naked eye. 1: Severe cracks or peeling that are easily visible to the naked eye are observed throughout the processed area.
- the surface-treated steel sheets corresponding to the examples of the present invention have both excellent heat yellowing resistance and corrosion resistance, while the surface-treated steel sheets corresponding to the comparative examples of the present invention have insufficient heat yellowing resistance or corrosion resistance.
- the glass transition temperature Tg of the film-forming component of the primer coating layer is within the range of 0 to 40° C.
- Reference Signs List 1 Surface-treated steel sheet 10
- Base steel sheet 20 Zn-Al-Mg-containing plating layer 30
- Primer coating layer 40 Upper coating layer 50 Chemical conversion coating layer
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Laminated Bodies (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025513162A JPWO2024210152A1 (https=) | 2023-04-04 | 2024-04-03 | |
| CN202480023078.7A CN121038954A (zh) | 2023-04-04 | 2024-04-03 | 表面处理钢板 |
| AU2024253739A AU2024253739A1 (en) | 2023-04-04 | 2024-04-03 | Surface-treated steel sheet |
| EP24784936.7A EP4681915A1 (en) | 2023-04-04 | 2024-04-03 | Surface-treated steel sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023060765 | 2023-04-04 | ||
| JP2023-060765 | 2023-04-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024210152A1 true WO2024210152A1 (ja) | 2024-10-10 |
Family
ID=92972172
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/013764 Ceased WO2024210152A1 (ja) | 2023-04-04 | 2024-04-03 | 表面処理鋼板 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP4681915A1 (https=) |
| JP (1) | JPWO2024210152A1 (https=) |
| CN (1) | CN121038954A (https=) |
| AU (1) | AU2024253739A1 (https=) |
| WO (1) | WO2024210152A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4144378A (en) * | 1977-09-02 | 1979-03-13 | Inland Steel Company | Aluminized low alloy steel |
| WO2013140832A1 (ja) * | 2012-03-21 | 2013-09-26 | 株式会社 日立製作所 | 金属基複合材料及びその製造方法 |
| WO2015072154A1 (ja) * | 2013-11-14 | 2015-05-21 | 日新製鋼株式会社 | 化成処理液および化成処理鋼板 |
| WO2017035572A1 (en) | 2015-09-04 | 2017-03-09 | Weir Minerals Australia Ltd | A hydraulically powered rotary actuator |
| WO2018062515A1 (ja) * | 2016-09-30 | 2018-04-05 | 新日鐵住金株式会社 | プレコート金属板 |
-
2024
- 2024-04-03 JP JP2025513162A patent/JPWO2024210152A1/ja active Pending
- 2024-04-03 AU AU2024253739A patent/AU2024253739A1/en active Pending
- 2024-04-03 EP EP24784936.7A patent/EP4681915A1/en active Pending
- 2024-04-03 WO PCT/JP2024/013764 patent/WO2024210152A1/ja not_active Ceased
- 2024-04-03 CN CN202480023078.7A patent/CN121038954A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4144378A (en) * | 1977-09-02 | 1979-03-13 | Inland Steel Company | Aluminized low alloy steel |
| WO2013140832A1 (ja) * | 2012-03-21 | 2013-09-26 | 株式会社 日立製作所 | 金属基複合材料及びその製造方法 |
| WO2015072154A1 (ja) * | 2013-11-14 | 2015-05-21 | 日新製鋼株式会社 | 化成処理液および化成処理鋼板 |
| WO2017035572A1 (en) | 2015-09-04 | 2017-03-09 | Weir Minerals Australia Ltd | A hydraulically powered rotary actuator |
| WO2018062515A1 (ja) * | 2016-09-30 | 2018-04-05 | 新日鐵住金株式会社 | プレコート金属板 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4681915A1 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4681915A1 (en) | 2026-01-21 |
| CN121038954A (zh) | 2025-11-28 |
| JPWO2024210152A1 (https=) | 2024-10-10 |
| AU2024253739A1 (en) | 2025-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5600417B2 (ja) | 表面処理組成物及び表面処理鋼板 | |
| JP5600416B2 (ja) | 表面処理組成物及び表面処理鋼板 | |
| JP5431721B2 (ja) | 亜鉛系めっき鋼板又はアルミニウム系めっき鋼板用表面処理組成物及び表面処理鋼板 | |
| JP4972240B2 (ja) | 表面処理鋼板 | |
| JP6796101B2 (ja) | 被覆めっき鋼板及び被覆めっき鋼板の製造方法 | |
| JP7583934B2 (ja) | 溶融Al-Zn系めっき鋼板、その製造方法、表面処理鋼板及び塗装鋼板 | |
| TW202332787A (zh) | 熱浸鍍Al-Zn-Si-Mg系鋼板及其製造方法,表面處理鋼板及其製造方法及塗裝鋼板及其製造方法 | |
| WO2022191213A1 (ja) | 溶融Al-Zn-Si-Mg系めっき鋼板及びその製造方法、表面処理鋼板及びその製造方法、並びに、塗装鋼板及びその製造方法 | |
| JP7553880B2 (ja) | プレコート鋼板 | |
| JP7688317B2 (ja) | 表面処理鋼板 | |
| JP5097311B2 (ja) | 表面処理鋼板及び有機樹脂被覆鋼板 | |
| WO2024210152A1 (ja) | 表面処理鋼板 | |
| JP4916913B2 (ja) | 表面処理鋼板及び有機樹脂被覆鋼板 | |
| JP7617410B2 (ja) | プレコートめっき鋼板 | |
| JP2024048206A (ja) | 塗装鋼板 | |
| CN107250434A (zh) | 镀锌钢材用或镀锌基合金钢材用的金属表面处理剂、被覆方法及被覆钢材 | |
| KR102936373B1 (ko) | 프리코트 금속판 | |
| JP7583349B2 (ja) | 表面処理鋼板 | |
| JP2024086178A (ja) | 塗装鋼板および給湯器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24784936 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025513162 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025513162 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2501006748 Country of ref document: TH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: AU2024253739 Country of ref document: AU |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024784936 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202517099607 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 2024253739 Country of ref document: AU Date of ref document: 20240403 Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2024784936 Country of ref document: EP Effective date: 20251013 |
|
| ENP | Entry into the national phase |
Ref document number: 2024784936 Country of ref document: EP Effective date: 20251013 |
|
| ENP | Entry into the national phase |
Ref document number: 2024784936 Country of ref document: EP Effective date: 20251013 |
|
| WWP | Wipo information: published in national office |
Ref document number: 202517099607 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 2024784936 Country of ref document: EP Effective date: 20251013 |
|
| ENP | Entry into the national phase |
Ref document number: 2024784936 Country of ref document: EP Effective date: 20251013 |