WO2024204848A1 - 吸収体の製造装置及び製造方法 - Google Patents
吸収体の製造装置及び製造方法 Download PDFInfo
- Publication number
- WO2024204848A1 WO2024204848A1 PCT/JP2024/013488 JP2024013488W WO2024204848A1 WO 2024204848 A1 WO2024204848 A1 WO 2024204848A1 JP 2024013488 W JP2024013488 W JP 2024013488W WO 2024204848 A1 WO2024204848 A1 WO 2024204848A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- absorbent
- sheet
- channel
- drum
- fluff
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
















Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15617—Making absorbent pads from fibres or pulverulent material with or without treatment of the fibres
- A61F13/15658—Forming continuous, e.g. composite, fibrous webs, e.g. involving the application of pulverulent material on parts thereof
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
Definitions
- the present invention relates to an absorbent body manufacturing device and manufacturing method.
- Patent Document 1 WO 2021/131721
- a manufacturing device and manufacturing method for an absorbent body with a hybrid structure including a water-absorbent material absorbent layer and a stacked fiber absorbent layer including at least fluff are known.
- Patent Document 1 discloses an apparatus and method for manufacturing an absorbent body that includes a first core made of absorbent fibers and a second core in which SAP is disposed as an absorbent material between base sheets.
- Patent Document 1 WO 2021/131721
- a second core made of SAP is placed on top of a first core made of absorbent fibers that are transported by suction to manufacture an absorbent body. Therefore, the SAP cannot be directly sucked by the transport device, and the SAP is prone to movement (SAP is prone to misalignment). Therefore, the absorbent body manufacturing apparatus and manufacturing method disclosed in Patent Document 1 (WO 2021/131721) have room for improvement in terms of accurately manufacturing an absorbent body with a hybrid structure of the desired shape.
- An absorbent body manufacturing apparatus is an absorbent body manufacturing apparatus having a hybrid structure having an absorbent material absorbent layer and a stacked fiber absorbent layer containing at least fluff.
- the absorbent body manufacturing apparatus includes an absorbent sheet forming unit and a fiber-stacking unit.
- the absorbent sheet forming unit forms an absorbent sheet in which an absorbent material is sprayed between a first sheet and a second sheet.
- the fiber-stacking unit stacks fibers to form a fluff absorbent body containing at least fluff, and stacks the fluff absorbent body on an absorbent sheet that is transported by suction.
- a spray area and a channel area are formed between the first sheet and the second sheet of the absorbent sheet.
- the absorbent sheet forming unit has a first sheet supplying device, a first suction and conveying device, a water-absorbent material supplying device, a second sheet supplying device, and a pressing device.
- the first sheet supplying device supplies the first sheet.
- the first suction and conveying device has a first conveying surface having a suction function, and conveys the first sheet while sucking it with the first conveying surface.
- the water-absorbent material supplying device supplies the water-absorbent material onto the first sheet conveyed by the first suction and conveying device.
- the second sheet supplying device supplies the second sheet, and forms an absorbent sheet by covering the water-absorbent material on the first sheet with the second sheet.
- the pressing device presses the absorbent sheet being conveyed.
- the fiber stacking unit has a fiber supplying device, a fiber stacking drum, and a third sheet supplying device.
- the fiber supplying device supplies fibers.
- the fiber stacking drum has a suction function, and forms a fluff absorbent body by stacking fibers supplied by the fiber supplying device on its peripheral surface.
- the third sheet supplying device supplies a third sheet that is arranged on the opposite side of the absorbent sheet, sandwiching the fluff absorbent body therebetween.
- the fiber stacking unit overlaps the channel portion of the fluff absorbent body with the channel area of the absorbent sheet.
- the method for manufacturing an absorbent body is a method for manufacturing an absorbent body having a hybrid structure including an absorbent material layer and a stacked fiber layer.
- the method for manufacturing an absorbent body includes an absorbent sheet forming process, a pressing process, a fluff absorbent body forming process, and a stacking process.
- an absorbent material is sprayed between the first sheet and the second sheet to form an absorbent sheet.
- a spraying area where the absorbent material is sprayed and a channel area where the absorbent material is not sprayed are formed.
- the pressing process the absorbent sheet being transported is pressed.
- a fluff absorbent body having a stacked fiber portion where fibers are stacked and a channel portion where fibers are not stacked is formed.
- the fluff absorbent body is stacked on an absorbent sheet being transported by suction.
- the channel portion of the fluff absorbent body is overlaid on the channel area of the absorbent sheet.
- the absorbent sheet which is prone to misalignment of the absorbent material, is directly sucked and transported by the suction transport device, and the fluff absorbent body is superimposed on the absorbent sheet. Therefore, unlike a case in which an absorbent body is manufactured by placing an absorbent sheet on absorbent fibers that are sucked and transported, the manufacturing device and method of the present invention for manufacturing worn articles can suppress the fluidity of the absorbent material and accurately manufacture an absorbent body with a hybrid structure of the desired shape.
- 1 is a schematic plan view of an absorbent body manufactured using the manufacturing apparatus and manufacturing method of the present invention.
- 2 is a cross-sectional view taken along the line II-II in FIG. 1 when the absorbent body in FIG. 1 includes three sheets.
- 2 is a cross-sectional view taken along the line II-II in FIG. 1 when the absorbent body in FIG. 1 includes four sheets.
- 1 is a schematic process diagram of an absorbent body manufacturing apparatus according to a first embodiment of the present invention.
- FIG. 5A to 5C are schematic process diagrams of an absorbent body manufacturing apparatus according to another example of the first embodiment of the present invention.
- 1 is a schematic flowchart of a method for manufacturing an absorbent body according to a first embodiment of the present invention.
- FIG. 4 is a view of the absorbent sheet transported by the third suction and transport device of the absorbent sheet forming unit of the manufacturing apparatus in FIG. 3, viewed along the thickness direction of the absorbent sheet.
- FIG. 4 is a view of the fluff absorbent body formed by the fiber-stacking unit of the manufacturing apparatus of FIG. 3, viewed along the thickness direction of the fluff absorbent body.
- 4 is a schematic diagram of a conveying surface of a first drum of an absorbent sheet forming unit of the manufacturing apparatus of FIG. 3 .
- FIG. 4 is a schematic diagram illustrating the outer peripheral surface of a fiber-stacking drum of a fiber-stacking unit of the manufacturing apparatus of FIG. 3 .
- FIG. 5 is a schematic process diagram of an absorbent body manufacturing apparatus according to modified example B of the first embodiment of the present invention.
- FIG. 5 is a schematic process diagram of an absorbent body manufacturing apparatus according to a second embodiment of the present invention.
- FIG. 11 is a schematic process diagram of an absorbent body manufacturing apparatus according to a third embodiment of the present invention.
- FIG. 10 is a schematic flowchart of a method for manufacturing an absorbent body according to a third embodiment of the present invention.
- 10 is a schematic process diagram of an absorbent body manufacturing apparatus according to a fourth embodiment of the present invention.
- FIG. 13 is a schematic process diagram of an absorbent body manufacturing apparatus according to a fifth embodiment of the present invention.
- FIG. 13 is a schematic process diagram of an absorbent body manufacturing apparatus according to a sixth embodiment of the present invention.
- FIG. 1 is a schematic plan view of an absorbent body 1.
- the plan view of the absorbent body 1 in FIG. 1 is an example of the absorbent body 1 viewed along the thickness direction of the absorbent body 1 (the direction in which a first core 2 and a second core 3, described below, are stacked).
- FIG. 2A is a cross-sectional view taken along the line II-II in FIG. 1 when the absorbent body 1 in FIG. 1 includes three sheets S1 to S3.
- FIG. 2B is a cross-sectional view taken along the line II-II in FIG. 1 when the absorbent body 1 in FIG. 1 includes four sheets S1 to S4.
- Figures 1 and 2 do not limit the shape of the absorbent body 1 to be manufactured.
- Figures 1 and 2 are drawn on the assumption that the absorbent sheet and the fluff absorbent body, which are described below and are manufactured using the manufacturing apparatus and manufacturing method of the present invention, have approximately the same shape and size when viewed along the thickness direction.
- the absorbent sheet and the fluff absorbent body have different shapes and sizes when viewed along the thickness direction, the plan view and cross-sectional view of the absorbent body 1 will differ from those drawn in Figures 1 and 2.
- the length of the absorbent sheet in the longitudinal direction may be shorter than that of the fluff absorbent.
- areas where no absorbent sheet is present are formed at both ends of the absorbent body in the longitudinal direction.
- the absorbent body 1 is depicted as having a rectangular shape in a plan view, with one channel C formed in the center thereof extending in the longitudinal direction of the absorbent body 1, but FIG. 1 does not limit the shape of the absorbent body 1 or the position, shape, number, etc. of the channel C in the absorbent body 1 (in other words, the shape, etc. of the absorbent sheet or fluff absorbent body formed by the manufacturing apparatus and manufacturing process of the present disclosure).
- Figures 1 and 2 are merely drawings for explanatory purposes, and the length and thickness of each component in each figure do not represent the actual dimensional ratios of the absorbent body 1.
- the absorbent body 1 manufactured using the manufacturing apparatus and manufacturing method of the present invention is used, for example, in disposable diapers and sanitary napkins, and is an article that absorbs bodily fluids such as urine and menstrual blood.
- the absorbent body 1 mainly includes a first core 2, a second core 3, and a third sheet piece S3p.
- the absorbent body 1 mainly includes a first core 2, a second core 3, a third sheet piece S3p, and a fourth sheet piece S4p.
- the first core 2 constitutes the absorbent body 1's water-absorbent material absorbent layer.
- the second core 3 constitutes the absorbent body 1's stacked fiber absorbent layer, which includes at least fluff.
- the absorbent body 1 has a hybrid structure having an absorbent material absorbent layer and a stacked fiber absorbent layer, which includes at least fluff.
- the first core 2 is an absorbent sheet Sa, which will be described later, cut to a predetermined size.
- the second core 3 is a fluff absorbent Fa, which will be described later, cut to a predetermined size.
- the second core 3 is arranged overlapping the first core 2. For example, when the absorbent 1 is used in a diaper or the like, the second core 3 is arranged closer to the wearer's skin (crotch side) than the first core 2. In this way, by arranging the stacked fiber absorbent layer containing fluff closer to the wearer's skin, rather than the absorbent material absorbent layer, a comfortable diaper or the like can be realized.
- the third sheet piece S3p is a sheet piece that covers the second core 3 on the side opposite to the side on which the first core 2 is arranged.
- the fourth sheet piece S4p is a sheet piece that covers the second core 3 on the side on which the first core 2 is arranged.
- the absorbent body 1 includes a first core 2, a second core 3, and a third sheet piece S3p as in FIG. 2A, or a first core 2, a second core 3, a third sheet piece S3p, and a fourth sheet piece S4p as in FIG. 2B, depends on the manufacturing process, which will be described later.
- the absorbent body 1 with the configuration of FIG. 2A uses less material (because the fourth sheet piece S4p is not present), so raw material costs can be reduced compared to the absorbent body 1 with the configuration of FIG. 2B.
- the second core 3 is sandwiched between the third sheet piece S3p and the fourth sheet piece S4p, so the second core 3 is more likely to be maintained in the desired shape, and the absorbent body 1 with the desired shape can be manufactured with high precision.
- a water-absorbing material such as a superabsorbent polymer (SAP) is disposed between the first sheet piece S1p and the second sheet piece S2p.
- the first core 2 may be composed of a mixture of one or more types of water-absorbing materials, or may be composed of a mixture of water-absorbing materials having different particle sizes.
- the first core 2 has an area where the superabsorbent polymer is sprayed (the area where the superabsorbent polymer P is disposed in Figs. 2A and 2B) and a channel area C1 where the superabsorbent polymer P is not sprayed (the superabsorbent polymer P is not disposed).
- the channel area C1 is formed to extend in the longitudinal direction of the first core 2.
- the first sheet piece S1p of the first core 2 is bonded to the outer surface of the third sheet piece S3p to fix the first core 2 and the second core 3.
- the second core 3 is an absorbent body formed by laminating absorbent fibers or absorbent fibers mixed with a superabsorbent resin.
- the second core 3 has a portion where fibers F (including a mixture of fibers and a superabsorbent resin, the same applies hereinafter) are laminated, and a channel portion C2 where no fibers F are arranged.
- the channel portion C2 is formed to extend in the longitudinal direction of the second core 3.
- the channel region C1 of the first core 2 and the channel portion C2 of the second core 3 are positioned so that they at least partially overlap each other in a plan view (when the absorbent body 1 is viewed along the thickness direction). This is because, in the manufacturing apparatus and manufacturing method disclosed herein, the channel region A2 of the absorbent sheet Sa, which will ultimately become the first core 2, and the channel portion Fa2 of the fluff absorbent body Fa, which will ultimately become the second core 3, are positioned so as to overlap, as described below.
- the channel region C1 of the first core 2 and the channel portion C2 of the second core 3 form the channel C in the absorbent 1. Since no superabsorbent resin P or fibers F are arranged in the channel C, the absorbent 1 is more likely to promote the diffusion of bodily fluids through the channel C. Therefore, the absorbent 1 can absorb bodily fluids discharged into the absorbent 1 by diffusing them into the superabsorbent resin P and fibers F around the discharge site.
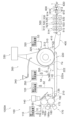
- FIG. 3A is a schematic process diagram of the manufacturing apparatus 1000A of the absorbent body 1 according to the first embodiment.
- FIG. 3B is a schematic process diagram of the manufacturing apparatus 1000A of the absorbent body 1 according to another example of the first embodiment.
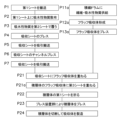
- FIG. 4 is a flow chart of the manufacturing method of the absorbent body 1 according to the first embodiment.
- FIG. 5 is a view of the absorbent sheet Sa conveyed by the third suction conveying device 220 of the absorbent sheet forming unit 100 of the manufacturing apparatus 1000A, viewed along the thickness direction of the absorbent sheet Sa.
- FIG. 6 is a view of the fluff absorbent body Fa formed by the fiber stacking unit 300 of the manufacturing apparatus 1000A, viewed along the thickness direction of the fluff absorbent body Fa.
- FIG. 5 is a view of the absorbent sheet Sa conveyed by the third suction conveying device 220 of the absorbent sheet forming unit 100 of the manufacturing apparatus 1000A, viewed along the thickness direction of the absorbent sheet Sa.
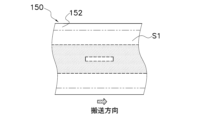
- FIG. 7 is a schematic drawing of the first conveying surface 152 of the first drum 150 of the absorbent sheet forming unit 100 of the manufacturing apparatus 1000A.
- FIG. 8 is a schematic drawing of the outer circumferential surface 312 of the fiber stacking drum 310 of the fiber stacking unit 300 of the manufacturing apparatus 1000A.
- the manufacturing apparatus 1000A for the absorbent body 1 of the first embodiment mainly includes an absorbent sheet forming unit 100, a fiber-stacking unit 300, a folding device 400, a laminate pressing device 500, and a cutting device 600.
- the absorbent sheet forming unit 100 forms an absorbent sheet Sa in which an absorbent substance (such as SAP) is spread between the first sheet S1 and the second sheet S2 (an absorbent sheet Sa in which the absorbent substance is disposed in a predetermined area between the first sheet S1 and the second sheet S2).
- the first sheet S1 and the second sheet S2 are cut by a cutting device 600 to become a first sheet piece S1p and a second sheet piece S2p in the absorbent body 1.
- the absorbent sheet Sa is also cut by the cutting device 600 to become a first core 2 in the absorbent body 1.
- the fiber-stacking unit 300 is disposed downstream of the absorbent sheet forming unit 100 in the transport direction of the absorbent sheet Sa. Preferably, the fiber-stacking unit 300 is disposed as close as possible to the absorbent sheet forming unit 100 in the transport direction of the absorbent sheet Sa.
- the fiber-stacking unit 300 stacks fibers to form a fluff absorbent Fa that contains at least fluff (cotton-like fibers), and stacks the fluff absorbent Fa on the absorbent sheet Sa that is transported under suction.
- "transporting the absorbent sheet Sa under suction” here means that the absorbent sheet Sa is transported by moving the transport surface while sucking air on the transport surface with the absorbent sheet Sa in contact with the transport surface. The same applies to the meaning of "transporting under suction” used below.
- the fluff absorbent Fa is cut by the cutting device 600 to become the second core 3 in the absorbent body 1.
- the folding device 400 is disposed downstream of the fiber-stacking unit 300 in the conveying direction of the absorbent sheet Sa on which the fluff absorbent Fa is layered (hereinafter, the absorbent sheet Sa on which the fluff absorbent Fa is layered is referred to as the laminate L).
- the folding device 400 folds the first sheet S1 of the absorbent sheet Sa so that the first sheet S1 at least partially covers the third sheet S3 that covers the fluff absorbent Fa, so as to encase the laminated absorbent (hybrid core including the absorbent sheet Sa and the fluff absorbent Fa) to maintain its shape.
- the laminate pressing device 500 is disposed downstream of the folding device 400 in the transport direction of the laminate L.
- the laminate pressing device 500 includes a number of devices that press all or part of the laminate L to adjust the shape of the absorbent sheet Sa on which the fluff absorbent Fa is layered.
- the cutting device 600 is disposed downstream of the laminate press device 500 in the transport direction of the laminate L.
- the cutting device 600 cuts the laminate L to form the absorbent body 1.
- Absorbent body (2-1-1-2) Absorbent body (hybrid core consisting of absorbent sheet and fluff absorbent body) The absorbent sheet Sa and the fluff absorbent body Fa will be described below.
- the absorbent sheet Sa is a sheet in which an absorbent material containing SAP is sprayed between the first sheet S1 and the second sheet S2. As described above, the absorbent sheet Sa is cut by the cutting device 600 to become the first core 2 in the absorbent body 1.
- the absorbent sheet Sa is viewed along the thickness direction of the absorbent sheet Sa (the direction in which the first sheet S1, the absorbent material, and the second sheet S2 are stacked)
- a spray area A1 where the absorbent material is sprayed and a channel area A2 where the absorbent material is not sprayed are formed between the first sheet S1 and the second sheet S2 of the absorbent sheet Sa (see FIG. 5).
- the spray area A1 of the absorbent sheet Sa is an area in the first core 2 where the superabsorbent resin P is sprayed.
- the channel area A2 of the absorbent sheet Sa is a channel area C1 where the superabsorbent resin P is not sprayed in the first core 2.
- the channel region C1 is surrounded by the scattering region, but this is not limited to the specification.
- the channel region may be formed so as to penetrate the scattering region.
- the fluff absorbent Fa is formed by stacking fibers (including a mixture of fibers and absorbent material, the same applies below). As described above, the fluff absorbent Fa is cut by the cutting device 600 to become the second core 3 in the absorbent body 1.
- the fluff absorbent Fa has a fiber stacking section Fa1 in which absorbent material is arranged (absorbent material is stacked) and a channel section Fa2 in which no fibers are arranged (see Figure 6). Although not limited to this, in the example shown in Figure 6, the channel section Fa2 is surrounded by the fiber stacking section Fa1.
- the fiber stacking section Fa1 of the fluff absorbent Fa becomes the area in the second core 3 where the fibers F are arranged.
- the channel section Fa2 of the fluff absorbent Fa becomes the channel section C2 in which no fibers F are arranged in the second core 3.
- FIG. 5 and 6 are drawings created for the convenience of explanation, and do not limit the shapes of the absorbent sheet Sa and the fluff absorbent body Fa, or the positions, shapes, and numbers of the channel area A2 in the absorbent sheet Sa and the channel portion Fa2 in the fluff absorbent body Fa.
- the absorbent sheet forming unit 100 shown in FIG. 3A in this embodiment includes a first sheet supplying device 110, a second sheet supplying device 120, a first adhesive application device 130, a second adhesive application device 135, an absorbent material supplying device 140, a first drum 150 as an example of a first suction and conveying device, a second drum 160, a first absorbent section pressing device 170, a second suction and conveying device 180, a second channel pressing device 190, an auxiliary conveying device 200, a third adhesive application device 210, and a third suction and conveying device 220.
- the first sheet supplying device 110 supplies the first sheet S1, which is unwound from a sheet roll (not shown), to the first drum 150, which is an example of a first suction conveying device.
- the first sheet S1 is a core wrap for encasing the absorbent body, and is made of, for example, a liquid-permeable nonwoven sheet, tissue paper, etc.
- the first sheet S1 is wider than the second sheet S2 because it is finally folded by the folding device 400 and overlapped with the third sheet S3.
- the second sheet supplying device 120 supplies the second sheet S2, which is unwound from a sheet roll (not shown), to the first drum 150.
- the second sheet S2 is, for example, a liquid-permeable nonwoven fabric sheet.
- the first adhesive applicator 130 applies adhesive to the absorbent material-adhering surface (the surface to which the absorbent material is to be attached) of the first sheet S1 being transported to the first drum 150.
- the absorbent material-adhering surface of the first sheet S1 is a surface that does not face the outer peripheral surface of the first drum 150 (first transport surface 152) when being transported by the first drum 150.
- the absorbent substance attachment surface of the first sheet S1 includes a portion where the absorbent substance is attached and a portion where the absorbent substance is not attached. Therefore, the first adhesive application device 130 may apply adhesive only to the portion of the first sheet S1 where the absorbent substance is attached (hereinafter referred to as the absorbent substance attachment portion). Alternatively, the first adhesive application device 130 may also apply adhesive to the portion where the absorbent substance does not need to be attached (particularly the channel area A2).
- the first adhesive application device 130 may apply adhesive to the entire surface of the first sheet S1 that does not face the outer circumferential surface (first conveying surface 152) of the first drum 150.
- first conveying surface 152 the outer circumferential surface of the first drum 150.
- the second adhesive applicator 135 applies adhesive to the absorbent substance-attached surface (the surface to which the absorbent substance is attached) of the second sheet S2 being transported to the first drum 150.
- the absorbent substance-attached surface of the second sheet S2 is the surface that faces the outer peripheral surface (first transport surface 152) of the first drum 150 when it is transported by the first drum 150.
- the second adhesive applicator 135 may apply adhesive only to the absorbent substance-attached portion of the second sheet S2, as with the first adhesive applicator 130, or may apply adhesive to portions where the absorbent substance does not need to be attached.
- At least one of the first adhesive applicator 130 and the second adhesive applicator 135 applies adhesive to the area including the channel area A2. This makes it easy to bond the first sheet S1 and the second sheet S2 in the channel area A2, and suppresses the movement of the absorbent material in the width direction.
- the first drum 150 is a cylindrical drum with a first conveying surface 152 having a suction function on its outer circumferential surface.
- the first drum 150 is connected to a vacuum pump and other equipment (not shown) via piping.
- the vacuum pump is operated and air is sucked into the inside of the first drum 150 through suction holes (not shown) provided in the first conveying surface 152, the suction function of the first conveying surface 152 is exerted.
- the first sheet S1 is supplied to the first conveying surface 152 of the first drum 150 in the circumferential direction of the first drum 150.
- the first drum 150 rotates as shown by the arrow in FIG. 3 while sucking the first sheet S1 supplied by the first sheet supply device 110 onto the first conveying surface 152, thereby conveying the first sheet S1.
- the first sheet S1 is wrapped around the first drum 150, and the tension thus applied can suppress movement of the first sheet S1 due to vibrations during conveyance, etc.
- the absorbent material supplying device 140 sprays an absorbent material (super absorbent resin P) onto the surface of the first sheet S1, which is being transported by the first drum 150 and onto which adhesive has been applied by the first adhesive applicator 130.
- the first sheet S1 is a breathable sheet, and the absorbent material is attracted to an area on the first transport surface 152 where suction holes are provided, and is held by the adhesive applied by the first adhesive applicator 130.
- the absorbent sheet Sa (between the first sheet S1 and the second sheet S2 of the absorbent sheet Sa) has a spray area A1 where the absorbent material is disposed, and a channel area A2 where no absorbent material is disposed. Therefore, the suction holes of the first conveying surface 152 are disposed only in the area of the first conveying surface 152 that contacts the back side of the absorbent material-adhered portion of the first sheet S1, as shown by hatching in FIG. 7. Note that the rectangular area surrounded by dotted lines within the hatched area in FIG. 7 that is not hatched (where no suction holes are disposed) is the portion of the first conveying surface 152 that faces the portion of the first sheet S1 that becomes the channel area A2 when the first conveying surface 152 becomes part of the absorbent sheet Sa.
- suction holes may be formed (in an area corresponding to the width of the first sheet S1) over the entire area of the first conveying surface 152 that contacts the first sheet S1 (the area between the pair of dotted lines in FIG. 7). From the perspective of forming a neat accumulation pattern of the absorbent material, it is preferable to provide suction holes only in the areas that correspond to the spray area A1 of the absorbent material, as in this embodiment.
- a second sheet S2 on the side facing the first conveying surface 152 of the first drum 150, with adhesive applied by the second adhesive applicator 135, is supplied along the circumferential direction of the first drum 150 to the first conveying surface 152 of the first drum 150, which is conveying the first sheet S1.
- the early supply of the second sheet S2 allows the absorbent material to be sandwiched between the first sheet S1 and the second sheet S2 at an early timing, and prevents the accumulation pattern of the absorbent material from collapsing due to vibration during conveyance, etc.
- the first drum 150 When the second sheet S2 is supplied to the first drum 150 which is transporting the first sheet S1, the first drum 150 rotates as shown by the arrow in FIG. 3 while sucking the first sheet S1 and the second sheet S2 with the absorbent material sandwiched between them on the first transport surface 152, transporting the first sheet S1 and the second sheet S2 (in other words, the absorbent sheet Sa) with the absorbent material sandwiched between them.
- a press device temporary press device similar to the first absorption section press device 170 described below may be disposed adjacent to the first drum 150 and immediately downstream of the supply point of the second sheet S2 to the first drum 150.
- This temporary press device may press the spray area A1 between the first sheet S1 and the second sheet S2 of the absorbent sheet Sa transported between this temporary press device and the first drum 150.
- the temporary press device may be a press device similar to the first channel press device 190a described below.
- the first sheet S1 and the second sheet S2 can be joined in the channel region A2, which suppresses the movement of the absorbent material in the width direction of the absorbent sheet Sa, which is perpendicular to the conveying direction, and allows the channel (channel region A2) to be formed more neatly.
- the area of the first conveying surface 152 that contacts the back side of the absorbent material-adhered portion of the first sheet S1 is recessed inward of the first drum 150 in the radial direction of the first drum 150 compared to other parts of the first conveying surface 152 of the first drum 150.
- the second drum 160 is disposed adjacent to the first drum 150 downstream of the first drum 150 in the conveying direction of the absorbent sheet Sa (a sheet in which an absorbent material is disposed between the first sheet S1 and the second sheet S2).
- the absorbent sheet Sa is transferred from the first drum 150 to the second drum 160, and the absorbent sheet Sa is wrapped around it.
- the second drum 160 may have, but is not limited to, a suction function on its outer peripheral surface 162, similar to the first drum 150.
- a suction function on its outer peripheral surface 162, similar to the first drum 150.
- the second drum 160 is disposed directly below the first drum 150 and in contact with the first drum.
- the second drum 160 rotates in the opposite direction to the first drum 150.
- the first sheet S1 (or the absorbent sheet Sa) is transported in a state where it is wrapped around half a circumference (or approximately half a circumference) of the first drum 150 and half a circumference of the second drum 160.
- the absorbent sheet Sa is transported wrapped around the first drum 150 and the second drum 160 so as to form an approximately inverted S shape.
- tension can be applied to the absorbent sheet Sa, so that the absorbent sheet Sa is transported in a state where it is spread out in the transport direction or in a direction perpendicular to the transport direction, and the movement of the SAP sandwiched between the first sheet S1 and the second sheet S2 can be effectively suppressed.
- the first absorption section pressing device 170 is an example of a pressing device.
- the first absorption section pressing device 170 is disposed adjacent to the second drum 160, and is a device that presses the spraying area A1 between the first sheet S1 and the second sheet S2 of the absorbent sheet Sa (the absorbent sheet Sa in a state of being wrapped around the second drum 160) that is transported between the first absorption section pressing device 170 and the second drum 160.
- the first absorption section pressing device 170 is a device that presses the portion where the SAP that contributes to the absorption of the absorbent sheet Sa is disposed.
- the absorbent sheet forming unit 100 has the first absorption section pressing device 170, and the first absorption section pressing device 170 presses the spraying area A1 of the absorbent sheet Sa, so that the absorbent material can be evenly (with roughly the same thickness) disposed in the spraying area A1 of the absorbent sheet Sa.
- the first absorption section pressing device 170 has a flat roll (a roll having no irregularities on the outer peripheral surface in the radial direction) 172 as an example of a first pressing member.
- the flat roll 172 is arranged so that a gap of a predetermined size is formed between the flat roll 172 and the second drum 160. The size of this gap can be appropriately set according to the desired pressing condition of the absorbent sheet Sa.
- the first absorption section pressing device 170 presses the flat roll 172 through the absorbent sheet Sa against the second drum 160, which is also a flat roll and functions as a part of the first absorption section pressing device 170, thereby mainly pressing the spray area A1 of the absorbent sheet Sa.
- the first absorption section pressing device 170 sandwiches the absorbent sheet Sa between the flat roll 172 and the second drum 160, which is also a flat roll, and can therefore also be called an entire pressing device that presses the entire absorbent sheet Sa.
- the first absorption section pressing device 170 presses the absorbent sheet Sa
- the first absorption section pressing device 170 heats the absorbent sheet Sa, for example, to a temperature equal to or higher than the temperature at which the adhesive application devices 130, 135 apply the adhesive.
- At least one of the flat roll 172 and the second drum 160 has a heating function, and the adhesive applied to the first sheet S1 and the second sheet S2 is heated, which increases the permeability of the adhesive, and therefore the position of the absorbent material between the first sheet S1 and the second sheet S2 of the absorbent sheet Sa is likely to be stabilized.
- an auxiliary conveying device 200 may be disposed adjacent to the second drum 160.
- the auxiliary conveying device 200 is disposed, for example, downstream of the pressing location by the first absorption section pressing device 170 in the conveying direction of the absorbent sheet Sa.
- the auxiliary conveying device 200 includes a conveying belt 202 that is wound around a roller and extends partially along the circumferential direction of the second drum 160.
- the conveying belt 202 of the auxiliary conveying device 200 sandwiches the absorbent sheet Sa conveyed along the outer circumferential surface 162 of the second drum 160 between itself and the outer circumferential surface 162 of the second drum 160.
- the presence of the auxiliary conveying device 200 makes it easier to suppress displacement of the absorbent material in the absorbent sheet Sa.
- a first channel press device 190a which is an example of a press device, may be provided instead of the auxiliary transport device 200.
- the first channel press device 190a includes a pattern roll 192a, which is an example of a second press member, and which has a convex portion (not shown) that protrudes radially outward from a portion of its outer circumferential surface.
- the first channel press device 190a presses a channel region A2 between the first sheet S1 and the second sheet S2 of the absorbent sheet Sa (the absorbent sheet Sa wound around the second drum 160) transported between the pattern roll 192a and the second drum 160.
- the convex portion of the pattern roll 192a is designed to contact the channel region A2 of the absorbent sheet Sa when the absorbent sheet Sa passes between the pattern roll and the second drum 160, and the convex portion of the pattern roll 192a and the outer peripheral surface of the second drum 160 press the channel region A2 of the absorbent sheet Sa between them.
- the first channel press device 190a presses the channel region A2 of the absorbent sheet Sa
- at least one of the pattern roll 192a and the second drum 160 has a heating function for the absorbent sheet Sa (has a heater for heating the absorbent sheet Sa) similar to that of the first absorption part press device 170 described above.
- the first channel press device 190a is provided with a heating function
- the second drum 160 (flat roll) functioning as part of the first channel press device 190a has a heating function.
- the first channel pressing device 190a is provided upstream of the first absorbent part pressing device 170 in the conveying direction of the absorbent sheet Sa, as shown in FIG. 3B.
- only the first channel press device 190a of the first absorption section press device 170 and the first channel press device 190a may be disposed adjacent to the second drum 160, and the first absorption section press device 170 may be omitted.
- the first absorption section pressing device 170 and/or the first channel pressing device 190a are both positioned to press against the circumferential surface of the second drum 160. That is, the first absorption section pressing device 170 and/or the first channel pressing device 190a press the absorbent sheet Sa wrapped around the first drum 150 and the second drum 160. This allows the absorbent sheet Sa to be pressed while it is wrapped around the first drum 150 and the second drum 160 and the movement of the absorbent material is suppressed, and after the pressing process, it is possible to form an absorbent material accumulation pattern that is less susceptible to the effects of vibrations, etc., that occur when the absorbent sheet Sa is transported downstream.
- the second suction conveying device 180 is disposed between the second drum 160 and the second channel press device 190 in the conveying direction of the absorbent sheet Sa.
- the second suction conveying device 180 is a conveyor having a suction function.
- the second suction conveying device 180 is provided with a conveying belt 182 wound around a roller.
- the horizontally extending surface (second conveying surface 182a) of the conveying belt 182 is provided with suction holes (not shown), and the absorbent sheet Sa conveyed from the second drum 160 is sucked by the second conveying surface 182a by sucking in air through the suction holes.
- the conveying belt 182 is breathable, the conveying belt 182 may be provided with elongated openings, slits, etc. instead of suction holes.
- the second conveying surface 182a of the conveying belt 182 extends from the second drum 160 to the second channel press device 190.
- the conveying belt 182 extends from directly below the second drum 160 to a position adjacent to rolls 192, 194 (described later) of the second channel press device 190.
- the absorbent sheet Sa is conveyed to the second channel press device 190 by rotating the roller around which the conveying belt 182 is wound in the direction of the arrow in FIG. 3 while the absorbent sheet Sa is sucked against the second conveying surface 182a.
- the second channel press device 190 is an example of a press device.
- the second channel press device 190 has a pair of rolls 192, 194.
- One of the pair of rolls 192, 194 is a pattern roll having a convex portion (not shown) that protrudes radially outward from part of its outer circumferential surface.
- the other of the pair of rolls 192, 194 is a flat roll having a smooth outer circumferential surface (a roll having no irregularities on the outer circumferential surface in the radial direction).
- the second channel press device 190 presses the channel region A2 between the first sheet S1 and the second sheet S2 of the absorbent sheet Sa transported between the rolls 192 and 194.
- the convex portion of the pattern roll which is one of the pair of rolls 192, 194, is designed to come into contact with the channel region A2 of the absorbent sheet Sa when the rolls 192 and 194 rotate and the absorbent sheet Sa passes between the rolls 192 and 194, and the convex portion of the pattern roll and the outer peripheral surface of the flat roll press the channel region A2 of the absorbent sheet Sa between them.
- the roll that contacts the side of the absorbent sheet Sa opposite to the side on which the fluff absorbent Fa is superimposed is a pattern roll
- the roll that contacts the side of the absorbent sheet Sa on which the fluff absorbent Fa is superimposed is a flat roll.
- the roll 192 is a pattern roll
- the roll 194 is a flat roll.
- the second channel press device 190 presses the absorbent sheet Sa
- the second channel press device 190 heats the absorbent sheet Sa to a temperature equal to or higher than the temperature at which the adhesive application devices 130 and 135 apply the adhesive.
- the adhesive has a high permeability, so that the position of the water-absorbing material between the first sheet S1 and the second sheet S2 of the absorbent sheet Sa is easily stabilized.
- the second channel press device 190 has a heating function
- both the flat roll 172 of the first absorbent pressing device 170 and the roll 194 (flat roll) of the second channel pressing device have a heating function.
- the absorbent sheet Sa can be heated from either side of the first sheet S1 and the second sheet S2 that sandwich the absorbent material, and the adhesive applied to both the first sheet S1 and the second sheet S2 can easily penetrate, so that the absorbent material sandwiched between the first sheet S1 and the second sheet S2 can be held more stably.
- the second channel press device 190 is preferably positioned close to the second drum 160.
- the second channel press device 190 is positioned near the second drum 160, below the absorbent material supply device 140.
- the conveying distance of the second suction conveying device 180 is as short as possible. This makes it possible to reduce vibrations during conveying until the second channel press device 190 neatly forms a channel, and to maintain a good accumulation pattern of the absorbent material.
- the third suction conveying device 220 is arranged between the second channel press device 190 and the fiber stacking unit 300 in the conveying direction of the absorbent sheet Sa.
- the third suction conveying device 220 is a conveyor with a suction function.
- the third suction conveying device 220 is equipped with a conveying belt 222 that is wound around a roller.
- the surface (third conveying surface 222a) of the conveying belt 222 is provided with suction holes (not shown), and by sucking in air through the suction holes, the absorbent sheet Sa after being pressed by the second channel press device 190 is sucked on the third conveying surface 222a.
- the conveying belt 222 may be provided with elongated openings, slits, etc. instead of suction holes.
- the absorbent sheet Sa is sucked onto the third conveying surface 222a, and the roller around which the conveying belt 222 is wound is rotated in the direction of the arrow in FIG. 3, so that the absorbent sheet Sa is conveyed to a position where the fiber-stacking unit 300 overlaps the fluff absorbent Fa on the absorbent sheet Sa (preferably, downstream of the position where the fiber-stacking unit 300 overlaps the fluff absorbent Fa on the absorbent sheet Sa).
- the third suction conveying device 220 is preferably disposed very close to the second channel press device 190 so that the third conveying surface 222a can suck the absorbent sheet Sa immediately after it leaves the second channel press device 190.
- the third conveying surface 222a is preferably horizontal.
- the third adhesive applicator 210 applies adhesive to the upper surface of the absorbent sheet Sa (the surface on which the fluff absorbent Fa is placed, here the second sheet S2) transported by the third suction transport device 220 to bond the absorbent sheet Sa and the fluff absorbent Fa together.
- the third suction and transport device 220 is located outside the range where the third adhesive application device 210 discharges adhesive, but adjacent to the range where the third adhesive application device 210 discharges adhesive. In this arrangement, the third suction and transport device 220 can be located close to the second channel press device 190, and adhesive can be prevented from being directly applied onto the belt.
- the fiber stacking unit 300 has, for example, a fiber stacking drum 310, a third sheet supplying device 320, a fourth adhesive application device 325, a fiber supplying device 330, a water-absorbent material supplying device 340, a fourth sheet supplying device 350, a fifth adhesive application device 355, and an auxiliary conveying device 360.
- the third sheet supplying device 320 supplies the third sheet S3, which is unwound from a sheet roll (not shown), to the fiber stacking drum 310.
- the third sheet S3 is, for example, a liquid-permeable nonwoven fabric sheet.
- the fourth sheet supplying device 350 supplies the fourth sheet S4, which is unwound from a sheet roll (not shown), to the stacking drum 310.
- the fourth sheet S4 is, for example, a liquid-permeable nonwoven sheet.
- the fourth sheet supplying device 350 is provided in the stacking unit 300, but when manufacturing an absorbent body 1 as depicted in FIG. 2A, the fourth sheet supplying device 350 is not required in the stacking unit 300.
- the fiber stacking drum 310 is a hollow cylindrical rotating drum.
- the fiber stacking drum 310 rotates around a rotation axis that extends along the center of the cylindrical fiber stacking drum 310 (see the arrow in Figure 3).
- One or more recesses 314 are formed on the outer peripheral surface 312 of the fiber stacking drum 310 to gather the fibers supplied by the fiber supply device 330 and the absorbent material supplied by the absorbent material supply device 340 and form the fibers and absorbent material into a fluff absorbent body Fa of a predetermined shape (see Figure 8).
- the recesses 314 on the outer peripheral surface 312 have a shape that corresponds to the fluff absorbent body Fa to be formed, so that the shape of the fibers (including the absorbent material) gathered from the recesses 314 becomes the shape of the predetermined fluff absorbent body Fa.
- portion 316 in FIG. 8 corresponds to the channel portion Fa2 of the fluff absorbent Fa, and is positioned radially outward of the recess 314 (so as to protrude radially from the recess 314) in the radial direction of the fiber stacking drum 310.
- This section provides an overview of the structure of the fiber stacking drum 310 and how the fiber stacking drum 310 forms the fluff absorbent body Fa.
- the fiber stacking drum 310 is connected to equipment such as a vacuum pump (not shown) via piping, and a negative pressure space connected to the vacuum pump is formed inside the fiber stacking drum 310.
- the negative pressure section is arranged to correspond to the fiber stacking section shown in FIG. 3 (the section where fibers and absorbent material are supplied to the fiber stacking drum 310).
- the fiber stacking drum 310 is also connected to equipment such as a blower (not shown) via piping, and a positive pressure space connected to the vacuum pump is formed inside the fiber stacking drum 310.
- the positive pressure space is arranged to correspond to the position where the fiber stacking drum 310 passes the fluff absorbent Fa to the third suction conveying device 220. The positions of the negative pressure space and the positive pressure space do not change when the fiber stacking drum 310 rotates.
- the negative pressure space and the positive pressure space are connected to the space outside the fiber stacking drum 310 through an opening (not shown) formed in the bottom surface of the recess 314 on the outer circumferential surface 312 of the fiber stacking drum 310, which rotates around the negative pressure space and the positive pressure space.
- the fibers supplied by the fiber supply device 330 and the absorbent material supplied by the absorbent material supply device 340 are supplied around it for a predetermined period of time.
- the opening of the recess 314 passes a position adjacent to the negative pressure space, air is sucked into the negative pressure space from the space outside the fiber stacking drum 310, and the fibers and absorbent material are taken into the recess 314 of the outer peripheral surface 312 along with the air, and are stacked.
- the opening formed at the bottom of the recess 314 of the outer peripheral surface 312 is designed to have dimensions that allow air to pass through but not allow fibers or absorbent material to pass through.
- the fiber stacking drum 310 rotates and a portion of the outer peripheral surface 312 passes a position adjacent to the negative pressure space inside the fiber stacking drum 310, not only the fibers and absorbent material but also the supplied third sheet S3 is transported while being sucked onto the outer peripheral surface 312 (pulled into the recess 314) by the suction function of the fiber stacking drum 310. Furthermore, when the fiber stacking drum 310 rotates and a portion of the outer peripheral surface 312 passes a position adjacent to the negative pressure space inside the fiber stacking drum 310, the supplied fourth sheet S4 is also transported while being sucked into the outer peripheral surface 312 via the fibers and absorbent material stacked in the recess 314.
- the third sheet S3 is supplied to the outer peripheral surface 312 of the fiber stacking drum 310 before the fibers and absorbent material are stacked in the recesses 314 of the outer peripheral surface 312 (upstream of the spraying section shown in Figures 3A and 3B in the rotation direction of the fiber stacking drum 310). Therefore, in the fiber stacking drum 310, the fibers and absorbent material are stacked on the third sheet S3.
- the fourth sheet S4 is supplied to the fiber stacking drum 310 so as to cover the fibers and absorbent material stacked on the third sheet S3 (so that the fibers and absorbent material are sandwiched between the third sheet S3 and the fourth sheet S4).
- the fourth sheet S4 is supplied to the fiber stacking drum 310 so as to cover the fluff absorbent Fa formed in the recess 314 of the outer peripheral surface 312 (so that the fluff absorbent Fa is sandwiched between the third sheet S3 and the fourth sheet S4).
- the fourth sheet S4 is not essential.
- the fourth adhesive applicator 325 applies adhesive to the surface of the third sheet S3 on which the fibers and absorbent material are stacked before the third sheet S3 is supplied to the stacking drum 310.
- the surface of the third sheet S3 on which the fibers and absorbent material are stacked is the surface that does not face the outer peripheral surface 312 of the stacking drum 310.
- the fourth adhesive applicator 325 may apply adhesive only to the portion where the stacking section Fa1 is provided (the portion that will enter the recess 314 of the third sheet S3), or may apply adhesive to the portion where the stacking section Fa1 is provided as well as to locations other than the portion where the stacking section Fa1 is provided.
- the fifth adhesive applicator 355 applies adhesive to the surface of the fourth sheet S4 that comes into contact with the fibers and absorbent material before the fourth sheet S4 is supplied to the stacking drum 310.
- the surface of the fourth sheet S4 that comes into contact with the fibers and absorbent material is the surface that faces the outer peripheral surface 312 of the stacking drum 310.
- the fifth adhesive applicator 355 may apply adhesive only to the portion of the fourth sheet S4 that comes into contact with the stacking section Fa1, or may apply adhesive to the portion that comes into contact with the stacking section Fa1 as well as to locations other than the portion that comes into contact with the stacking section Fa1.
- the fiber supplying device 330 crushes the pulp sheet formed by bonding pulp fibers into a sheet, producing cotton-like fibers (pulp fibers).
- the absorbent material supplying device 340 supplies an absorbent material (super absorbent resin P) to the fiber stacking drum 310.
- the mixture of the fibers produced by the fiber supplying device 330 and the absorbent material supplied from the absorbent material supplying device 340 is supplied to the fiber stacking drum 310 (around the outer circumferential surface 312 of the fiber stacking drum 310) so as to be sprayed in the spraying section shown in Figures 3A and 3B.
- the absorbent material supplied by the absorbent material supplying device 340 and the absorbent material supplied by the absorbent material supplying device 140 may be supplied from the same supply source (e.g., a tank in which the absorbent material is stored).
- the absorbent material supplying device 340 does not need to be provided when the fluff absorbent body Fa is formed only from fibers.
- an auxiliary conveying device 360 may be disposed adjacent to the stacking drum 310.
- the auxiliary conveying device 360 is disposed, for example, downstream of the supply point of the fourth sheet S4 in the conveying direction of the fluff absorbent Fa, and as close as possible to the supply point of the fourth sheet S4.
- the auxiliary conveying device 360 includes a conveying belt 362 that is wound around a roller and extends partially along the circumferential direction of the stacking drum 310.
- the conveying belt 362 of the auxiliary conveying device 360 sandwiches the fluff absorbent Fa that is conveyed along the outer circumferential surface 312 of the stacking drum 310 between the conveying belt 362 of the auxiliary conveying device 360 and the outer circumferential surface 312 of the stacking drum 310.
- the presence of the auxiliary conveying device 360 makes it easier to suppress positional deviation of the fluff absorbent Fa.
- the fiber-stacking drum 310 stacks the formed fluff absorbent Fa on the absorbent sheet Sa transported by the third suction and conveying device 220 (on the surface of the absorbent sheet Sa on which adhesive has been applied by the third adhesive application device 210).
- the absorbent sheet Sa on which the fluff absorbent Fa is stacked is hereinafter referred to as the stack L.
- the fiber-stacking unit 300 stacks the channel portion Fa2 of the fluff absorbent Fa on the channel area A2 of the absorbent sheet Sa.
- the fiber-stacking unit 300 stacks the channel portion Fa2 of the fluff absorbent Fa with the channel area A2 of the absorbent sheet Sa, this includes the case where the channel portion Fa2 of the fluff absorbent Fa and the channel area A2 of the absorbent sheet Sa are completely overlapped. Also, for example, when one of the channel portion Fa2 of the fluff absorbent body Fa and the channel area A2 of the absorbent sheet Sa is smaller than the other, this includes the case where the smaller of the channel portion Fa2 of the fluff absorbent body Fa and the channel area A2 of the absorbent sheet Sa is contained within the larger of the channel portion Fa2 of the fluff absorbent body Fa and the channel area A2 of the absorbent sheet Sa.
- the fiber-stacking unit 300 overlaps the channel portion Fa2 of the fluff absorbent body Fa with the channel area A2 of the absorbent sheet Sa, this includes the case where only a portion of the channel portion Fa2 of the fluff absorbent body Fa is overlapped with the channel area A2 of the absorbent sheet Sa.
- the third sheet S3 of the absorbent body 1 is positioned on the side not facing the absorbent sheet Sa.
- the third sheet S3 supplied by the third sheet supply device 320 covers the fluff absorbent Fa placed on top of the absorbent sheet Sa.
- the third sheet S3 is positioned on the opposite side of the absorbent sheet Sa, with the fluff absorbent Fa sandwiched between them.
- the folding device 400 is disposed downstream of the fiber-stacking unit 300 in the transport direction of the laminate L.
- the folding device 400 folds the first sheet S1 inward on both sides perpendicular to the transport direction of the laminate L so that the first sheet S1 of the absorbent sheet Sa at least partially covers the third sheet S3 that covers the fluff absorbent body Fa.
- adhesive for bonding the first sheet S1 and the third sheet S3 is applied by the sixth adhesive application device 410 to the surface of the first sheet S1 that has absorbent material attached thereto and that is not covered by the second sheet S2, or to the surface of the third sheet S3 that does not face the fluff absorbent Fa.
- a device for pressing the overlapping portion of the fiber stacking portion Fa1 of the fluff absorbent Fa and the scattering area A1 of the absorbent sheet Sa may be provided to adjust the shape of the laminate L (for example, a device for pressing the fluff absorbent Fa and the absorbent sheet Sa between a pair of flat rollers).
- the stack pressing device 500 includes a plurality of devices that press the entire stack L or a portion thereof in order to adjust the shape of the stack L (in other words, the absorbent sheet Sa on which the fluff absorbent Fa is layered).
- the laminate press device 500 includes a second absorbent press device 510, a third channel press device 520, and an edge press device 530.
- the second absorbent press device 510, the third channel press device 520, and the edge press device 530 are arranged in this order in the transport direction of the laminate L.
- the order in which the second absorbent press device 510, the third channel press device 520, and the edge press device 530 are arranged in the transport direction of the laminate L may be changed as appropriate.
- the laminate press device 500 includes all of the second absorption section press device 510, the third channel press device 520, and the edge press device 530, but it may include one or two of them.
- the laminate press device 500 may also include two or more of at least one of the second absorption section press device 510, the third channel press device 520, and the edge press device 530.
- the laminate press device 500 may also include press devices other than the second absorption section press device 510, the third channel press device 520, and the edge press device 530.
- the second absorbent section press device 510 has a pair of flat rolls 512, 514, and presses at least the overlapping portion between the fiber stack Fa1 of the fluff absorbent Fa and the spray area A1 of the absorbent sheet Sa of the laminate L transported between the pair of flat rolls 512, 514.
- the second absorbent section press device 510 sandwiches the entire laminate L transported between the pair of flat rolls 512, 514.
- the second absorbent section press device 510 can also be called an entire press device that presses the entire laminate L of the absorbent sheet Sa and the fluff absorbent Fa.
- At least one of the flat rolls 512, 514 of the second absorbent section press device 510 may be provided with a heater, and the second absorbent section press device 510 may have a heating function for heating the laminate L.
- the second absorbent section press device 510 heats the laminate L to a temperature equal to or higher than the temperature at which various adhesive application devices apply adhesive.
- the third channel press device 520 has a pair of rolls 522, 524.
- one of the pair of rolls 522, 524 is a flat roll
- the other of the pair of rolls 522, 524 is a pattern roll having a convex portion (not shown) protruding radially outward on a part of the outer circumferential surface.
- the third channel press device 520 presses the channel region A2 of the absorbent sheet Sa and the stacked portion Fa1 of the fluff absorbent Fa transported between the rolls 522 and 524.
- the convex portion of the pattern roll which is one of the pair of rolls 522, 524, is designed so that when the rolls 522, 524 rotate and the laminate L passes between the rolls 522, 524, the channel region A2 of the absorbent sheet Sa and the stacked portion Fa1 of the fluff absorbent Fa are sandwiched between the convex portion of the pattern roll and the flat roll.
- the convex portions that form the channel pattern are formed on the roll 524 located on the fluff absorbent Fa side. This allows the formation of channels that allow liquid to easily diffuse.
- a heater may be provided on at least one of the rolls 522, 524 of the third channel press device 520, and the third channel press device 520 may have a heating function for heating the laminate L.
- the third channel press device 520 heats the laminate L to a temperature equal to or higher than the temperature at which various adhesive application devices apply adhesive, for example.
- the edge press device 530 has a pair of rolls 532, 534.
- one of the pair of rolls 532, 534 is a flat roll
- the other of the pair of rolls 532, 534 is a pattern roll having a protrusion (not shown) that protrudes radially outward from part of the outer circumferential surface.
- the edge press device 530 presses the laminate L transported between the rolls 532 and 534 in a direction perpendicular to the transport direction of the laminate L. Specifically, the edge press device 530 presses the laminate L so that both ends in the transport direction of each absorbent body 1 are pressed when the laminate L is cut by the downstream cutting device 600 to become a single absorbent body 1.
- the convex portion of the pattern roll which is one of the pair of rolls 532, 534, is designed so that when the rolls 532, 534 rotate and the laminate L passes between the rolls 532, 534, both longitudinal ends of the laminate L corresponding to the single absorbent body 1 in the transport direction are sandwiched between the convex portion of the pattern roll and the flat roll.
- At least one of the rolls 532, 534 of the edge press device 530 may be provided with a heater, and the edge press device 530 may have a heating function for heating the laminate L.
- the edge press device 530 heats the laminate L to a temperature equal to or higher than the temperature at which various adhesive application devices apply adhesive.
- the cutting device 600 is a device (mat cutter device) that forms the absorbent body 1 by cutting the laminate L pressed by the press device of the laminate press device 500 at predetermined intervals in the conveying direction along a direction perpendicular to the conveying direction.
- the laminate L pressed by the laminate press device 500 is transported to the cutting device 600 by the transport device 610.
- the conveying device 610 has two conveying belts 612 wound around rollers 614, 616, and sandwiches the laminate L between the pair of conveying belts 612 to convey the laminate L to the cutting device 600.
- the pair of conveying belts 612 of the conveying device 610 are arranged one above the other.
- the rollers 616 arranged near the cutting device 600 have as small a diameter as possible so that the laminate L introduced into the cutting device 600 is held by the conveying belts 612 up to the very vicinity of the cutting device 600. This allows the conveying belts 612 to be installed inside the housing of the cutting device 600, up to the very vicinity of the cutting main body consisting of a cutter or the like.
- the conveying device 610 is not limited to having a pair of conveying belts 612, but may be a conveying device with a suction function, similar to the second suction conveying device 180 and the third suction conveying device 220 described above.
- the conveying device 610 even if the conveying device 610 has a pair of conveying belts 612, or is a conveying device with a suction function, it is preferable that the conveying device 610 holds the laminate L in the entire area between the laminate press device 500 and the cutting device 600 (holding the laminate L with the conveying belts 612 or holding the laminate L by suction).
- the laminate L (in other words, the absorbent body 1) cut by the cutting device 600 is transported by the transport device 620.
- the transport device 620 is disposed symmetrically to the transport device 610 with respect to the cutting device 600.
- the transport device 620 can have the same structure as the transport device 610, except that it is disposed symmetrically to the transport device 610 and the transport direction is the opposite, so a description of the transport device 620 will be omitted here.
- the manufacturing method of the absorbent sheet Sa will be described.
- the first sheet S1 to which adhesive has been applied by the first adhesive application device 130 is conveyed by the first sheet supply device 110 and supplied to the first drum 150 (step P1).
- the absorbent material supply device 140 sprays the absorbent material on the first sheet S1 wrapped around the first drum 150 (step P2).
- the second sheet S2 to which adhesive has been applied by the second adhesive application device 135 is supplied to the first drum 150, and an absorbent sheet Sa in which the absorbent material is covered by the second sheet S2 (the absorbent material is sandwiched between the first sheet S1 and the second sheet S2) is formed (step P3).
- the absorbent sheet Sa is pressed by the first absorption section pressing device 170 and/or the first channel pressing device 190a (step P4).
- the pressed absorbent sheet Sa is passed to the second suction and conveying device 180, suction-conveyed to the second channel press device 190 (step P4), and pressed by the second channel press device 190 (step P6).
- An adhesive is applied to the upper surface of the absorbent sheet Sa pressed by the second channel press device 190, passed to the third suction and conveying device 220, and conveyed to the location where the fluff absorbent Fa is stacked by the fiber stacking unit 300 (step P7).
- the third sheet S3 on which adhesive is applied by the fourth adhesive application device 325 is supplied to the fiber stacking drum 310 by the third sheet supply device 320 (step P11). Then, the fiber stacking drum 310 sucks air through the third sheet S3 from an opening provided on the outer circumferential surface 312. At this time, fibers are supplied around the outer circumferential surface 312 of the fiber stacking drum 310 by the fiber supply device 330, and absorbent material is supplied by the absorbent material supply device 340 (step P12).
- fibers including absorbent material are stacked in the recesses 314 on the outer circumferential surface 312 of the fiber stacking drum 310, and the fluff absorbent Fa is formed (step P13).
- the fluff absorbent Fa on the third sheet S3 may be covered with the fourth sheet S4 on which adhesive is applied by the fifth adhesive application device 355 (step P14).
- the fiber-stacking unit 300 stacks the formed fluff absorbent Fa on the absorbent sheet Sa, which is suction-transported by the third suction-transport device 220 (step P21).
- the channel portion Fa2 of the fluff absorbent Fa is at least partially overlapped with the corresponding channel area A2 of the absorbent sheet Sa.
- the channel portion Fa2 of the fluff absorbent Fa and the channel area A2 of the absorbent sheet Sa have approximately the same shape and dimensions, so the channel portion Fa2 of the fluff absorbent Fa is almost completely overlapped with the corresponding channel area A2 of the absorbent sheet Sa.
- the absorbent sheet Sa (laminate L) on which the fluff absorbent Fa is layered is sent to the folding device 400.
- the folding device 400 folds the first sheet S1 of the laminate L so that it overlaps the third sheet S3 (step P22).
- the laminate L in which the first sheet S1 has been folded by the folding device 400 is pressed by the press devices 510, 520, and 530 of the laminate press device 500 (step P23). After pressing by the laminate press device 500, the laminate L is sent by the conveying device 610 to the cutting device 600 and cut into the absorbent 1 (step P24).
- the absorbent sheet forming unit 100 has two press devices (the first absorption section press device 170 and the second channel press device 190), and in FIG. 3B of the above embodiment, the absorbent sheet forming unit 100 has three press devices (the first absorption section press device 170, the first channel press device 190a, and the second channel press device 190).
- the absorbent sheet forming unit 100 may have only one of the first absorption section press device 170, the first channel press device 190a, and the second channel press device 190.
- the absorbent sheet forming unit 100 may be provided with a press device other than the first absorption section press device 170, the first channel press device 190a, and the second channel press device 190 (for example, a press device similar to the first absorption section press device 170 or a press device similar to the second channel press device 190) at an appropriate location.
- a press device other than the first absorption section press device 170, the first channel press device 190a, and the second channel press device 190 for example, a press device similar to the first absorption section press device 170 or a press device similar to the second channel press device 190
- the first suction conveying device in the claims is described as the first drum 150, but the first suction conveying device may also be a conveying device having a conveying belt having a suction function similar to that of the second suction conveying device 180 and the third suction conveying device 220.
- the first absorption section pressing device 170 may be a device that presses the absorbent sheet Sa between a flat roll 172 as a first pressing member and a second drum 160 arranged downstream of the first suction conveying device, as in the above embodiment, or may be a device that presses the absorbent sheet Sa transported by a first suction conveying device having a conveying belt with two rolls, as in the second channel pressing device 190.
- the temporary press device, the first channel press device 190a, and the second channel press device 190 provided for the first drum 150 may press both ends of the spraying area A1 of the absorbent sheet Sa in the conveying direction of the absorbent sheet Sa and/or both ends of the spraying area A1 of the absorbent sheet Sa in a direction perpendicular to the conveying direction of the absorbent sheet Sa, in addition to the channel area A2 exemplified in the above embodiment, so as to surround the spraying area A1 of SAP.
- a heat seal device, ultrasonic seal device, or the like may be provided to bond the sheets together.
- FIG. 10 is a schematic process diagram of the manufacturing apparatus 1000B for the absorbent body 1 according to the second embodiment.
- Manufacturing apparatus 1000B is similar in many respects to manufacturing apparatus 1000A shown in FIG. 3A of the first embodiment. Here, we will explain the differences between manufacturing apparatus 1000B and manufacturing apparatus 1000A, and will not repeat the explanation of the similarities.
- the main difference between manufacturing apparatus 1000B and manufacturing apparatus 1000A is that the fiber stacking unit 300 has a transfer drum 370 and a second fiber stacking section press device 380, which manufacturing apparatus 1000A does not have.
- the transfer drum 370 is positioned downstream of the stacking drum 310 in the transport direction of the fluff absorbent Fa, receives the fluff absorbent Fa from the stacking drum 310, and transports the fluff absorbent Fa to a position where it is superimposed on the absorbent sheet Sa.
- the second stacking section press device 380 is disposed adjacent to the transfer drum 370.
- the second stacking section press device 380 has a flat roll 382 (see FIG. 10) as a press member, and with the fluff absorbent Fa disposed between the flat roll 382 and the transfer drum 370, which is a flat roll that functions as part of the second stacking section press device 380, the flat roll 382 is pressed against the outer peripheral surface 372 of the transfer drum 370 via the fluff absorbent Fa, thereby pressing the stacking section Fa1 of the fluff absorbent Fa.
- the fluff absorbent Fa pressed by the second fiber stacking section press device 380 is then superimposed on the absorbent sheet Sa by the third suction conveying device 220.
- the second fiber stacking section press device 380 may be configured as a channel press device that presses the channel section Fa2 of the fluff absorbent Fa.
- the stacking unit 300 of the manufacturing apparatus 1000B may have a first stacking section press device 390 that the manufacturing apparatus 1000A does not have.
- the first stacking section press device 390 is a device that presses the stacking section Fa1 of the fluff absorbent body Fa between a flat roll 392 and a stacking drum 310 having a recess 314 formed on the outer circumferential surface 312.
- the flow of the manufacturing method of the second embodiment using the manufacturing apparatus 1000B includes a pressing process using the first stacking portion press apparatus 390 and a pressing process using the second stacking portion press apparatus 380 after step P14 in FIG. 4 and before step P21 in FIG. 4.
- An illustration of a flow chart of the entire manufacturing method of the second embodiment is omitted.
- auxiliary conveying device 200 of the absorbent sheet forming unit 100 and the auxiliary conveying device 360 of the fiber stacking unit 300 are omitted in the example shown in FIG. 10.
- this is not limited to this, and the auxiliary conveying device 200 and the auxiliary conveying device 360 may also be provided in the manufacturing apparatus 1000B.
- the position at which the component mechanisms are depicted differs between the fiber stacking unit 300 in Figure 10 and the fiber stacking unit 300 in Figure 3, but this is due to the convenience of drawing. Except for the above points, the fiber stacking unit 300 of the manufacturing apparatus 1000B and the fiber stacking unit 300 of the manufacturing apparatus 1000A are the same.
- Fig. 11 is a schematic process diagram of the manufacturing apparatus 1000C for the absorbent body 1 according to the third embodiment.
- Manufacturing apparatus 1000C is similar in many respects to manufacturing apparatus 1000A shown in FIG. 3A of the first embodiment. Here, we will explain the differences between manufacturing apparatus 1000C and manufacturing apparatus 1000A, and will not repeat the explanation of the similarities.
- the main difference between manufacturing apparatus 1000C and manufacturing apparatus 1000A is that the fiber stacking unit 300 does not have the fourth sheet supply device 350, the fifth adhesive application device 355, or the auxiliary conveying device 360, and further, the third sheet supply device 320 does not supply the third sheet S3 to the fiber stacking drum 310.
- the fibers and absorbent material are stacked directly (without any other members) on the outer peripheral surface 312 of the stacking drum 310 to form the fluff absorbent Fa.
- the stacking drum 310 stacks the fluff absorbent Fa, one side of which is not covered by the third sheet S3, on the absorbent sheet Sa.
- the stacking drum 310 stacks the fluff absorbent Fa on the absorbent sheet Sa so that the channel portion Fa2 of the fluff absorbent Fa is arranged to be stacked on the channel area A2 of the absorbent sheet Sa, as in the first embodiment, to form the laminate L.
- the third sheet supplying device 320 supplies the third sheet S3 so as to cover the fluff absorbent Fa of the laminate L being transported by the third suction transporting device 220 (or a transporting device other than the third suction transporting device 220). It is preferable that the third sheet supplying device 320 supplies the third sheet S3 near the contact point between the stacking drum 310 and the third suction transporting device 220. In this case, after the fluff absorbent Fa is superimposed on the absorbent sheet Sa, it is immediately covered by the third sheet S3, and the desired shape of the laminate L can be well maintained.
- the fiber-stacking unit 300 of the manufacturing apparatus 1000C may have a first fiber-stacking section press device 390 that the manufacturing apparatus 1000A does not have.
- the first fiber-stacking section press device 390 is a device that presses the fiber-stacking section Fa1 of the fluff absorbent body Fa between a flat roll 392 and a fiber-stacking drum 310 having a recess 314 formed on the outer circumferential surface 312.
- auxiliary conveying device 200 of the absorbent sheet forming unit 100 is omitted in the example shown in FIG. 11.
- this is not limited to this, and the auxiliary conveying device 200 may also be provided in the manufacturing apparatus 1000B.
- the flow of the manufacturing method of the third embodiment using the manufacturing apparatus 1000C is, for example, as shown in FIG. 12.
- the flow of the manufacturing method of the third embodiment differs from the flow of the manufacturing method of the first embodiment mainly in the process related to the formation of the fluff absorbent body Fa.
- Steps P1 to P7 in FIG. 12 are the same as steps P1 to P7 in FIG. 4 of the first embodiment.
- the fluff absorbent body Fa When forming the fluff absorbent body Fa, fibers are supplied by the fiber supplying device 330 and absorbent material is supplied by the absorbent material supplying device 340 (without supplying the third sheet S3) around the stacking drum 310, which sucks in air from suction holes provided on the outer peripheral surface 312 (step P11a). As a result, fibers (including absorbent material) are stacked in the recesses 314 on the outer peripheral surface 312 of the stacking drum 310, and the fluff absorbent body Fa is formed (step P12a). The fluff absorbent body Fa is then pressed by the first stacking section pressing device 390 (step P13a). Note that step P13a of pressing the fluff absorbent body Fa may be omitted.
- the fluff absorbent body Fa that has undergone the pressing step is overlaid on an absorbent sheet Sa to which adhesive has been applied by the third adhesive application device 210 (step P21). Thereafter, a third sheet S3, which has adhesive applied to the surface facing the fluff absorbent Fa, is applied to the fluff absorbent of the laminate L by a fourth adhesive application device 325 (process P21a).
- the steps of processes P22 to P24 are the same as processes P22 to P24 in the flowchart of the manufacturing method of the first embodiment (see FIG. 4).
- FIG. 13 is a schematic process diagram of the manufacturing apparatus 1000D for the absorbent body 1 according to the fourth embodiment.
- the manufacturing apparatus 1000D is the same as the manufacturing apparatus 1000C of the third embodiment, but further includes the transfer drum 370 and the second fiber stacking section press device 380 of the manufacturing apparatus 1000B of the second embodiment.
- the transfer drum 370 and second stacking section press device 380 of the manufacturing apparatus 1000D of the fourth embodiment differ from the transfer drum 370 and second stacking section press device 380 of the manufacturing apparatus 1000B of the second embodiment in that the fluff absorber Fa that is passed to the transfer drum 370 and pressed by the second stacking section press device 380 is not covered on one side with the third sheet S3.
- the transfer drum 370 and second stacking section press device 380 of the manufacturing apparatus 1000D of the fourth embodiment are similar to the transfer drum 370 and second stacking section press device 380 of the manufacturing apparatus 1000B of the second embodiment, so detailed explanations thereof, including the explanation of the flow of the manufacturing method, will be omitted here.
- Fig. 14 is a schematic process diagram of the manufacturing apparatus 1000E for the absorbent body 1 according to the fifth embodiment.
- Manufacturing apparatus 1000E is similar in many respects to manufacturing apparatus 1000A shown in FIG. 3A of the first embodiment. Here, we will explain the differences between manufacturing apparatus 1000E and manufacturing apparatus 1000A, and will not repeat the explanation of the similarities.
- the main difference between manufacturing apparatus 1000E and manufacturing apparatus 1000A is that the fiber-stacking unit 300 further includes a gear stretching device 327 that gear-stretches the third sheet S3.
- This configuration makes it easier for the third sheet S3 to deform, making it easier to align the third sheet S3 with the recesses 314 for fiber stacking formed on the outer circumferential surface 312 of the fiber-stacking drum 310, and making it easier to manufacture an absorbent body 1 of the desired shape (absorbent body 1 having a fluff absorbent body Fa of the desired shape).
- the flow of the manufacturing method of the fifth embodiment using the manufacturing apparatus 1000E includes a gear stretching process for the third sheet S3, which is executed before the third sheet S3 is supplied to the fiber stacking drum 310 in step P11 of FIG. 4. An illustration of the entire flow chart of the manufacturing method of the fifth embodiment is omitted.
- FIG. 15 is a schematic process diagram of a manufacturing apparatus 1000E for the absorbent body 1 according to the fifth embodiment.
- Manufacturing apparatus 1000F is similar in many respects to manufacturing apparatus 1000B of the second embodiment. Here, we will explain the differences between manufacturing apparatus 1000F and manufacturing apparatus 1000B, and will not repeat the explanation of the similarities.
- fiber-stacking unit 300 further includes gear stretching device 327 that gear-stretches third sheet S3.
- This configuration makes third sheet S3 easier to deform, making it easier to align third sheet S3 with recesses 314 for fiber stacking formed on outer peripheral surface 312 of fiber-stacking drum 310, and facilitating the manufacture of absorbent body 1 of the desired shape (absorbent body 1 having fluff absorbent body Fa of the desired shape).
- FIG. 16 is a schematic process diagram of the manufacturing apparatus 1000G for an absorbent body 1 according to the seventh embodiment.
- the absorbent sheet forming unit 100 of the manufacturing apparatus 1000G is similar to the absorbent sheet forming unit 100 of the manufacturing apparatus 1000B of the second embodiment, except that it does not have the third suction conveying device 220.
- the major difference between the fiber stacking unit 300 of the manufacturing apparatus 1000G and the fiber stacking unit 300 of the manufacturing apparatus 1000B of the second embodiment is that the absorbent sheet Sa bonded by the third adhesive application device 210 is supplied to the fiber stacking drum 310, and fibers and absorbent material are layered on the absorbent sheet Sa.
- the fluff absorbent body Fa is not layered on the absorbent sheet Sa, but the fluff absorbent body Fa is formed on the absorbent sheet Sa which is transported by suction by the fiber stacking drum 310.
- the fiber-stacking unit 300 of the manufacturing apparatus 1000G has a transfer drum 370, a first fiber-stacking section press device 390, and a second fiber-stacking section press device 380, similar to the fiber-stacking unit 300 of the manufacturing apparatus 1000B of the second embodiment, but the role of each component is different from that of the second embodiment.
- the transfer drum 370 of the fiber-stacking unit 300 of the manufacturing apparatus 1000G is not a drum that receives and conveys the fluff absorbent Fa from the fiber-stacking drum 310, but a drum that receives and conveys the laminate L in which the fluff absorbent Fa is layered on the absorbent sheet Sa.
- first fiber-stacking section press device 390 and the second fiber-stacking section press device 380 are not devices that press the fiber-stacking section Fa1 of the fluff absorbent Fa (single fluff absorbent Fa), but devices that press the dispersion area A1 of the absorbent sheet Sa and the fiber-stacking section Fa1 of the fluff absorbent Fa of the laminate L.
- the fiber stacking unit 300 of the manufacturing apparatus 1000G also differs from the fiber stacking unit 300 of the manufacturing apparatus 1000B of the second embodiment in that it does not have a fourth sheet supply device 250 and a fifth adhesive application device 335.
- the manufacturing apparatus 1000G is similar to the manufacturing apparatus 1000B of the second embodiment, so a description thereof will be omitted here.
- the flow of the manufacturing method of the seventh embodiment using the manufacturing apparatus 1000G is, for example, as shown in FIG. 17.
- Steps P1 to P7 in FIG. 17 are the same as steps P1 to P6 in FIG. 4 of the first embodiment.
- the absorbent sheet Sa is supplied to the fiber stacking drum 310 (step P7b). Then, the fiber stacking drum 310 sucks air through the absorbent sheet Sa from suction holes provided on the outer peripheral surface 312. At this time, fibers are supplied around the outer peripheral surface 312 of the fiber stacking drum 310 by the fiber supplying device 330, and absorbent material is supplied by the absorbent material supplying device 340 (step P8b). Therefore, in the recess 314 of the outer peripheral surface 312 of the fiber stacking drum 310, fibers (including absorbent material) are stacked on the absorbent sheet Sa, and a fluff absorbent Fa is formed on the absorbent sheet Sa (step P9b).
- the fluff absorbent Fa on the absorbent sheet Sa is covered with a third sheet S3, the adhesive of which is applied to the surface facing the fluff absorbent Fa, by the fourth adhesive application device 325 (step P10b).
- the absorbent sheet Sa (laminate L) on which the fluff absorbent Fa is layered is then pressed by the first stacking section press device 390 and the second stacking section press device 380 (process P11b) and then sent to the folding device 400.
- Steps P22 to P24 in FIG. 17 are similar to steps P22 to P24 in FIG. 4, so a description thereof will be omitted.
- the manufacturing apparatuses 1000A to 1000G of the absorbent body 1 are manufacturing apparatuses for the absorbent body 1 of a hybrid structure having a water-absorbent material absorbent layer and a fiber-stacking absorbent layer containing at least fluff.
- the manufacturing apparatuses 1000A to 1000G of the absorbent body 1 include an absorbent sheet forming unit 100 and a fiber-stacking unit 300.
- the absorbent sheet forming unit 100 forms an absorbent sheet Sa in which a water-absorbent material containing SAP or the like is sprayed between a first sheet S1 and a second sheet S2.
- the fiber-stacking unit 300 stacks fibers to form a fluff absorbent body Fa containing at least fluff, and stacks the fluff absorbent body Fa on an absorbent sheet Sa that is conveyed by suction.
- a spraying area A1 and a channel area A2 are formed between the first sheet S1 and the second sheet S2 of the absorbent sheet Sa.
- the water-absorbent material is sprayed in the spraying area A1.
- the water-absorbent material is not sprayed in the channel area A2.
- the fluff absorbent Fa has a fiber-stacking section Fa1 and a channel section Fa2. Fibers are stacked in the fiber-stacking section Fa1. Fibers are not stacked in the channel section Fa2.
- the absorbent sheet forming unit 100 has a first sheet supplying device 110, a first drum 150 which is an example of a first suction conveying device, a water-absorbent material supplying device 140, a second sheet supplying device 120, and a pressing device.
- the first sheet supplying device 110 supplies a first sheet.
- the first drum 150 has a first conveying surface 152 having a suction function, and conveys the first sheet S1 while sucking it with the first conveying surface 152.
- the water-absorbent material supplying device 140 supplies a water-absorbent material onto the first sheet S1 conveyed by the first drum 150.
- the second sheet supplying device 120 supplies a second sheet S2, and forms an absorbent sheet Sa by covering the water-absorbent material on the first sheet S1 with the second sheet S2.
- the press device presses the absorbent sheet Sa being transported.
- the press device includes at least one of the first absorption section press device 170, the first channel press device 190a, and the second channel press device 190.
- the fiber stacking unit 300 has a fiber supply device 330, a fiber stacking drum 310, and a third sheet supply device 320.
- the fiber supply device 330 supplies fibers.
- the fiber stacking drum 310 has a suction function, and stacks the fibers supplied by the fiber supply device 330 to form the fluff absorbent body Fa.
- the third sheet supply device 320 supplies a third sheet S3, which is disposed on the opposite side of the absorbent sheet Sa, sandwiching the fluff absorbent body Fa.
- the fiber stacking unit 300 overlaps the channel part Fa2 of the fluff absorbent body Fa with the channel area A2 of the absorbent sheet Sa.
- the absorbent sheet Sa and the fluff absorbent body Fa are overlapped so that the channel region A2 of the absorbent sheet Sa and the channel portion Fa2 of the fluff absorbent body Fa overlap, which promotes the diffusion of bodily fluids through the channel C (the channel region A2 of the absorbent sheet Sa and the channel portion Fa2 of the fluff absorbent body Fa) in the absorbent body 1, thereby improving the absorption performance of the absorbent body 1.
- the absorbent sheet forming unit 100 has a second drum 160.
- the second drum 160 is disposed downstream of the first drum 150 as a first suction conveying device in the conveying direction of the absorbent sheet Sa, adjacent to the first drum 150.
- the absorbent sheet Sa is wrapped around the second drum 160.
- the pressing device includes at least one of a first absorption section pressing device 170 and a first channel pressing device 190a.
- the first absorption section pressing device 170 sandwiches and presses the spray area A1 of the absorbent sheet Sa.
- the first channel pressing device 190a presses the channel area A2 of the absorbent sheet Sa.
- the first absorption section pressing device 170 has a flat roll 172 as an example of a first pressing member.
- the first absorption section pressing device 170 presses the flat roll 172 against the second drum 160, which functions as a part of the first absorption section pressing device 170, via the absorbent sheet Sa, in a state in which the absorbent sheet Sa is wound around the second drum 160 between the flat roll 172 and the second drum 160.
- the first channel pressing device 190a has a second pressing member. In a state in which the absorbent sheet Sa is wound around the second drum 160 between the pattern roll 192a and the second drum 160, the first channel pressing device 190a presses the pattern roll 192a against the second drum 160, which functions as a part of the first channel pressing device 190a, via the channel region A2 of the absorbent sheet Sa.
- the first absorbent portion pressing device 170 or the first channel pressing device 190a presses a specific portion of the absorbent sheet Sa between the first drum 150 and the second drum 160 arranged adjacent to the first drum 150, in other words, immediately after the absorbent sheet Sa leaves the first drum 150, to adjust the shape of the absorbent sheet Sa. Therefore, the absorbent body 1 manufacturing apparatuses 1000A to 1000G can precisely form an absorbent sheet Sa in the desired shape.
- the absorbent sheet Sa can be pressed while it is wrapped around the second drum 160 and the movement of the absorbent material is suppressed, so that after the pressing process, an absorbent material accumulation pattern can be formed that is less susceptible to the effects of vibrations, etc., that may occur when the absorbent sheet Sa is transported downstream.
- the press device further includes a second channel press device 190.
- the second channel press device 190 is disposed between the second drum 160 and the fiber-stacking unit 300 in the conveying direction of the absorbent sheet Sa.
- the second channel press device 190 presses the channel region A2 of the absorbent sheet Sa.
- the absorbent sheet forming unit 100 further includes a second suction conveying device 180.
- the second suction conveying device 180 is disposed between the second drum 160 and the second channel press device 190 in the conveying direction of the absorbent sheet Sa.
- the second suction conveying device 180 has a horizontal second conveying surface 182a having a suction function, and conveys the absorbent sheet Sa while sucking it with the second conveying surface 182a.
- the second conveying surface 182a of the second suction conveying device 180 extends from the second drum 160 to the second channel press device 190.
- the conveying belt 182 of the second suction conveying device 180 extends from a position adjacent to the second drum 160 to a position adjacent to the second channel press device 190.
- the absorbent sheet Sa is pressed by at least one of the first absorbent section pressing device 170 and the first channel pressing device 190a to adjust the shape of the absorbent sheet Sa, and the absorbent sheet Sa is transported to the second channel pressing device 190 while suppressing the movement of the absorbent material by suction transport, and the channel region A2 of the absorbent sheet Sa is further pressed by the second channel pressing device 190. Therefore, in the manufacturing apparatuses 1000A to 1000G of the absorbent body 1 (excluding the manufacturing apparatus depicted in FIG. 9), the channel region A2 that contributes to the diffusion of bodily fluids can be formed with high precision at the desired position of the absorbent sheet Sa.
- the press device of the absorbent sheet forming unit 100 includes a first channel press device 190a and a second channel press device 190.
- the press device may also include the first channel press device 190a and the second channel press device 190 in the manufacturing apparatuses 1000B to 1000G.
- the first channel press device 190a presses the channel region A2 of the absorbent sheet Sa.
- the second channel press device 190 is disposed between the second drum 160 and the fiber stacking unit 300 in the conveying direction of the absorbent sheet Sa.
- the second channel press device 190 presses the channel region A2 of the absorbent sheet Sa.
- the first channel press device 190a has a pattern roll 192a.
- the first channel press device 190a presses the pattern roll 192a against the second drum 160, which functions as a part of the first channel press device 190a, through the channel region A2 of the absorbent sheet Sa, while the absorbent sheet Sa is wound around the second drum 160 between the pattern roll 192a and the second drum 160.
- At least one of the first channel press device 190a and the second channel press device 190 heats the absorbent sheet Sa.
- the permeability of the adhesive used to fix the absorbent material can be improved by heating, making it easier to place the absorbent material at the desired position between the first sheet S1 and the second sheet S2 of the absorbent sheet Sa.
- the channel press devices 190a and 190 press the absorbent sheet Sa while heating it.
- the pressing device includes a first absorption section pressing device 170 and a second channel pressing device 190.
- the first absorption section pressing device 170 sandwiches and presses the spray area A1 of the absorbent sheet Sa.
- the second channel pressing device 190 is disposed downstream of the second drum 160 in the conveying direction of the absorbent sheet Sa.
- the second channel pressing device 190 presses the channel area A2 of the absorbent sheet Sa.
- the first absorption section pressing device 170 has a flat roll 172 as an example of a first pressing member.
- the first absorption section pressing device 170 presses the flat roll 172 against the second drum 160, which functions as a part of the first absorption section pressing device 170, via the absorbent sheet Sa, in a state in which the absorbent sheet Sa is wound around the second drum 160 between the flat roll 172 and the second drum 160.
- the first absorption section pressing device 170 heats the absorbent sheet Sa from one side in the thickness direction of the absorbent sheet Sa.
- the second channel pressing device 190 heats the absorbent sheet Sa from the other side in the thickness direction.
- both the flat roll 172 of the first absorption section pressing device 170 and the roll 194 (flat roll) of the second channel pressing device have a heating function.
- the absorbent sheet Sa can be heated from either side of the first sheet S1 and the second sheet S2 that sandwich the absorbent material, so that the adhesive applied to both the first sheet S1 and the second sheet S2 can easily penetrate, and the absorbent material sandwiched between the first sheet S1 and the second sheet S2 can be held in place more stably.
- the manufacturing apparatuses 1000A to 1000G for manufacturing the absorbent body 1 further include a laminate pressing device 500.
- the laminate pressing device 500 presses the laminate L in which the fluff absorbent body Fa is superimposed on the absorbent sheet Sa, which is being transported.
- the laminate pressing device 500 includes at least one of a second absorbent section pressing device 510, a third channel pressing device 520, and an edge pressing device 530.
- the second absorbent section pressing device 510 presses the entire laminate L being transported.
- the third channel pressing device 520 presses the overlapping portion of the laminate L being transported between the channel section Fa2 of the fluff absorbent body Fa and the channel region A2 of the absorbent sheet Sa.
- the edge pressing device 530 presses the laminate L being transported along a direction perpendicular to the transport direction of the laminate L. Specifically, the edge pressing device 530 presses the laminate L so that when it is cut by the downstream cutting device 600 to become a single absorbent body 1, both ends of each absorbent body 1 in the conveying direction (longitudinal direction) are pressed.
- the absorbent body 1 manufacturing devices 1000A to 1000G press the laminate L to produce an absorbent body of the desired shape with high precision.
- the laminate pressing device 500 includes at least a third channel pressing device 520.
- the third channel pressing device 520 heats the laminate L.
- the permeability of the adhesive used to fix the absorbent material can be improved by heating, making it easier to place the absorbent material in the desired position between the first sheet S1 and the second sheet S2 in the absorbent body 1.
- the stacking unit 300 includes a gear stretching device 327 that performs gear stretching on the third sheet S3. Note that the gear stretching device 327 may also be provided in the manufacturing apparatuses for the absorbent body 1 of other embodiments.
- the third sheet S3 is easily deformed, making it easy to manufacture an absorbent body 1 of the desired shape.
- the third sheet S3 supplied to the fiber stacking drum 310 can be easily aligned with the fiber stacking recesses 314 on the outer circumferential surface 312 of the fiber stacking drum 310, making it easy to manufacture an absorbent body 1 of the desired shape.
- the manufacturing method of the absorbent body 1 of the first to seventh embodiments is a manufacturing method of an absorbent body having a hybrid structure including a water-absorbent material layer and a stacked fiber layer.
- the manufacturing method of the absorbent body includes an absorbent sheet forming step, a pressing step, a fluff absorbent body forming step, and a stacking step.
- a water-absorbent material is sprayed between the first sheet S1 and the second sheet S2 to form an absorbent sheet Sa.
- a spraying area A1 where the water-absorbent material is sprayed and a channel area A2 where the water-absorbent material is not sprayed are formed.
- the absorbent sheet Sa being transported is pressed.
- a fluff absorbent body forming step a fluff absorbent body Fa having a stacked fiber section Fa1 where fibers are stacked and a channel section Fa2 where fibers are not stacked is formed.
- the fluff absorbent body Fa is stacked on the absorbent sheet Sa being transported by suction.
- the channel portion Fa2 of the fluff absorbent body Fa is stacked on the channel region A2 of the absorbent sheet Sa.
- the absorbent sheet Sa which is prone to misalignment of the absorbent material, is sucked and transported, and the fluff absorbent body Fa is superimposed on the absorbent sheet Sa. Therefore, in the manufacturing method of the absorbent body 1 of the first to seventh embodiments, unlike the case where the absorbent body 1 is manufactured by placing the absorbent sheet Sa on absorbent fibers, the fluidity of the absorbent material is suppressed, and the absorbent body 1 with a hybrid structure of the desired shape can be manufactured with high precision.
- the absorbent sheet Sa and the fluff absorbent body Fa are overlapped so that the channel region A2 of the absorbent sheet Sa and the channel portion Fa2 of the fluff absorbent body Fa overlap, so that the diffusion of bodily fluids through the channels (the channel region A2 of the absorbent sheet Sa and the channel portion Fa2 of the fluff absorbent body Fa) in the absorbent body 1 can be promoted, and the absorption performance of the absorbent body can be improved.
- the absorbent body manufacturing apparatus of the first aspect is an absorbent body manufacturing apparatus of a hybrid structure having an absorbent material absorbent layer and a stacked absorbent layer containing at least fluff.
- the absorbent body manufacturing apparatus includes an absorbent sheet forming unit and a stacking unit.
- the absorbent sheet forming unit forms an absorbent sheet in which an absorbent material is sprayed between a first sheet and a second sheet.
- the stacking unit stacks fibers to form a fluff absorbent body containing at least fluff, and stacks the fluff absorbent body on an absorbent sheet that is transported by suction.
- a spraying area and a channel area are formed between the first sheet and the second sheet of the absorbent sheet. The absorbent material is sprayed in the spraying area.
- the absorbent material is not sprayed in the channel area.
- the fluff absorbent body has a stacking section and a channel section. Fibers are stacked in the stacking section. Fibers are not stacked in the channel section.
- the absorbent sheet forming unit has a first sheet supplying device, a first suction and conveying device, a water-absorbent material supplying device, a second sheet supplying device, and a pressing device.
- the first sheet supplying device supplies the first sheet.
- the first suction and conveying device has a first conveying surface having a suction function, and conveys the first sheet while sucking it with the first conveying surface.
- the water-absorbent material supplying device supplies the water-absorbent material onto the first sheet conveyed by the first suction and conveying device.
- the second sheet supplying device supplies the second sheet, and forms an absorbent sheet by covering the water-absorbent material on the first sheet with the second sheet.
- the pressing device presses the absorbent sheet being conveyed.
- the fiber stacking unit has a fiber supplying device, a fiber stacking drum, and a third sheet supplying device.
- the fiber supplying device supplies fibers.
- the fiber stacking drum has a suction function, and stacks fibers supplied by the fiber supplying device to form a fluff absorbent body.
- the third sheet supplying device supplies a third sheet that is arranged on the opposite side of the absorbent sheet, sandwiching the fluff absorbent body therebetween.
- the fiber stacking unit overlaps the channel portion of the fluff absorbent body with the channel area of the absorbent sheet.
- the absorbent body manufacturing device of the first aspect an absorbent sheet, which is prone to positional deviation of the absorbent material, is sucked and transported, and a fluff absorbent body is superimposed on the absorbent sheet. Therefore, unlike when an absorbent body is manufactured by placing an absorbent sheet on absorbent fibers, the absorbent body manufacturing device of the first aspect can suppress the fluidity of the absorbent material and accurately manufacture an absorbent body with a hybrid structure of the desired shape.
- the absorbent sheet and the fluff absorbent body are overlapped so that the channel area of the absorbent sheet and the channel portion of the fluff absorbent body overlap, so that the diffusion of bodily fluids through the channels (the channel area of the absorbent sheet and the channel portion of the fluff absorbent body) in the absorbent body can be promoted, and the absorption performance of the absorbent body can be improved.
- the absorbent body manufacturing apparatus of a second aspect is the absorbent body manufacturing apparatus of the first aspect, wherein the absorbent sheet forming unit further has a second drum.
- the second drum is arranged downstream of the first suction and conveying device in the conveying direction of the absorbent sheet and adjacent to the first suction and conveying device.
- the absorbent sheet is wrapped around the second drum.
- the press device includes at least one of a first absorption section press device and a first channel press device.
- the first absorption section press device sandwiches and presses the spray area of the absorbent sheet.
- the first channel press device presses the channel area of the absorbent sheet.
- the first absorption section press device has a first press member.
- the first absorption section press device presses the first press member against the second drum functioning as part of the first absorption section press device, via the absorbent sheet, with the absorbent sheet wrapped around the second drum between the first press member and the second drum.
- the first channel press device has a second press member. The first channel press device presses the second press member against the second drum, which functions as part of the first channel press device, through the channel area of the absorbent sheet, with the absorbent sheet wrapped around the second drum between the second press member and the second drum.
- the first absorption section pressing device or the first channel pressing device presses a predetermined portion of the absorbent sheet between the second drum arranged adjacent to the first suction and conveying device, in other words, immediately after the absorbent sheet leaves the first suction and conveying device, to adjust the shape of the absorbent sheet. Therefore, the absorbent body manufacturing apparatus of the second aspect can accurately form an absorbent sheet of the desired shape.
- the absorbent sheet can be pressed while it is wrapped around the second drum and the movement of the absorbent material is suppressed, so that after the pressing process, an absorbent material accumulation pattern can be formed that is less susceptible to the effects of vibrations, etc., that may occur when the absorbent sheet is transported downstream.
- the absorbent body manufacturing apparatus of the third aspect is the absorbent body manufacturing apparatus of the second aspect, in which the press device further includes a second channel press device.
- the second channel press device is arranged between the second drum and the fiber stacking unit in the conveying direction of the absorbent sheet.
- the second channel press device presses the channel region of the absorbent sheet.
- the absorbent sheet forming unit further includes a second suction conveying device.
- the second suction conveying device is arranged between the second drum and the second channel press device in the conveying direction of the absorbent sheet.
- the second suction conveying device has a horizontal second conveying surface having a suction function, and conveys the absorbent sheet while sucking it with the second conveying surface.
- the second conveying surface of the second suction conveying device extends from the second drum to the second channel press device.
- the absorbent sheet is pressed by at least one of the first absorbent section pressing device and the first channel pressing device to adjust the shape of the absorbent sheet, and the absorbent sheet is transported to the second channel pressing device while suppressing the movement of the absorbent material by suction transport, and the channel region of the absorbent sheet is further pressed by the second channel pressing device. Therefore, in the absorbent body manufacturing apparatus of the third aspect, a channel region that contributes to the diffusion of bodily fluids can be formed with high precision at the desired position of the absorbent sheet.
- the absorbent body manufacturing apparatus of the fourth aspect is the absorbent body manufacturing apparatus of any one of the first aspect to the third aspect, wherein the absorbent sheet forming unit further has a second drum.
- the second drum is arranged downstream of the first suction and conveying device in the conveying direction of the absorbent sheet and adjacent to the first suction and conveying device.
- the absorbent sheet is wrapped around the second drum.
- the press device includes a first channel press device and a second channel press device.
- the first channel press device presses the channel region of the absorbent sheet.
- the second channel press device is arranged between the second drum and the fiber stacking unit in the conveying direction of the absorbent sheet.
- the second channel press device presses the channel region of the absorbent sheet.
- the first channel press device has a second press member.
- the first channel press device presses the second press member against the second drum functioning as part of the first channel press device, via the channel region of the absorbent sheet, with the absorbent sheet wrapped around the second drum between the second press member and the second drum. At least one of the first channel press device and the second channel press device heats the absorbent sheet.
- the permeability of the adhesive used to fix the absorbent material can be improved by heating, making it easier to place the absorbent material at the desired position between the first sheet and the second sheet of the absorbent sheet.
- the absorbent body manufacturing apparatus of the fifth aspect is the absorbent body manufacturing apparatus of any one of the first aspect to the fourth aspect, in which the absorbent sheet forming unit further has a second drum.
- the second drum is arranged downstream of the first suction and conveying device in the conveying direction of the absorbent sheet and adjacent to the first suction and conveying device.
- the absorbent sheet is wrapped around the second drum.
- the press device includes a first absorbent section press device and a second channel press device.
- the first absorbent section press device sandwiches and presses the spray area of the absorbent sheet.
- the second channel press device is arranged downstream of the second drum in the conveying direction of the absorbent sheet.
- the second channel press device presses the channel area of the absorbent sheet.
- the first absorbent section press device has a first press member.
- the first channel press device presses the first press member against the second drum functioning as a part of the first absorbent section press device, via the absorbent sheet, in a state in which the absorbent sheet is wrapped around the second drum between the first press member and the second drum.
- the first absorbent section press device heats the absorbent sheet from one side in the thickness direction of the absorbent sheet.
- the second channel press device heats the absorbent sheet from the other side in the thickness direction.
- the absorbent sheet can be heated from either side of the first sheet and the second sheet that sandwich the absorbent material, so that the adhesive applied to both the first sheet and the second sheet can easily penetrate, and the absorbent material sandwiched between the first sheet and the second sheet can be more stably held.
- the absorbent body manufacturing apparatus of the sixth aspect is the absorbent body manufacturing apparatus of any one of the first aspect to the fifth aspect, further comprising a laminate press device.
- the laminate press device presses the transported laminate in which the fluff absorbent body is layered on the absorbent sheet.
- the laminate press device includes at least one of a second absorbent section press device, a third channel press device, and an edge press device.
- the second absorbent section press device presses the entire transported laminate.
- the third channel press device presses the overlapping portion of the transported laminate between the channel portion of the fluff absorbent body and the channel area of the absorbent sheet.
- the edge press device presses the transported laminate along a direction perpendicular to the transport direction of the laminate.
- the absorbent body manufacturing device of the sixth aspect by pressing the laminate, it is possible to manufacture an absorbent body of the desired shape with high precision.
- the absorbent body manufacturing apparatus of the seventh aspect is the absorbent body manufacturing apparatus of the sixth aspect, and the laminate press device includes at least a third channel press device.
- the third channel press device heats the laminate.
- the permeability of the adhesive used to fix the water-absorbent material can be improved by heating, making it easier to place the water-absorbent material at the desired position between the first sheet and the second sheet in the absorbent body.
- the absorbent body manufacturing apparatus of the eighth aspect is the absorbent body manufacturing apparatus of any one of the first aspect to the seventh aspect, and the fiber stacking unit further includes a gear stretching device that gear-stretches the third sheet.
- the third sheet is easily deformed, making it easy to manufacture an absorbent body of the desired shape.
- the ninth aspect of the method for manufacturing an absorbent body is a method for manufacturing an absorbent body having a hybrid structure including an absorbent material layer and a stacked fiber layer.
- the method for manufacturing an absorbent body includes an absorbent sheet forming process, a pressing process, a fluff absorbent body forming process, and a stacking process.
- an absorbent material is sprayed between the first sheet and the second sheet to form an absorbent sheet.
- a spraying area where the absorbent material is sprayed and a channel area where the absorbent material is not sprayed are formed.
- the pressing process the absorbent sheet being transported is pressed.
- a fluff absorbent body having a stacked fiber portion where fibers are stacked and a channel portion where fibers are not stacked is formed.
- the fluff absorbent body is stacked on an absorbent sheet being transported by suction.
- the channel portion of the fluff absorbent body is overlaid on the channel area of the absorbent sheet.
- the absorbent sheet which is prone to misalignment of the absorbent material, is sucked and transported, and the fluff absorbent body is superimposed on the absorbent sheet. Therefore, unlike the case where an absorbent body is manufactured by placing an absorbent sheet on absorbent fibers, the manufacturing method of the absorbent body of the ninth aspect suppresses the fluidity of the absorbent material and can accurately manufacture an absorbent body with a hybrid structure of the desired shape.
- the absorbent sheet and the fluff absorbent body are overlapped so that the channel region of the absorbent sheet and the channel portion of the fluff absorbent body overlap, so that the diffusion of bodily fluids through the channels (the channel region of the absorbent sheet and the channel portion of the fluff absorbent body) in the absorbent body can be promoted, and the absorption performance of the absorbent body can be improved.
- Absorbent body 100 Absorbent sheet forming unit 110 First sheet supply device 120 Second sheet supply device 140 Absorbent material supply device 150 First drum (first suction transport device) 152: First conveying surface 160: Second drum 170: First absorbing portion pressing device (pressing device) 172 Flat roll (first press member) 180: Second suction conveying device 182a: Second conveying surface 190: Second channel press device (press device) 190a First channel press device (press device) 192a Pattern roll (second press member) 220 Third suction conveying device 222a Third conveying surface 300 Fiber stacking unit 310 Fiber stacking drum 320 Third sheet supplying device 327 Gear stretching device 330 Fiber supplying device 500 Laminate press device 510 Second absorbent section press device 520 Third channel press device 530 Edge press device A1 Spreading area A2 Channel area Fa Fluff absorbent Fa1 Fiber stacking section Fa2 Channel section L Laminate S1 First sheet S2 Second sheet Sa Absorbent sheet
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Epidemiology (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Manufacturing & Machinery (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP24780940.3A EP4691440A1 (en) | 2023-03-30 | 2024-04-01 | Absorbent body manufacturing device and manufacturing method |
| JP2025511736A JPWO2024204848A1 (https=) | 2023-03-30 | 2024-04-01 | |
| CN202480023023.6A CN121038755A (zh) | 2023-03-30 | 2024-04-01 | 吸收体的制造装置及制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-056523 | 2023-03-30 | ||
| JP2023056523 | 2023-03-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024204848A1 true WO2024204848A1 (ja) | 2024-10-03 |
Family
ID=92906180
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/013488 Ceased WO2024204848A1 (ja) | 2023-03-30 | 2024-04-01 | 吸収体の製造装置及び製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4691440A1 (https=) |
| JP (1) | JPWO2024204848A1 (https=) |
| CN (1) | CN121038755A (https=) |
| WO (1) | WO2024204848A1 (https=) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015019909A (ja) * | 2013-07-22 | 2015-02-02 | 株式会社瑞光 | 吸収性物品の製造装置 |
| JP2019141309A (ja) * | 2018-02-20 | 2019-08-29 | 王子ホールディングス株式会社 | 吸収性物品 |
| JP2021098002A (ja) * | 2019-12-23 | 2021-07-01 | 花王株式会社 | 吸収体及びその製造方法 |
-
2024
- 2024-04-01 WO PCT/JP2024/013488 patent/WO2024204848A1/ja not_active Ceased
- 2024-04-01 JP JP2025511736A patent/JPWO2024204848A1/ja active Pending
- 2024-04-01 EP EP24780940.3A patent/EP4691440A1/en active Pending
- 2024-04-01 CN CN202480023023.6A patent/CN121038755A/zh active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015019909A (ja) * | 2013-07-22 | 2015-02-02 | 株式会社瑞光 | 吸収性物品の製造装置 |
| JP2019141309A (ja) * | 2018-02-20 | 2019-08-29 | 王子ホールディングス株式会社 | 吸収性物品 |
| JP2021098002A (ja) * | 2019-12-23 | 2021-07-01 | 花王株式会社 | 吸収体及びその製造方法 |
| WO2021131721A1 (ja) | 2019-12-23 | 2021-07-01 | 花王株式会社 | 吸収体及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4691440A1 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN121038755A (zh) | 2025-11-28 |
| EP4691440A1 (en) | 2026-02-11 |
| JPWO2024204848A1 (https=) | 2024-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103282002B (zh) | 用于一次性穿用物品的吸收性层及其制造方法 | |
| CN103269662B (zh) | 用于与吸收产品相关的连续片的组合体的折叠设备和折叠方法 | |
| KR101709359B1 (ko) | 흡수성 물품 제조 장치 및 흡수성 물품 제조 방법 | |
| CN106029025B (zh) | 吸收体的制造方法 | |
| JPH02291857A (ja) | 着用物品用構成部材の製造方法 | |
| KR102876603B1 (ko) | 탄성 코어 조성물 또는 조립체, 및 탄성 조성물 조립체를 제작하기 위한 시스템 및 방법 | |
| CN111405886B (zh) | 吸收性物品的包装体和吸收性物品的包装体的制造方法 | |
| US20140338822A1 (en) | Method of manufacturing absorbent article | |
| KR101518098B1 (ko) | 흡수성 물품의 제조 방법 | |
| JP2017046928A (ja) | 吸収体の製造方法 | |
| JP3719975B2 (ja) | 吸収体の製造方法 | |
| JP7254926B2 (ja) | 吸収性物品の吸収体の製造方法及び吸収性物品 | |
| JP5243305B2 (ja) | ウェブ搬送装置及び吸収性物品の製造方法 | |
| WO2024204848A1 (ja) | 吸収体の製造装置及び製造方法 | |
| CN110636821B (zh) | 吸收体和吸收性物品的制造方法、以及吸收体和吸收性物品的制造装置 | |
| JP6147326B1 (ja) | 吸収性物品の製造方法 | |
| JP6583132B2 (ja) | 吸収性物品の製造方法および製造装置 | |
| US20250009567A1 (en) | Method for manufacturing absorbent articles | |
| JP2017196278A (ja) | 吸収性物品の製造方法および製造装置 | |
| JP7320484B2 (ja) | 吸収体の製造方法 | |
| JP6138903B1 (ja) | 吸収性物品の製造方法 | |
| JP6583131B2 (ja) | 吸収性物品の製造方法および製造装置 | |
| JP7486486B2 (ja) | 吸収体の製造方法及び吸収性物品 | |
| EP4378437B1 (en) | An absorbent structure for sanitary articles and method for its production | |
| RU2782001C1 (ru) | Впитывающий элемент и способ его изготовления |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24780940 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025511736 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025511736 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024780940 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2024780940 Country of ref document: EP Effective date: 20251029 |
|
| ENP | Entry into the national phase |
Ref document number: 2024780940 Country of ref document: EP Effective date: 20251029 |
|
| ENP | Entry into the national phase |
Ref document number: 2024780940 Country of ref document: EP Effective date: 20251029 |
|
| ENP | Entry into the national phase |
Ref document number: 2024780940 Country of ref document: EP Effective date: 20251029 |
|
| ENP | Entry into the national phase |
Ref document number: 2024780940 Country of ref document: EP Effective date: 20251029 |
|
| ENP | Entry into the national phase |
Ref document number: 2024780940 Country of ref document: EP Effective date: 20251029 |
|
| ENP | Entry into the national phase |
Ref document number: 2024780940 Country of ref document: EP Effective date: 20251029 |
|
| ENP | Entry into the national phase |
Ref document number: 2024780940 Country of ref document: EP Effective date: 20251029 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2024780940 Country of ref document: EP |